3-2铝合金5083焊接工艺要点汇总
船用5083铝合金的MIG焊接工艺研究及缺陷预防
3 如何防止铝 合金焊 接缺 陷 3 . 1 焊接缺陷产生原因分析
铝合金焊接过程出现 , 如根部焊接时部分金属被氧化, 表面出现塌 陷凹坑 , 焊 缝成形不好, 工件变形 , 焊缝末端 烧瘤及 凹坑 等缺陷。这都 1 . 1 焊接材料 是 因为铝 合金材料具 有熔点低 ( 6 5 0 E)、 易氧化 、 导热快 , 这 些特点造 焊接 所采用 的母材 为上 层建筑 所用材 料牌号 为: 5 0 8 3 一H3 2 1 铝 成的 , 只有了解了这些特点, 并 采取相应措施 才能最大限度避免缺陷产 合金, 厚度6 am; r 焊 丝所 用的材 料为 I NDAL cOAL LOYS I A5 1 8 3 生。 1 . 2 mm铝 合金 焊 丝 。 3 . 2 减少焊接缺 陷的措施 1 . 2 焊前准备 可以用适 当调 整焊接工艺, 加 强保护措施, 增加焊接夹具等来提 高 1 . 2 . 1 坡 u加 工 焊接质量 , 避 免缺 陷的产生 。 所 用 的焊 接材 料 为 5 0 8 3 一H3 2 1 铝合金 , 厚度 6 mm, 由于 板 比较 薄 ( 1 ) 调 整焊接方 法及工艺 。 为了提高根部焊 接质量, 根 部可以采 选用 坡 口为V型 , 单边2 7 . 5 。 。 取T I G进行 焊接,( 焊接工艺参 数为: 选用交流电源 , 焊接 电流5 5 A, 气体 1 . 2 . 2 焊 前 清理 流量 为1 5 L / ai r n , 钨 极的直径为2. 0 am, r 焊 丝直径2 . 0 am) r 来避免使 用 首先 , 工件清理 , 坡 口两侧不小 于5 0 am范 围及坡 口内部( r 如果加 MI G焊接坡 口根部 时, 容易造成金属氧化、焊缝成型不均、 焊缝表 面塌 装加 强板 , 加强板也 应清理 ) 的表面应 用机械法 清理 至露 出金属光泽 陷等现象, 为保证焊缝背面成型防止金属氧化, 可以在焊缝背面涂覆焊 并用丙 酮等有机溶 液除去 表面油污 ; 焊 丝清 理 , 由于所用焊 丝比较细 剂 。 ( 1 . 2 am) r 如果表面有氧化膜或油污 , 可用化学法除去 焊丝表面氧化 ( 2 )采取防变形措施 。 为防止铝合金在焊接 时产生的焊接变形 , 待 工件 焊 接 膜及油污 , 本 次试验采用的焊 丝是真空包装 , 且第一次打开 , 经检查后 也可 利 用 具 有 变 形 约 束功 能 的焊 接 工 装 来对 工件 进 行 限制 , 发现焊 丝符合使用要求便直接使用了; 由于铝 合金氧化快, 本次试 验在 完成冷却后再取下工装。 工 件 清 理后 的及 时 完 成 了施 焊 。 4 结 论 1 . 2 . 3 加 强板 安 装 MI G焊接5 0 8 3 铝合金, 较TI G焊有更高的效率 , 要取得较好焊缝质 由于铝合金在 MI G 焊 时热输入较T I G焊时大 , 金属熔化量大, 熔敷 量, 和美观外观, 必须采用合理的焊接工艺参数 。 在进行焊缝根部焊接 金属流动性 好, 且铝合金散 热快, 易引起 熔池塌陷, 坡 口底部焊 缝应 加 时, 如果焊缝 背面不采取保护措施, 金属表面的氧化 就较严重, 焊缝成 装 表 面 加 出半 圆弧槽 的 加 强 板 , 。 