质量内控指标
甘草流浸膏企业内控质量标准
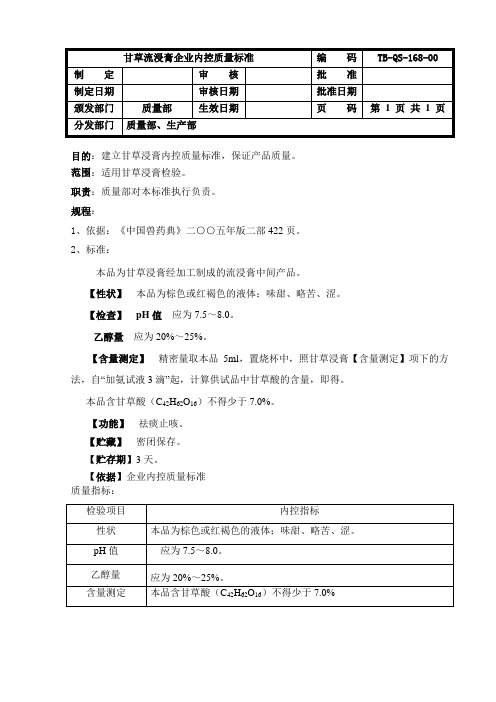
目的:建立甘草浸膏内控质量标准,保证产品质量。
范围:适用甘草浸膏检验。
职责:质量部对本标准执行负责。
规程:
1、依据:《中国兽药典》二○○五年版二部422页。
2、标准:
本品为甘草浸膏经加工制成的流浸膏中间产品。
【性状】本品为棕色或红褐色的液体;味甜、略苦、涩。
【检查】pH值应为7.5~8.0。
乙醇量应为20%~25%。
【含量测定】精密量取本品5ml,置烧杯中,照甘草浸膏【含量测定】项下的方法,自“加氨试液3滴”起,计算供试品中甘草酸的含量,即得。
本品含甘草酸(C42H62O16)不得少于7.0%。
【功能】祛痰止咳。
【贮藏】密闭保存。
【贮存期】3天。
【依据】企业内控质量标准
质量指标:。
内控指标和产品质量

用 于检 验 和外 部监 督 ,或 者 是 质 量 仲裁 的依 据 。作 为 产 品 的 内控
指标 应 比执 行标 准 中的指 标 要求 更 高 ,只要 生产 过 程 中能 达 到 内 控指 标 要 求 ,那 么出 厂 的产 品不 管经过 运输 、 存 、 售等诸 多环 贮 销
分 布 函数ห้องสมุดไป่ตู้, 中 I, 其 .口是参数 , L 现实
意义 可 以理解 为 是 钙含 量 的平 均 值 或 平 均 添 加量 ,o为 标 准偏 差 ,也 可 以等 同于产 品的品 质 波 动 S。 w
若 符 台 内控 指 标 的置 信 度 P 为 0 9 ,也就 是 生产 的产 品台格 .5 率 达 到 09 则 .5,
就是 说 建 立一 套 完 整而 有 效 的质 量保 证 体 系 ,通过 体 系对 原 辅 材 料 的供 应 、 产品 的生 产 工艺 、 操作
维普资讯
行 规范 。 内控指 标是 质 量体 系 中的 一 个 重 要 组 成 部 分 , 本文 要 阐述 的 就是如 何 正确
理 解 产 品 确 立 内 控 指 标 的 意 义。
3 内控指标 确立的重要性
产 品 的质 量好 与坏 ,是 通 过 抽 样 检 测来 反映 的。抽 样 过程 中 存 在着 风 险 ,也就 是 说 根据 国家 标 准 中 的抽 样 方案 ,批 检 测 质量 水平 高 于 实 际水 平 ,检 测 过程 中 又不 可 避免 地 存 在着 系 统 误差 和 偶 然 误差 。另外 ,还会 受到环 境 、 人为 等 不 可 抵抗 因素 的影 响 而造 成 产 品 内在 成分 发生 改 变 ,这 些 都 将 影 响产 品 的质量 。 为 了避 免 上 述 因 素对 产 品 质 量的影 响 ,企 业 势 必 要对 产 品 的关 键成 分 进 行 含量 储 备 ,即建 立高 于 执 行标 准 的 内控 指 标。 这 些 内控 指标 的确立 对 产 品 的 质 量究 竟 能 起 到多 大 的 作 用 ? 如何 从 量 质上 来 理解 呢? 