关于出口模具的标准
出口模具制造基本要求
出口模具制造基本要求一、设计要求 (2)a) 输入要求分析 (2)b) 技术要求理解 (6)c) 初步设计反馈 (8)d) 更新设计反馈 (10)e) 设计确认............................................................错误!未定义书签。
二、加工要求 (11)f) 材料采购 (11)g) 零件编号 (11)h) 加工标准 (11)i) 标准件要求 (11)j) 零件精度要求 (11)k) 零件检测 (11)三、装配要求 (11)l) 接触要求 (11)m) 研配要求 (11)四、试模要求 (11)n) 试模材料准备 (11)o) 试模设备确认 (11)p) 零件尺寸确认 (11)q) 压力确认 (11)五、验收要求 (12)r) 最终数据确认 (12)s) 生产要求符合确认 (12)t) 生产状态下确认 (12)u) 模具内、外部结构拆卸并确认 (12)v) 模具标牌确认 (12)w) 模具外形喷漆确认 (12)x) 易损件快拆确认 (12)y) 外观要求验收 (12)六、包装要求 (12)z) 清洁要求 (12)aa) 防锈处理要求 (12)bb) 防潮处理要求 (12)cc) 模具固定要求 (12)dd) 包装箱固定要求 (12)七、运输要求 (13)ee) EXW、FOB、DDU、DDP 不同类型交货方式的理解 (13)ff) 形式发票、装箱单、托书、报关单、核销单 (13)八、数据要求 (13)gg) 模具最终的2D数据 (13)hh) 模具最终的3D数据 (13)ii) 产品最终的CMM检测报告 (13)jj) 试模材料、模具材料的材质报告 (13)kk) 模具零件清单 (13)ll) 模具备件清单 (13)mm) 所有文件清单 (13)一、设计要求a)输入要求分析针对每次报价,首先要分析几大要素:1.模具大小、形式、技术是否能达到客户的要求,如果达不到则发邮件说明无法满足而不用报价,如基本满足除个别方面无法满足,则有条件报价。
出口汽车模具设计标准

Ejector pin
Safety return pin of the slide 当行位下有顶针时,行位座下面要加防撞顶针!
弹簧用盘起标准 行位座弹簧跟限位
前模吊模孔 整套模吊模孔 后模吊模孔
模具超过600mm的AB板吊模孔和整套模的吊模孔要做到M48。
天侧
虎口耐磨块要藏到模具里面
行位尽量不要放在天侧
模胚LKM标准, 导柱导套LKM标准。
顶针司筒用盘起仿制的。
模具的导套 用钢套
模具的中托司套 用石墨青铜
行位压块和底部耐磨块,石 墨青铜
行位斜背耐磨块用CR12 HRC48-52
模具全部要设计成工字模,面底板要 将模具的外部配件保护起来。
模具的水嘴和快 插用仿HASCO
模具的其他标准用盘起或者锦鸿
1:模板的4面都要做两个吊模孔,AB 板的吊模孔要做大一点。 2:零件重量超过10KG的要做M16的吊模孔。
快插类型
热流道的运水要单独连接 ,不要接到集水盒上
集水盒上的总进总出接头 我司不用提供
模具的运水最少做¢10mm,运水接头最小用1/4”,水嘴用仿HASCO标准, 运水要接到集水盒上面,集水盒本厂做(用S50C)。
水嘴的快插用90°的弯头,水管接好后不能超出面底板。
水嘴不用沉入模具
所有的运水进出都要在非操作侧。
如果行位在其它侧,要在模板上打孔将 运水接到非操作侧这边。
镶件大于60x60x50要走运水,如果走不进运水镶 件需用铍铜料。
运水避免死水,当存在死水 时,需增加止水栓。
当模具用到大于600吨(含600)的机台时顶出用氮 气弹簧复位,氮气弹簧用DADCO标准。
吊环孔喷吊环的大小
分型面定位锁用 LKM标准
出口模具设计规范标准

出口模具设计规A.通则1.使用FL1TABA标准模座结构组模座。
2.使用正钢或同规格标准模具零件、配件。
3.所有导销(GUIDE PIN),衬套(BUSHING)必须在尾端有凸型。
4.所有模具设计图面纸尺寸需统一便用全开规格尺寸,并等核准后,才开始制作。
5.模具上成品部分加工时,应以成品图中尺寸公差的半值来做为加工公差,不得使用成品图上之公差来加工。
6.所有度量单位以英制为准,长度使用亳米,重量使用公斤,温度使用摄氏(C)。
