电脑横机生产工序流程图
电脑横机操作基本流程 苏州德驰机械科技有限公司
电脑横机(机器)操作基本流程苏州德驰机械科技有限公司
检查机头运行范围内有无异物(清理好)→检查机针是否完好→检查针有没有装到位→按绿色按扭接通电源(开机)→插入U盘→打开“文件管理”→在UsbDisk文件列表框内点击所需要的花样文件(点击后花样文件呈红色显示)→点击“>>>>>>>”(在UsbDisk内的选中的花样文件会复制到cfcard内)→在cfcard文件列表框内点击所需要的花样文件(点击后花样文件呈红色显示)→点击“选定花型”(完成对花样的选定)(此时需记下文件信息中花样宽度的数字)→启动操纵杆执行机器因选择花样而自动选择的归零→归零完毕→选打开设定机器工作参数→找到花板起始针并设定好(花板起始针=总针数(总针数是一英寸针数×机器的编织篇幅即机器的英寸数)-花样宽度数÷2)将得出的数字设置在花板起始针的后面→检查要用的纱嘴和初始位置→将要用的纱嘴穿好纱(纱经过天线台到左右收线,经过左右收线穿过乌丝座挡座的穿纱口,穿入要用的纱嘴)→将纱嘴停放在编织物两边半寸的位置→用要编织的左右两边的织针钩住纱线→根据花板的要求设定各段的度目值,罗拉、速度值→按下行锁定→启动操纵杆开始编织废纱→在编织到主罗拉拉到废纱布片时按下行锁定取消行锁定→正式编织布片。
电脑横机软件制版样板图演示教学
扭绳2扭2
29对18号色码+80号色码
扭绳3扭3
29对18号色码+80号色码
3绞3方法1(常用)
3绞3方法2(字码紧时用)
3绞3方法3(字码很紧时用)
搬菱形
29对38-49对58号色码+80号色码
3扭3扭绳做法(一)
其中色码有20,40,43,53,90
3扭3扭绳做法(二)
收2支4支边做法一(右)
收2支4支边做法二(左)
做法一(左)
收3支4支边做法一(右)
收3支4支边做法二(左)
收3支4支边做法二(右)
单系统收假领+铲膊图左
单系统收假领+铲膊图右
单系统1X1
坑条摸边
挑孔
单系统袖子
2X1斜角左右两边
2X2面1支包双系统左右两边
5.珠地(胖花、单元宝):
或
6.柳条(双元宝):
或
7.过令士(正反针)
8.坑条:
针对齿
针对针
8.四平有边收针:如下4支边
加针:左右加针时要错开半目, 以利吃针。如下图:
2×1坑条收有边
7支针套法(右)
扭绳摸边(一)
扭绳摸边(二)
6绞6索股绞方法
6绞6拆行做法
8绞8索股做法
单边卷边衫脚双系统图左
单边卷边衫脚双系统图右
2X2双系统衫脚图左
2X2双系统衫脚图右
单系统收真领(收3支,2支)做法
铲膊图
拆行注意先长后短
套针8支(右)
套针8支(左)
收2支4支边做法一(左)
单系统收假领两种做法
单系统套针左右两边
单系统分边收真领大图
单系统1X1
全自动电脑针织横机的制作技术
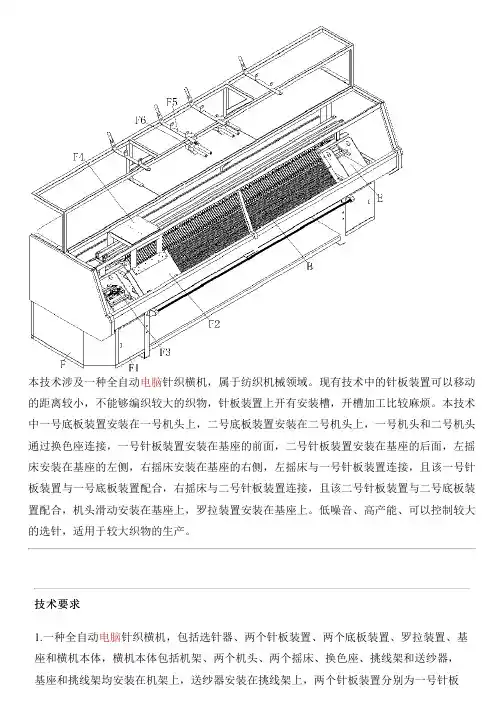
本技术涉及一种全自动电脑针织横机,属于纺织机械领域。
现有技术中的针板装置可以移动的距离较小,不能够编织较大的织物,针板装置上开有安装槽,开槽加工比较麻烦。
