SMT DIP过程失效模式
SMT常见失效与分析--全面经典
SMT分点胶和印锡,1 如果是点胶,容易出现的是点胶过多或过少,可通过增减气压和点胶速度来调节。
还有就是经常堵点胶头,堵住点胶头了会出现点胶不均匀或直接点不出胶只要拿出点胶头清洗就可。
2 贴片机经常出现的是抛料和贴不上零件,记住贴片机的故障80%是操作不当带来的。
用的料和料枪站位和料枪按装很关键。
操作得当外加经常注意照相机上是否有异物机器不是很旧运转起来还算轻松回答人的补充2010-08-17 02:09还有就是如果用的是印刷机会经常出现印锡过厚或过薄或者有些地方干脆没印上注意了这样也会给贴片机带来严重的隐患可能吸嘴都会被没沾上的零件打坏几个。
要经常看着印刷机,我说的经常是最好找个人专门盯着额.. 你懂的。
避免方法是调整好印刷机印刷的高度和速度后尽量不要随意更改要不可能会这边好了那边坏了,你想调回来时发现晚了。
经常擦拭网板不要堵了,锡膏搅拌在用太干的锡膏偷偷扔掉(我想没有公司同意让你把不好用的锡膏直接扔掉)贴片机和印刷机点胶机都会出现的问题就是板子的马克点照不过去机器不运行。
你要做的是把机器的灯光加亮或减暗。
或是用你的小脏手用力擦擦马克点(干净手擦拭无用...)唉!那东西很烦机器新的还好旧的想不到的毛病一大堆,有时候要大修有时候这需要一口气就搞定,我说的一口气真就是吹上一口气就搞定........ 太多了如果有遇到什么没明白的可以问我QQ去除了里面的程序我有点搞不定外小故障我还是很有一套的评价答案•您已经评价过!好:2•您已经评价过!不好:0•您已经评价过!原创:5•您已经评价过!非原创:0睡到隔天亮/z/ExpertPlanActivity.htm回答采纳率:16.7% 2010-08-17 01:53(*^__^*)的感言:厉害呀哈哈满意答案好评率:100%SMT常用知识简介SMT的具体流程:开钢网-领物料-解冻锡膏-印刷-贴片-回流-QC检验-返修-QC再检验-包装出货-客户一.工厂温度控制与5S:一般来说,SMT车间规定的温度为23±3℃。
基于SMT工艺的器件失效分析技术概述
基于SMT工艺的器件失效分析技术概述伺性宗工业和信息化部电子第五研究可靠性研究分析中心摘要:表面组装技术逐渐成为现代主流电子组装技术,基于SMT工艺的电子产品的可靠性问题也日益引起重视。
本文主要阐述SMT组装器件的常见缺陷和失效模式,分析方法和手段、技术难点,以1此通过对器件的失效分析来不断提高电子产品的可靠性水平。
1引言表面组装技术(Surface Mounting Techn0109y,s姗)是新一代电子组装技术。
随着电路的集成度不断提高、元器件尺寸不断小型化,SMT已经成为现代电子产品电子组件级互联的主要手段。
它将传统的电子元器件压缩成为体积只有几十分之一的器件,从而实现了电子产品组装的高密度、高可靠、小型化、低成本,以及生产的自动化。
与此同时,基于sMT组装工艺的产品可靠性问题也日益引起重视,如何提高SMT工艺的产成品率和可靠性是电子产品质量可靠性提升环节中的重要部分。
基于S胍组装的电子产品的应用可靠性主要取决于三方面因素:一、所使用的器件本身的质量水平,二、S淞器件的生产工艺水平;三、应用电路的可靠性设计水平以及使用环境。
从失效的产品中研究引起失效的根本原因,是电子产品可靠性提升的—种快速而有效的方法。
本文结合对S姗器件失效分析的实践,主要阐述SMT器件常见的失效现象,介绍针对sMT器件失效的相关失效分析技术和手段,并探讨失效分析技术在提升sMT器件可靠性的作用。
2s帕器件的主要失效表现采用SMT工艺的电子元器件通常为片式结构,称为S肋器件。
S 旧器件从出厂到最终应用到产品上,各个生产环节都将对器件的最终可靠性产生影响。
本文结合中心多年来对常见的s佃器件失效案例的分析实践,阐述如下。
2.1失效阶段和种类2.1.1早期缺陷导致的失效表l中给出了部分S肋器件主要缺陷。
表1 S帅器件主要缺陷元器件门类主要缺陷贴片电阻电阻膜脱落、不均匀封装壳体崩损、端电话2开裂、贴片电容介质空洞、电极结瘤塑封料崩缺、引脚腐蚀、芯片或键合引线安装错位、界面分层、贿片塑封Ic·芯片损伤在器件生产完成后即被发现存在一定的缺陷,分为批次性缺陷和偶然缺陷。
SMT失效模式分析PFMEA
严格执行《各Model温湿度敏感器
5
件要求指示表》
2 30
