刀具参数表
刀具参数

因按键模具要求较高,为了统一标准尽量用直经3,2的刀具,保障刀纹一致. 因按键模具要求较高,为了统一标准尽量用直经3,2的刀具,保障刀纹一致. 3,2的刀具 备注: 备注:平刀步距为刀具半径
模呸加工刀具参数表
刀具名称 30R5 16R0.8 12MILL 12MILL 10mill 25R0.8 8R4
8BALL 6BALL 4BALL 3BALL 2BALL 1.5BALL
2500 2000 1800 1600 1200 1200
4600 10000 12000 12000 12000 12000
0.15/0.2 0.1 0.1 0.1 0.05 0.05
0.15/0.2 0.1 0.1 0.1 0.05 0.05
铜工加工刀具参数参考表
刀具名称 D10 D8 D6 D4 D3 D2 D1.5 D1 D0.6 D10R5 D8R4 D6R3 D4R2 D3R1.5 D2R1 D1.5R0.75 D1R0.5 D0.6R0.3 主轴转速 10000 12000 10500 23000 23000 25000 25000 25500 27000 9000 10000 10500 24000 24000 25000 25000 25500 26500 进给速度 5000 6400 4000 3000/2000 2500/1600 2000/1500 1600/1200 1000/800 400/200 5000/4000 4000/3000 4000/3000 2400 2200 1500 1200 600 300 吃刀深度 0.8/1 0.8/1 0.6/0.4 0.3/0.2 0.2/0.12 0.1/0.08 0.08/0.06 0.06/0.04 0.03/0.02 0.25/0.2 0.2/0.16 0.15/0.12 0.12/0.1 0.12/0.08 0.1/0.08 0.08/0.05 0.06/0.04 0.03/0.02 机壳模(ck1)步 机壳模(ck1)步 (ck1) 距 5 4 3 2 1.5 1 0.75 0.5 0.2 0.15 0.15 0.1 0.07 0.07 0.05 0.05 0.05 0.02 按键模(ck2) 按键模(ck2) 步距 5 4 3 2 1.5 1 0.75 0.5 0.2 0.15 0.15 0.08 0.04 0.04 0.03 0.03 0.03 0.02 夹具 (ck3) 步距 5 4 3 2 1.5 1 0.75 0.5 0.2 0.15 0.15 0.15 0.12 0.1 0.1 0.07 0.05 0.02
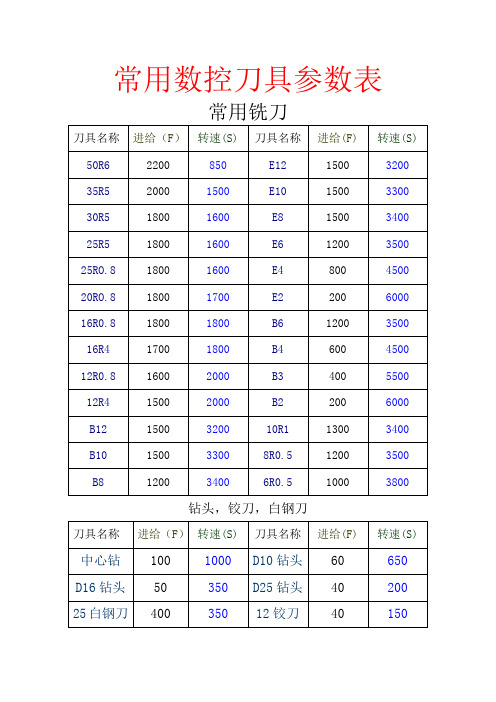
常用数控刀具参数表
1800
1700
E2
200
6000
16R0.8
1800
1800
B6
1200
3500
16R4
1700
1800
B4
600
4500
12R0.8
1600
2000
B3
400
5500
12R4
1500
2000
B2
200
6000
B12
1500
3200
10R1
1300
3400
B10
1500
3300
8R0.5
0.3(粗)0.2(精)
E2
0.06(粗)0.05(精)
20R0.8
0.25(粗)0.18(精)
B12
0.12(粗)0.15(精)
16R0.8
0.22(粗)0.18(精)
B10
0.12(粗)0.15(精)
16R4
0.2(粗)0.15(精)
B8
0.12(粗)0.15(精)
12R4
0.2(粗)0.15(精)
B6
0.1(粗)0.15(精)
12R0.8