形就 较 差 , 所 以焊 缝 背面 必 须 采取 相应 的 保 护 措施 , 本 次 试 验 在 工件 的 1 . 3 焊接参数及设备 背面涂覆焊剂, 加 强 对工 件 的 背 面 保 护 , 效 果 很 好。由 于 铝 合 金 板 的 收 焊 接设 备采用 林肯公司生 产的 数字焊 机 , 型号 为I n v e r t e c C V 缩 较大 , 反变形较大 难以控制 , 在板 板对接平焊 时, 要 采 取合 理 的 焊 5 0 0 , 焊接工艺参数见表1 。 接反变形角度。 如果要进一步 防止变形提 高焊接质量, 可采用专用焊接 工 装 来 防 止 工件 的 变 形 。 表 1 焊接 参 数 焊 接 焊 接 焊 材 直 电 流 电压 速 度 气体 流 量 层 数 方 法 径 根部 MI G 中1 . 2 9 0 -1 0 0 1 8 — 2 O 3 0 0 - 3 4 0 Ar 1 O — l 5 L / mi n 参考文献 填充 MI G 中1 . 2 9 5 一l 1 0 1 9 — 2 1 3 0 0 - 3 4 0 Ar 1 0 - 1 5 L / ai r n 【 1 】 张社奇, 吴才. 铝合金座椅底架机器人M l G 焊工艺【 J 】 . 焊接技术 , 2 0 0 9
铝焊接方法与技巧
铝焊接方法与技巧铝焊接方法与技巧铝焊接,很多人都只是从别人的口里听说过一点,并不十分了解,下面给大家整理了铝焊接方法与技巧,欢迎阅读!1、铝和铝合金管焊接特点和方法铝合金由于重量轻、强度高、耐腐蚀性能好、无磁性、成形性好及低温性能好等特点而被广泛地应用于各种焊接结构产品中,采用铝合金代替钢板材料焊接,结构重量可减轻50 %以上。
因此,铝及铝合金除广泛的应用于航空、航天和电工等领域外,同时还越来越多的应用于石油化学工业。
濮阳中原大化新建空分装置就大量使用了铝镁合金(主要有:5083、5183、5A02相当于旧牌号中的LF2、LF4)。
但是铝及铝合金在焊接过程中,易出现氧化、气孔、热裂纹、烧穿和塌陷等问题。
此类材质是被公认为焊接难度较大的被焊接材料,特别是小径薄壁管的焊接更难掌握。
因此,解决铝及铝合金的这些焊接缺陷是施工过程中必须解决的问题。
2、铝及铝合金的理化性能及焊接特点2.1 易氧化铝和氧的亲和力很强。
在常温下,铝表面就能被氧化成厚度约0.1~0.2 m致密的AL2O3薄膜。
虽然这层氧化铝薄膜比较致密,能防止金属的继续氧化,对自然防腐有利,但它给焊接带来了困难,这是由于氧化铝的熔点(2050℃)远远超过了铝的熔点(600℃左右),比重约为铝的1.4倍。
在焊接过程中,会阻碍金属之间的熔合,易形成夹渣,而且氧化铝薄膜还吸附了较多的水份,焊接时会促使焊缝生成气孔。
2.2 较大的导热系数和比热容铝的导热系数约为钢的四倍,因此,焊接铝材管时,比钢管焊接要消耗更多的热量,为得到高质量的焊接接头,必需采用能量集中,功率大的热源。
2.3 易形成氢气孔铝及铝合金的焊接气孔主要氢气孔。
铝在液态时能大量吸收和溶解氢,在熔融状态下溶解度为0.0069ml/g,而在高温凝固状态下为0.00036 ml/g,前后相差近20倍。
铝的导热系数很大,在相同的焊接工艺条件下,其冷却速度为钢的4~7倍,使金属结晶加快,焊接熔池在快速冷却过程中,氢的溶解度急剧下降,此时析出大量过饱和气体,氢气来不及析出在焊缝金属中形成气孔。
