沐浴露瓶盖注塑模具结构设计
洗澡露瓶盖注射模设计
洗澡露瓶盖注射模设计
1.塑件分析
某洗澡露瓶盖如图1 所示, 材料为PC , 收缩率5 ‰,材料的柔韧性较好,伸缩率较高。
零件分上、下盖两部份,可多次开合。
为避免洗澡露外溢,下盖口部有环状凸筋, 上下盖小孔配合周密, 外观要求滑腻, 不许诺有明显的分型面接痕。
在产品结构设计中, 考虑到假设采纳图1 所示整体造型, 在B 处将不可幸免有两条型芯分型面的接痕。
综合各方面因素, 设计了图2 所示塑件结构, 将瓶盖分成独立的上下盖两个部份, 用2 副模具来成型。
将上盖C 处尺寸设计为Ø5mm ,下盖孔尺寸设计为Ø4. 9mm 来达到过盈配合。
下盖A 处的环状凸筋需强制脱模,因此设计了D 处的3 个缺口, 使塑件有了向外变形的空间。
图3 为产品的剖面图。
此主题相关图片如下:
此主题相关图片如下:
2 模具设计方案
由于瓶盖的上盖部份结构相对简单, 动模型芯采纳镶拼结构,那个地址不复累赘,本文只重点介绍下盖的模具结构。
为了幸免在零件表面显现进料痕, 保证进料均匀,模具采纳点浇口进料,浇口位置选在下盖结构。
此主题相关图片如下:
5 终止语
此模具结构较为复杂,动、定模都采纳了镶拼结构,点浇口进料,并设计了新颖的活动型芯机构进行二次顶出。
在加工中,采纳先进行设计,待成熟后再绘制产品实体图, 利用CAD/ CAM 软件的M AS2TERCAM8. 1 模块生成加工程序, 在数控机床上加工动、定模型腔及电极的方式来保证加工精度。
通过试模,该模具各部份动作准确可*,生产的产品符合图纸要求。
沐浴露压盖注塑模设计

第一章前言1.1 模具工业的概况20世纪80年代开始,发达工业国家的模具工业已从机床工业中分离出来,并发展成为独立的工业部门,其产值已超过机床工业的产值。
改革开放以来,我国的模具工业发展也十分迅速。
近年来,每年都以15%的增长速度快速发展。
许多模具企业十分重视技术发展。
加大了用于技术进步的投入力度,将技术进步作为企业发展的重要动力。
此外,许多科研机构和大专院校也开展了模具技术的研究与开发。
模具行业的快速发展是使我国成为世界超级制造大国的重要原因。
今后,我国要发展成为世界制造强国,仍将依赖于模具工业的快速发展,成为模具制造强国。
中国塑料模工业从起步到现在,历经了半个多世纪,有了很大发展,模具水平有了较大提高。
在大型模具方面已能生产48"(约122CM)大屏幕彩电塑壳注射模具,6.5KG大容量洗衣机全套塑料模具以及汽车保险杠和整体仪表板等塑料模具,精密塑料模方面,以能生产照相机塑料件模具,多形腔小模数齿轮模具及塑封模具。
经过多年的努力,在模具CAD/CAE/CAM技术,模具的电加工和数控加工技术,快速成型与快速制模技术,新型模具材料等方面取得了显著进步;在提高模具质量和缩短模具设计制造周期等方面作出了贡献。
尽管我国模具工业有了长足的进步,部分模具已达到国际先进水平,但无论是数量还是质量仍满足不了国内市场的需要,每年仍需进口10多亿美元的各类大型,精密,复杂模具。
与发达国家的模具工业相比,在模具技术上仍有不小的差距。
在讨论注塑模设计之前,先要对国内外的塑料模具工业的状况、塑料模具工业的发展方向有一个较清晰的了解,这也就使我们对本课题的意义有所了解。
首先要对模具有一个整体的认识。
模具是机械、汽车、电子、通讯、家电等工业产品的基础工艺装备之一。
作为工业基础,模具的质量、精度、寿命对其他工业的发展起着十分重要的作用,在国际上被称为“工业之母”,对国民经济发展起着不容质疑的作用。
模具工业是制造业中的一项基础产业,是技术成果转化的基础,同时本身又是高新技术产业的重要领域,在欧美等工业发达国家被称为“点铁成金”的“磁力工业”;美国工业界认为“模具工业是美国工业的基石”;德国则认为是所有工业中的“关键工业”;日本模具协会也认为“模具是促进社会繁荣富裕的动力”,同时也是“整个工业发展的秘密”,是“进入富裕社会的原动力”。
毕业设计(论文)-矿泉水瓶盖注塑模具的设计[管理资料]
