基于荷兰荷丰技术公司的硫磺回收技术组合
荷丰脱硫技术
一、荷丰公司简介荷丰技术公司是一家荷兰公司,在中国的业务始于 1992 年。
荷丰技术公司的业务主要集中在化工、石化、石油、天然气、电力、化肥、新能源及环境等领域的技术及设备的市场开发及销售工作。
凭借多年的业务经验及对国内业务操作模式的了解,荷丰技术公司已经在引进国外技术方面建立了领先地位。
随着中国的持续快速发展,荷丰技术公司也将在本地技术及设备向国外市场输出方面投入更多精力。
二、荷丰公司硫回收技术特点和优点在中国硫磺回收领域具有15年的历史和经验,硫磺回收的主要技术特点和优点如下:1〉超级克劳斯硫磺回收技术:固定床反应器,流程短,操作简单,投资低。
适用于:H2S ≥ 20%(vol)从环保角度出发,该技术使用于单线生产能力在年产5万吨以下的硫磺回收装置,脱硫效率99.4%。
2〉超优克劳斯硫磺回收技术:在超级克劳斯硫磺回收技术基础上,增加了加氢催化反应,使脱硫效率提高至99.6%。
该技术将气体中的SO2 进行选择性还原成H2S和单质硫,但不会将气体中的硫还原成H2S同时限制COS 的生成。
另外控制最后一级硫冷凝器操作条件:硫冷凝器蒸汽一侧的操作压力2 bara ,冷凝后过程气出口温度125 –130°C,可以多回收约0.1% 的硫雾。
3〉SCOT带尾气处理技术的硫磺回收技术:溶剂吸收再生法,流程长,操作复杂,且投资高。
同时对酸性气体中的H2S含量有要求,一般不能低于20%。
从性价比方面考虑,该技术适用于单线生产能力在年产硫磺在5万吨以上的大型硫磺回收装置,脱硫效率提高至99.96%。
在传统SCOT基础上,又改进开发了低温SCOT技术,该技术具有明显优点:采用新型催化剂,使操作温度低于240°C;不再需要在线炉燃烧器,高压蒸汽或电加热炉加热;将全部硫及其化合物转换成H2S;加氢同时对残余COS/CS2进行水解;可用主燃烧炉产生的中压蒸汽加热;不需要外供氢气;彻底避免结碳的风险;避免氧气进入斯科特反应器的风险;催化剂用量降低,投资减少;取消了循环风机,改为喷射器。
超级克劳斯硫璜回收装置在设计、运行中存在的问题及优化方案

超级克劳斯硫璜回收装置在设计、运行中存在的问题及优化方案超级克劳斯硫璜回收装置在设计、运行中存在的问题及优化方案摘要:超优克劳斯工艺基础是富氧燃烧,通过控制富氧空气与酸性气的比例来控制进入超级克劳斯反应器中硫化氢的浓度。
过量的氧进入下游反应器,也会造成反应器床层温度剧烈波动,严重时会发生燃烧反应,损坏设备。
关键词:废锅液流捕集器过程气工艺管线催化剂床层化学当量燃烧过氧国电赤峰化工有限公司硫回收装置采用的是荷兰荷丰超优/超级克劳斯专利技术,由赛鼎工程有限公司详细设计,日产硫磺25.4吨。
2012年12月17日开车投产,2013年3月20日-3月27日超级克劳斯硫酸盐化结束,超级克斯反应器投用,并成功引入氧气,采用富氧操作模式,至今运行比较稳定,排放达标。
针对超优克劳斯反应特点,就开车中存在的重大安全隐患问题做简单介绍并给出解决方案,以供同行借鉴和参考。
一、硫回收装置在设计中存在的问题我公司硫磺回收装置采用的超优/超级克劳斯工艺,其基础是以比值控制富氧空气流量实现硫化氢部分燃烧。
紧急停车后再开车的燃烧过程中,会造成废锅出口过程气过氧,引起克劳斯反应器催化剂床层温度剧烈波动,从而使催化剂活性降低、烧结、粉碎,减少催化剂使用寿命。
另外过程气工艺管线管道壁会残存硫化亚铁,当过程气中氧含量高时,会引发硫化亚铁与氧气燃烧反应,从而损坏管道、设备。
基于上述安全隐患,必须对原有工艺管线进行改造。