船用5083铝合金TIG焊工艺研究
及 铝 合 金 具 有 区别 于钢 铁 等 其 他 金 属 的焊 接 特
点:
1 )铝 及 铝 合 金 极 易 与 空 气 中的 氧 结 合 生成
致密 的熔 点(ooc) ̄ 的 A1 氧 化膜 。 2 5 ' 8高 2 03 焊接 时 阻碍 金属 间的 良好熔 合 ,并容 易在 熔敷 金 属 中造
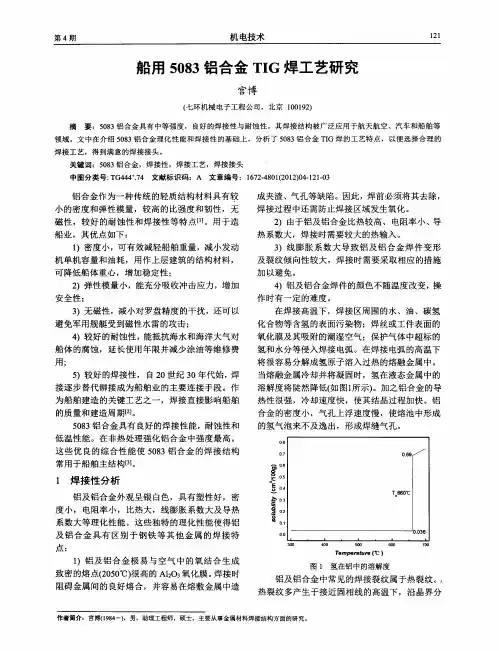
图 1 氢在铝 中的溶解度
铝 及 铝合 金 中常见 的焊 接裂 纹 属于 热裂 纹 。,
热裂 纹 多产生 于接 近 固相 线 的高温 下 ,沿 晶界分
作 者 简介 :宫 博(94 ) 18 - ,男 ,助理 工程 师 ,硕士 ,主 要从 事金 属材 料焊 接结 构方 面的研 究 。
机电技术
布 ;有 时也 可能在 低 于 固相 线 的温度 下 ,沿 多边
形化 边 界形成 。热裂纹 主 要是 由晶界上 的合 金元
21 年8 02 月
两种 特征 形 式 :结 晶裂纹 和液 化裂 纹 。与 热处 理 不 可强化 铝合 金相 比较 ,热处 理 强化铝 合金 更 容 易出现近 缝 区液 化裂 纹 。A — I Mg合 金属 于 热处 理 不可 强化 铝合金 ,其 焊接 裂纹 多为 结 晶裂纹 。 当
热 处 理 强 化 铝 合 金 从 固态 到液 态 无 同 素 异 构 转
变 ,在无 其他 细化 晶粒 措施 的情 况 下 易形成 较大 的 晶粒 。 同时 ,在 焊接 热循 环 的作 用下 ,热 影响 区性 能 的变化 、焊 材 中元 素 的烧 损及 母材 与 焊缝 成 分 的差 异等 因素 , 导致 接头 的耐 蚀性低 于 母材 。 加 之 咬边 、气 孔 、夹渣 、未焊透 等焊 接缺 陷破 坏 接 头 表面 氧化 膜 的连续 性 ,减 小缺 陷处焊 缝 金属 的耐 蚀有 效厚 度 。接触 电解 质 时 ,缺 陷处 的腐 蚀
LNG全容罐5083铝合金吊顶焊接施工技术
的厚 度 为 l 0 m。 0m 2
污染 程 度 小 、价 格低 廉等 许 多优 点 l,其 作 为 清洁 能 3 ] 源 越 来 越受 到青 睐 ,很 多 国家 都 将 L G列 为 首 选 燃 N
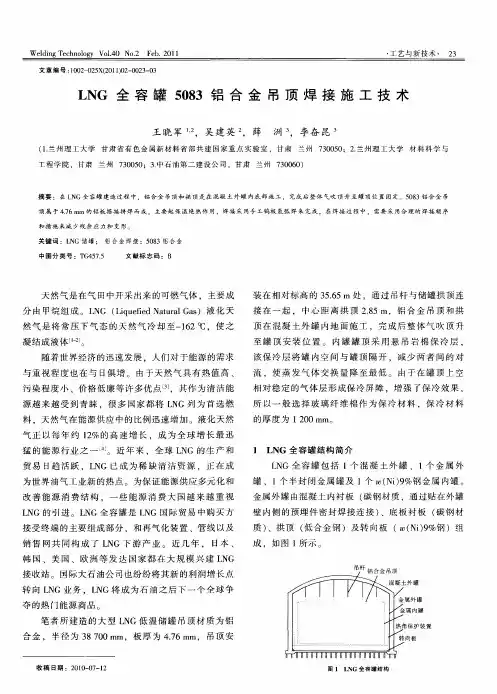
料 ,天 然气 在 能源供 应 中 的 比例 迅速 增加 。液 化天 然 气 正 以每 年 约 1%的 高 速 增 长 ,成 为 全 球 增 长 最 迅 2 猛 的能 源 行 业 之一 [。近 年 来 ,全 球 L 4 ] NG的 生 产 和 贸 易 日趋 活 跃 ,L G 已 成 为 稀 缺 清 洁 资 源 ,正 在 成 N 为世 界 油气 工业 新 的热 点 。为保 证能 源供 应 多元化 和 改 善 能 源 消 费 结 构 .一 些 能 源 消 费 大 国越 来 越 重 视 L NG的 引进 。L G全 容 罐是 L G 国际 贸 易 中购 买 方 N N 接受 终 端 的主要 组成 部分 .和再气 化装 置 、管 线 以及 销 售 网共 同 构 成 了 L G 下 游 产 业 。近 几 年 , 日本 、 N 韩 国 、美 国 、欧洲 等 发 达 国 家都 在 大 规 模 兴 建 L G N 接 收站 。 国际大 石油 公 司也纷 纷将 其新 的利润 增长 点 转 向 L G业 务 .L N NG将 成 为石 油 之后 下一 个 全 球 争 夺 的热 门能 源商 品 。 笔 者所 建 造 的大 型 L G低 温 储 罐 吊顶 材 质 为 铝 N 合 金 ,半 径 为 3 0 87 0mm,板 厚 为 47 .6mm, 吊顶 安