![毕业设计(论文)-矿泉水瓶盖注塑模具的设计[管理资料]](https://img.taocdn.com/s3/m/9e7249520029bd64793e2c95.png)
第1章绪论随着中国当前的经济形势的日趋好转,在“实现中华民族的伟大复兴”口号的倡引下,中国的制造业也日趋蓬勃发展;而模具技术已成为衡量一个国家制造业水平的重要标志之一,模具工业能促进工业产品生产的发展和质量提高,并能获得极大的经济效益,因而引起了各国的高度重视和赞赏。
在日本,模具被誉为“进入富裕的原动力”,德国则冠之为“金属加工业的帝王”,在罗马尼亚则更为直接:“模具就是黄金”。
可见模具工业在国民经济中重要地位。
我国对模具工业的发展也十分重视,早在1989年3月颁布的《关于当前国家产业政策要点的决定》中,就把模具技术的发展作为机械行业的首要任务。
近年来,塑料模具的产量和水平发展十分迅速,高效率、自动化、大型、长寿命、精密模具在模具产量中所战比例越来越大。
注塑成型模具就是将塑料先加在注塑机的加热料筒内,塑料受热熔化后,在注塑机的螺杆或活塞的推动下,经过喷嘴和模具的浇注系统进入模具型腔内,塑料在其中固化成型。
本次毕业设计的主要任务是矿泉水瓶盖注塑模具的设计。
之所以选择这个设计题目的主要有两方面意义:1、瓶盖是带内螺纹的塑件要求设计时要充分考虑到脱模的方式方法,多分型面结构以及点浇口方式的模具结构设计方法;2、瓶盖属中小型件在我们的日常生活中有一定的普遍性和代表性,为今后的实用性模具设计奠定了基础以更好的服务模具制造业服务社会。
本次毕业设计的主要目的:了解模具设计的方法与内容;掌握各类型模具的基本结构以及各零部件与非标准件的设计;熟悉模具材料的性能与应用以及加工方法与加工手段;熟练应用各种模具设计软件,包括CAD、CAXA、Pro/E、UG等;了解模具的发展状况与发展方向。
希望通过本次设计为今后的工作奠定一个良好的基础。
第2章成型工艺规程编制产品技术要求和工艺分析产品技术要求产品设计图见图2-1、图2-2、图2-3。
图2-1产品3D图俯视图图2-2 产品3D图仰视图2-3 产品2D图此塑件上有三个尺寸有精度要求:零件上有多个尺寸有26±;12±;壁厚2mm,均为MT6级塑料精度,属于中等精度等级,在模具设计和精度要求,分别是:30±;制造过程中要严格保证这些尺寸的精度要求。
沐浴露瓶盖注塑模具结构设计

沐浴露瓶盖注塑模具结构设计沐浴露瓶盖注塑模具结构设计(完整一套设计,有说明书:论文,图纸)定模板.dwg定模型芯.dwg动模板.dwg动模型芯.dwg上瓶盖.dwg下瓶盖.dwg装配图.dwg封面.doc沐浴露瓶盖注塑模具结构设计及开合模动画.doc目录 (1)中英文摘要 (2)第一章绪论 (2)1.1 模塑成型工艺和模具 (2)1.2 塑料成型模具的分类 (2)1.3 注射模的基本组成 (3)1.4 注塑成型的基本过程 (4)第二章软件简介 (5)第三章模型的设计(CAD)及加工 (5)第四章零件材料的选择及材料性能 (7)4.1 塑料制品的选材 (7)4.2制品的体积估算 (7)第五章塑料注塑成型模具设计 (8)5.1 注塑机类型的选择 (8)5.2 注射机有关工艺参数的校核 (8)第六章成型零件的设计 (10)6.1分型面的确定 (10)6.2 成型零件的结构形式 (10)6.3 成型零件的强度计算 (13)第七章浇注系统的设计 (14)7.1 浇注系统设计的基本要点 (14)7.2 主流道的设计 (15)7.3 浇口的设计 (16)7.4 冷料穴 (17)7.5 排气槽 (18)第八章导向机构设计 (18)8.1 导柱的选定 (18)8.2 导套机构和精度要求 (19)8.3 导柱、导套在模板上的布置 (19)第九章塑料脱模机构的设计 (20)9.1 脱模力的计算 (20)9.2 脱模机构设计 (21)第十章冷却系统的设计 (22)总结 (24)鸣谢 (24)参考文献 (25)附录:外文文献 (26)中文摘要本设计课题是沐浴露瓶盖注塑模具的辅助设计与制造,分为注塑模具的设计和开合模动画以及装配动画三部分。