下面我 们 就 以钙强 化营 养盐 为例 ,用数 理 统 计 的方 法来 分析 一 下 。钙 强 化营 养 盐 的行 业标 准 中规 定 的主 要 指 标 为 :氯化钠 ≥8 . % ,钙 8O ( C 计 )0 5~1 3 % 。由于该 以 a (. .) 盐 中的 主要 成 分 只有 氯化钠 和钙 添加 剂 ,故 制 定 的 内控指 标 以钙 添 加 剂 为 主 ,假 设 定 为 ( 0 6— 12 % 。我们建 立数 理统计 模型 , .) 设 钙添 加剂 的含 量 x为 连续 型随 机 变量 ,服从参 数为 1, . 口的正态 z 分 布 , 为 X— O 1 , x 为 记 N( , ) 中( )
原料质量内控标准

原料质量验收标准1、大宗原料名称感官要求验收指标检测频次拒收指标备注东北玉米红黄色或黄白色,晒干或烘干、籽粒饱满、整齐、均匀,回味甜,色泽一致,无虫、无发酵、无霉变及异味水分≤14.0%来货每批必检有活虫、霉变水分≥16.0%杂质≥2.0%不完善粒≥6.0%容重≤700克/升用于猪料、烘干玉米容重≥720克/升杂质≤1.0%感官检查不合格时需抽检霉变粒≤2.0%不完善粒≤5.0%霉菌总数≤40×103个/g要求供方每年至少提供一次检验报告或送外委托检验黄曲霉毒素B1≤30μg/kg玉米赤霉烯酮≤500μg/kg粗蛋白呕吐毒素≤1ppm黄曲霉毒素≤30μg/㎏玉米赤霉烯酮≤500μg/kg每月抽检一次本地玉米红黄色或黄白色,晒干或烘干、籽粒饱满、整齐、均匀,回味甜,色泽一致,无虫、无发酵、无霉变及异味水分≤14.0%来货每批必检有活虫、霉变水分≥18.0%杂质≥3.0%不完善粒≥10.0%容重≤660克/升用于禽料,晒干或烘干。
对于水分、容重、叶黄素来说,时期没有明显界限,要根据气温,市场情况,玉米收成情况等作适当调整。
容重≥680克/升杂质≤1.2%感官检查不合格时需抽检霉变粒≤2.0%不完善粒≤8.0%霉菌总数≤40×103个/g要求供方每年至少提供一次检验报告或送外委托检验黄曲霉毒素B1≤50μg/kg玉米赤霉烯酮≤500μg/kg粗蛋白黄曲霉毒素≤50μg/㎏每月抽检一次注:1、不完善粒包括虫蚀粒、病斑粒、破损粒、生芽粒、生霉粒、热损伤粒。
2、伤及胚部玉米才算虫蚀粒、病斑粒、破损粒、生霉粒、热损伤粒。
玉米熟粉黄色粉末,具有烘烤玉米的香味,新鲜、无发酵、霉变、腐烂、结块及异味异臭水分≤12.0%来货每批必检水分≥13.0%粗蛋白质≤7.0%粗脂肪≤4.5%玉米加工玉米珍,玉米面副产物,主要为少量玉米皮、玉米皮下粉质,少量胚芽,熟化温度100度以上粗脂肪≥6%粗灰分≤5%粗蛋白≥9%黄曲霉毒素B1≤50μg/kg要求供方每年至少提供一次检验报告或送外委托检验玉米赤霉烯酮≤500μg/kg小麦籽粒饱满、整齐、均匀,黄白色或深红色或红褐色,回味甜。
产品质量内控标准(一)
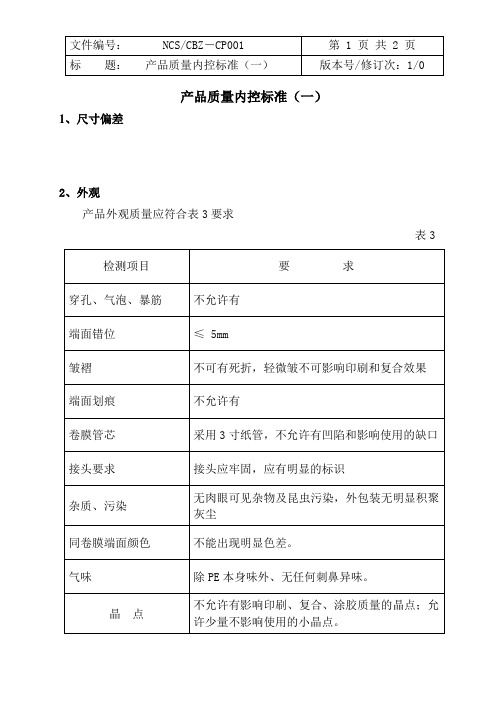