文章 编 号 :0 2 05 (0 0 — 0 3 0 10 — 2 X2 1)2 0 2 — 3 1
5083铝合金罐双人双面TIG对焊工艺研究
10.16638/ki.1671-7988.2018.20.0745083铝合金罐双人双面TIG对焊工艺研究冯鹏,苟海成,张亚鹏(陕汽淮南专用汽车有限公司,安徽淮南232008)摘要:铝合金材质具有自重轻、免喷涂和耐腐蚀性强等性能优势,已成为汽车制造业轻量化的首选材料。
文章主要针对公司新产品铝合金罐车,分析和验证了罐体环缝双人双面TIG对焊打底工艺方法,总结固化工艺,为公司小批量试生产及批量化生产奠定了基础,确保了焊缝符合国标质量要求,提升了产品的竞争力。
关键词:铝合金罐;环缝焊接方法;焊接工艺中图分类号:U467.3 文献标识码:B 文章编号:1671-7988(2018)20-199-04The research of 5083 Aluminum alloy tank double-side TIG technologyFeng Peng, Gou HaiCheng, Zhang Yapeng( Shaanxi automobile huainan special purpose vehicle co. LTD, Anhui Huainan 232008 )Abstract: Aluminum alloy material has advantages of light weight, no spraying and strong corrosion resistance.It has become the first choice material of lightweight in automobile industry. This article mainly aims at the company's new product aluminum alloy tank car. Analyzes and verifies the double-sided TIG process method of tank ring weld. Technical requirements were identified. It provide that foundation for the small batch production and batch production of the company. It ensures that the weld meets the quality requirements of national standards. Improved the competitiveness of products.Keywords: Aluminum alloy tank; ring weld welding methods; Welding technologyCLC NO.: U463.7 Document Code: B Article ID: 1671-7988(2018)20-199-04引言危险品罐式半挂车轻量化设计的一个重要手段就是采用Al、Mg等轻质合金材料来制造,如今重卡变速箱、油箱、储气筒等关键零部件已逐渐使用铝合金材质。