3
每日对干燥箱进行点检
2 18
4
培训《MSD管制办法》
第2页,共33页
3 36
FORM NO: SST-PFMEA-001
物料准 备/要领求出
严
频
潜在
潜在 重 分
潜在失效
度
过程 功能
失效模式 失效后果 度 类
起因/机理
MSD于干燥 PCB、IC等 S
影响产能
5
1、发料员不清楚所需数量 2
2、发料员疏忽
4
反馈发放部门及时更改,要求其实行
两人以上确认
3
文件管理员接收BOM时,替换旧版 BOM;接收ECN时,将其编号记录在 2 所对应的BOM封面上
核对、与套料单/BOM/ECN一致
3
发料后实行两人确认
3
第1页,共33页
30
建议项目部在 工作令上手工 20 增加需执行的 ECN/BOM编号 30 60
4
40
认
及时反馈 IQC
4 40
半年内校、一年外校。
3 18
物料测量不 发错料,导
完全
致用错料 5
测料时未认真检测、漏检 3
所有表面无丝印的贴片电容/电阻每 盘测量、核对1片,并在料盘上签名 3 45
5 1、制作部门出错
2
BOM、ECN、 单据等文件
出错
发错料,导 致用错料5Fra bibliotek2、物料员漏取文件
2
5
物料数量 不对
过长 焊接品质 3
1、烘烤人员不清楚裸露
时间标准
4
2、烘烤人员未执行“先 出先消耗”的原则
SMT行业常用名词缩写中英文对照

SMT行业常用名词缩写中英文对照AI :Auto—Insertion 自動插件AQL :acceptable quality level 允收水準ATE :automatic test equipment 自動測試ATM :atmosphere 氣壓BGA :ball grid array 球形矩陣CCD :charge coupled device 監視連接元件(攝影機)CLCC :Ceramic leadless chip carrier 陶瓷引腳載具COB :chip-on—board 晶片直接貼附在電路板上cps :centipoises(黏度單位) 百分之一CSB :chip scale ball grid array 晶片尺寸BGACSP :chip scale package 晶片尺寸構裝CTE :coefficient of thermal expansion 熱膨脹系數DIP :dual in-line package 雙內線包裝(泛指手插元件)FPT :fine pitch technology 微間距技術FR-4 :flame—retardant substrate 玻璃纖維膠片(用來製作PCB材質) IC :integrate circuit 積體電路IR :infra—red 紅外線Kpa :kilopascals(壓力單位)LCC :leadless chip carrier 引腳式晶片承載器MCM :multi—chip module 多層晶片模組MELF :metal electrode face 二極體MQFP :metalized QFP 金屬四方扁平封裝NEPCON :National Electronic Package andProduction Conference 國際電子包裝及生產會議PBGA:plastic ball grid array 塑膠球形矩陣PCB:printed circuit board 印刷電路板PFC :polymer flip chipPLCC:plastic leadless chip carrier 塑膠式有引腳晶片承載器Polyurethane 聚亞胺酯(刮刀材質)ppm:parts per million 指每百萬PAD(點)有多少個不良PAD(點)psi :pounds/inch2 磅/英吋2PWB :printed wiring board 電路板QFP :quad flat package 四邊平坦封裝SIP :single in—line packageSIR :surface insulation resistance 絕緣阻抗SMC :Surface Mount Component 表面黏著元件SMD :Surface Mount Device 表面黏著元件SMEMA :Surface Mount EquipmentManufacturers Association 