原工艺流程简图如下:改造后的工艺简图:燃料气二、改造方案综合考虑,本着投资少、见效快、大大降低安全隐患的原则,在主体设备不动的情况下,对设备管线进行了如下改造。
1.从废锅出口过程气工艺管线PG61501-400上引一条副线PG61519-300到液流捕集器出口阀后与尾气管线相连接;2.废锅出口过程气工艺管线PG61501-400上增加总阀DN400,并且为夹套蝶阀,使用0.5MPa低压蒸汽伴热;3.废锅出口过程气副线PG61519上两端各增加DN300夹套蝶阀做为隔离使用,并使用使用0.5MPa低压蒸汽伴热;4.废锅出口过程气副线PG61519一定要有倾斜度,保证液体自流;管线使用三根0.5MPa低压蒸汽伴热,防止由于阀门内漏造成硫磺堵塞。
超级克劳斯硫回收工艺
超级克劳斯硫回收工艺一、工艺说明本装置采用荷丰公司超优克劳斯硫回收工艺方法,处理来自低温甲醇洗、酚回收和煤气水分离装置的含有 H2S,CO2等的酸性气体,生产液硫,液硫经过造粒生产颗粒硫磺。
主要为三个部分:1、酸性气的燃烧,反应热的回收。
2、SO2与H2S在催化剂的作用下的克劳斯反应,液硫的捕集,储存。
3、液硫的造粒和包装。
二、流程特点装置采用超优克劳斯硫回收工艺,将酸气中的硫回收生成单质硫。
工艺过程包括:二级传统克劳斯,SO2催化还原为H2S和硫蒸汽的超有克劳斯反应,H2S被选择性氧化为硫单质超级克劳斯反应。
硫回收装置包括一个高温燃烧反应段,一个超优克劳斯和一个超级克劳斯反应段。
从超级克劳斯反应段出来脱硫后的尾气送入焚烧炉焚烧,将未转化的S及H2S完全燃烧反应生成SO2,与补充空气混合后达标排放。
生产出的液硫送至液硫槽,液硫槽可以储存3天的液流量。
三、工艺流程简述1、进入硫回收装置的原料气包含三股气:低温甲醇洗酸性气,煤气水分离膨胀气及酚回收酸性气。
低温甲醇洗酸性气首先进入甲醇洗涤器(F61501),通过与新鲜水逆向接触除去酸性气中所含的大部分甲醇,脱出甲醇后的气体进入到低温甲醇洗酸性气气液分离器(F61502)以除去其中的液滴。
煤气分离膨胀气首先进入到气液分离器(F61503)以除去其中的液滴。
酚回收酸性气进入到酚回收酸性气气液分离器(F61504)以除去其中的液滴。
在这三个气液分离罐中收集的酸水冷凝液再回流至甲醇洗涤器。
在进料界区内三种原料气中安装H2S分析仪,分别用来发送信号至ABC前馈系统。
从而ABC前馈系统计算出进料气的分子量和正确的气/酸性气比值。
所有气液分离器中的酸水排放到甲醇洗涤器中,再通过酸水泵(J61504A/B)将甲醇洗涤器底部排出的废水送出界区外。
来自低温甲醇洗酸性气气液分离器的酸性气利用蒸汽夹套内的低压蒸汽至预热至至少80℃,低温甲醇洗酸性气被分成两股,一股主要气流被送入主烧嘴(B61501),另一股被送入主燃烧炉(B61502)燃烧室。
克劳斯硫回收+氨法脱硫联合工艺

克劳斯硫回收+氨法脱硫联合工艺
克劳斯硫回收+氨法脱硫联合工艺
煤化工和石油化工生产过程中产生含有高浓度硫化氢的酸性气体。
通常采用克劳斯硫回收工艺实现脱除硫化氢、回收硫磺的目的。
为保证尾气达标排放,在常规二级克劳斯硫回收装置后设置超级或超优克劳斯、SCOT尾气再处理等工艺,存在工艺流程复杂、投资高、运行成本高、操作难度大等缺点。
江南环保采用荷兰荷丰公司克劳斯硫回收+氨法脱硫技术,荷兰荷丰公司拥有世界领先的克劳斯硫回收技术,江南环保拥有全球一流的氨法脱硫技术。
硫磺回收率约95%,脱硫效率可达到99.5%以上。
副产的硫磺、硫酸铵可直接外售,无二次污染,投资少,流程简单,运行成本低,操作简单。
工程经验
江南环保拥有多套硫回收尾气处理的工程经验。
大唐克旗煤制天然气项目的硫回收尾气设置独立的尾气氨法脱硫塔,脱硫后尾气达标排放,硫铵浆液和锅炉氨法脱硫浆液集中进行硫铵生产。