同卷膜端面颜色
不能出现明显色差。
气味
除PE本身味外、无任何刺鼻异味。
晶 点
不允许有影响印刷、复合、涂胶质量的晶点;允许少量不影响使用的小晶点。
3、物理机械性能
4、抽样
公司检验员对各生产班组的产品质量和工作质量进行监督和检查,对经过跟班质检员检验后判“批合格品”的产品进行不定期的监督抽查,规格、外观按GB/T2828规定的一般检查水平Ⅱ,二次抽样方案,AQL=6.5进行抽取。
产品质量内控标准(一)
1、尺寸偏差
2、外观
产品外观质量应符合表3要求
表3
检测项目
要
≤ 5mm
皱褶
不可有死折,轻微皱不可影响印刷和复合效果
端面划痕
不允许有
卷膜管芯
采用3寸纸管,不允许有凹陷和影响使用的缺口
接头要求
接头应牢固,应有明显的标识
杂质、污染
无肉眼可见杂物及昆虫污染,外包装无明显积聚灰尘
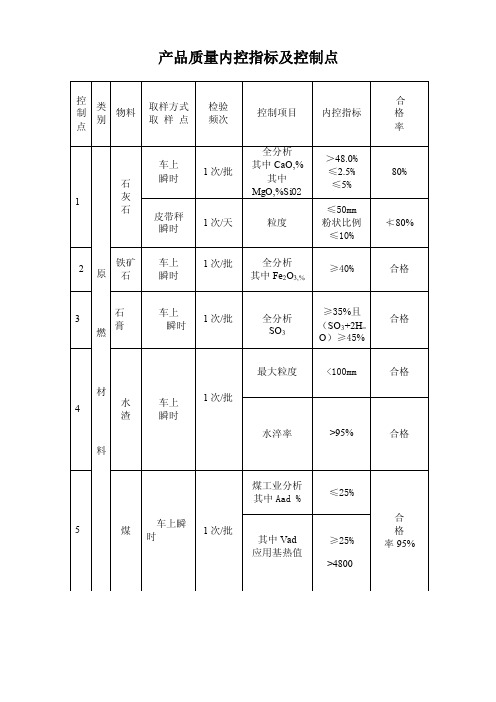
产品质量内控指标及控制点
全分析
次/1 小时
蓖冷机锤破下
次/2 小时 次/8 小时
△ 8
出窑熟料
次/24 小时
每月统计一次
容重
游离钙
全分析
物理性能
KH KH 标准
偏差 n P
28 天 抗压强度
≥k
≤1.5% 中热≤1.0%
符合标准要求 K±0.02 ≧0.020 K±0.10 K±0.10 ≥55MPa
≦85% ≦85%
合格 ≦80%
符合 符合
次/季度首月
均匀性试验 28 天 抗压强度变异系
数 Cv
≤3.0%
符合
注:1. K 是企业控制值.2. 产品标准对水泥中 Mgo 含量有规定时检测,压蒸安 定性合格,控制指标可放宽到 6%,全年每月水泥 Mgo≤3.0%可不检测。3。强 度活性指数,当粉煤灰发生变化时,做强度活性指数试验;4. 水泥活性混合材 用的粉煤灰,F 类粉煤灰 F.C 不大于 1.0%,每月做一次试验
≦85% ≦85%
95%
产品质量内控指标及控制点
控
制 点
类 别
物料
取样方式 取样点
检验频次
控制项目
内控指标 合格率
次/罐 次/小时
比表面积 细度
≥310 ≤K
≦85% ≦85%
出
次/4 小时 混合材掺加量
9
磨 水
水泥
入窑提升机
次/2 小时SO3 Nhomakorabea泥
次/24 小时
MgO
K±2.0% K±0.3% ≤5.0%
≥43.0% 最大粒径≤50mm ≤4.0%
10mm≤最大粒径≤50mm ≥85.0% ≤2.5%
固定碳 ≥35%
企业内部质量控制计划
企业内部质量控制计划企业内部质量控制计划,简称为内控计划,是指企业为确保产品和服务质量达到预期目标而制定的一系列控制措施和方法。
内控计划的主要目的是规范质量管理流程,强化内部质量控制,提升产品质量,满足客户需求,从而保持企业竞争力。
首先,制定质量目标是企业内部质量控制计划的重要步骤之一。
质量目标应当明确、具体且可衡量,例如提高产品合格率、降低客户投诉率等。