表面黏著設備製造協會SMT :surface mount technology 表面黏著技術SOIC :small outline integrated circuitSOJ :small out—line j—leaded packageSOP :small out—line package 小外型封裝SOT :small outline transistor 電晶體SPC :statistical process control 統計過程控制SSOP :shrink small outline package 收縮型小外形封裝TAB :tape automaticed bonding 帶狀自動結合TCE :thermal coefficient of expansion 膨脹(因熱)係數Tg :glass transition temperature 玻璃轉換溫度THD :Through hole device 須穿過洞之元件(貫穿孔)TQFP :tape quad flat package 帶狀四方平坦封裝UV :ultraviolet 紫外線uBGA :micro BGA 微小球型矩陣cBGA :ceramic BGA 陶瓷球型矩陣PTH :Plated Thru Hole 導通孔IA Information Appliance 資訊家電產品MESH 網目OXIDE 氧化物FLUX 助焊劑LGA (Land Grid Arry)封裝技術LGA封裝不需植球,適合輕薄短小產品應用.TCP (Tape Carrier Package)ACF Anisotropic Conductive Film 異方性導電膠膜製程Solder mask 防焊漆Soldering Iron 烙鐵Solder balls 錫球Solder Splash 錫渣Solder Skips 漏焊Through hole 貫穿孔Touch up 補焊Briding 穚接(短路)Solder Wires 焊錫線Solder Bars 錫棒Green Strength 未固化強度(紅膠)Transter Pressure 轉印壓力(印刷)Screen Printing 刮刀式印刷Solder Powder 錫顆粒Wetteng ability 潤濕能力Viscosity 黏度Solderability 焊錫性Applicability 使用性Flip chip 覆晶Depaneling Machine 組裝電路板切割機Solder Recovery System 錫料回收再使用系統Wire Welder 主機板補線機X-Ray Multi-layer Inspection System X—Ray孔偏檢查機BGA Open/Short X—Ray Inspection Machine BGA X—Ray檢測機Prepreg Copper Foil Sheeter P.P。
塑封器件常见失效模式及其机理分析总结

塑封器件常见失效模式及其机理分析总结塑封器件(Plastic Encapsulation Device,PED)是指使用塑料作为封装材料的电子器件。
由于其低成本、轻量化、易加工等优势,塑封器件被广泛应用于各种电子设备中。
然而,塑封器件也存在一些常见的失效模式,本文将对这些失效模式及其机理进行分析总结。
1.温度失效:在高温环境下,塑封器件的封装材料容易发生老化和变形,导致器件性能下降或失效。
该失效模式的机理主要是材料的热老化,其中塑料封装材料中的添加剂如稳定剂、防护剂等会因长时间高温作用而分解或迁移,导致封装材料的物理和化学性质的变化。
2.湿气失效:湿气失效是指器件在高湿环境中发生导电路径或绝缘破坏而失效。
该失效模式的机理主要是由于湿气中的氧化物、离子等与器件内部的金属导线、介质等发生化学反应,导致电阻降低、绝缘性能下降。
3.机械失效:机械失效是指塑封器件在受到机械应力、振动等外力作用下,发生封装裂纹、金属引脚断裂等损坏而失效。
该失效模式的机理主要是由于材料的强度不足、结构设计不合理等导致的。
4.电气失效:电气失效是指器件在使用过程中发生电性能下降或功能失效。
该失效模式的机理主要包括电极与封装材料之间的接触不良、氧化等导致电阻增加;电容器内部介质的老化和损坏导致容量减小或绝缘性能下降等。
