电镀成本计算--实例
电镀成本计算--实例
电镀电镀厚度及成本的计算公式一、镀层厚度:1、理论计算公式:Q=I×TI=J×SQ:表示电量,反应在PCB上为镀层厚度;I:表示电镀所使用的电流,单位为A(安培);T:表示电镀所需的时间,单位为min(分钟);J:表示电镀密度,指每平方英尺的单位面积上通过多少安培的电流,单位为ASF(A/Ft2);S:表示受镀面积,单位为Ft2(平方英尺)。
2、计算公式:【备注:1um=39.37微英寸(μ")=0.03937毫英寸(mil)】(1)、铜镀层厚度(um)=电流密度(ASF)×电镀时间(min)×电镀效率(%)×0.0202(电镀系数)(2)、镍镀层厚度(um)=电流密度(ASF)×电镀时间(min)×电镀效率(%)×0.0182(电镀系数)(3)、锡镀层厚度(um)=电流密度(ASF)×电镀时间(min)×电镀效率(%)×0.0456(电镀系数)二、电镀成本计算方法:电镀成本=面积(CM2)×厚度(CM)×金属密度(g/CM3)×[1+带出损耗率(%)]×金属单价(元/克)★例举1:电镀金成本计算[厚度为3微英寸(μ")]A、计算镀金面积:S=1.0dm2=100CM2则:3μ"=(1÷39.37)×3=0.0762(um)=0.00000762(cm)金盐单价:220元/g金密度:19.3g/CM3B、镀金成本=[镀金面积(CM2)×镀金厚度(CM)×金密度(g/CM3)]÷金盐含量×金盐单价(RMB/g)×[1+带出损耗(%)] =[100(CM2)×0.00000762(CM)×19.3(g/CM3)]÷68.3%×220(RMB)×(1+10%)=5.20元★例举2:电镀铜成本计算[假设镀铜面积为100M2;厚度为0.7mil]A、镀铜面积:100M2=1000000CM2镀铜厚度:0.7mil=0.7×0.00254CM铜的密度:8.9g/CM3B、镀铜成本=镀铜面积(CM2)×镀铜厚度(CM)×铜密度(g/CM3)×[1+带出损耗率(%)]×铜价格(元/g)=1000000CM2×(0.7×0.00254)CM×8.9g/CM3×(1+10%)×(45元/KG÷1000)=783.298元化学镀镍加工成本核算方法对于化学镀镍加工成本问题是每一个化学镀镍加工厂最为关心的问题,也是要投入这一行业的人员首先应该考虑的问题,然而对一般的原料供应商及技术转让单位为了让准客户决心投产而往往对加工成本一事有故意报低的事实,特别是有些单位甚至于说化学镀镍的成本仅为电镀成本的三分之一,这纯属无稽之谈,因为其一电镀是利用电还原沉积,无论如何它都比化学镀镍中使用还原剂氧化还原沉积要廉价的多,更何况化学镀镍中还原剂的利用率远没有电镀高。
1电镀金:金耗用量的计算及耗用标准

1.计算公式:
镀层贵金属消耗成本(元)=表面积(dm2)×镀层厚度(μm) ×镀层的密度(g/cm3)×10-2×金属价格(元/g)
2.参数
(1)工件面积:2534400dm2/月。
(2)镀层厚度:在1.5A/dm2条件下,0.5min金镀层的厚度为0.0417/μm。
(3)金的密度:19.39/cm3。
(4)金的价格:175元/g。
3.计算
(1)金镀层的金属成本=2534400×0.0417×19.3×10-2×175=3569493.3元/月)
(2)单位面积耗用标准
1.基础数据
(1)利润率:按产值的10%计算。
(2)管理费用:按产值的5%计算。
(3)税:按产值的5%计算。
2.计算