通过设定质量目标,企业可以明确质量标准,为质量控制提供指导和依据。
其次,内控计划应包括质量管理体系的建立和实施。
企业应参照国际标准ISO 9001等相关标准,建立符合企业实际情况的质量管理体系。
质量管理体系应涵盖组织结构、质量职责、流程流程和程序等方面,旨在确保质量管理的全面性、规范性和持续性。
另外,内控计划还应制定质量检查和测试的具体措施。
企业可以通过采取抽样检查、全面检查、流程把控等方式,对产品的关键环节、重要节点进行质量检查和测试。
这些措施可以及时发现和纠正潜在的质量问题,提高产品的出货质量。
同时,内控计划也需要建立质量文档和记录的管理制度。
企业应编制和完善质量手册、质量操作规程等文件,确保质量管理的标准化和规范化。
此外,还应建立质量记录的管理制度,包括各类质量报告、检验记录、纠正措施记录等。
通过质量文档和记录的管理,企业可以对质量问题进行跟踪和分析,及时作出相应的改进。
另一方面,内控计划需要加强对供应商和合作伙伴的管理。
企业应当建立供应商评估体系,对供应商的质量管理能力进行评估和审查,选择和维护一批优质的供应商。
与此同时,还应定期开展对供应商的质量审核和监督,确保供应商提供的原材料和零部件符合质量要求。
此外,内控计划还需要加强对员工的培训和教育。
企业应制定培训计划,对员工进行质量理念、质量知识和质量技能等方面的培训,提高员工的质量意识和质量水平。
同时,还应建立奖惩机制,激励员工积极参与质量控制,形成全员质量管理的氛围。
最后,内控计划需要建立有效的质量反馈机制。
质量内控指标范围

编号 物料 控制点 控制项目 等级 3天强度 28天强度 1 水泥 进厂 安定性 烧失量 细度 凝结时间 国家指标范围 32.5R ≥11.0 ≥32.5 42.5R ≥16.0 ≥42.5 内控指标范围 32.5R ≥16.0 ≥39.0 42.5R ≥30.0 ≥50.0 每批 一次 频率
5±1.0 10±1.0 Ⅱ区中砂 3.0~2.3 <C30 <C30 ≤5.0
5±1.0 10±1.0 Ⅱ区中砂 2.8~2.2 ≤1.0 ≤2.5 每批 一次
质量内控指标
备注
随机
随机
随机
随机
随机
用沸煮法检验必须合格 ≥70% S95 ≤1.0 S105 ≤1.0 ≥100 ≥98 ≥105 1.020±0.01 ≥220 ≥23.0 每批 一次 每批 一次
≤1.0 ≥90 ≥95
4 外加剂 进厂
水泥净浆流 动度mm 砂浆减水率 (%)
PH值 含固量(%) 颗粒级配 细度模数 5 砂 进厂 泥块含量 含泥量 ≥C30 ≥C30 ≤3.0
(g/cm3)
Ⅲ ≤45.0% ≤115% ≤15.05 ≤1.0%
Ⅱ ≤22.0% ≤102% ≤3.5%
Ⅲ ≤45.0% ≤110% ≤10.0 ≤8.0%
用沸煮法检验必须合格 ≥70% S105 ≤1.0 ≥85 ≥105 1.020±0.01 ≥190