首先用Pro/e进行沐浴露瓶盖的三维造型,然后根据沐浴露瓶盖的结构特点设计了模具的型心、脱模及整体结构。
此模具的结构较为复杂,动模和固定模都采用了镶拼结构,并设计了新颖的活动型芯机构进行二次顶出。
瓶盖注塑模具设计

技术要求;1、材料:PP2、产量:10万件3、未注公差尺寸按GB/T14486-1993中MT6。
4、要求塑件表面不得有气孔、熔接痕、飞边等缺陷,不得有明显的浇口痕迹。
图1图21.对塑件的工艺性分析1.1塑料品种:PP颜色:绿色、红色基本特性:聚丙烯无色、无味、无毒。
外观似聚乙烯,但比聚乙烯更透明、更轻。
密度仅为0.90~0.91g/cm3。
它不吸水,光泽好,易着色。
聚丙烯具有聚乙烯所有的优良性能,如卓越的介电性能、耐水性、化学稳定性,宜于成形加工等;还具有聚乙烯所没有的许多性能,如屈服强度、抗拉强度和硬度及弹性比聚乙烯好。
定向拉伸后聚丙烯可制作铰链,有特别高的抗弯曲疲劳强度。
熔点为164℃~170℃,耐热性好,能在100℃以上的温度下进行消毒灭菌。
其低温使用温度达-15℃,低于-35℃时会脆裂。
聚丙烯的高温绝缘性能好,而且由于其不吸水,绝缘性能不受湿度的影响,但在氧、热、光的作用下极易解聚、老化,所以必须加入防老化剂。
成形特点:1)成形加工性好,可以用注射、挤出、吹塑及真空成形等方法加工;2)吸湿性小,可能发生熔体破裂,长期与热金属接触容易分解;3)比聚乙烯流动性好,溢边值0.03mm,压力对熔体粘度比温度影响显著,应在较高压力下成形;4)冷却速度快,浇注系统及冷却系统应缓慢散热,适当延长冷却时间,以稳定尺寸;5)收缩率大且波动范围大,方向性明显,易发生缩孔、凹陷及变形;6)应注意控制成形温度,料温低时方向性明显,尤其低温高压时更显著,模温低于50℃时,塑件表面不光泽,易产生熔接不良和流痕,模温高于90℃时易发生翘曲和变形;7)塑件壁厚应均匀,避免缺口和尖角,防止应力集中,塑件内不能有铜质嵌件,聚丙烯与铜接触后会变脆;8)取向显著,不宜采用直接浇口,否则浇口附近残余应力大,易使塑件翘曲变形。
1.2塑件尺寸精度:塑件有7尺寸标注,按标准GB/T14486-1993中属于一般精度,按MT6级精度。
沐浴露塑料容器结构设计说明书
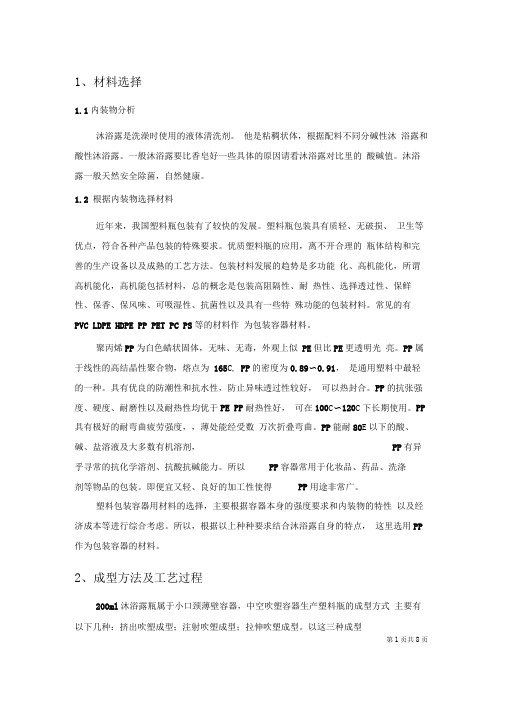
1、材料选择1.1内装物分析沐浴露是洗澡时使用的液体清洗剂。
他是粘稠状体,根据配料不同分碱性沐浴露和酸性沐浴露。
一般沐浴露要比香皂好一些具体的原因请看沐浴露对比里的酸碱值。
沐浴露一般天然安全除菌,自然健康。
1.2 根据内装物选择材料近年来,我国塑料瓶包装有了较快的发展。
塑料瓶包装具有质轻、无破损、卫生等优点,符合各种产品包装的特殊要求。
优质塑料瓶的应用,离不开合理的瓶体结构和完善的生产设备以及成熟的工艺方法。
包装材料发展的趋势是多功能化、高机能化,所谓高机能化,高机能包括材料,总的概念是包装高阻隔性、耐热性、选择透过性、保鲜性、保香、保风味、可吸湿性、抗菌性以及具有一些特殊功能的包装材料。
常见的有PVC LDPE HDPE PP PET PC PS等的材料作为包装容器材料。
聚丙烯PP为白色蜡状固体,无味、无毒,外观上似PE但比PE更透明光亮。
PP属于线性的高结晶性聚合物,熔点为165C, PP的密度为0.89〜0.91,是通用塑料中最轻的一种。
具有优良的防潮性和抗水性,防止异味透过性较好,可以热封合。
PP的抗张强度、硬度、耐磨性以及耐热性均优于PE PP耐热性好,可在100C〜120C下长期使用。
PP 具有极好的耐弯曲疲劳强度,,薄处能经受数万次折叠弯曲。
PP能耐80E以下的酸、碱、盐溶液及大多数有机溶剂,PP有异乎寻常的抗化学溶剂、抗酸抗碱能力。
所以PP容器常用于化妆品、药品、洗涤剂等物品的包装。
即便宜又轻、良好的加工性使得PP用途非常广。