0.2(粗)0.15(精)
B4
0.15(粗)0.15(精)
E12
0.15(粗)0.15(精)
B2
0.06(粗)0.06(精)
1200
3500
B8
1200
3400
6R0.5
1000
3800
钻头,铰刀,白钢刀
刀具名称
进给(F)
转速(S)
刀具名称
进给(F)
转速(S)
中心钻
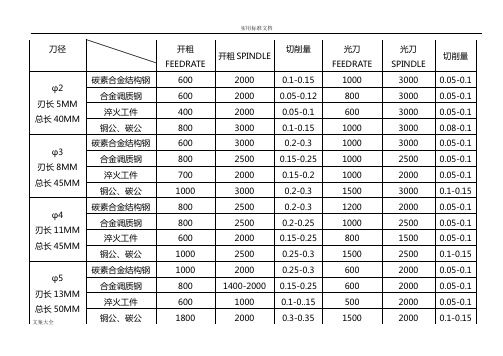
刀具切削进给全参数表
实用标准文档
文案大全
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 1
参数 材料
文案大全
碳素合金结构钢(HRC <20= 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 2 碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 3
材料
刀具切削进给参数表: 刀具切削进给参数表:
文案大全
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 4 刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 5
文案大全
文案大全
实用标准文档
文案大全
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 7
刀具切削进给参数表:
实用标准文档
文案大全
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 8
刀具切削进给参数表: 刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 9 文案大全
文案大全
文案大全
文案大全
文案大全。
刀具切削参数表3
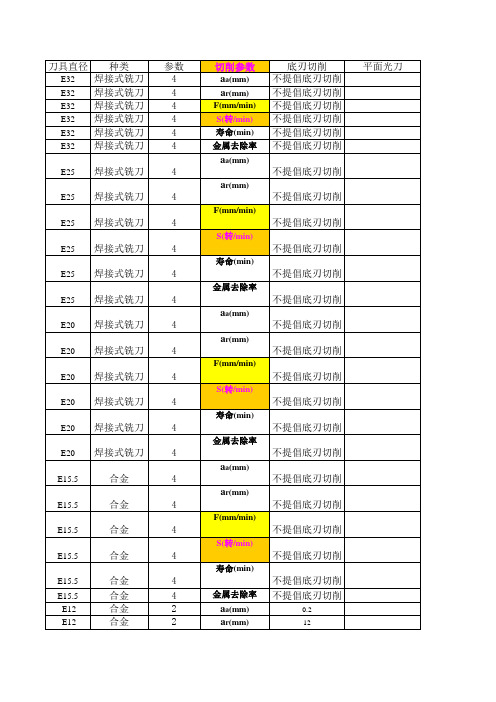
E25 焊接式铣刀
E25 焊接式铣刀
E25 焊接式铣刀
E25 焊接式铣刀
E25 焊接式铣刀
E25 焊接式铣刀
E20 焊接式铣刀
E20 焊接式铣刀
E20 焊接式铣刀
E20 焊接式铣刀
E10
合金
4
ar(mm)
10
E10
合金
4
F(mm/min)
800
E10
合金
4
S(转/min)
1200
E10
合金
4
寿命(min)
40
E10
合金
4
金属去除率
1.6
E10
高速涂层
4
aa(mm)
不提倡底刃切削
E10
高速涂层
4
ar(mm)
不提倡底刃切削
F(mm/min)
E10
高速涂层
4
不提倡底刃切削
E10
高速涂层
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削
不提倡底刃切削 不提倡底刃切削
0.2 12
平面光刀
E12
合金
2
F(mm/min)
金属去除率
E8
高速涂层
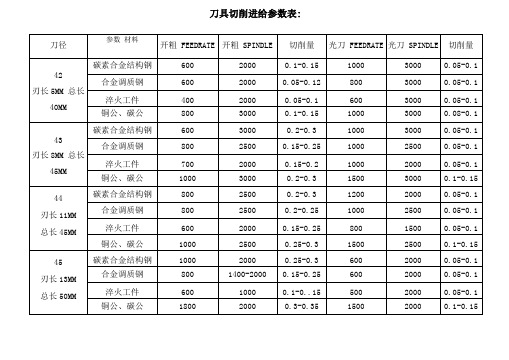
刀具切削进给参数表
1500
2000
0.6-0.8
2000
2800
0.12-0.15
432R0.8
总长:300、
250、200、150
碳素合金结构钢
2000
1600
0.5-0.8
2000
2400
0.12-0.15
合金调质钢
1800
合金调质钢
2800
1500
0.6-0.8
2500
2000-2400
0.15-0.2
淬火工件
2000
1000
0.4-0.6
2000
1800-2200
0.15-0.2
铜公、碳公
2500
2000
0.6-1.