用沸煮法检验必须合格 ≤5.0% 0.080mm方孔筛≤10.0%
用沸煮法检验必须合格 ≤5.0% 0.080mm方孔筛≤2.5%
初凝不得早于45min终凝不得迟于10h 初凝不得早于45min终凝不得迟于10h
Ⅱ 细度 需水量 2 粉煤灰 进厂 烧失量 含水量 安定性 28天强度比 S95 3 矿粉 进厂 含水量(%) 流动度比 28天强度比 密度
轧制工序质量内控标准

轧制工序质量内控标准1.工作准备1.1工作前,主操手及机组人员必须对设备进行全面细致的检查,确认一切正常后,通知电气人员送电。
1.2主操手必须认真检查轧机的自动灭火等自动控制系统,确认信号指示正确,方可起动轧机。
1.3停机超过一周,更换轧辊或检修后,开机前必须空转,确认无异常后,方可准备生产。
1.4开机前认真检查工艺润滑油的温度压力,1#工艺润滑油的温度应控制在30-45℃,压力应控制在0.4-0.5Mpa,2#轧机油温应控制在30-50℃,压力应控制在0.3-0.5Mpa。
1.5认真检查压缩空气,在压力和干燥机不正常时不准开机生产。
1.6认真检查测厚仪,测头必须清洁,通光孔不得有金属及油垢沉积。
1.7认真清理轧机、轧机导辊及铝箔接触件表面上的灰尘和脏物,保证其清洁。
1.8轧制前必须使用工艺润滑油对轧辊清洗,当轧辊是凉辊时,生产前必须进行预热,时间不得少于20min。
1.9按生产卡片认真核对坯料的合金、状态、批号、规格、有问题时应经有关人员处理后方可投产。
1.10落有灰尘、脏物的铝卷外层要清擦干净或扒掉。
2.轧制2.1上卷要平稳、迅速,落卷要对正夹紧,对准机列中心线。
2.2坯料及中间退火卷的表面温度高于40℃时,不得送入轧制。
2.3料头送入要平行,轧辊咬入后,要及时接通张力和工艺润滑油。
2.4缠头前,必须检查料的表面质量,铝箔料头缠好后,要迅速落下压平辊,保证卷取平整,如打底凸起、折印,要扒掉重新缠卷。
2.5轧制时所用套筒,其表面必须清洁、平整,不得存在尖锐凸起及粘附脏物。
2.6轧制过程中,主操手必须密切注意观察轧机运行参数和工艺参数的变化,发现异常情况要立即停机找设备人员处理,不允许在设备不正常的情况下生产。
2.7正常轧制时,1#机最大压力不允许超过350吨,2#机不允许超过500吨。
2.8主操手可以根据轧制时的具体情况控制轧制速度,但成品道次的最大速度1#机≤500米/分,2#机≤600米/分。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
出 厂 水 泥
Байду номын сангаас
不溶物 (%) PO42.5 PSA42.5 PSA32.5 备 注
凝结时间(min) 初凝 ≥90 ≥90 ≥90 终凝 ≤360 ≤360 ≤360
出厂水泥符合GB/T 175--2007
《通用硅酸盐水泥》
物理指标 3d抗压(MPa) 28d抗压(MPa) ≥26.0 活性指数 ≥70% ≥10mm颗粒(%) ≤8 ≥52.5 安定性 ≤5.0mm 水份(%) ≤20