本技术中一号底板装置安装在一号机头上,二号底板装置安装在二号机头上,一号机头和二号机头通过换色座连接,一号针板装置安装在基座的前面,二号针板装置安装在基座的后面,左摇床安装在基座的左侧,右摇床安装在基座的右侧,左摇床与一号针板装置连接,且该一号针板装置与一号底板装置配合,右摇床与二号针板装置连接,且该二号针板装置与二号底板装置配合,机头滑动安装在基座上,罗拉装置安装在基座上。
低噪音、高产能、可以控制较大的选针,适用于较大织物的生产。
技术要求1.一种全自动电脑针织横机,包括选针器、两个针板装置、两个底板装置、罗拉装置、基座和横机本体,横机本体包括机架、两个机头、两个摇床、换色座、挑线架和送纱器,基座和挑线架均安装在机架上,送纱器安装在挑线架上,两个针板装置分别为一号针板装置和二号针板装置,两个底板装置分别为一号底板装置和二号底板装置,两个机头分别为一号机头和二号机头,两个摇床分别为左摇床和右摇床,一号底板装置和二号底板装置各安装两个选针器,一号底板装置安装在一号机头上,二号底板装置安装在二号机头上,一号机头和二号机头通过换色座连接,一号针板装置安装在基座的前面,二号针板装置安装在基座的后面,左摇床安装在基座的左侧,右摇床安装在基座的右侧,左摇床与一号针板装置连接,且该一号针板装置与一号底板装置配合,右摇床与二号针板装置连接,且该二号针板装置与二号底板装置配合,机头滑动安装在基座上,罗拉装置安装在基座上;其特征在于:所述选针器包括一号选针机构、二号选针机构、选针器外壳、选针器限位罩、选针器底板和选针器接线座,所述选针器限位罩安装在选针器外壳的一侧,选针器底板安装在选针器外壳的另一侧,选针器接线座安装在选针器底板上,一号选针机构和二号选针机构均安装在选针器外壳内且均与选针器接线座配合;所述基座包括一号大梁、二号大梁、一号滑轨、二号滑轨、左摇床固定座、右摇床固定座、左山头机构、右山头机构、一号支撑杆和二号支撑杆,所述一号滑轨安装在一号大梁上,二号滑轨安装在二号大梁上,左摇床固定座、右摇床固定座、左山头机构和右山头机构均安装在一号大梁和二号大梁上,左摇床固定座位于左山头机构的左侧,右摇床固定座位于右山头机构的右侧,一号支撑杆的左端和二号支撑杆的左端均与左山头机构连接,一号支撑杆的右端和二号支撑杆的右端均与右山头机构连接,一号支撑杆与二号支撑杆之间形成织物通道;每个针板装置均包括针板和多个分隔片,所述多个分隔片排布在针板上,每相邻两个分隔片之间形成走针单元,走针单元的上部为镶片安装槽,走针单元的下部为插片安装槽,每个走针单元包括插片和两个镶片,所述插片包括左插片和右插片,所述两个镶片均安装在镶片安装槽内,两个镶片之间形成织针滑槽,左插片和右插片均安装在插片安装槽内且左、右插片之间形成安装滑槽,所述安装滑槽的上部为过渡槽,安装滑槽的下部为选针滑槽;所述罗拉装置包括左罗拉支撑机构、右罗拉支撑机构、调节罗拉轴、转动罗拉轴、左罗拉调节机构和右罗拉调节机构,所述调节罗拉轴和转动罗拉轴配合且它们均转动安装在左罗拉支撑机构和右罗拉支撑机构上,所述左、右罗拉调节机构分别安装在左、右罗拉支撑机构上,左、右罗拉调节机构分别与调节罗拉轴的两端配合;所述选针器外壳安装在底板上,所述一号底板装置中的底板安装在一号机头上,二号底板装置中的底板安装在二号机头上,一号针板装置中的针板安装在基座的前面,二号针板装置中的针板安装在基座的后面,所述左、右摇床分别安装在左、右摇床固定座上,左摇床与一号针板装置中的针板连接,所述右摇床与二号针板装置中的针板连接,所述一号机头滑动安装在一号大梁上,二号机头滑动安装在二号大梁上,所述左、右罗拉支撑机构分别安装在左、右山头机构上。