铝合金焊接工艺
铝合金焊接工艺铝合金焊接工艺铝合金具有重量轻、比强度高、耐腐蚀性好、无磁性、成形性好及低温性能好等特点,因此被广泛地应用于各种焊接结构产品中。
采用铝合金代替钢板材料焊接,结构重量可减轻50%以上。
然而,铝合金焊接也有几大难点:接头软化严重、表面易产生难熔的氧化膜、容易产生气孔和热裂纹、线膨胀系数大、热导率大。
因此,铝合金的焊接要求采用能量密度大、焊接热输入小、焊接速度高的高效焊接方法。
焊接要求1.生产储存环境和辅助材料使用的要求1.1 生产储存环境温度、湿度的要求铝合金的生产和储存环境必须防尘、防水、干燥。
环境温度通常应控制在5℃以上,湿度控制在70%以下。
焊接环境的湿度不能太高,湿度过高会使焊缝中气孔的产生几率明显增加,影响焊接质量。
应设置挡风板以避免室内穿堂风的影响。
1.2 焊丝及送气软管的使用要求焊材的使用应注意储存。
铝焊丝要与钢焊材分开储存。
焊接完成后,要在焊机中取出焊丝进行密封处理,防止污染。
送气软管最好使用特富龙软管(Teflon)。
1.3 工装的选用铝合金焊接最好选用点接触形式的工装,以减小工装与工件的接触面积。
如果工装对工件是面接触,会带走工件的热量,加速了熔池的凝固,不利于焊缝气孔的排除。
2.焊丝及保护气体的选用2.1 焊丝的选用铝及铝合金焊丝的选用应使对接接头的抗拉强度、塑性达到规定要求。
焊丝的选用主要按照下列原则:纯铝焊丝的纯度一般不低于母材,铝合金焊丝的化学成分一般与母材相应或相近,铝合金焊丝中的耐蚀元素的含量一般不低于母材。
异种铝材焊接时应按耐蚀较高、强度高的母材选择焊丝。
不要求耐蚀性的高强度铝合金可采用异种成分的焊丝,如铝硅合金焊丝SAlSi一1等(注意强度可能低于母材)。
针对5083母材的焊接,建议选择5087/AlMg4.5MnZr焊丝,因为该焊丝具有良好的抗裂性、抗气孔性和强度性能。
在选择焊丝规格时,应优先选择大直径规格的焊丝。
相同重量的焊丝,大规格焊丝的表面积要小很多,因此表面污染较少,氧化区域也较小,焊接质量更容易达到要求。
铝制品焊接方法和技巧
铝制品焊接方法和技巧介绍铝制品焊接是将铝材料进行熔接的工艺,常用于汽车、航空航天、建筑等领域。
本文将深入探讨铝制品焊接的方法和技巧,帮助读者了解如何有效进行铝制品焊接。
选择合适的焊接方法在进行铝制品焊接之前,首先要选择合适的焊接方法。
铝制品常用的焊接方法有以下几种:1. TIG(氩弧焊)TIG焊接是一种常用的铝制品焊接方法。
其特点是焊缝质量高、气体保护效果好。
在进行TIG焊接时,通常需要使用纯氩气作为保护气体,以防止焊缝氧化。
同时,TIG焊接还需要采用直流电源和钨极进行操作。
2. MIG(金属惰性气体焊接)MIG焊接是一种高效的焊接方法,适用于大规模生产。
在进行MIG焊接时,需要使用类似于TIG焊接的保护气体,如纯氩气或混合气体。
焊接电流可以是直流或交流,根据实际情况选择合适的电流。