5.化学失效:化学失效是指塑封器件在受到化学物质(酸、碱、溶剂等)侵蚀或与化学物质发生反应而失效。
该失效模式的机理主要是材料与化学物质发生化学反应,导致封装材料的物理性质变化或金属导线的腐蚀等。
针对上述失效模式,可以采取以下措施来减少或避免塑封器件的失效:1.选择合适的封装材料,考虑其在高温、高湿等环境下的稳定性和耐候性。
2.优化封装结构设计,增强塑封器件的抗机械振动和应力能力,避免封装裂纹和金属引脚断裂等机械失效。
3.采取防湿措施,如封装材料添加防湿剂、采用防潮包装等,以防止湿气失效的发生。
4.优化金属电极的表面处理和封装材料的加工工艺,提高接触质量和电阻、容量的稳定性,减少电气失效的可能。
SMT过程失效模式分析范例(PFMEA)
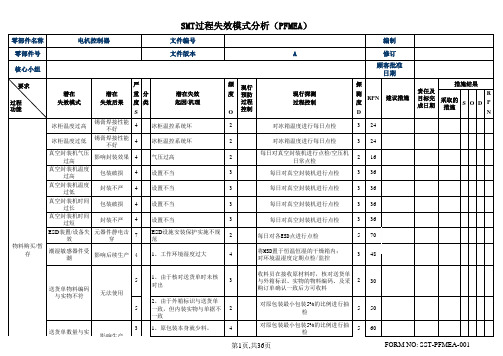
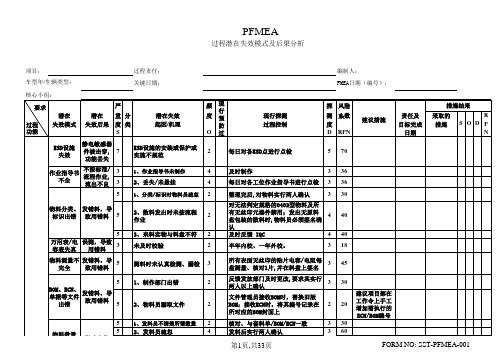
严频探潜在潜在重分潜在失效度现行探测测R 失效模式失效后果度类起因/机理过程控制度PSO DN冰柜温度过高锡膏焊接性能不好4冰柜温控系统坏2对冰箱温度进行每日点检324冰柜温度过低锡膏焊接性能不好4冰柜温控系统坏2对冰箱温度进行每日点检324真空封装机气压过高影响封装效果4气压过高2每日对真空封装机进行点检/空压机日常点检216真空封装机温度过高包装破损4设置不当3每日对真空封装机进行点检336真空封装机温度过低封装不严4设置不当3每日对真空封装机进行点检336真空封装机时间过长包装破损4设置不当3每日对真空封装机进行点检336真空封装机时间过短封装不严4设置不当3每日对真空封装机进行点检336ESD 装置/设备失效元器件静电击穿7ESD 设施安装保护实施不规范2每日对各ESD点进行点检570潮湿敏感器件受潮影响后续生产41、工作环境湿度过大4将MSD置于恒温恒湿的干燥箱内;对环境温湿度定期点检/监控34851、由于核对送货单时未核对出3收料员在接收原材料时,核对送货单与外箱标识、实物的物料编码、及采购订单确认一致后方可收料23052、由于外箱标识与送货单一致,但内装实物与单据不一致2对原包装最小包装5%的比例进行抽检55031、原包装本身就少料。
4对原包装最小包装5%的比例进行抽检560责任及目标完成日期建议措施措施结果DS O 现行预防过程控制无法使用影响生产送货单数量与实物不符物料购买/暂存送货单物料编码与实物不符文件版本A修订SMT过程失效模式分析(PFMEA)零部件名称电机控制器文件编号编制RPN 采取的措施核心小组顾客批准日期零部件号过程功能要求第1页,共36页FORM NO: SST-PFMEA-001等文件出错用错料第3页,共36页FORM NO: SST-PFMEA-00131、烘烤人员不清楚温度标准4培训《MSD管制办法》33632、MSD的标识不清晰2将《SMT MSD干燥记录表》记录清楚21233、未生产而长时间放置3长时间放置的MSD实行真空包装21831、烘烤人员不清楚厚度/间距标准4培训《PCB、IC烘烤作业指导书》33632、烘烤人员因“烤箱空间”不够而随意加厚、加密4严格执行《PCB、IC烘烤作业指导书》33631、烘烤人员不清楚裸露时间标准4培训《PCB、IC烘烤作业指导书》33632、烘烤人员未执行“先出先消耗”的原则3执行“先出先消耗”原则21841、空调性能下降5及时反馈空调维修员48042、空调性能下降,该区管理员未及时点检5将裸露MSD置于恒温恒湿的干燥箱内;对环境温湿度定期点检/监控24041、冰箱冷藏性能下降3及时反馈冰箱维修员33642、锡膏管理员不清楚标准3培训标准:锡膏存储温度在0~10℃22443、锡膏管理员未及时监控4点检(1次/2小时)控制在0~10℃23241、锡膏管理员不清楚标准3培训标准:锡膏存储温度在0~10℃22442、锡膏管理员未及时监控4点检(1次/2小时)控制在0~10℃23241、锡膏进料后的有效期短4检验出厂的瓶身标签:有效期≥6月34842、未执行“先进先出”3标识清晰,执行“先进先出”,严格控制锡膏存储期在6个月内22441、锡膏管理员不清楚标准4培训标准:室温下锡膏回温时间≥4H 23242、管理员控制的起止回温时间不清晰4利用《锡膏使用标识卡》严格记录/管控34843、因"急"而超前使用4“急”则须提前解冻34841、锡膏管理员不清楚标准4培训标准:室温下锡膏回温时间≥4H 