横机操作过程
实验目的实验目的实验目的实验目的和要求和要求和要求和要求1.介绍横机的构造、使用方法,针织羊毛衫的生产流程。
2.学会横机的安装与使用。
3.理解和掌握各种织物组织的结构特点与织造方法。
实验主要仪器实验主要仪器实验主要仪器实验主要仪器KH868编织机和KR838罗纹机、毛纱、配套工具等组成(1)机座与针床部件。
机座是机器的骨架,用于安放针床、机头导轨、针床移位扳手等零件。
针床是编织的关键部件,织针在针槽内作上下运动完成编织过程。
(2)机头部件,如图3-2所示,机头使编织的心脏部件,用于编织线圈,并使之相互串套成针织物,它由机头、三角装置、三角控制调节装置、导纱变换器等组成。
(3)喂纱部件,如图3-3所示,用于输送毛纱供编织之用。
二只梭嘴可在操作时自动进行切换调用,同时编织双色织物,利用手动调换梭嘴,可编织多色织物,它由梭杠导轨、大小梭弓、梭箱等组成。
(4)引线架部件,如图3-3所示,用于穿引从纱筒上输出的毛纱,可消除或减轻毛纱的张力波动,保证织物两边缘线圈紧密均匀。
它由挑线弹簧、调节螺母、圆盘式张力器、支架、宝塔弹簧等组成。
挑线弹簧的弹力大小由压紧螺母6控制,圆盘式张力器的夹紧力由调节螺母2控制。
(5)牵拉机构,采用重锤式牵拉,用于编织时起口、牵拉织物之用,由定幅梳柿(称串线板)、重锤等组成,家用编织机成圈过程可分为:退圈、垫纱、钩纱、闭口、套圈、连结、脱圈、弯纱、成圈、牵拉等十个阶段。
在成圈过程中各阶段是有机联系的,各个阶段既独立,但又有联系。
如弯纱阶段就与连结、脱圈、成圈阶段一起进行。
编织机成圈过程以顺序式编结法进行。
(1)退圈为了编织新的线圈横行,旧线必须从针钩中移到针杆上,为垫放新的纱线作好准备当推动机头时,在机头三角的作用下,织针向前移动,旧线圈由于牵拉力的作用,由针钩移向针舌,并启开针舌处于针舌后的针杆上,这一过程称为退圈,图3-5。
(2)垫纱当织针完成退圈后,开始后退,在导纱器的配合下,将新线引置于针舌上,这一过程称为垫线(3)钩纱织针继续后退,新的纱线将逐渐移到针钩下,旧线圈也因针杆的移动而向前移动,完成钩纱(或带纱),这一过程称为钩纱,图3-7。
横机工作原理
全自动电脑横机机械工作原理2011-03-02 12:06:15| 分类:电脑横机| 标签:|字号大中小订阅1、编制程序→控制器→执行元件编制程序——将编织有关的动作,如机头的往复横移与变速变动程、选针、三角变换、密度调节、导纱器变换、针床横移、牵拉速度调整等预先编制。
控制器——控制各执行元件,向执行元件发出信号。
执行元件——伺服电机、步进电机、电子选针器、电磁铁等。
2、花型变换快3、成圈系统多(8系统)。
4、针床宽,可同时编织几幅衣片(最宽2500mm)。
(一)成圈与选针机件1、舌针:为移圈针2、挺针片:与织针镶嵌在一起,挺针片受压,片踵埋入针槽,不受三角作用,织针不动。
3、中间片:位于挺针片之上,具有A、B、C三个位置A: 挺针片片踵被压入针槽不受三角作用——织针不编织;B:挺针片片踵从针槽中露出,可以受三角作用——织针参加编织(织针集圈或接圈)C: 挺针片片踵从针槽中露出,可以受三角作用——织针参加编织(织针成圈或移圈)4.选针片——受电磁选针器9作用。