大唐阜新煤制天然气项目的硫回收尾气焚烧后与锅炉烟气混合,一起进行氨法脱硫,达标排放。
工艺流程
对于大规模的煤化工或石油化工工程,工艺过程产生的酸性尾气经二级克劳斯装置,将大部分硫化氢转化为硫磺,剩余硫化氢经尾气焚烧转化为二氧化硫/三氧化硫气体,经氨法脱硫装置,生产硫酸铵。
流程示意图
处理效果
SO2≤50 mg/Nm3 NH3≤8 mg/Nm3 H2S≤1 ppm。
Shell-Paques 生物脱硫技术介绍

Shell-Paques 生物脱硫技术介绍荷兰荷丰技术公司(北京)Shell—Paques生物脱硫及硫磺回收工艺介绍一、Shell-Paques脱硫技术说明:谢尔—帕克工艺是采用生物技术从气体中脱出H2S—用弱碱性溶液吸收H2S,然后在自然产生的微生物和空气的作用下将所吸收的硫化物氧化成元素硫。
谢尔—帕克工艺处理过的气体中H2S含量可小于4 ppmv,可以满足用户对气体净化的要求。
谢尔—帕克工艺克广泛应用于天然气、合成气和炼厂气等各种含有H2S物流净化过程。
二、Shell-Paques脱硫技术工艺原理:含H2S的气体在吸收塔内与含有硫细菌的碱性水溶液逆向接触,H2S溶解在碱液中并随碱液进入生物反应器(专利设备)中。
在生物反应器充气环境下,硫化物(HS-)被硫磺杆菌系细菌氧化成元素硫。
硫磺以料浆的形式从生物反应器中取出,可通过进一步干燥成粉末,或经熔融生成商品硫磺。
通常,在生物反应器和吸收塔之间需要设置一缓冲罐(当进料气压力大于4 bara),以减少溶液中以分子存在的H2S。
Shell-Paques工艺的主要特点是所形成的生物硫磺亲水性好,这样保证了工艺过程中硫磺不会堵塞设备。
该工艺中循环溶液的悬浮硫浓度为5-15 g/L。
从目前,全世界也开车50多套的Shell-Paques装置还未发现悬浮硫堵塞设备的现象。
工艺化学:一定压力的含H2S气体进入吸收塔,H2S被碱性溶剂吸收,其主要反应如下:1. H2S吸收H2S + OH–<===> HS– + H2O2. H2S吸收H2S + CO32–<===> HS–+ HCO3–3. CO2吸收CO2 + OH–<===> HCO3–4. 碳酸盐的形成HCO3–+ OH–<===> CO32–+ H2O吸收了H2S的碱性溶液进入生物反应器后,主要反应如下:5. 硫磺的产生HS–+ 1/2 O2===>S + OH–6. 硫酸盐的产生HS–+ 2O2 + OH–===> SO42– + H+(该反应发生几率在5%以下)7. 碳酸盐的分解CO32–+ H2O ===> HCO3–+ OH–8. 重碳酸氢盐的分解HCO3–===> CO2 + OH–谢尔—帕克工艺的技术核心是:专利设计的生物反应器。
超级克劳斯硫回收装置压力高的原因分析及处理

超级克劳斯硫回收装置压力高的原因分析及处理[日期:2012-05-14] 来源:作者:刘彩锋吕富强[字体:大中小]兖州煤业榆林能化有限责任公司为了实现60万t/a甲醇项目中酸性气处理合格,尾气达标排放,采用了荷兰荷丰公司的超级克劳斯硫磺回收技术。
在装置运行过程中一度出现压力高的问题,给尾气达标排放带来诸多困难,且严重影响了硫回收装置的长周期运转。
为了维持正常的生产,不得不把送至硫回收装置的酸性气部分送至火炬焚烧后放空,既减少了对硫磺的回收,又造成了环境污染。
此外,前系统双炉运行,低温甲醇洗装置送至硫回收的酸性气平均浓度为24.43%,硫回收酸性气主管道流量为1071 m3/h,分流管道流量为379 m3/h,低压氧气流量为302 m3/h,此时装置为超级克劳斯模式运行时系统压力PI17101/02/03为0. 065 MPa左右(设计压力为0.06 MPa时报警,0.075 MPa时装置联锁跳车)。