23242、回温的起止时间标识不清楚4利用《锡膏使用标识卡》严格记录/管控34843、停产时,未将已解冻品及时回冻4《锡膏使用标识卡》标识清晰,工作环境中未开封放置不能超过24小时232烧录器电压不稳定程序拷贝时出错,影响功能5220V输入电压不稳定2每日对其进行点检44051、硬件、软件运行有误2每日对其画面显示状况进行确认33052、作业员违规操作3按照“PI-150”作业,禁止多余操作345拷贝电脑运行不正常程序拷贝时出错,影响功能锡膏活性下降,导致印刷性能下降锡膏回温解冻时间过长锡膏存储期限过长PCB、IC等返潮,影响焊接品质开封/烘烤后裸露时间过长PCB、IC等返潮,影响焊接品质该区环境湿度过大锡膏活性下降锡膏存储温度过低PCB、IC等湿度仍过大,影响焊接品质锡膏存储温度过高缩短锡膏存储周期,影响焊接品质摆放厚度过厚、间距过小PCB、IC等反潮,影响焊接品质MSD于干燥箱内的时间过长备/领出锡膏变质,影响焊接品质锡膏吸水引起锡珠\气泡\炸锡锡膏回温解冻时间过短第5页,共36页FORM NO: SST-PFMEA-00131、拷贝槽的拷贝脚弹性不够3每日对拷贝脚的完好性进行点检32732、IC的放置不到位3保证作业员将IC脚充分接触到拷贝槽的底部32733、IC脚氧化2发现时,及时反馈IQC63651、软件确认书或效验和或备录忘或ECN/BOM等文件出3对每个工单的首次软件拷贝的IC要求物料房拉长进行首件确认46052、用错软件5对每个工单的首次软件拷贝的IC要求物料房拉长进行首件确认37553、用错IC5对每个工单的首次软件拷贝的IC要求物料房拉长进行首件确认,并使用BOM/ECN核对所拷贝IC实物的正确性37551、作业员不能识别辅料型号/用途3对作业员培训《辅料型号、使用对照表》34552、作业员疏忽3领辅料时,实行两人确认345ESD设施失效静电敏感器件被击穿,功能丢失7ESD设施的安装或保护或实施不规范2每日对各ESD点进行点检57031、作业指导书未制作4及时制作33632、丢失/未悬挂4每日对各工位作业指导书进行点检33631、作业员不能识别Feeder类型2对作业员培训各类机器、Feeder类型的识别方法31832、作业员未掌握物料类型与Feeder类型的匹配方法2对作业员培训各Feeder类型与物料类型匹配的方法31833、作业员疏忽3上料/换料后,对所上Feeder与物料的匹配情况进行两人核对、确认32751、站位表的制作出错31、站位表制作后,实行两人确认2、站位表在上线使用之前,技术员必须用BOM核对站位表是否正确,交助工签名后方可使用34552、拿错站位表4拉长依据客户、机型、程序名领取站位表,与技术员实行两人确认36051、站位表出错3拉长依据客户、机型、程序名领取站位表,与技术员实行两人确认345拷贝槽与IC 的接触不良作业指导书不全不按标准/流程作业,流出不良程序不能拷入,影响功能生产辅料发错用错辅料拷错程序,影响功能/换错物料软件确认书,效验和,备录忘ECN,BOM未核对物料上线物料抛损、影响贴片质量Feeder(类型)使用出错错料站 位 表出错第6页,共36页FORM NO: SST-PFMEA-001清晰第8页,共36页FORM NO: SST-PFMEA-001出。
电子产品失效模式分析word精品

.电子产品失效模式分析失效分析是一门发展中的新兴学科,近年开始从军工向普通企业普及,它一般根据失效模式和现象,通过分析和验证,模拟重现失效的现象,找出失效的原因,挖掘出失效的机理的活动。
在提高产品质量,技术开发、改进,产品修复及仲裁失效事故等方面具有很强的实际意义。
01、失效分析流程失效分析流程1 图02、各种材料失效分析检测方法失效分析PCB/PCBA1、文档Word.作为各种元器件的载体与电路信号传输的枢纽已经成为电子信息产品PCB的最为重要而关键的部分,其质量的好坏与可靠性水平决定了整机设备的质量与可靠性。
2 PCB/PCBA图失效模式爆板、分层、短路、起泡,焊接不良,腐蚀迁移等。