5.沉降片:配置:配置在两枚织针中间,位于针床的齿口部分的沉降片槽中。
排列:两个针床上的沉降片相对排列,由三角控制沉降片片踵使沉降片前后摆动。
当织针上升退圈时,前后针床中的沉降片闭合。
当织针下降弯纱成圈时,前后沉降片打开。
(二)三角系统机头内可安装1至多个编织系统,最多8个系统。
机头可以分成两个(如一个4系统机头可分为两个2系统机头)当两个机头分开时,可同时编织两片独立的衣片。
1、三角系统结构(1)挺针片起针三角(使织针上升做成集圈、成圈)(2)接圈三角2和起针三角1同属一个整体,将织针推到接圈高度。
(3)压针三角3除压针作用外,还有移圈功能。
(4)挺针片导向三角4起导向和收针作用。
(5)上、下护针三角5、6起护针作用。
移圈时,上护针三角5还起压针作用。
(6)集圈压条7和接圈压条8是作为一体的活动件,可上、下移动。
(7)选针器9由永久磁铁M和选针点C1、C2组成。
电脑横机编织原理叙述
电脑横机编织原理叙述编织工作原理1、不织三角状态:常规状态选针状态:不选弹簧针停留 B 位针组名称:选针片、弹簧针,长针加舌针称为编织针组工作原理:选针复位三角推起选针片,选针片针脚露出针板,选针器闭合直压,选针片针脚被原位压入针槽,选针片原地停留,弹簧针针脚停留在B 位,并被不织压片连带长针针脚压入针槽,编织针组不出针,因此针组不进入编织工作。
2、编织三角状态:中山导块进入工作,翻针导块退出工作,吊目、接针压片进入工作选针状态:预选弹簧针被推致H 位,二次选弹簧针被推致A 位针组名称:选针片、弹簧针,长针加舌针称为编织针组工作原理:(1)予选;选针复位三角推起选针片,选针片针脚露出针板,选针器打开(斜向抬起),选出选针片。
选出选针片针脚露出针板,针脚被选针导针三角推升,选针片推动弹簧针致H 位,予选完成。
(2)予选出选针片再次经选针器选出,选针片针脚再被选针推针三角推升,选针片推动弹簧针致A 位,编织针组下针脚在蝶山斜面作用下编织针组沿走针轨迹上升到中山导块顶点,此时舌针升致3/4 高,旧线圈滑过针舌致针杆,编织针组沿走针轨迹向下运动,纱线垫入,线圈推动针舌使其关闭,旧线圈经针舌上方滑针头,在度目三角斜面走针轨迹推压下,编织针组下针脚致度目三角下向压针面,旧线圈翻转脱落新线圈完成,编织完成。
3、吊目三角状态:中山导块进入工作,吊目压片进入工作,翻针导块退出工作,接针压片退出工作选针状态:弹簧针被推致H 位针组名称:选针片、弹簧针,长针加舌针称为编织针组工作原理:予选;选针复位三角推起选针片,选针片针脚露出针板,选针器打开(斜向抬起),选出选针片。
选出选针片针脚露出针板,针脚被选针导针三角推升,选针片推动弹簧针致H 位。
编织针组下针脚在蝶山斜面作用下,编织针组沿走针轨迹上升到中山导块水平导向槽,经过吊目压片弹簧针针脚连带长针针脚压入针槽,长针针脚脱离导向作平行运动。
吊目压片结束对弹簧针针脚的控制,针脚弹出,长针针脚落入中山导块水平导向槽,在度目三角斜面走针轨迹推压下,纱线垫入,编织针组下针脚致度目三角下向压针面,吊目完成。
电脑横机毛衫成型工艺详解
一、成型参数设置
1.1、机器类型 1.2、衣领设置 1.3、起底设置 1.4、纱嘴和段数 1.5、其他常用设置