若酸性气浓度继续提高或送至硫回收装置的酸性气量增加时,系统在超级克劳斯模式运行时,压力将继续上涨至不能满足装置长期运行。
为此,进行了原因分析和整改。
1.来自低温甲醇洗装置的酸性气夹带甲醇多,且我公司曾停用新鲜水约半年,未对酸性气进行洗涤,使酸性气中夹带的碳氢化合物在燃烧过程中形成了大量烟灰,随着酸性气的后移烟灰沉积在瓷球及催化剂上,堵塞了瓷球或催化剂间隙,进而加大了系统阻力,导致系统压力不断升高。
2.硫回收切气后由于主燃烧内空气与燃料气亚当量燃烧时间偏短,空气过量较快,导致废热锅炉后除沫器烧毁,且停车后超级克劳斯仍有大量空气进入,超级硫冷凝器和液硫捕集器、除沫器极易烧毁,烧毁的除沫器和附着的硫磺形成的黑色板结固体是导致系统压力升高的又一原因。
3.系统运行期间硫磺与FeS等腐蚀产物、耐火材料及催化剂碎屑混合时,会产生难以清除的灰色硫磺(混凝土硫磺)堵塞液硫管线,一般位于硫冷凝器与夹套旋塞阀之间的管线及旋塞阀后十字头处,导致系统压力升高。
克劳斯法回收硫工艺原理
克劳斯法回收硫工艺原理克劳斯法回收硫的基本反应如下:H2S+1/2O2→S+H2O (1)H2S+3/2O2→SO2+H2O (2)2H2S+SO2→3S+2H2O (3)反应(1)(2)在燃烧室中进行,在温度1150℃-1300℃,压力0.06MPa和严格控制气量的条件下,将硫化氢燃烧成二氧化硫,为催化反应提供(H2S+CS2)/SO2为2/1的混合气体。
此气体通过AL2O3基触媒,按反应(3)生成单质硫。
2.2流程叙述来自上游甲醇洗工序的酸性气温度为37.2℃,压力为0.22MPaG,经进料管分离罐(V1301)分出挟带液后,按一定比例分成两股,其中一股去H2S燃烧炉(F1301)。
该流股经过控制阀后压力降为0.06 MPaG进入H2S燃烧炉(F1301),在H2S燃烧炉(F1301)中,酸性气和一定比例的反应空气发生燃烧反应,反应生成SO2的和燃烧反应剩余的H2S进一步发生部分克劳斯反应,反应后的酸性气体温度可达800℃以上。
高温酸性气随后进入H2S余热回收器(E1301)回收器废热并副产蒸汽,同时将反应生成的单质硫部分冷凝。
H2S余热回收器(E1301)一共有四程换热管(PASS1~4)回收本工序工艺气的废热,高温酸性气废热的回收是通过其中的第一、二换热管(PASS1、PASS2)进行的。
高温酸性气全部通过PASS1后温度降为600℃,然后分成两股,其中一股流经PASS2温度进一步降至185℃,然后和未经过PASS2的流股混和。
通过调整两个流股的比例可使混合后的温度控制在约300℃。
混合后的酸性气流股和进料器分离罐(V1301)后未进入H2S燃烧炉(F1301)的旁路酸性气体混合后温度降至230℃、压力0.04MPaG进入克劳斯反应器(R1301)一段。
在该段床层酸性气中的H2S和SO2在催化剂LS-971和LS-300的作用下发生克劳斯反应生成单质硫,H2S的转化率为80%~85%。
流出反应器的酸性气体温度约为340℃,经过H2S余热回收器PASS3回收器废热后,温度降为175℃,同时绝大部分的单质硫被冷凝下来。
超优克劳斯
H 2S SO 2
=
2 1
S
S
S
S
FrC
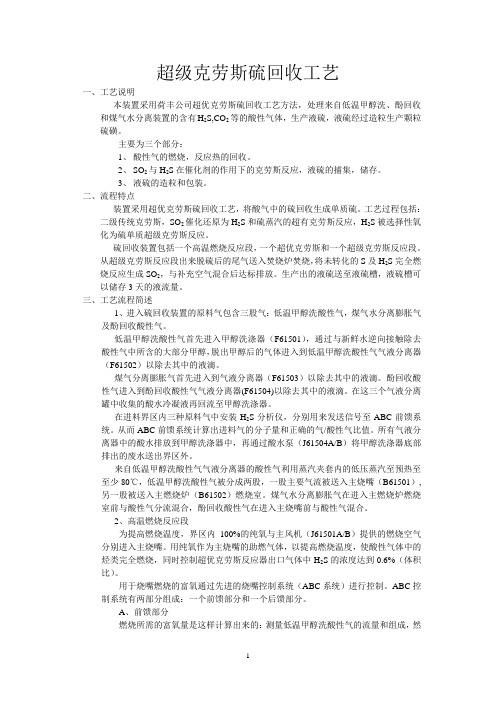
燃烧炉反应: 3 H2S + 1.5 O2 2 H2S + SO2 2 H2S + SO2 + H2O 1.5 S2 + 2 H2O 3/n Sn + 2 H2O
进料气