7.压力以英制PSI为单位,1PSI=1磅/平方英寸=14.2公斤/平方公分。
& 确认模厚,夹模板行程,顶出行程。
9.公母模四侧面吊模孔位置,“A” "B”板每一相邻两侧最少有一吊模孔,其他模板最少有一侧面有吊模孔。
10.四支导销中之任一支,必须做成偏心,即不与其他三支对称,以防止公、母模反向合模。
11.打印钢材规格及硬度於模仁底面。
12.详列材料表并标示材料与表面处理规格,并标示电热器瓦数规格与电压大小。
13.打印,编号所有模具零件。
14.模具两侧面,应与装箱前以铁条固定,以免模面分开。
15.同一成品模穴超过一个穴时,应采用连续编号以便识别模穴。
16.在模座上需有一吊模孔於模具重心位置,以避免吊模时模具倾斜,并确定螺纹与深度足够负荷模重。
17.除模仁有大面积梯阶靠破外,均应装置模面锁定块(PARTING LINE LOCKS)。
18.肋片深度超过5nnn时,需於肋底部加逸气销或以镶件制作,以利塑料充填。
19.以销子做平面靠破时,应将销子顶端加长伸入钢材,避免销子顶面压损或变形。
20.成品重要处,应稍预留尺寸,避免加工尺寸过大而导致补焊。
21.模仁未经许可不准补焊。
22.在特殊情况下以补焊修补模具时,应选用模具同材料做焊条,以免材质不同影响成品之外观及留下痕迹。
23.各项装配组立均应确实控制公差,不得有敲击之痕迹留下。
24.所有的模板除分模面外,其余角落应倒角。
模具出货包装要求
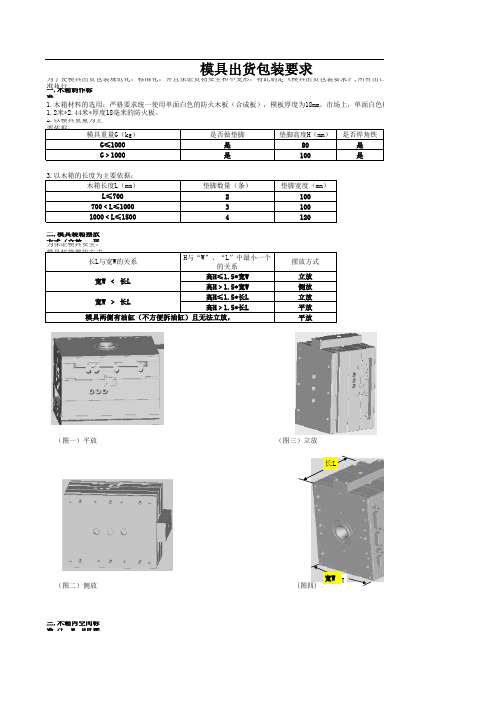
一.木箱制作标准:2.以模具重量为主要依据:是否做垫脚垫脚高度H(mm)是否焊角铁是80是是100是垫脚数量(条)垫脚宽度(mm)210031004120二.模具装箱摆放方式(立放 、平为保证模具安全,模具装箱摆放方式H与“W”、“L”中最小一个的关系摆放方式高H≤1.5*宽W 立放高H﹥1.5*宽W侧放高H≤1.5*长L 立放高H﹥1.5*长L平放平放(图一)平放(图三)立放(图二)侧放 (图四)三.木箱内空间标准(L、W、H见图模具两侧有油缸(不方便拆油缸)且无法立放,G﹥1000G≤1000宽W ﹥ 长L 宽W ﹤ 长L L≤700木箱长度L(mm)700﹤L≤1000长L与宽W的关系1000﹤L≤1500模具重量G(kg)3.以木箱的长度为主要依据:为了使模具出货包装规范化,标准化,并且保证货物安全和不变形,特此制定《模具出货包装要求》,所有出口模准执行。
1.木箱材料的选用:严格要求统一使用单面白色的防火木板(合成板),模板厚度为18mm。
市场上,单面白色标准1.2米*2.44米*厚度18毫米的防火板。
模具出货包装要求L宽W长L模具长*宽*高(mm)L*W*HL*W*HL*W*H四.模具包装标准说明及示意图1.木箱八个角要垫上珍珠绵3.真空包装袋4.珍珠绵(图五) 1.木箱八个角要垫上珍珠绵3.真空包装袋4.珍珠绵(图六) 6.垫块,需要多(60+H)*(60+W)*(50+L)(60+L)*(60+H)*(50+W)摆放方式1.模具重量大于或等于1000公斤的模具,采用以下图五所示的包装标准。
9.装箱后模具的顶铜公等所有配件及文件资料摆放区6.垫块,需要多少5.角铁,每个角边加固7.木箱,必须选用火板2.保鲜纸,模具先卷上保鲜纸(60+L)*(60+W)*(50+H)立放2.模具重量小于1000公斤的模具,采用以下图六所示的包装标准。
5.角铁,周圈角铁8.垫脚,垫脚高度2.保鲜纸,模具先卷上保鲜纸平放侧放7.木箱,必须选用火板8.垫脚,垫脚高度9.装箱后模具的顶铜公等所有配件及文件资料摆放区木箱内空间长*宽*高(mm)345912678192345768防火木板选用厚度(mm)1818出口模具包装必须严格按此标色标准规格为高高H火板。
出口模具标准件细则精编版
出口模具标准件细则集团企业公司编码:(LL3698-KKI1269-TM2483-LUI12689-ITT289-出口模具标准件不同于普通货物的出口,虽然中国制造的sino模具的出口目的地很广泛,远至欧洲、北美、中东,近至东南亚、日本、韩国,这些国家和地区,都是中国模具的出口目的地,但是我们行业里所说的出口模具,一般是指出口到欧洲、北美和日韩等国家和地区的模具。
