换热器管子-管板胀接有限元分析
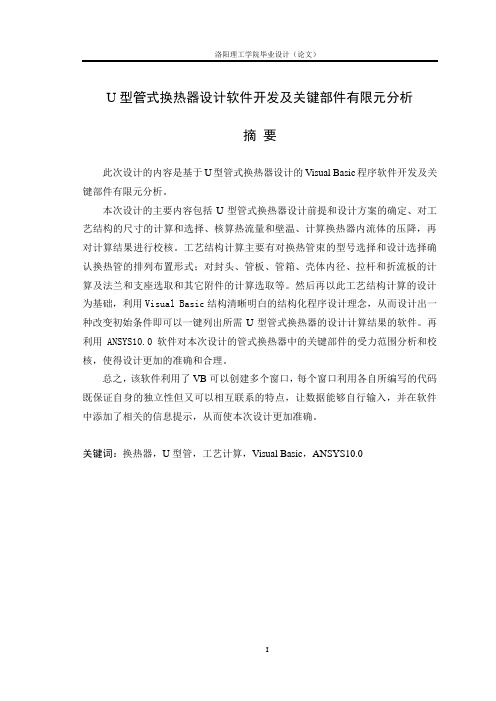
换热器管子与管板的5种连接结构形式

换热器管子与管板的5种连接结构形式管子与管板的连接,在管壳式换热器的设计中,是一个比较重要的结构部分。
它不仅加工工作量大,而且必须使每一个连接处在设备的运行中,保证介质无泄漏及承受介质压力能力。
对于管子与管板的连接结构形式,主要有以下三种,(1)胀接, (2)焊接,(3)胀焊结合。
这几种形式除本身结构所固有的特点外, 在加工中,对生产条件,操作技术都有一定的关系。
Ol胀接用于管壳之间介质渗漏不会引起不良后果的情况下,胀接结构简单,管子修补容易。
由于胀接管端处在胀接时产生塑性变形,存在着残余应力,随着温度的上升,残余应力逐渐消失,这样使管端处降低密封和结合力的作用。
所以此胀接结构,受到压力和温度的一定限制。
一般适用压力P0≤4MPa,管端处残余应力消失的极限温度,随材料不同而异,对碳钢、低合金钢当操作压力不高时,其操作温度可用到300°Co为了提高胀管质量,管板材料的硬度要求高于管子端的硬度, 这样才能保证胀接强度和紧密性。
对于结合面的粗糙度,管孔与管子间的孔隙大小,对胀管质量也有一定的影响,如结合面粗糙,可以产生较大的摩擦力,胀接后不易拉脱,若太光滑则易拉脱,但不易产生泄漏,一般粗糙度要求为Ral2.5o为了保证结合面不产生泄漏现象,在结合面上不允许存在纵向的槽痕。
期炸既接管孔有光孔和带环形槽孔两种,管孔的形式和胀接强度有关,在胀口所受拉脱力较小时,可采用光孔,在拉脱力较大时可采用带环形槽的结构。
光孔结构用于物料性质较好的换热器,胀管深度为管板厚度减3mm,当管板厚度大于50m∏b胀接深度e一般取50 mm,管端伸出长度2~3 mmo 当胀接时,将管端胀成圆锥形,由于翻边的作用,可使管子与管板结合得更为牢固,抗拉脱力的能力更高。
当管束承受压应力时,则不采用翻边的结构形式。
管孔开槽的目的,与管口翻边相似,主要是提高抗拉脱力及增强密封性。
其结构形式是在管孔中开一环形小槽,槽深一般为0.4~0∙5 mm,当胀管时,管子材料被挤入槽内,所以介质不易外泄。
U型管式换热器设计软件开发及关键部件有限元分析
U型管式换热器设计软件开发及关键部件有限元分析摘要此次设计的内容是基于U型管式换热器设计的Visual Basic程序软件开发及关键部件有限元分析。
本次设计的主要内容包括U型管式换热器设计前提和设计方案的确定、对工艺结构的尺寸的计算和选择、核算热流量和壁温、计算换热器内流体的压降,再对计算结果进行校核。
工艺结构计算主要有对换热管束的型号选择和设计选择确认换热管的排列布置形式;对封头、管板、管箱、壳体内径、拉杆和折流板的计算及法兰和支座选取和其它附件的计算选取等。
然后再以此工艺结构计算的设计为基础,利用Visual Basic结构清晰明白的结构化程序设计理念,从而设计出一种改变初始条件即可以一键列出所需U型管式换热器的设计计算结果的软件。
再利用ANSYS10.0软件对本次设计的管式换热器中的关键部件的受力范围分析和校核,使得设计更加的准确和合理。
总之,该软件利用了VB可以创建多个窗口,每个窗口利用各自所编写的代码既保证自身的独立性但又可以相互联系的特点,让数据能够自行输入,并在软件中添加了相关的信息提示,从而使本次设计更加准确。
关键词:换热器,U型管,工艺计算,Visual Basic,ANSYS10.0U-TUBE HEAT EXCHANGER DESIGN SOFTWARE DEVELOPMENT AND FINITE ELEMENT ANALYSIS OFKEY COMPONENTSABSTRACTThe content of this design is based on the Visual type tube heat exchanger design Basic U program software development and key components of the finite element analysis.In short, the software is using VB can create multiple windows, and each window has its own design part of the calculation, the written code to make each form between independent and there is a link, let the data to their own input, and in software