设金工序的报价为2元/dm2
(1)耗用标准
电耗用标准+人员工资耗用标准+固定资产分摊标准+
金属阳极耗用标准+水的耗用标准+化学材料耗用标准=0.0004+0.0049+0.0017+1.4825+0.0024+0.0244=1.5163(元/dm2)
(2)报价计算
1.5163+x×10%+x×5%+x×5%=x
3.数据分析
(1)电占比例:
(2)人员工资占比例:
(3)固定资产分摊占比例:
(4)金属阳极占比例:
(5)水占比例:
(6)化学材料占比例:
(7)月产值:
2407680dm2/月=l.8954元/dm2=456.4万元/月。
电镀计算

著作者:ALLAN CHIEN/版本: F 版/日期:2005年07月01日/頁次: 3-3 ◎◎◎本教材之著作權乃屬恆伸工作室所有,未經允許不得任意翻印◎◎◎
第三章、電鍍計算
20萬支端子耗 PGC 量 ⑶每個鎳槽電鍍面積 = 每個鎳槽電流密度 = 每個金槽電鍍面積 = =0.0072AZ = 0.0072*400*11.5 = 33.12g 2 2 2*1000*82/6 = 27333.33mm = 2.73dm 50/2.73 = 18.32ASD 2 2 2*1000*20/6 = 6666.667mm = 0.67dm
七. 綜合計算A: 假設電鍍一批D-25P端子,數量有20萬支,生產速度為 20M/min ,每個鎳槽鎳電流 為 50Amp 、金電流為4Amp、錫電流為 40Amp ,實際電鍍所測出厚度鎳為43μ˝ 、金 為 11.5μ˝、錫為 150μ˝,每個電鍍槽長度皆為2M,鎳槽 3 個、金槽 2個、錫槽 3 個, 2 2 2 每支端子鍍鎳面積為 82mm 、鍍金面積為 20mm 、鍍錫面積為46mm ,每支端子? 端 子 間距為 6.0mm 。 請問:⑴20萬支端子須多久可以完成? ⑵總耗純金量為多少 g ?換算 PGC 為多少g ⑶每個鎳、金、錫槽電流密度各為多少? ⑷每個鎳、金、錫電鍍效率為多少? 解答:⑴20萬支端子總長度 = 200000*6 = 1200000mm = 1200M 20萬支端子耗時 = 1200/20 = 60min = 1hr 2 2 ⑵20萬支端子總面積 = 200000*20 = 4000000mm = 400dm 20萬支端子耗純金量 = 0.0049AZ = 0.0049*400*11.5 = 22.54g
著作者:ALLAN CHIEN/版本: F 版/日期:2005年07月01日/頁次: 3-4 ◎◎◎本教材之著作權乃屬恆伸工作室所有,未經允許不得任意翻印◎◎◎
电镀成本计算公式

电镀成本计算公式电镀成本的计算可不是一件简单的事儿,它涉及到好多方面的因素呢。
咱先来说说电镀成本的主要构成部分。
一般来讲,包括直接材料成本、直接人工成本、制造费用这三大块。
直接材料成本,就是那些用于电镀的化学品、金属材料等等。
比如说,镀镍需要用到镍盐,镀铜得有铜盐,这些材料的价格可都不便宜。
就拿我之前在一家电镀厂的经历来说,有一次厂里进了一批新的镍盐,价格比之前涨了不少。
为了控制成本,我们可真是费了不少心思,到处去打听哪里能买到更实惠的。
直接人工成本呢,就是工人干活儿的工资啦。
这包括操作电镀设备的工人,还有负责质量检测的人员等等。
像我们厂有个老师傅,技术特别好,干起活来又快又稳,但是工资也相对高一些。
这就提醒我们,既要保证工人的技术水平,又得想办法提高工作效率,不然人工成本可就上去了。