按照模具的设计理念和风格的不同,目前出口模具可以简单的分为三大类,也就是三大标准体系,亚洲的日本和韩国,甚至还包含我国台湾地区,其模具风格很接近,模具标准采用日本标准,代表性的就是MISUMI 标准,计量单位采用公制,以软模为主,制模周期相对较短,产品更新换代较快。
除了个别大公司外,热流道的普及率较低,模具的性价比较高。
欧洲的英国、德国、法国、意大利和荷兰等国家,模具采用欧洲标准,最具代表性的就是德国的HASCO标准,其次每个国家都有自己的标准,比如英国有DMS标准,法国有RABOURDIN标准,但这些标准与HASCO标准既有区别,又有相类似的地方。
例如,订购HASCO标准模胚,导柱、导套、模板等元件,都是按零件单件供货的,每套模胚的面板和底板都可以选择相同的零件,也可以不同,有带定位圈孔的,有不带定位圈安装孔的,这些零件采购回来后,需要自己组装成模胚。
在欧洲,很多模具的面板和底板都带定位圈,这些特点都和国内模具不同。
如图1所示是一套RABOURDIN标准的模胚,可以看出其面板F5和底板F5完全相同,导柱导套直径3大1小,大的是32,小的是30,模板长宽都带6,模胚的导柱和导套都带定位功能,这一点和HASCO类似。
模具元件都是公制标准,运水接头也是公制螺纹。
欧洲模具的设计理念是水口料的模具内自动剪切,不得采用人工削水口料,注塑生产必须采用全自动,因而三板模细水口进胶的模具十分少见。
最常用的就是潜水和牛角进胶(也叫香蕉入水),因为这两种进胶能够在模具内自动切断。
满足这些出口模制造要求,你才能能合格
满足这些出口模制造要求,你才能能合格1. 唧咀部分:(1) 唧咀口R均为1/2”,以标准件擦红丹检验为准,特别注明除外。
(2) 所有唧咀、法兰要打上客户编号。
(3) 所有唧咀要做管位。
(4) 如注塑透明料及腐蚀料,唧咀用420SS(GS2083/2316S);啤普通料用H13(GS2344)或P20(GS2738)(按客户TOOL PLAN要求),如用420SS(GS2083/2316S)或H13(GS2344),则钢料需淬火。
2. 流道、浇口(入水):(1) 流道尺寸、浇口(入水)形式必须按图纸加工。
(2) 流道不能有披锋、夹口。
(3) 流道必须省滑,转角位执圆角,以便走畅顺。
(4) 如流道有改动、移位,不能用红铜塞,而要烧焊或做镶件。
3. 内模、行位、模胚:(1) 内模面不管平面、斜位或凹凸枕位,必须执顺、执平滑,不能有打磨机纹或刀纹。
(2) 内模如无特殊原因,必须考虑做锁位,一般情况下,下模做凸枕位,上模做凹锁位,斜度为5~10°。
(3) 行位线条用H13(GS2344)钢料,且需淬硬至HRC42~44°,每次装模必须装管钉。
(4) A、B板查框口不能倒角,只能用锉执钝。
4. 镶件、盖板:(1) 一套模上有多少镶件要以次序编号,不能乱打,不淬火的一定要用钢字码打。
(2) 所有镶件尽量做托位,不允许用销钉。
(3) 热流道电线盖板、斜边顶盖板、司筒针底盖板按次序编号、且尽量用较大字码。
(4) 所有插穿位如需做镶件,且两边都镶,必须用H13(GS2344)或420SS(GS2083/2316S)并淬火。
(单边镶件稍平软)(5) 所有插穿位斜度不得少于5°,特殊情况除外。
5. 顶针、司筒、斜顶、顶针板、撑头部分:(1) 顶针、司筒使用大同产品,司筒必须使用标准型号。
(2) 所有顶针、司筒、回针一定要畅顺且用手能转动。
(3) 所有的顶针、司筒的管位至少为25MM,且应锣光。
欧美出口模胚外观检验要求
导柱和中托司上开油槽
中托司底部和销钉两头要做螺牙
螺牙用手拧到底且有效长度在牙形直径的 1.5倍至2倍 如下图:B为A的1.5~2.0倍
A B
中托司沉入底板部分 不能过紧( +0.01/-0 )
中托司与中托司导套配合要顺畅
中托司沉入模胚部分 B板单边避空0.1MM
4个中托司装反方向,导情况出现(原胶 圈),致使利角划伤胶圈,导致模具渗水。
模胚要求及检查
模胚表面要求光亮无划伤,碰伤,锈 迹等
模胚生锈、撞伤、刮花
模板外形必须平整无台阶
所有非胶位倒C角1—3MM
不能采用打磨机倒角
倒角粗糙
A/B板应标有基准角标识DATUM,天侧TOP标 识,所有字码必须CNC加工