常用手段检测,红外检测,C-SAMX无损检测:外观检查,射线透视检测,三维CT 热成像表面元素分析:(SEM/EDS)扫描电镜及能谱分析?(FTIR)显微红外分析?(AES)俄歇电子能谱分析?文档Word.(XPS)射线光电子能谱分析X?(TOF-SIMS)二次离子质谱分析?热分析:(DSC)差示扫描量热法?(TMA)热机械分析?(TGA)热重分析?(DMA)动态热机械分析?)导热系数(稳态热流法、激光散射法?电性能测试:击穿电压、耐电压、介电常数、电迁移?破坏性能测试:?染色及渗透检测?、电子元器件失效分析2元器件电子元器件技术的快速发展和可靠性的提高奠定了现代电子装备的基础,可靠性工作的根本任务是提高元器件的可靠性。
文档Word.电子元器件3 图失效模式开路,短路,漏电,功能失效,电参数漂移,非稳定失效等功能测试常用手段电测:连接性测试电参数测试无损检测:)机械、化学、激光技术(?化学腐蚀去钝化层、等离子腐蚀去钝化层、机械研磨去钝化层技术(?)去钝化层CP)微区分析技术(FIB、?制样技术:)(机械、化学、激光技术?化学腐蚀去钝化层、等离子腐蚀去钝化层、机械研磨去钝化层技术(?)去钝化层CP)、微区分析技术(FIB?显微形貌分析:光学显微分析技术?文档Word.扫描电子显微镜二次电子像技术?表面元素分析:(SEM/EDS)扫描电镜及能谱分析?(AES)俄歇电子能谱分析?(XPS)X射线光电子能谱分析?(SIMS)二次离子质谱分析?无损分析技术:射线透视技术X?三维透视技术?(C-SAM)反射式扫描声学显微技术?、金属材料失效分析▍3科技以及人们的生活各农业、随着社会的进步和科技的发展,金属制品在工业、个领域的运用越来越广泛,因此金属材料的质量应更加值得关注。
电子元器件失效模式总结

元器件的失效模式总结Beverly Chen2016-2-4一、失效分析的意义失效分析(Failure Analysis)的意义在于通过对已失效器件进行事后检查,确定失效模式,找出失效机理,确定失效的原因或相互关系,在产品设计或生产工艺等方面进行纠正以消除失效的再次发生。
一般的失效原因如下:二、失效分析的步骤失效分析的步骤要遵循先无损,后有损的方法来一步步验证。
比如先进行外观检查,再进行相关仪器的内部探查,然后再进行电气测试,最后才可以进行破坏性拆解分析。
这样可以避免破坏性的拆解破坏证据。
拿到失效样品,首先从外观检查开始。
1. 外观检查:收到失效样品后,首先拍照,记录器件表面Marking信息,观察器件颜色外观等有何异常。
2.根据器件类型开始分析:2.1贴片电阻,电流采样电阻A: 外观检查,顶面覆盖保护层有针状圆形鼓起或黑色击穿孔->内部电阻层烧坏可能->万用表测量阻值:测得开路或者阻抗偏大->内部电阻层烧毁可能->可能原因:过电压或过电流烧毁—>检查改电阻的稳态功率/电压或者瞬时功率/电压是否已超出spec要求。
Coating 鼓起并开裂黑色击穿点●可失效样品寄给供应商做开盖分析,查看供应商失效报告:如发现烧毁位置位于激光切割线下端,可确定是过电压导致失效。
需要考虑调整应用电路,降低电压应力,或者换成能承受更大应力的电阻。
激光切割线去除coating保护层后,可以看到烧毁位置位于激光切割线旁边,该位置电应力最集中。
B: 外观检查,顶面底面均无异常->万用表测量阻值:测得开路或者阻抗偏大->内部电阻层烧毁或者电极因硫化断开或阻抗增大->检查改电阻的稳态功率或者瞬时功率是否已超出spec要求,如有可能是过电压或过功率烧毁;应力分析在范围内,考虑硫化->失效样品寄给供应商分析。
查看供应商失效报告:●如发现烧毁位置位于激光切割线下端,可确定是过电压导致失效。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
TW-2017001-PFMEA-A
主要联系人/电话: 核心小組:品质/生产/PE
MT0404-LP5 SMT/DIP段 生产/品质/PE 要求
d、配戴静电带
供方/工厂 日期(編制) 日期(修改) 日期(生效)
2016/8/2 2016/8/2 措施结果
过程 装焊排座 功能
潜在 失效模式
未配戴静电带
3 培训/不定时检查 3 压到位 3 培训/自检与互检 3 改善作业方法 3 培训/不定时检查 4 改善作业方法 3 培训/不定时检查 4 按指导资料作业 3 改善作业方法 3 培训/不定时检查 3 培训/自检与互检 3 纠正作业方法 3 培训/不定时检查 3 按资料作业 4 改善作业方法 3 培训/不定时检查 3 制作夹具焊接 3 培训/自检与互检 3 改善作业方法 3 培训/不定时检查 3 纠正作业方法与动作 3 培训/自检与互检