制造费用这一块就比较复杂了,里面有设备的折旧费、水电费、厂房租金等等。
我记得有一回,厂里的一台关键电镀设备出了故障,维修费用花了不少,还耽误了生产进度,这可给成本带来了不小的压力。
接下来,咱们具体说说电镀成本的计算公式。
一般来说,电镀成本= 直接材料成本 + 直接人工成本 + 制造费用。
直接材料成本可以通过使用量乘以单价来计算。
比如说,用了10 千克的镍盐,每千克50 元,那这部分成本就是 500 元。
直接人工成本呢,就是工人工作的时间乘以每小时的工资。
假如一个工人工作了 8 小时,每小时工资 20 元,那这就是 160 元。
制造费用就得根据具体的情况来分摊了,比如说设备的折旧费,可以按照使用年限和预计总工作量来计算每年或者每月的折旧额。
还有啊,电镀成本还得考虑废品率和次品率。
要是镀出来的产品不合格的太多,那成本可就大大增加了。
有一次,我们厂接了一个大订单,结果因为操作不当,废品率一下子上去了,不仅损失了材料和人工,还差点耽误了交货时间,给客户留下不好的印象。
另外,电镀的工艺和质量要求也会对成本产生很大影响。
要求越高,成本也就越高。
电镀计算数据

电镀计算数据1 电镀电流 ( A )①方法l =长Х宽÷92900Х电流密度Х2Х有效电镀面积百分比②方法2 =长Х宽Х10.76Х电流密度Х2Х有效电镀面积百分比③方法3=长Х宽Х电流密度Х2Х有效电镀面积百分比2 平方尺:=长Х宽÷92900 =长Х宽Х10.763 光剂添加量:=电镀总电流Х电镀时间÷604 计算单位①长度单位、方法1 - 毫米方法2 - 米方法3 - 分米②电流密度: 方法1、2: 18—22 ASF, 方法3: 1—3 ASF, 镀锡: 7 —10 ASF③光剂: 毫升④电流: 安⑤时间: 分钟5 电镀时间: 一次铜: 8-12分钟, 二次铜: 30–40分钟. 镀锡:7–12分钟6 公式中的2表示双面,1表示单面。
有效电镀面积百分比指两面有效电镀面积的和的平均值7 计算实例: 现有一块双面线路板尺寸为长300毫米,宽200毫米,图形有效电镀面积为50%A 方法la 镀一次铜:=长Х宽÷92900Х电流密度=300Х200÷92900Х2Х20=25.83 ( A )b 镀二次铜:=300Х200÷92900Х2Х22Х50%=14.21 ( A )c 镀锡:=长Х宽÷92900Х电流密度Х有效电镀面积百分比=300Х200÷92900Х2Х10Х50%=6.46 ( A )B 方法2a 镀一次铜:=长Х宽Х10.76Х电流密度=0.3Х0.2Х10.76Х2Х20=25.82 ( A )b 镀二次铜:=长Х宽Х10.76Х电流密度Х有效电镀面积百分比=0.3Х0.2Х10.76Х2Х22Х50%=14.20 ( A )c 镀锡:=长Х宽Х10.76Х电流密度Х有效电镀面积百分比=0.3Х0.2Х10.76Х2Х10Х50%=6.46 ( A )C 方法3 :电镀电流:=长Х宽Х2Х电流密度=3Х2Х2Х2=24 ( A )D 光剂添加量:=电镀总电流Х电镀时间÷60=600Х15÷60=150 ( Ml)( 假设一缸板电镀电流为600A,电镀时间为15分钟,那么需要添加的铜光剂、锡光剂量分别为150毫升。
电镀计算方法(10.15)
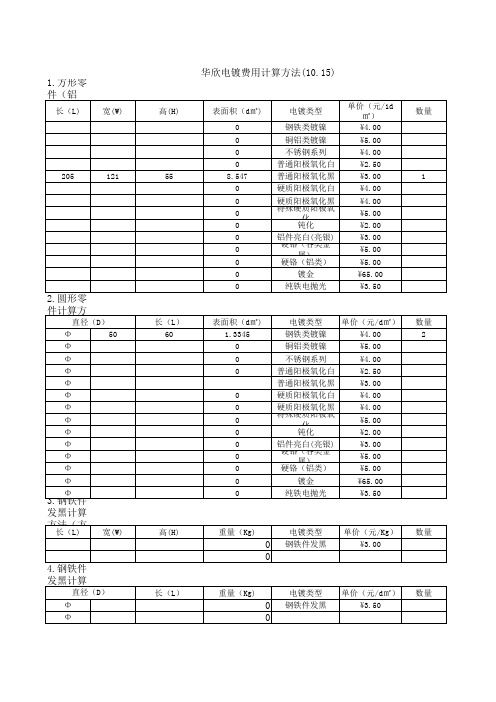
3.钢铁件发黑计算方法(方形):
长(L) 宽(W) 高(H) 重量(Kg)
0 0 4.钢铁件发黑计算方法(圆形):
直径(D) Φ Φ 长(L) 重量(Kg)