顶针板字字码位置加工错误
字体大小与图不符
字体与图不符
所有模板的4个角 上开撬模坑
010出口模具包装通用标准。
010出口模具包装通用标准。
010 出口模具包装通用标准开开塑胶模具〈深圳〉有限公司文件编号文件版本 1.0 标题内容出口模具包装通用标准页数共2页第1页issued on behalf on the basis of quality, speed up the compilationprogress, is now called Pingliang information complete draft writingtasks and lower local extension of the data collection. Jingning一、目的为明确出口模具的包装要求,确保模具在运输过程中方便储运和吊装,使模具能安全地抵达目的地,特制定此模具包装标准。
二、适用范围出口国外模具。
客人有特殊要求的按客人标准(见《国外客户模具走模包装要求》)。
三、木箱制作要求1、项目工程师根据每套模具的外形特征,参照《木箱作要求表》,对木架作出合理的设计调1、整,明确采购标准,以方便采购的订购工作。
木架的基本结构如下图:f \ A i2. 木箱脚的方向与模具一致,木架脚的数量根据模具大小而设定,模具超过1吨的,需在槽钢的开口部分用角铁加强。
4、护架部分的高低根据模具外露零件的尺寸来制定,模具上如有油缸、扣鸡、延长水咀、热咀接线盒等零配件,则需要加高护架部分。
如果油缸外露部分太长,原则上要拆下油缸用小铁箱包好,与模具分开捆绑在木架内的适当位置。
木架脚的数量根据模具大小而设定,模具超过1吨的,需在槽钢的开口部分用角铁加强。
开开塑胶模具〈深圳〉有限公司文件编号标题内容出口模具包装通用标准文件版本1(0issued on behalf on the basis of quality, speed up the compilati onprogress, is now called Pin glia ng in formatio n complete draft writi ngtasks and lower local exte nsion of the data collecti on. Jingning页数共2页,第2页四、包装步骤1、在模具表面涂上稀释黄油(不要用机油),用薄膜包好模具,以防水,防2、模具装箱模具与木箱的间隙用木板塞挤后铁钉固定模板,防止模具在搬运中滑动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
出口模具的标准
有关与出口模的标准,内容很多,多到说不清。
简单的讲,可以分为两大类:
美英制、公制。
美英制以DME为主、公制以HASCO(欧洲)DAIDO(日本)为主。
一般出口模所要求的标准,都是为了模具出口后,客户方便维护或者模具样式规格的统一。
除了零件上的要求,剩下的就是各个客户他们自己的要求了。
比如设计标准、加工工艺、包装、材质等等。
同一个地区不同客户或多或少会有不同的要求。
以我们公司来说,有日本客户要求简单易懂,有的连螺丝和图纸中的长度差了5mm都会呱呱
叫,严重的还要老板写检讨书!
日本大同标准和大陆做模的标准差部不多,出口模主要是两大标准,欧洲的国家主要用HASCO标准,美洲主要是用DME标准,也就是英制的标准;HASCO与大同主要区别在导柱导套和顶针头的不同,所有的出口模都要加管钉和边锁。
出口模一般都是自动啤货,差不多都是潜水进胶,很少用小水口模胚。
DME和HASCO是国外的标准件品牌供应商,像国内的锦鸿,盘起之类的。
1。
出口模具一般使用当地的标准件
2。
出口模具对于水路要求比较严,不允许水路距离产品太远,能用直通水路的坚决不用水
井。
3。
欧洲模具喜欢分区冷却产品,一路水不允许冷却多个产品,太小的产品除外。
动定模水
路尽量走向一致。
鬼子的模具喜欢用水井。
4。
欧洲中大型模具喜欢用STAUBLI的快换水嘴,换模方便。
5。
动模部分和定模部分要分别起吊平衡,整体起吊平衡。
整体起吊装置不能跨动定模。
6。
大部分零件要求能从分型面拆除。
7。
习惯用弯钩胶口,潜胶口。
避免人工修料把。
取件多用机械手。