3. 点焊点焊是快速、高效的焊接方法,适用于薄板材料的焊接。
在进行点焊时,需要将两块铝板紧密放置在一起,在焊接点进行快速加热,并施加一定的压力。
点焊可以使用交流或直流电源,根据焊接材料的厚度和类型选择合适的参数。
准备工作在进行铝制品焊接之前,需要进行一些准备工作,以确保焊接过程顺利进行。
1. 清洁表面铝制品的氧化膜会对焊接质量产生不良影响,因此在焊接之前需要彻底清洁铝制品表面。
可以使用溶剂或酸性清洗剂进行清洗,去除污垢和氧化膜。
2. 预热铝材铝材料的导热性好,因此在焊接之前需要对焊接区域进行预热。
预热能够减少焊接区域的收缩应力,并提高焊接质量。
预热温度的选择取决于铝材料的厚度和类型,一般为150-250摄氏度。
3. 选择合适的焊接材料为了获得良好的焊接效果,需要选择合适的焊接材料。
一般来说,使用与被焊铝材料相同或相似的铝合金进行焊接。
选择合适的焊条或焊丝,以满足焊接强度和外观要求。
焊接技巧除了选择合适的焊接方法和准备工作,掌握一些焊接技巧也是进行铝制品焊接的关键。
1. 控制焊接速度焊接速度是影响焊接质量的重要因素之一。
铝焊焊接工艺总结
铝及铝合金的焊接工艺1 铝及铝合金的焊接特点(1) 铝在空气中及焊接时极易氧化,生成的氧化铝(Al2O3)熔点高、非常稳定,不易去除。
阻碍母材的熔化和熔合,氧化膜的比重大,不易浮出表面,易生成夹渣、未熔合、未焊透等缺欠。
铝材的表面氧化膜和吸附大量的水分,易使焊缝产生气孔。
焊接前应采用化学或机械方法进行严格表面清理,清除其表面氧化膜。
在焊接过程加强保护,防止其氧化。
钨极氩弧焊时,选用交流电源,通过“阴极清理”作用,去除氧化膜。
气焊时,采用去除氧化膜的焊剂。
在厚板焊接时,可加大焊接热量,例如,氦弧热量大,利用氦气或氩氦混合气体保护,或者采用大规范的熔化极气体保护焊,在直流正接情况下,可不需要“阴极清理”。
(2)铝及铝合金的热导率和比热容均约为碳素钢和低合金钢的两倍多。
铝的热导率则是奥氏体不锈钢的十几倍。
在焊接过程中,大量的热量能被迅速传导到基体金属内部,因而焊接铝及铝合金时,能量除消耗于熔化金属熔池外,还要有更多的热量无谓消耗于金属其他部位,这种无用能量的消耗要比钢的焊接更为显著,为了获得高质量的焊接接头,应当尽量采用能量集中、功率大的能源,有时也可采用预热等工艺措施。
(3)铝及铝合金的线膨胀系数约为碳素钢和低合金钢的两倍。
铝凝固时的体积收缩率较大,焊件的变形和应力较大,因此,需采取预防焊接变形的措施。
铝焊接熔池凝固时容易产生缩孔、缩松、热裂纹及较高的内应力。
生产中可采用调整焊丝成分与焊接工艺的措施防止热裂纹的产生。
在耐蚀性允许的情况下,可采用铝硅合金焊丝焊接除铝镁合金之外的铝合金。
在铝硅合金中含硅0.5%时热裂倾向较大,随着硅含量增加,合金结晶温度范围变小,流动性显著提高,收缩率下降,热裂倾向也相应减小。
根据生产经验,当含硅5%~6%时可不产生热裂,因而采用SAlSi 条(硅含量4.5%~6%)焊丝会有更好的抗裂性。
(4)铝对光、热的反射能力较强,固、液转态时,没有明显的色泽变化,焊接操作时判断难。
5083铝合金船舶焊接工艺探讨