空气
克劳斯反应:
2 H2S + SO2
常规克劳斯工艺的局限性
受克劳斯反应热力学平衡限制 2 H2S + SO2 3 S + 2 H2 O 严格控制空气与酸性气比值
பைடு நூலகம்
环境空气
过程气 125 - 150°C
谢谢!
荷兰荷丰技术公司
超级克劳斯(SUPERCLAUS®) 超优克劳斯(EUROCLAUS®)
在化肥厂酸性气净化装置中的应用
常规酸性气净化装置中现存的问题
在我国中小型煤化工企业中,净化处理后的酸性尾气通常
采用以下方式处理:
直接燃烧,带来两大问题
–酸性气体对锅炉的腐蚀问题 –最终气体排到大气中,不能满足环保要求
投资低。 适用于:H2S ≥ 23%(vol) 99.5 - 99.6% 硫磺产量≥ 20吨/天
EuroClaus
超优克劳斯
Shell-Paque
生物脱硫
99.99%
适用于:H2S ≤ 23%(vol) 硫磺产量≤ 20吨/天
常规克劳斯工艺
加热器
克劳斯反应器 焚烧炉 烟囱
蒸汽
废热锅炉
蒸汽
燃烧炉 硫冷凝器
是在超级克劳斯工艺基础上新开发的一种工艺
具有超级克劳斯工艺的所有优点
在不增加投资的情况下,通过调整催化剂及工艺条件,
超级克劳斯硫磺回收工艺及应用
炉内反应生成SO ,其余未反应的H S同SO 在温度较
2
2
2
低的转化段借助于催化剂继续完成克劳斯反应,再与
部分 H S 作用生成硫磺,在克劳斯转化器中的反应是 2
2H S + SO → 3S + 2H O。图 1为工艺流程框图。
2
2
2
2.超级克劳斯
超级克劳斯工艺是由荷兰 Comprimo公司与 VEG
3.超优克劳斯
超优克劳斯工艺是在超级克劳斯— 99 型的基础
上开发的。目的是在不增加额外投资的基础上,将硫
磺回收率提高到 99.4%或更高。超优克劳斯工艺与超
级克劳斯工艺区别是在最后一级克劳斯催化反应器床
层中的克劳斯催化剂下面装填了一层加氢还原催化
剂,构成加氢还原反应器(超优克劳斯转化器),将SO 2
2
元素硫,从超级克劳斯反应器出口来的含有非常少量 的 H S 过程气进入深冷器,将过程气中的硫磺最大限
2
度的捕集下来,从而将硫磺回收率提高到 99%以上。 然后尾气直接送入焚烧炉焚烧后排放。工艺流程框图 见图 2。
实际上超级克劳斯工艺克服了普通克劳斯的缺 点,即是传统克劳斯工艺的延伸。超级克劳斯硫回收 技术有两种类型,一种称之为超级克劳斯— 99 型,另 一种称之为超级克劳斯— 99.5型,数字“99”和“99. 5”表示当最后一级反应器装填超级克劳斯催化剂后, 能够达到的总硫回收率。超级克劳斯—99.5型硫磺回 收率能达到 99.5%,这时则需在 2级转化器和选择氧 化反应器之间增加一个加氢转化器。在加氢转化器内
硫磺回收工艺简介
1
Jacobs在中国的超级克劳斯硫回收装置业绩
序号 1 2 3 厂名 安庆石化总厂 协和石油化工集团 中国石油天然气股份有限公司西南分公司渠县厂 装置负荷 T/d 60 30 34 合同时间 1994 1997 2001
4
5 6 7 8 9
中国石油天然气股份有限公司西南分公司忠县厂
中石化镇海炼化公司 广州石化总厂 青岛石化厂 中石化镇海炼化公司二套 中石化扬子石化公司
1 2 3 4 5 6 7 8 9
二级Claus 三级Claus SCOT工艺 Sulfreen MCRC工艺 SuperClaus ADA工艺 PDS工艺 Shell-Paques
<20 <50 >100
约96 约98 99.8 99.5 99 99.5 >99 >99 99.5
不能 不能 能 可能 可能 能 可能 可能 能
2*26
200 60 30 200 200