1.1、机器系统类型
单系统、双系统:
单系统时,大身无法使用两把纱嘴进行编 织。
1.2、衣领设置
V领拆行
– V领引塔夏
用拆行的方式实现 左右领不同纱嘴编 织
– 使用引塔夏色码区分 左右领不同纱嘴的编 织区域
可鼠标拖动或 者键盘方向键 移动
3.4、修图编译
修图编译
编译
1、设置机型 2、设置纱嘴 3、编译
三、挑孔花型及套图处理
3.1、挑孔花型套图步骤
挑孔底 图绘制
成型花 样保留
成型轮 廓定位
最后修 图编译
3.2、挑孔底图绘制
可在底图中设置左右留边的形式 可在底图中设置模块的完整性
3.3、花样保留
• • • • 保留功能线 设置夹上、夹下和上留边 清边设置 直位留边转数
3.3、成型轮廓定位
领底理方式
非裁剪圆领时需设置,常用方式为主纱落 布与废纱落布
1.3、起底设置
罗纹类型: 罗纹排列方式: 空转数: 罗纹过渡: 罗纹加丝: 是否带起底板:
起底板是否自动压线
1.4、纱嘴和段数
纱嘴和段 数系统默 认设置如 右图所示:
1.5、其他常用设置
收针方式和收针类型 废纱设置 单纱嘴开领深度:需要单纱嘴开领时不能 勾选V领引塔夏或V领拆行 有效针数:配合棉纱使用 留边:套图时使用
第二章--横机成型编织课件
2.拷针
o (1)在手动横机中,拷针是将要减去的织 针上的线圈直接从针上退下来,并使其退出 工作,而不进行线圈转移。它比收针简单, 效率高,但线圈从针上脱下后可能会沿纵行 脱散,因此在缝合前要进行锁边。
10/17/2023 18
(2) 在电脑横机中拷针 (平收针)
o 在电脑横机中,经常 将平收针称为拷针, 通常用于需要一次收 针数较多的情况(如 3针以上)
o 2、在持圈式收针之后,使原来休止的针重新进入工作
10/17/2023 26
第二节 成型编织工艺
一、平面衣片成型工艺
横机成型编织的最常见方法是平面成形。此时 通过翻针和收放针等可以编织出具有一定形 状的平面衣片,需经缝合后才能形成最终产 品。
10/17/2023 28
上机工艺单
10/17/2023 29
p 用这种方法编织的产品可以在肩袖结合处形成特殊 的风格,也避免了因缝合而形成凸出的梗子,避免 了因缝线断裂造成的破损,也不会因缝线的存在形 成延伸性的不一致。另外,它可以节省缝合工序和 降低原料损耗。当然它也存在着设计复杂、产品结 构受到一定限制和生产效率低的问题。一般这种产 品只能在特殊的电脑横机上进行编织,机器的机宽 要能满足同时编织大身和袖子的需要。
二、整体服装编织工艺
n 整体服装的编织方法可以在横机上一次就编织出一件完 整的衣服,下机后无需缝合或只需进行少许缝合就可穿 用。图示为在电脑横机上编织的带有罗纹领口的长袖套 衫。
10/17/2023 30
n 1、在针床上的相应部位同时起口编织袖口和大身,此时
袖子和大身编织的都是筒状结构。
n 2、在编织到腋下时,两个袖片和大身合在一起进行筒状 编织,直至领口部位。
横机成型产品与编织工艺
四、平面衣片成型编织
(一)单片衣片的编织 1、编织顺序: (1)下摆——罗纹组织, (2)大身——平针组织 2、编织矩形时,不需要加针或减针操作。 3、编织梯形时,就需要加针或减针操作。
四、平面衣片成型编织