未剪元件脚,元件 a、剪短各元件脚 不符合产品工艺要求 5 脚过长 b、配戴静电带 a、紧贴主板 未配戴静电带 浮高歪斜 烧电子元器件 不符合工艺 产品功能坏机 烧电子元器件 4 5 4 4 4 5 4 4
22
插排座与蜂鸣器
b、脚位方向正确 脚位方向反 c、配戴静电带 未配戴静电带
a、焊点光滑饱满 少锡、假焊、连锡 功能不良 23 焊排座与蜂鸣器 b、板面整洁 c、配戴静电带 板面掉有锡渣锡珠 影响产品功能 未配戴静电带/或 接地不良 烧电子元器件
a、黄胶水打在电 黄胶水未打在电感 不符合工艺 周围 感周围固定 24 打黄胶水 剪脚 b、剪短各元件脚 c、配戴静电带 a、紧贴主板
未剪元件脚,元件 不符合产品工艺要求 5 脚过长 未配戴静电带 浮高/歪斜 烧电子元器件 影响后工序装配 4 5 4 5 4
25
装焊MCU板
假焊/少锡/连锡/未 b、焊点光滑饱满 功能不良 焊接 c、板面整洁 d、配戴静电带 a、方向正确 b、焊点光滑饱满 掉有锡渣或锡珠 未配戴静电带 方向反 短路、烧机/不能正 常工作 烧电子元器件
10
分板
a、脚位方向正确 脚位方向反 11 插电容与二极管 b、紧贴板面或卧 浮高/歪斜 倒 c、配戴静电带 未配戴静电带/或 接地不良
a、焊点光滑饱满 少锡、假焊、连锡 功能不良 12 焊电容与二极管 b、板面整洁 c、配戴静电带 a、方向正确 13 插电容与排座 板面掉有锡渣锡珠 影响产品功能 未配戴静电带/或 接地不良 方向反 烧电子元器件 产品功能坏机
级 别
潜在失效 起因/机理
作业方法不当 漏戴/意识不强
频 度 O
现行过程控制预防
探 R 测 P 建议措施 责任及目标完成日期 采取的 现行过程控制探测 度 S O N 措施 D
自检互检 巡视 目测 目测 巡视 自检互检 自检互检 巡视 目测 目测 巡视 自检互检 自检互检 巡视 目测 目测 巡视 目测 目测 目视自检 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 24 24 24 30 24 24 24 24 24 30 24 24 24 24 24 30 24 30 24 30
ቤተ መጻሕፍቲ ባይዱ
a、脚位方向正确 脚位方向反 15 插电容与三极管 b、紧贴板面 c、配戴静电带 浮高/歪斜 未配戴静电带/或 接地不良
a、焊点光滑饱满 少锡、假焊、连锡 功能不良 16 焊电容与三极管 b、板面整洁 c、配戴静电带 板面掉有锡渣锡珠 影响产品功能 未配戴静电带/或 接地不良 烧电子元器件 产品功能坏机 工艺不符合要求 烧电子元器件
锡膏量不足 移位 移位/贴反 元件移位/溢胶 元件偏位
供方/工厂 日期(編制) 日期(修改) 日期(生效)
2016/8/2 2016/8/2 措施结果
潜在 失效后果
元件易假焊
严 重 度 S
5
级 别
★ ★ ★ ⊙ ★ ★ ★ ⊙
潜在失效 起因/机理
铜网厚度不够 PCB板形状不统一造成坐标 偏差 板放反或坐标偏差 上面工位流入不良品 PCB焊盘过大或锡膏偏位 PCB厚度太薄或回流焊温度 过高 PCB板焊盘氧化 提供样件入电脑时无标准化 操作人员意识不够,或无指 示要求
2 2 2 2 2 2 2 2 2 2 2 2
18 30 30 24 24 24 24 24 24 30 24 24
元件高、插错、漏 影响整体美观和整机 5 插 性能 元件脚高、漏贴、 造成不良功能坏机 移位、切烂 分板时损坏板面元 功能坏机 件 未配戴静电带 烧电子元器件 产品功能坏机 工艺不符合要求 烧电子元器件 5 5 4 4 4 4 4 5 4 4
13
3 改善作业方法 3 培训/不定时检查 3 培训/自检与互检 3 纠正作业方法 3 培训/不定时检查 3 改善作业方法 3 改善作业方法 3 培训/不定时检查 3 培训/自检与互检 3 纠正作业方法 3 培训/不定时检查 3 改善作业方法 3 改善作业方法 3 培训/不定时检查 3 培训/自检与互检 3 纠正作业方法 3 培训/不定时检查 3 压到位 3 培训/自检与互检 3 改善作业方法
a、电容脚位方向 电容脚位方向反 正确 17 插电容 b、紧贴板面 c、配戴静电带 浮高/歪斜 未配戴静电带/或 接地不良