2500
3000
0.15-0.2
“25R5
总长:83、
132、 207
碳素合金结构钢
2000
1500
0.6-1.
2200
2800
0.15-0.2
合金调质钢
2000
1500
0.6-0.8
1800
2400
0.15-0.2
淬火工件
1500
1000
0.4-0.6
1500
1800
0.15-0.2
铜公、碳公
2800
1500
0.6-1.
2000
2500
0.15-0.2
刀径
参数 材料
开粗FEEDRATE
开粗SPINDLE
800
3600
0.2
1000
3800
0.1
合金调质钢
600
3400
0.2
各种刀具切削参数表

E26R6 飞刀
E21R0.8 飞刀
E21R0.8 飞刀
E26R2 E21R2 E32R6 E26R2 E21R2
飞刀 飞刀 飞刀 飞刀 飞刀
E21R2 飞刀
普通机床 F(mm/min) S(转/min) 金属去除率
高速机床 Ar(切宽) 高速机床 F(mm/min) 高速机床 F(mm/min) 高速机床 F(mm/min) 高速机床 S(转/min)
刀长在200以下
刀长在200以下
刀长200-350
刀长200-350
刀长200-350
一般构造用钢S55C,45#
刀长200-350
刀长200-350
刀长200-350
刀长200-350
刀长200-350
调质钢(30<HRC<38)
刀长200-350
刀长200-350
刀长350-480
刀长350-480 刀长350-480
Aa(切深) Ar(切宽) 普通机床 F(mm/min) S(转/min)
2200 2000
10.5 2500 5000 6000 1800
1 13 4500 2200
0.4 14 2000 2000
0.4 14.7 2400 2600
0.3 14.7 2000 2000
2500 3000
0.8 10.5 4000 2000
一般构造用钢S55C,45#
刀长350-480 刀长350-480
刀长350-480
调质钢(30<HRC<38)
23.5 500 1200
0.2 25.5 500 1200
0.2 25.5 500 1200
0.2 25.5 500 1200
机加工刀具参数参考表 - 永进
0.18 1800 2200 0.18 1600 2000 0.1
0.2 2200 2200 0.2 2000 2200 0.13
0.18 2000 2000 0.18 1800 2000 0.1
0.22 3500 2200 0.2 2500 2000 0.15
0.2 3500 2200 0.2 2500 1800 0.15
B8
精加工
35 45
4000 2200 0.18 3800 2200 3800 2200 0.18 3500 2200
T6
粗加工
25 35
3000 2500 0.15 2800 2200 2800 2500 0.15 2500 2200
T6
半精加 25 3500 2500 0.15 3500 2500
工 25 3200 2000 0.12 3200 2000
T4
精加工 18
3800 2000 0.12 3800 1800
精加工 25
3500 2000 0.12 3500 1800
B4
半精加 15 3500 2200 0.12 3800 2000
工 22 3500 2200 0.12 3500 2000
0.15 3200 2300 0.15 3000 2000 0.08
0.3 3800 2500 0.3 3500 2200 0.2
0.3 3500 2500 0.3 3200 2200 0.2
0.2 3800 2200 0.2 3500 2000 0.15
0.2 3500 2200 0.2 3200 2000 0.15
半精加 45
工
3200 2500 0.15 3000 2500
刀具切屑参数表
切削参数 切深(mm) 进给 转速 切深(mm) 进给 转速 切深(mm) 进给 转速 切深(mm) 进给 转速 切深(mm) 进给 转速
开粗/中粗 0.5 2500 800
半精加工 0.6 2000 800
精加工 0.4 2000 800
平面加工 0.2 500 1200
0.35 2200 2000
0.4 2000 2000
0.3 1800 2200
0.2 500 3000
D21R0.8 D21R0.8 D21R0.8
0.3 2000 2000
0.3 2000 2200
0.3 1800 2200
0.1 500 3000
刀长100 刀长100 刀长100
D21R0.8 D21R0.8 D21R0.8
备注 刀长在200以下 刀长在200以下 刀长在200以下
D63R8 D63R8 D63R8
0.3 2000 800
0.5 1800 800
0.3 1600 800
0.2 500 1200