2003
1996 1997 1998 2001 2003
谢谢观看
Day Day Up
8
仪表空气
Nm3
106
主要设备一览表
序号 1 2 3 4 5 6 7 设备名称 混合喷嘴 无焰反应炉 废热锅炉 Claus反应器 选择性氧化反应器 硫磺回收槽 气体冷却器 数量(台) 1 1 1 2 1 4 3 316L 材 质 耐高温材料 耐高温材料 壳碳钢/管不锈钢 不锈钢 不锈钢或碳钢+
8
空气鼓风机
超级克劳斯硫回收技术工艺流程概述
• 来自Rectisol Claus原料气与空气(或氧气)在混合喷嘴混合后 喷入无焰反应炉进行反应,部分H2S气体转化为SO2。然后混 合气体进入废热锅炉(换热器)副产蒸汽,蒸汽送出界外,冷 却后的气体进入硫磺回收和成品制备系统,在此未冷凝的气体 经换热后进入一级Claus反应器,在此H2S和SO2反应生成单质 硫和水,进入硫磺回收和成品制备系统,不凝气体经换热后进 入二级Claus反应器,进行同样的Claus反应,生成单质硫和水 进入硫磺回收和成品制备系统,不凝气体同空气混合后进入选 择性氧化反应器(SuperClaus反应器),H2S直接被氧气氧化 为单质硫和水,单质硫进行回收,尾气达到排放标准后经烟囱 排放至大气。(流程示意如下)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
10 July 2013
17
10 July 2013
18
10 July 2013
19
超级克劳斯 在常规Claus工艺基础上,添加一个选择性催化氧化反应 段,将来自最后一级Claus工艺气中残余H2S选择氧化为元素 硫,从而将硫磺回收率提高到99.0%以上,其反应方程式为: H2S+1/202→S+H2O 超优克劳斯 超优克劳斯是在超级克劳斯技术的基础上开发的。在原 工艺流程上,只是在最后一级克劳斯催化反应器床层中的克 劳斯催化剂下面装填了一层加氢还原催化剂,将S02还原成S 和H2S,使总硫回收率提高到99.5-99.7%,其反应方程式为: S02+2 H2 → 1/nSn+2H2O→→ S02+3H2 → H2S+2H2O S02+2CO → 1/n Sn+2 C02 COS+H2→H2S+CO
10 July 201320来自10 July 2013
21
常规Claus
10 July 2013
22
超级Claus
10 July 2013
23
超优Claus
10 July 2013
24
尾气处理重要意义 经过常规克劳斯反应的酸性气,受化学平衡的限制,硫回 收装置的Claus硫回收率最高只能达到97%左右,尾气中含 有的H2S、液硫和其他有机含硫化合物,其总体积分数为 1%~4%,焚烧后均以SO2的形式排入大气。这样不仅浪费 了大量的硫资源,而且满足不了环保要求,造成了严重的 大气污染。因此,面对环保压力,硫回收装置必须上尾气 处理装置,提高其硫回收率。
10 July 2013
6
硫回收的主要任务
原料煤加压气化时,煤中有80%的硫进入粗煤气中,其存在形式主要为 H2S,通过净化被低温甲醇溶剂吸收,富液经热再生,解析出高浓度的H2S气 体,这些气体如不加以回收,不但会造成当地环境污染,而且会浪费宝贵的 硫资源。 本装置的作用是将低温甲醇洗主酸性气、煤气水分离膨胀气(鲁奇气化单 元)、甲醇洗预洗闪蒸塔酸性气(鲁奇低洗),酚回收酸性气,四股酸性气 (如果是水煤浆为气头的只有低洗主酸性气和灰水处理真空闪蒸气两股)中 的H2S、COS转化成单质硫磺,尾气中的SO2 和S 再经SCOT还原吸收工艺处理 后,总硫回收率达到99.8%以上,最终尾气送焚烧炉焚烧后经烟囱排放,排放 气中的SO2含量<857mg/m3(满足国家环保局颁布的1997年开始实施的《大气 污染物综合排放标准》GB16297-1996的规定标准960mg/m3)。