毕业设计5083铝合金船舶焊接工艺探讨系别机械工程系专业焊接技术及自动化班级焊接3112班姓名学号2013~2014学年第一学期【摘要】铝及铝合金材料密度低,强度高,热电导率高,耐腐蚀能力强,具有良好的物理特性和力学性能,因而广泛应用于工业产品的焊接结构上。
铝合金在部件中的应用情况、发展趋向及其在组焊中存在很多问题。
对铝合金及其异种金属焊接接头进行了焊接性试验研究结果表明,其焊接接头有满意的力学性能、抗裂性及抗应力腐蚀性能,适合用于制造轻轨车辆、军用船、航空航天等领域的广泛应用。
关键词:铝合金船舶构件焊接工艺焊接缺陷、检测前言船舶焊接技术是现代造船模式中的关键技术之一。
先进的船舶高效焊接技术,在提高船舶建造效率,降低船舶建造成本,提高船舶建造质量等方面具有重要的作用,也是企业提高经济效益的有效途径。
先进的船舶高效焊接技术涉及到船舶制造中的工艺设计、计算机数控下料、小合拢、中合拢、大合拢、平面分段、曲面分段、平直立体分段、管线法兰焊接、型材部件装焊等工序和工位的焊接工程。
同时也会牵动与之相关的焊接产业链,如焊接材料、焊接设备和专用工装、焊接辅器具、金属的加工、焊接接头设计、焊接接头性能与质量控制、焊接标准与规范等。
焊接技术也随着造船技术不断进步,焊接技术的实力决定了一个地区的造船能力。
世界船舶焊接技术沿着高效、自动、智能化发展。
纵观国内外造船企业的造船模式,主要流程基本相同,为零件→部件→分段→总段→船台(坞)搭载。
于此相对应,所采用的焊接技术也大同小异。
在部件、分段、总段等中间产品的生产制造阶段采用自动化程度很高的大型生产焊接装置,在船台搭载时采用单机自动化装置。
经过 50 多年的发展,中国已成为世界造船大国。
目前,我国造船焊接工艺已发展到40多种典型焊接技术除了在散货船、油船、集装箱船等主力船型上应用之外,还在液化天然气船(LNG)、液化石油气船(LPG)、海洋浮式生产储油船(FPSO)、超大型油船(VLCC)、军用船等高技术、高附加值船舶上获得广泛应用。
铝镁合金5083的TIG焊工艺试验
和 焊接 工 艺评 定确 定 了适 宜的焊 接 工 艺参 数 , 并 解决 了产 品焊接 中 出现 的 问题 。
关 键 词 : 类 号 :TQ 0 5 0 . 4 ;TG 4 0 6
文献 标 志码 : B
d o i : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 0 — 7 4 6 6 . 2 0 1 3 . 0 1 . 0 0 2
i n g j o i n t s we r e ma d e a t l a s t .
Ke y wo r d s :a l u mi n u m ma g n e s i u m a l l o y ;we l d i n g p r o c e d u r e ;TI G we l d i n g
第4 2卷
第 1期
石
油
化
工
设
备
Vo1 .4 2 No. 1
2 0 1 3年 1月
P ETRO— CH EM I CAI EQUI PM ENT
J a n . 2 0 1 3
文 章 编 号 :l 0 0 0 7 4 6 6 ( 2 0 1 3 ) 0 1 - 0 0 0 5 0 4
C o a t i n g [ J  ̄. Ma g n e t i c Ma t e r i a l s , 1 9 9 0 , ( 8 5 ) : 1 9 O 1 9 5 .