(二)整片衣片的编织 B--C-持圈收针 C--C-脱圈收针 C--B-持圈放针
C--D-逐渐放针
G--I-持圈收针 I--H-逐渐脱圈收针 I—I-空针起口 I—G-持圈放针
五、立体成形编织
原理:利用持圈式收放针的方法编织三维成形结构。
五、立体成形编织
六、整体服装编织工艺 整体服装:在横机上一次就编织出一件完整的衣 服,下机后无需缝合或作少量缝合就可穿用,这 样的产品称之为整体服装。
编织顺序: 1、同时编织袖口和大身; 2、编织到腋下时,两个 袖片和大身合在一起进行 筒状编织; 3、领口
三、成型方式
明收针: 移圈的针数等于要减少的针数, 在织物边缘形成由退出工作的针 1上的线圈2和原来针上的线圈重 叠的效果。 缺点:织物边缘变厚,不利于缝 合,也影响缝合处的美观。 暗收针: 移圈的针数多于要减少的针数。 优点:边缘不形成重叠线圈,便 于缝合,边缘更加美观。
明 收 针
暗 收 针
三、成型方式
一、衣坯的起口
毛 起 头
一、衣坯的起口
3、纱起头顺序: (1)先使一个针床上的舌针1上垫纱。 (2)用起针梳钩子2在针间钩住纱线并施加一定的张力。 (3)下一行程垫入纱线形成线圈横列,并连续编织3- 5横列后,使另一针床上的织针进入工作,换上衣 片所用的纱线进行编织。
一、衣坯的起口
纱 起 头
一、衣坯的起口
(二)连续衣片的分离横列: 1——上一衣片的结束横列; 2——分离横列; 3——新衣片的起始横列; 4——罗纹下摆; 5——罗纹下摆和大身之间 的过渡横列; 6——大身或袖身的编织。
横机产品及其编织工艺
网孔
横机产品及其编织工艺
➢色彩花纹效应: •当采用色纱编织时,凡是形成悬弧的色纱,在织 物的正面将被拉长线圈所遮盖,在正面只呈现成 圈纱的色彩效应。 •在集圈组织中,由于悬弧被正面圈柱覆盖,在织 物正面不能看见悬弧,只显示在反面。
横机产品及其编织工艺
(二)单面集圈织物
❖ 单面集圈织物可以在二级花式横机或三级花 式横机上通过排列三种不同的织针并结合相 应的三角调节来实现,在电脑横机上通过选针 来进行编织。
❖ 为了使所编织的织物密度均匀,参加工作的两个弯 纱三角的弯纱深度应一致。
❖ 变换纱线的种类和颜色可以生产出单面横条平针织 物,由于横机的纱线变换装置一般安装在机器的右 侧,因此这类单面横条织物横条的循环数一般为2 的倍数。
横机产品及其编织工艺
1、普通纬平针组织的编织
编织图、三角和织针走针轨迹图分别见图。
横机产品及其编织工艺
❖ 2、双层纬平针织物的编织
❖ 双层平针织物是横机特有的织物,其组织结构是 纬平针。
❖ 当机头在往复运动进行编织时,每一行程只在一个 针床上编织,往复运动一次,即一转,在前后针床 各编织一次。从而在前后针床上分别编织出互不相 连的两片纬平针织物。将这两片纬平针织物根据需 要在边缘或底部连接起来,就可以编织出不同的双 层平针织物。
第四章 横机产品 及其编织工艺
横机产品及其编织工艺
第一节 纬编基本组织在横机上的编织
❖ 横机机构变化多,灵活性强,几乎可以编织 所有的纬编组织。
❖ 在手动横机中,主要靠机械和手动结合,而 在电脑横机中,则可以通过程序控制进行编 织。
❖ 正是这些组织结构的变化,使横机产品花色 繁多,丰富多彩。
横机产品及其编织工艺
横机产品及其编织工艺