10 July 2013
15
10 July 2013
16
常规的克劳斯工艺方法
1)部分燃烧法:即全部酸性气一次通过燃烧炉,配入按酸性气中 H2S 总量1/3所需要的空气量,生成H2S/SO2为2:1的混合气体,然 后全部通过装有催化剂的反应器,将H2S转化为单质硫。 2)分流法:将1/3的酸性气体通过燃烧炉,加入空气将H2S完全燃烧 为SO2,而后与其余2/3的酸性气体混合进入反应器。 Ø 鲁奇炉加压气化工艺,酸性气中含有5.14%左右的烃类,国内鲁奇加 压气化硫回收工艺均为化二院设计,二院设计时按分流法设计,如云 南解化、河南义马均无法避免析碳的问题,所产硫磺为黑硫。经过专 业硫回收工程公司技术改造为部分燃烧法后,现均正常运行。
10 July 2013
14
克劳斯硫回收装置包括两个单元: 1. Claus单元:燃烧炉硫转化率达到60-70%,两级克劳斯反 应器后达到95-97%。 2. SCOT单元:加氢还原反应,将尾气中所有的硫化物(包 括SO2、元素硫、COS、CS2)还原为H2S,再用醇胺溶液 吸收H2S,经解析后, H2S返回制硫系统。总硫转化率达 到99.8%以上。
4预洗闪蒸塔酸性气规格: 温度:36℃,压力:200kPa(a),流量:1000 Nm3/h,其组分如下:
成分 含量v% CO2 86.27 CO 0.09 H2 0 H2 S 8.03 CH4 0.32 C2 + 0.11 C 3+ 0.4 C4 + 0.68 N2 0 COS 4.1 ∑ 100.00
CO + H2O → H2 + CO2 SO2 + 3 H2 → H2S + 2 H2O Sx + xH2 → x H2S COS + H2O → H2S + CO2 CS2 + 2H2O → 2H2S + CO2 ① ② ③ ④ ⑤
10 July 2013
25
硫回收装置尾气处理工艺 按其原理大致可分为低温克劳斯法、还原吸收法 1)低温克劳斯法(即亚露点技术) 该法包括在液相中并在固体催化剂上进行低温克劳斯反应。前者在加有特 殊催化剂的有机溶剂中,在略高于硫熔点的温度下使尾气中的H2S和SO2继 续进行克劳斯反应,生成硫以提高硫的转化率。后者在低于硫露点的温度 下,在固体催化剂上发生克劳斯反应,这有利于提高热力学平衡常数,反 应生成的硫被吸附在催化剂上,可降低硫的蒸气压,有利于H2S和SO2的进 一步反应。 2)还原吸收法 该法用H2或H2和CO的混合气体作还原气,使尾气中的SO2和元素硫经加氢 催化剂加氢还原生成H2S。尾气中的COS和CS2等有机含硫化合物水解为 H2S,再通过选择性脱硫溶剂进行化学吸收,溶剂再生解析出的酸性气返 回至硫回收装置原料酸性气中继续回收元素硫。操作弹性20-200%且不受 尾气组成、温度、压力、流量波动的影响。总硫回收率可达99.95%,但设 备投资较大。
10 July 2013
4
主要原料:含硫的酸性气,主要成分为H2S 最终产品:硫磺
10 July 2013
5
克劳斯硫回收工艺的发展历程
1) 1883年,由英国伦敦的化学家Carl Friedrich Claus开发,硫回收率达到70% 2)1938年,由I.G. Farben Industrie(法兰克福) 改进成改良克劳斯工艺,硫回收率达到98% 3)1988年,Jacobs / Comprimo 提出超级克劳斯 工艺,硫回收率达到99% 4)超优克劳斯工艺由JNL和Gastec在Engelhard的 协助下开发并申请专利(2000年),总硫回收 率达到99.5%以上。