刀长200-350 刀长200-350 刀长200-350
D32R5 D32R5 D32R5
0.4 2000 1500
/ /
2000 3000
2000 3000
/ /
刀长100 刀长100
D21R4 D21R4 D21R4
/ / /
0.4 1800 2500
0.3 1800 2500
0.1 / /
刀长140 刀长140 刀长140
D17R0.8 D17R0.8 D17R0.8
0.2 1300 2000
0.2 1600 2400
各种刀具切削参数表
一般构造用钢S55C,45#
刀长350-480
刀长350-480
刀长350-480
刀长350-480 刀长350-480
调质钢(30<HRC<38)
刀长350-480 刀长350-480
刀长在200以下
刀长在200以下 刀长在200以下 一般构造用钢S55C,45#
1400
0.2 20 500 1400
Aa(切深) Ar(切宽) 普通机床 F(mm/min) S(转/min) 金属去除率
Aa(切深) Ar(切宽) 普通机床 F(mm/min) S(转/min) 金属去除率
Aa(切深) Ar(切宽) 普通机床 F(mm/min) S(转/min) 金属去除率
Aa(切深) Ar(切宽) 普通机床 F(mm/min) S(转/min) 金属去除率 高速机床 S(转/min) 高速机床 S(转/min) 高速机床 金属去除率 高速机床 金属去除率 高速机床 金属去除率
1150
0.8 32.5 2000 950
1 32.5 2400 1150
0.6 32.5 1800 950
0.5 32.5 1600 1150
0.5 32.5 1200 950
2 35 5000 1300
1.5 35 3500 1000
1400
0.3 0.5 1400 1200
0.3 0.5 1600 1400
Aa(切深) Ar(切宽) 普通机床 F(mm/min) S(转/min) 金属去除率
Aa(切深) Ar(切宽) 普通机床 F(mm/min) S(转/min) 金属去除率 Aa(切深) Ar(切宽) 普通机床 F(mm/min) S(转/min) 金属去除率
刀具参数表
刀具直径吃刀量转速进刀剪切刀具直径吃刀量转速进刀剪切80.1100002500350080.1100002500350060.1120002000300060.1120002000300040.07130001800250040.1130001800250030.06140001500220030.06140001500220020.0515001200180020.0515001200180010.03160001000150010.0316000100015000.50.02180005008000.50.0218000500800R50.181300030004000R40.151400030004000R30.131500025003500R20.11500020002500R1.50.071600015002000R10.051650010001600R0.750.04170008001200R0.50.03180006008008R0.50.113000250035006R0.50.114000200030004R0.50.115000150020001.切削量大,刀具直径大,材料硬度高,进给速度慢,则转速相对较慢。
2.转速高,进给慢,材料硬度高,碰切削油,刀具锋利等,则光洁度高。
钢材雕铣机加工参数表开粗精铣刀具直径吃刀量转速进刀剪切刀具直径吃刀量转速进刀剪切120.41000035005000120.11000030004000100.351000030004500100.1110003000400080.3100003000450080.1130002500350060..25120003000400060.1140002000300040.2130002200350040.1150001800250030.15150001800250030.08160001500200020.1160001300200020.05170001000150010.05170001000150010.051700080012000.50.02180005008000.50.0218000500800R50.181300030004000R40.151400030004000R30.131500025003500R20.11600020003000R1.50.081700018002500R10.061700015002000R0.750.041800010001500R0.50.03180006008008R0.50.114000200030006R0.50.115000160025004R0.50.116000150020001.切削量大,刀具直径大,材料硬度高,进给速度慢,则转速相对较慢。