塑料包装容器用材料的选择,主要根据容器本身的强度要求和内装物的特性以及经济成本等进行综合考虑。
所以,根据以上种种要求结合沐浴露自身的特点,这里选用PP 作为包装容器的材料。
2、成型方法及工艺过程200ml沐浴露瓶属于小口颈薄壁容器,中空吹塑容器生产塑料瓶的成型方式主要有以下几种:挤出吹塑成型;注射吹塑成型;拉伸吹塑成型。
以这三种成型第1页共8页方式生产的产品的性能结构均有差别。
瓶盖注塑模具设计(有全套图纸)
本科毕业设计(论文)通过答辩
目录 摘要 1 塑料的成型基础·····························································································································1
关键词:CAD;ProE 等软件;浇注系统;冷却系统
本科毕业设计(论文)通过答辩
The injecting model design of coverof the bottle bit of shampoo
ABSTRACT Mold CAD, ProE, software technology is 80-90 years before the emergence of a new design technology, These software technologies greatly enhance the wider use of the product and mold design quality products and the best performance. The software's main task is to help designers of the injection process, interpretation of the data and
瓶盖注塑模具设计
瓶盖注塑模具设计11 塑料的成型基础1.1 聚⼄烯的特征、性能分析及结构设计1.1.1 聚⼄烯的特征LDPE中⽂名:低密度聚⼄烯英⽂名:Low density polyethylene低密度聚⼄烯是⼀种⾼分⼦的直链烷烃,外观上是⽩⾊蜡状固体,微显⾓质状。
⽆毒、⽆味、呈乳⽩⾊。
密度为0.94~0.965g/cm3,有⼀定的机械强度,具有较好的柔软性、耐冲击性及透明性,但和其他塑料相⽐机械强度低,表⾯硬度差。
聚⼄烯的绝缘性能优异,常温下聚⼄烯不溶于任何⼀种已知的溶剂,并耐稀硫酸、稀硝酸和任何浓度的其他酸以及各种浓度的碱、盐溶液。
聚⼄稀有⾼度的耐⽔性,长期与⽔接触其性能可保持不变。
其透⽔⽓性能较差,⽽透氧⽓和⼆氧化碳以及许多有机物质蒸⽓的性能好。
在热、光、氧⽓的作⽤下会产⽣⽼化和变脆。
⼀般使⽤温度约在80 o C左右。
能耐寒,在-60 o C时仍有较好的⼒学性能,-70 o C时仍有⼀定的柔软性。
它质轻,吸⽔性⼩,电绝缘性优良,延伸性、透明性好,适⽤于薄膜,⽇⽤品等。
表1-1 低密度聚⼄烯各项性能参数表⼒学、热性能成型条件1.1.2 聚⼄烯的成型特性结晶形塑料,吸湿性⼩,成型前可不预热,熔体粘度⼩,成型时不易分解,流动性极好,溢边2值为0.02mm左右,流动性对压⼒变化敏感,加热时间长则易发⽣分解。
冷却速度快,必须充分冷却,设计模具时要设冷料⽳和冷却系统。
收缩率⼤,⽅向性明显,易变形、翘曲,结晶度及模具冷却条件对收缩率影响⼤,应控制模温。
宜⽤⾼压注射,料温要均匀,填充速度应快,保压要充分。
不宜采⽤直接浇⼝注射,否则会增加内应⼒,使收缩不均匀和⽅向性明显。
应注意选择浇⼝位置。
质软易脱模,塑件有浅的侧凹时可强⾏脱模。
聚⼄烯的收缩率绝对值及其变化范围很⼤,在塑料材料中很突出,低密度聚⼄烯收缩率在之间,这是由其具有较⾼的结晶度及结晶度会在很⼤范围内变化所决定的。
聚⼄烯熔体容易氧化,成型加⼯中应尽可能避免熔体与氧直接接触。
沐浴露容器自动喷头注射模结构设计