成分 含量v% CO2 83.59 CO 2.6 H2 S 0.71 CH4 4.6 C2-C4 N2+Ar H2 8.5 ∑ 100.00
3酚回收酸性气规格: 温度:40℃,压力:140kPa(a),流量:3838Nm3/h,其组分如下:
成分 含量v% H2 S 0.35 CO2 98.45 CH4 CO C2-C4 N2+Ar NH3 1.2 ∑ 100.00
10 July 2013
12
1、市场应用 硫磺是一种重要的化工原料,除了可以用来制硫酸,直接 用于农药配置等以外,用它可生产蛋氨酸、二硫化碳、硫化 促进剂、二甲亚砜、硫醚、甲硫醇、不溶性硫等精细硫化工 产品。另外,也可用来生产涂硫尿素、颗粒硫肥等植物营养 素硫、硫磺混凝土、硫磺沥青等。 2、储运注意事项: Ø 储存于阴凉、通风仓库内。远离火种、热源 Ø 采用聚丙烯纺织袋包装,每袋净重50公斤,可铁路、公路、 水运运输 Ø 切忌与氧化剂和磷等物品混储混运。平时需勤检查,查仓 温,查混储。搬运时要轻装轻卸,防止包装及容器损坏 。
8
10 July 2013
环保效益:减少硫化物的排放量 社会效益:保护环境,造福于民 经济效益:企业新的经济效益增长点
10 July 2013
9
中 文 名:硫化氢 分 子 式 : H 2S 分 子 量:34 熔 点:-61.8℃ 沸 点:-82.9℃ 外观与性状:无色气体,有臭鸡蛋味,比空气重,有毒。 受热易分解:H2S=H2+S 可 燃 烧 性: 空气充足时发生充分燃烧:2H2S+3O2=2SO2+2H2O 空气不充足时发生不充分燃烧:2H2S+O2=2S+2H2O 爆炸极限:2.3%~46.0%(以硫化氢计) 酸 性:硫化氢的水溶液叫氢硫酸,氢硫酸是弱酸、有酸类通 性和较强还原性 强还原性:2H2S+O2=2S(沉淀)+2H2O 酸 性:H2S+2NaOH=Na2S+2H2O
10 July 2013
2
硫回收装置简介
克劳斯硫回收是一种重要的酸气净化和回收工艺,广泛 应用于油/气田气处理、炼油、化肥、石化和城市煤气等诸 多石油化工领域,目前全世界共有400多套装置。国内的第 一套克劳斯硫回收装置始建于1965年,在四川东磨溪天然气 田建成投产。到如今国内已建成的克劳斯硫回收装置有70余 套,其中最大达到了年产10万吨(大连西太平洋石化有限公 司)的设计规模。国内现有的总硫回收能力超过每年80万 吨,预计到2010年将至少增加到每年110万吨。
10 July 2013
3
“硫”回收技术选择
Ø “硫”回收方法根据工艺流程选择和当地产品销路情况, 产品可以是硫磺(S)或硫酸(H2SO4)。 Ø 本项目若选择硫酸(H2SO4)存在交通运输限制、安全及产品 大量贮藏等制约因素,综合对比选择制硫磺工艺。 Ø 目前,为实现达标排放,产品为硫磺的酸性气处理工艺通 常采用带有SCOT尾气处理工艺的克劳斯硫回收工艺。
10 July 2013
10
硫化氢的毒性: 硫化 氢 ( H2S )是一种 较 常 见 的有 毒 气 体 , 居我 国中毒发病人数的第4位(在CO、有机磷和Cl2之后), 死亡人数居第2位(第一位是CO)。而在石油化工行 业中,H2S中毒及死亡人数均为第1位。 中毒表现: 硫化氢具有刺激作用和细胞窒息作用,但由于全 身毒性作用剧烈而发病迅速,故在吸入硫化氢浓度较 低时,可见到较明显的刺激作用,吸入浓度较高时, 嗅神经末梢麻痹,可使硫化氢臭味“消失”,继则发 生昏迷,甚至死亡。 10 July 2013
10 July 2013