符合标准
GB/T 21372-2008 《硅酸盐水泥熟料》
GB/T 1596-2005 《用于水泥和混凝土中的粉煤灰》
GB/T 203-2008 《用于水泥中的粒化高炉矿渣》
进厂粒度5-25㎜ 进厂粒度>30㎜
GB/T 5762-2000 GB/T 5483-2003《天然石膏》 包装车间 出磨物料 袋装 合格率 85% 85% 控制项目 单袋 20袋总重 指标 ≥49.5 ≥1000g 合格率 100% 100%
SO3 >28% 原料车间 破碎 烘干 合格率 100% 100% 控制项目 矿渣水份 熟料水份 指标 ≤2.0 0 合格率 90% 100% 入辊压机 控制项目 熟料粒度 石膏粒度 指标 ≤30㎜ ≤30㎜ 合格率 控制项目 100% 100% 细度
入磨物料 指标 ≤50 合格率 100%
过 程 控 制
间
控制项目 指标 细度 比表面积 ≤k ≥k
SO3
k± 0.2
70%
物 理 性 能 抗折强度(MPa) 3天 ≥4.0 ≥3.5 ≥3.0 28天 ≥7.0 ≥6.5 ≥6.0 抗压强度(MPa) 3天 ≥19.0 ≥17.0 ≥12.0 28天 ≥47.0 ≥45.0 ≥35.0
间(min) 终凝 ≤360 ≤360 ≤360
山西瑞海建材有限公司质量内控指标
项目 类别
物料 f-CaO(%) MgO(%) 物料 ≤1.5 ≤5.0 ≤1.5
化学性能 Coss(%)不溶物(%) C3S+C2S(%) CaO/Sio2 ≤0.75 ∕ ∕ F(%) ≤2.0 CaO≥48.0 ≥66 ∕ ∕ S(%) ≤3.0 MgO≤3.0 ≥2.0 ∕ ∕ Al2O3/SiO2 ≥0.25 SO3(%) ≤1.5 ∕ ∕ 初凝(min) ≥45 水份 ≤1.0
物理指标 终凝(min) ≤390 细度 ∕
进 厂 原 材 料
Coss(%) 粉煤灰 ≤8.0 矿渣 ≥1.5 石灰石 石膏
SO3(%) f-CaO(%) ≤3.5 ≤4.0
质量系数 TiO2(%) MnO(%) ≤2.0 ≤2.0
玻璃体含量(%) 堆积密度(Kg/m3) 最大粒度(mm) ≥70 ≥1.2×103 ≤50 进厂粒度5-25㎜ 进厂粒度>30㎜ 磨机车间
盐水泥》
控制项目 熟料粒度 石膏粒度
指标 ≤30㎜ ≤30㎜
过 程 控 制 石灰石粒度 ≤30㎜ 100% 石膏水份 石灰石水份
性能 品种
0 ≤1.0
100% 100%
石灰石粒度 ≤30㎜ 矿渣粒度 ≤2.0
100% 85% 物 理 性 能
化学性能 失量 (%) / / / ≤3.5 / / SO3 (%) ≤3.5 ≤3.5 ≤3.5 MgO (%) ≤5.0 ≤5.0 ≤5.0 Cl≤0.06 ≤0.06 ≤0.06 细度 (%) / ≤3.0 ≤3.0 比表面积 (㎡/㎏) ≥350 / / 安定性 (沸煮法) 合格 合格 合格