电镀类型 钢铁件发黑
单价(元/Kg) ¥3.00
数量
0 0
电镀类型 钢铁件发黑
单价(元/d㎡) ¥3.50
数量
5.小件(RMB/EA<1d㎡)电镀计算方法:
电镀类型 钢铁类镀镍 铜铝类镀镍 不锈钢系列 普通阳极氧化白 普通阳极氧化黑 硬质阳极氧化白 硬质阳极氧化黑 特殊硬质阳极氧化 不锈钢钝化 铝件亮白(亮银) 硬铬(各类金属) 硬铬(铝类) 镀金 不锈钢电抛光
单价 1.00~3.00 1.50~3.00 1.5~3.0 1.0~1.5 1.5~2.0 2.0~3.00 2.0~3.00 5.00~8.00 1.00~2.00 1.0~1.8 5.00~8.00 5.0~8.0 20~50.00 1.0~2.0
金额 ¥0.00 ¥0.00
金额 ¥0.00 ¥0.00
金额 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00
金额 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥25.64 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00
金额 ¥10.68 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00
华欣电镀费用计算方法(10.15) 1.方形零件(铝件)计算方法:
真空电镀工艺成本分析范例
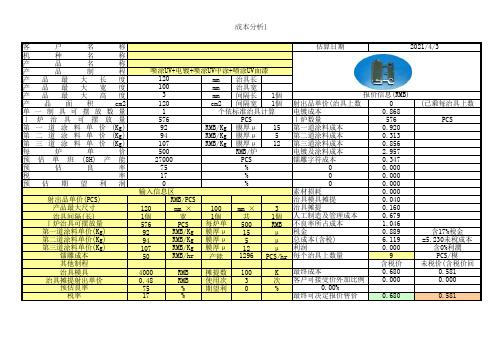
2.957
27000
PCS
镭字符成本
0.347
75
%
0
0.000
17
%
0
0.000
0
%
0
0.000
输入信息区
素材损耗
0.000
RMB/PCS
治具模具摊提
0.040
120
mm ×
100 mm ×
3 治具摊提
0.160
1個
宽
1個
共
1個 人工制造及管理成本
0.679
576
PCS 每炉单 500
RMB 不良率所占成本
治具间隔(长) ㄧ炉治具可摆放量 第一道涂料单价(Kg) 第二道涂料单价(Kg) 第三道涂料单价(Kg)
镭雕成本 其他制程
治具模具 治具摊提射出单价
预估良率 税率
估算日期
2021/4/3
喷涂UV+电镀+喷涂UV中涂+喷涂UV面漆
产品图片
120
mm 治具长
100
mm 治具宽
3
mm 间隔长 1個
报价信息(RMB)
成本分析1
客
户
名
称
机
种
名
称
产
品
名
称
产
品
制
程
产品最大长度
产品最大宽度
产品最大高度
产品面积
cm2
单一制具可摆放数量
ㄧ炉治具可摆放量
第 一 道 涂 料 单 价 (Kg)
第 二 道 涂 料 单 价 (Kg)
第 三 道 涂 料 单 价 (Kg)
每
炉
单
价
预 估 单 班 (8H) 产 能
电镀公式及计算实例
电镀公式及计算实例
/min)计算时,η最好不要取100%(可以取小点,如95%),因为实际电镀时,有未估算到的面积(如针尖、导线破漏),这些都相当于降低了效率。
查手册可知,Cu的密度γ=8、92 g/cm3,二价Cu2+的电化学当量K=1、186 g/(Ah)实例一、要求速率是v=0、5μm /min时,假设η=95%,电流密度D=?
D=60γv/(100Kη)=608、9
20、5/(1001、18695%)=2、375A/dm2实例二、反过来,要求电流密度D=1A/dm2时,假设η=95%,计算速率v=?