ka h a s hi M ,Shi nbo K , O h ka wa R,e t a1 . Nu c ke a t e E 7 ] Ta Po ol Boi l i n g He a t T r a ns f e r o f M ag ne t i c Fl u i d i n a
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
力学性能
抗拉强度 σb (MPa):≥270 条件屈服强度 σ0.2 (MPa):≥110 伸长率 δ 10 (%):≥20 伸长率 δ 5 (%):≥12注 :管材室温纵向力学性能 试样尺寸:所有壁厚
化学成分
铝 Al :余量 硅 Si :≤0.40 铜 Cu :≤0.10 镁 Mg:4.0~4.9 锌 Zn:≤0.25 锰 Mn:0.40~1.0 钛 Ti :≤0.15 铬 Cr:0.05~0.25 铁 Fe: 0.000~ 0.400
(4)由于铝合金的热膨胀系数约为钢的2倍,相反其弹性模量 却只有钢的1/3,焊件易产生较大的热应力,导致变形及裂 纹。 (5)气孔是焊接5083铝合金过程中常见的缺陷。而氢是铝合 金焊接时产生气孔的主要原因。焊接时,氢的来源有两个方 面:一是弧柱气氛中的水分;二是焊丝及母材表面氧化膜吸 附的水分。为此,焊接铝镁合金时,焊前必须仔细清除坡口 附近的氧化膜,保持焊丝及母材干燥。
(2)焊接材料 铝合金焊丝的选用除考虑良好的焊接工艺性能外,按具体 要求应使对接接头的抗拉强度、塑性达到规定要求,焊接 接头的耐蚀性还应达到或接近母材的水平。因而焊丝的选 用主要按照下列原则: a)铝合金焊丝的化学成分一般与母材相应或相近; b)铝合金焊丝中的 耐蚀元素(镁、锰、硅等)的含量一般 不低于母材; c)异种铝材焊接时应按耐蚀较高、强度高的母材选择焊丝 ; d)不要求耐蚀性的高强度铝合金(热处理强化铝合金)可 采用异种成分的焊丝,(注意强度可能低于母材)。
(3)焊前清理 焊前应严格清除工件焊口及焊丝表面的氧化膜和油污 ,清除质量直接影响焊接工艺与接头质量,如焊缝气孔产 生的倾向和力学性能等。常采用化学清洗和机械清理两种 方法。
参考文献
(1) 1734454.html (2) /qikan/201301/22017.html
3、铝合金5083焊接工艺要点
(1)焊接方法 目前,国内铝合金所用焊接方法主要有MIG焊及TIG焊。由 于MIG焊采用惰性气体Ar或He作为保护气,保护效果好, 几乎所有的金属材料都可以焊接,因此应用范围广。MIG 焊采用焊丝作电极,与TIG焊相比,可采用大的电流密度 焊接,母材熔深大,焊接铝及其合金时生产效率高,故广 泛应用于现代化企业的铝合金焊接。
2、分析铝合金5083的焊接性
(1)5083铝合金属于AL-Mg系列合金,根据5083铝合金 的化学成分分析可知:5083铝合金含Mg和Mn元素较高 ,其抗脆性、抗蚀性、可焊性较好。由于Mn元素的含量 较多,可以提高铝合金的力学性能,又不使合金抗腐蚀下 降,同时提高了5083铝合金的焊接性。同时加入Mn元素 能使含Mg元素相分布均匀,提高强度、抗蚀性。 (2)由于铝合金的化学活泼性很强,表面易形成氧化膜, 且多属于难熔物质。焊接时易产生夹渣等缺陷。 (3)铝合金热导率大(约为钢的4倍),加之其热导率较大 ,焊接时容易造成未熔合现象。
第四组
3-2 铝合金5083焊接工艺编制
目 录
01
02 03
分析铝合金5083的物理、力学性能和 化学成分;
分析铝合金5083的焊接性;
铝合金5083焊接工艺要点;
物理性能
5083物理性能,主要特点为密度低,抗拉强度高,延伸率 高。在相同面积下铝镁合金的重量低于其他系列.在常规工 业中应用也较为广泛。在我国5000系列铝板属于较为成 熟的铝板系列之一。
THANKS
铝合金焊接的主要特点有:①铝合金有强的氧化能力。铝 与氧的亲和力很强,在空气中极易与氧结合生成致密牢固 的A1203薄膜,Al2O3熔点高达2050℃,远 远超过铝合金的熔点(约660℃),且密度大,约为铝 的1.4倍,在焊接过程中,A1203薄膜会阻碍金属之 间的良好结合并易造成夹杂。而且Al2O3还会吸附水 分,焊接时会促使焊缝生成气孔;②热导率大(约为钢的 4倍),导电性好,焊接时若要达到与钢相同的焊速,则 焊接线能量要比焊钢时大2—4倍;③热裂纹倾向性大, 焊接变形大,铝合金的热膨胀系数约为钢的2倍,相反其 弹性模量却只有钢的1/3,焊件有产生较大的热应力, 导致变形及裂纹的倾向;④铝为面心立方晶格,没有同素 异构体,加热与冷却过程中没有相变,晶粒易粗大,导致 铝合金焊接接头的强度降低。