a、焊点光滑饱满 少锡、假焊、连锡 功能不良 18 焊电容 b、板面整洁 c、配戴静电带 板面掉有锡渣锡珠 影响产品功能 未配戴静电带/或 接地不良 烧电子元器件 影响后工序装配/不 符合工艺
加大PCB板与铜网之间的间距 找出各不同PCB偏差的统一性 调整坐标 重调坐标,放板人员意识培训 通知管理人员给予有效控制
假焊或与隔离焊盘短 6 路影响性能 造成不良功能坏机 造成不良功能坏机 造成不良功能坏机 影响元件上锡效果 造成不良功能坏机 6 5 6 5 6 7
调整锡膏印刷机坐标,通知开发 3 部减小焊盘 3 3 3 降低回流焊温度;加大PCB板厚 度 印锡膏前检查铜箔不能氧化 按所发现的不良问题累积记入 电脑程式 增加人员意识培训和增加指示 卡说明 增加人员意识培训和增加指示 卡说明
5
过回流焊
外观
PCB板变形 元件假焊
6
后检(AOI检查)
外观/规格
元件参数不正确, 元件假焊、连锡、 不能通过检测仪 贴反现象 板乱摆放 PCB易断铜皮
7 8 9
摆板 QC板面检查 QC锡点面检查
外观 外观/规格 外观/规格 a、无损坏元件 b、配戴静电带
3 ⊙
3 3
操作员自检 目测 PCB专用模板 目视 巡视 自检互检 自检互检 巡视 目测 目测 巡视 自检互检
a、排座紧贴主板 浮高/歪斜 b、焊点光滑饱满 c、板面整洁
19
装焊排座
假焊/少锡/连锡/未 功能不良 焊接 掉有锡渣或锡珠 短路、烧机/不能正 常工作
第3页 共36页
TONLY电 子 有 限 公 司
过程潜在失效模式及后果分析(PFMEA)
FMEA编号/版本: 产品规格: 零件名称/描述: 过程责任 :
第1页 共36页
TONLY电 子 有 限 公 司
过程潜在失效模式及后果分析(PFMEA)
FMEA编号/版本: 产品规格: 零件名称/描述: 过程责任 : 编号 过程 功能
刷锡膏 贴片 贴IC 中检
TW-2017001-PFMEA-A
主要联系人/电话: 核心小組:品质/生产/PE
MT0404-LP5 SMT/DIP段 生产/品质/PE 要求 潜在 失效模式
第2页 共36页
TONLY电 子 有 限 公 司
过程潜在失效模式及后果分析(PFMEA)
FMEA编号/版本: 产品规格: 零件名称/描述: 过程责任 : 编号 过程 功能
插电容与排座
TW-2017001-PFMEA-A
主要联系人/电话: 核心小組:品质/生产/PE
MT0404-LP5 SMT/DIP段 生产/品质/PE 要求
频 度 O
2 3 3 3
现行过程控制预防
探 R 测 P 建议措施 责任及目标完成日期 采取的 现行过程控制探测 度 S O N 措施 D
目测 目测 目测 目测 目测 目测/卡尺 目测 AOI检测议 8 4 4 4 4 4 4 1 80 72 72 60 72 60 72 21
1 2 3 4
规格 外观 外观 外观
a、输出座紧贴主 浮高/歪斜 板 20 装焊输出座 b、焊点光滑饱满 c、板面整洁 d、配戴静电带 21 剪元件脚
假焊/少锡/连锡/未 功能不良 焊接 掉有锡渣或锡珠 未配戴静电带 短路、烧机/不能正 常工作 烧电子元器件
★ 方法不当/工作疏忽 意识不强/工作不当 疏忽/意识不强 漏剪,剪得过长 疏忽/意识不强 未按指导资料作业 作业失误 疏忽/意识不强 ★ 方法不当/工作疏忽 作业方法不当 漏戴/意识不强 未按资料作业 漏剪,剪得过长 疏忽/意识不强 焊接过程未压倒位 ★ 方法不当/工作疏忽 意识不强/工作不当 疏忽/意识不强 作业过程插反 ★ 方法不当/工作疏忽
烧机或不能正常工作 4 4
26
插焊电容与电感
假焊/少锡/连锡/未 功能不良 焊接
第4页 共36页
TONLY电 子 有 限 公 司
过程潜在失效模式及后果分析(PFMEA)
FMEA编号/版本: 产品规格: 零件名称/描述: 过程责任 : 编号
26
TW-2017001-PFMEA-A
主要联系人/电话: 核心小組:品质/生产/PE
MT0404-LP5 SMT/DIP段 生产/品质/PE 要求 潜在 失效模式
掉有锡渣、锡珠 未配戴静电带
供方/工厂 日期(編制) 日期(修改) 日期(生效)
2016/8/2 2016/8/2 措施结果
过程 功能
插焊电容与电感
潜在 失效后果
短路、烧机/不能正 常工作 烧电子元器件 不符工艺要求