v=100KDη/(60γ)=1001、186195%/(608、92)=0、2105μm
/min(因为v与D成正比,所以记住这个数,可以简易换算,溶液里是二价Cu2+时,v=0、2105D,上次算的0、2216是假设
η=100%算的)。
比如,若D=2 A/dm2,则v=0、21052=0、
4210μm /min再如,若v=0、5μm /min,则D=0、
50、2105=2、375A/dm2可以利用公式v/D=100Kη/(60γ)及电化学当量表自己计算出常用金属Au、Ag+、Cu2+、Sn2+、Ni2+的v/D值,记住这些值,就可以简易换算。
第 1 页共 1 页。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电镀电镀厚度及成本的计算公式
一、镀层厚度:
1、理论计算公式:Q=I×TI=J×S
Q:表示电量,反应在PCB上为镀层厚度;
I:表示电镀所使用的电流,单位为A(安培);
T:表示电镀所需的时间,单位为min(分钟);
J:表示电镀密度,指每平方英尺的单位面积上通过多少安培的电流,单位为ASF(A/Ft2);
S:表示受镀面积,单位为Ft2(平方英尺)。
2、计算公式:【备注:1um=39.37微英寸(μ")=0.03937毫英寸(mil)】
(1)、铜镀层厚度(um)=电流密度(ASF)×电镀时间(min)×电镀效率(%)×0.0202(电镀系数)
(2)、镍镀层厚度(um)=电流密度(ASF)×电镀时间(min)×电镀效率(%)×0.0182(电镀系数)
(3)、锡镀层厚度(um)=电流密度(ASF)×电镀时间(min)×电镀效率(%)×0.0456(电镀系数)
二、电镀成本计算方法:
电镀成本=面积(CM2)×厚度(CM)×金属密度(g/CM3)×[1+带出损耗率(%)]×金属单价(元/克)
★例举1:电镀金成本计算[厚度为3微英寸(μ")]
A、计算镀金面积:S=1.0dm2=100CM2
则:3μ"=(1÷39.37)×3=0.0762(um)=0.00000762(cm)
金盐单价:220元/g
金密度:19.3g/CM3
B、镀金成本=[镀金面积(CM2)×镀金厚度(CM)×金密度(g/CM3)]÷金盐含量×金盐单价(RMB/g)×[1+带出损耗(%)] =[100(CM2)×0.00000762(CM)×19.3(g/CM3)]÷68.3%×220(RMB)×(1+10%)
=5.20元
★例举2:电镀铜成本计算[假设镀铜面积为100M2;厚度为0.7mil]
A、镀铜面积:100M2=1000000CM2
镀铜厚度:0.7mil=0.7×0.00254CM
铜的密度:8.9g/CM3
B、镀铜成本=镀铜面积(CM2)×镀铜厚度(CM)×铜密度(g/CM3)×[1+带出损耗率(%)]×铜价格(元/g)
=1000000CM2×(0.7×0.00254)CM×8.9g/CM3×(1+10%)×(45元/KG÷1000)
=783.298元
化学镀镍加工成本核算方法
对于化学镀镍加工成本问题是每一个化学镀镍加工厂最为关心的问题,也是要投入这一行业的人员首先应该考虑的问题,然而对一般的原料供应商及技术转让单位为了让准客户决心投产而往往对加工成本一事有故意报低的事实,特别是有些单位甚至于说化学镀镍的成本仅为电镀成本的三分之一,这纯属无稽之谈,因为其一电镀是利用电还原沉积,无论如何它都比化学镀镍中使用还原剂氧化还原沉积要廉价的多,更何况化学镀镍中还原剂的利用率远没有电镀高。
其二,电镀的品种很多,其成本存在天壤之别。
比如镀锌,价格较低,一般加工成本在700元左右每吨,电镀镍约为0.5-0.7元每平方分米镀10微米;化学镀镍与镀铬同样也没有可比性。
这样就要求我们自已要掌握化学镀镍加工成本的计算方法,结合自已的实际情况,以核算自已的生产加工总成本。
化学镀镍加工成本一般有以下几块组成:
1、镀液成本:
化学镀液成本可以这样计算:每平方分米镀10微米消耗材料有硫酸镍4.4克;次亚磷酸钠5.3克;醋酸钠3.0克。
络合剂、稳定剂、光亮剂等其它材料约0.08元;现在市场材料价格大致为:硫酸镍23元/公斤;次亚磷酸钠14元/公斤;醋酸钠4元/公斤。
这样每平方分米镀10微米厚镀层的镀液成本约合计为0.2元。
如果你是使用浓缩液,镀液成本还会高一些,一般在0.4-0.5元之间不等。
2.前处理材料费用:
镀液前处理根据不同材质加工件处理液及处理方法各不相同,所以前处理的成本也不相同。
钢铁件的前处理材料费用约为0.02元/平方分米;铝件约为0.1元;铜件约0.06元;非金属件还要高些,约0.2-0.3元。
3.后处理(不含热处理及包装费用)材料费用基本差不多,约0.03元左右。
4.水、电、燃煤费用:
如果仅计算照明、除油、空压泵、水泵等用电及清洗用水成本约0.05元;如果采用电加热,成本约为0.2元。
如果采用蒸汽作为加热介质,其煤费用约0.06元,水电煤合计为0.11元(蒸汽加热)或0.2元(电加热)。
5.管理费用及工资支出:
此费用与管理水平、地区不同有较大差别,一般估计其成本应为0.15-0.2元。
6.税金:
化学镀镍加工的总成本中的可取得增值税票的部分不多,所以税负相对较重,一般占到含税产值的10%,如果按现行最低加工费1.5元/平方分米镀10微米计算税金应交0.15元左。