沐浴露容器自动喷头注射模结构设计沐浴露, 结构设计, 容器, 喷头, 注射沐浴露容器自动喷头注射模结构设计摘要:通过某沐浴露容器的一个喷嘴零件的结构和工艺分析,比较详细的的介绍了旋转抽芯和螺旋脱模的结构工艺。
关键词:喷头注射模具旋转抽芯螺旋脱模1 塑件的工艺性分析图1所示为某日化用品容器自动喷嘴,该塑件平均壁厚为1.5mm,外形尺寸为23mm×59mm×30mm,外表面为光滑面。
但底部包含外螺纹,且螺纹有一定的配合要求,需设置脱螺纹机构;喷嘴部分为弯曲形状,一般抽芯机构只可以完成直线抽芯,不可以实现有一定弯度的弧线脱模,只能根据喷嘴内孔的中心轨迹线应用旋转方式进行抽芯。
故此,该产品虽然尺寸较小,但应用的结构却较为复杂。
2 模具结构的确定该产品材料为ABS,具有较高的强度硬度,耐热性及耐化学性,流动性较好,成型收缩小;同时考虑到产品尺寸较小,可采用自动化较高的潜伏式浇口(见图2的A处放大图)。
分型面可选择图1的A线作为分型面,为了方便出模,在喷头的管嘴位置分型面设在圆管的最大外形线处。
由于制品批量较大,螺纹部分配合要求教高,强行脱螺纹模具结构无法达到产品使用要求,而手动螺旋脱模生产率低,宜采用机械式模内自动脱模。
根据塑件分析和生产要求,模具设计为1模2腔,如图2所示,采用齿轮传动由外动力装置进行螺纹脱模,旋转抽芯部位通过模具的三次分型来实现。
2.1 齿轮抽芯部分工作过程图2所示为利用直角式注射机进行开、合模,传动杆24与注塑机的螺纹传动装置相连,通过模内传动齿轮19、25带动螺纹型芯13旋转,为了防止相对滑动,型杆16增加了防转销钉[1]。
通过螺纹型芯13的旋转,使产品的螺纹部分得以脱模。
在开模过程中,只有在螺纹部分完全脱模后,分模面才在图2的1-1处开始开模。
2.2 旋转抽芯部分工作过程旋转抽芯首先要考虑的是动力来源,最常用的有两类方法:一是应用油缸,会使得模具结构稍微简单,但成本增加。
沐浴液瓶盖注塑模具设计说明书大学论文
XXXX大学毕业设计说明书课题名称:沐浴液瓶盖注塑模具设计学生姓名学号所在学院专业班级指导教师起讫时间:年月日~年月日1目录目录............................................................................... 错误!未定义书签。
摘要............................................................................. 错误!未定义书签。
ABSTRACT ........................................................................... 错误!未定义书签。
1 前言............................................................................... 错误!未定义书签。
1.1 课题背景........................................................................................................ 错误!未定义书签。
1.2 课题分析........................................................................................................ 错误!未定义书签。
2 塑件分析........................................................................ 错误!未定义书签。
2.1 产品分析及其技术条件................................................................................ 错误!未定义书签。