add relevant information tips, so as to make the design more accurThe main content of this design includes U type tube heat exchanger; the size of the initial conditions, process of determining structure calculation, heat flows from the accounting and wall temperature calculation, calculation for heat exchanger fluid pressure drop, parts of the selection and calculation of check. The calculation process is mainly including the calculation results of heat exchanger selection, calculate and determine the design of the heat exchanger heat area; structure calculation process are selection of heat transfer tube type and heat transfer tube arrangement, the shell diameter calculation and selection, calculation of the calculations of flow plate selection, takeover and other accessories selection. Then to calculate the structure for this process as a basis for the design, the use of visual basic structure is clear and clear structured program design concept, to design a kind of changing the initial conditions that can be a key list of U type tube for heat exchanger design and calculation results of software. Using ANSYS10.0 software to analyze and check the force range of the key components of the design of the tube type heat exchange.KEY WORDS: heat exchanger,U-tube,Process calculation,Visual Basic,ANSYS10.0目录前言 (1)第1章U型管式换热器的工艺计算 (2)1.1 换热器设计任务和设计前提 (2)1.1.1 设计任务 (2)1.1.2 设计前提 (2)1.2 设计步骤 (2)1.2.1 设计方案的确定 (2)1.2.2 流体基本参数的确定 (3)1.3 U型管式换热器的设计计算过程 (3)1.3.1 热流量的计算 (3)1.3.2 平均温度差的计算 (4)1.3.3 根据热流量估算换热面积 (4)1.3.4 工艺结构尺寸的确定 (4)1.3.5 换热器的校核 (6)1.3.6 壁温核算 (8)1.3.7 各部分流体阻力的计算 (8)第2章结构设计与选取 (10)2.1 换热管束 (10)2.2 封头的计算 (11)2.3 管板的计算 (11)2.4 管箱的计算 (14)2.5 壳体的计算 (15)2.6 拉杆的计算 (15)2.6.1 拉杆结构形式 (15)2.6.2 拉杆的直径和数量 (15)2.7 折流板的计算 (17)2.8 法兰的选择 (17)2.9 支座的选择 (18)第3章Visual Basic软件编程 (19)3.1 主要设计模块及流程 (19)3.1.1 流程图 (19)3.2编辑程序 (19)3.2.1 进入VB的基本界面 (19)3.2.2 初始参数窗体的编辑 (20)3.2.3 计算换热器工艺结构尺寸的窗体 (21)3.2.4 换热器面积裕度的校核的窗体 (23)3.2.5 壁温核算和各部分压降的窗体 (25)3.3 换热器基本结构的软件设计 (26)3.4 换热器的汇总窗体设计 (30)第4章关键部件的有限元分析 (33)4.1 U型换热管的有限元分析 (33)4.1.1 单元类型和材料属性的建立 (33)4.1.2 换热管模型的建立 (33)4.1.3 网格划分 (34)4.1.4 载荷的施加 (35)4.1.5 查看结果 (35)4.2 管板的有限元分析 (37)4.2.1 设定单元类型和材料属性 (38)4.2.2 创建管板模型 (38)4.2.3 网格的划分 (39)4.2.4 载荷的施加 (39)4.2.5 查看结果 (40)结论 (42)谢辞 (43)参考文献 (44)外文资料翻译 (46)前言换热器是将不同温度流体进行热量的交换,从而可以使某些流体升温或者降温,来达到设计所需要的工艺流程的温度的装置[1]。
换热器膨胀节有限元分析的有效单元剖分方法
换热器膨胀节有限元分析的有效单元剖分方法[ 字号:大中小] [ 关闭] 2008-11-29 9:51:35 来自网络作者:admin 浏览次数:26次发表评论关键词:换热器热管许多商业有限元分析软件,如ANSYS、ABAQUS、MARK、NASTRAN,都已经具备了单元自动剖分的功能。
但是,到目前为止,对于一般空间问题只能自动生成8节点单元的蜕化元,即四面体或五面体单元,而不能自动生成所有单元都是较规则的8节点六面体单元的有限元模型,四面体或五面体单元是常应变单元,不能较好模拟应力变化较为剧烈的应力分布状态[1]。
由于换热器所用膨胀节是弯曲应力变化非常剧烈的部位,因此,四面体或五面体单元用于换热器膨胀节的有限元应力分析效果不好。
许多研究者在对膨胀节进行有限元分析时,为了回避8节点单元模型建模烦琐这一问题,常常由有限元分析软件自动生成单元网格。
这样剖分的结果是在膨胀节及其附近高应力变化区形成大量极不规则的四面体单元或五面体单元,而该区域正是应力分布最为复杂的区域。
文中提出在对膨胀节进行有限元分析时,保证膨胀节及其附近区域内单元都是比较规整、均匀的8节点单元时才能得到较好的计算结果,这种单元可以使用不协调位移模式,能够较好地模拟膨胀节、开孔接管、弯曲梁及拱坝等受弯曲为主的工程结构[2]。
为了验证这一结论,以多乙二醇塔再沸器膨胀节为例进行了有限元分析对比的计算。
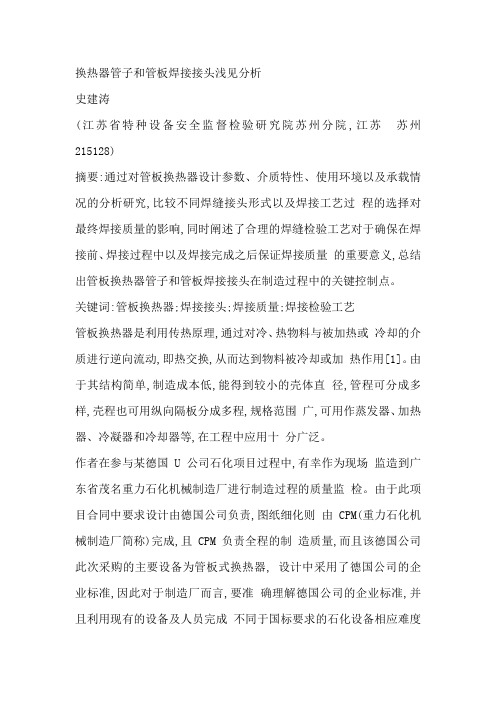
1设备简介多乙二醇塔E 710再沸器是乙二醇装置的重要设备之一,其结构简图见图1。
此再沸器为壳体上带有两组4个膨胀节的固定管板式换热器,型号为BEM450 2.5/0.2 6.4 6/19 3I,其管程设计压力0.2MPa,设计温度200℃;壳程设计压力2.5MPa,设计温度为250℃。
换热管规格为 19mm×1.6mm×6000mm,材料为SUS304,壳体规格为 450mm×8mm×5990mm,壳体材料为SUS304,膨胀节按GB16749—1997《压力容器波形膨胀节》选型,其型号为HZWC450 2.5 1×8×2,材料为SUS304,其结构见图2。
换热器管子和管板焊接接头浅见分析
换热器管子和管板焊接接头浅见分析史建涛(江苏省特种设备安全监督检验研究院苏州分院,江苏苏州215128)摘要:通过对管板换热器设计参数、介质特性、使用环境以及承载情况的分析研究,比较不同焊缝接头形式以及焊接工艺过程的选择对最终焊接质量的影响,同时阐述了合理的焊缝检验工艺对于确保在焊接前、焊接过程中以及焊接完成之后保证焊接质量的重要意义,总结出管板换热器管子和管板焊接接头在制造过程中的关键控制点。
关键词:管板换热器;焊接接头;焊接质量;焊接检验工艺管板换热器是利用传热原理,通过对冷、热物料与被加热或冷却的介质进行逆向流动,即热交换,从而达到物料被冷却或加热作用[1]。
由于其结构简单,制造成本低,能得到较小的壳体直径,管程可分成多样,壳程也可用纵向隔板分成多程,规格范围广,可用作蒸发器、加热器、冷凝器和冷却器等,在工程中应用十分广泛。
作者在参与某德国U公司石化项目过程中,有幸作为现场监造到广东省茂名重力石化机械制造厂进行制造过程的质量监检。
由于此项目合同中要求设计由德国公司负责,图纸细化则由CPM(重力石化机械制造厂简称)完成,且CPM负责全程的制造质量,而且该德国公司此次采购的主要设备为管板式换热器, 设计中采用了德国公司的企业标准,因此对于制造厂而言,要准确理解德国公司的企业标准,并且利用现有的设备及人员完成不同于国标要求的石化设备相应难度加大。
而在管板换热器的制造过程中,换热管与管板的连接是整个制造过程中的关键环节。
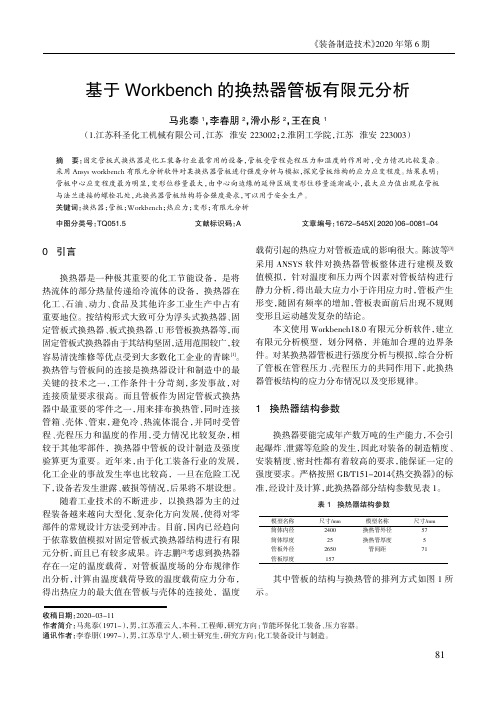
1 管子-管板连接型式换热管与管板的连接方式有胀接、焊接、胀焊并用等型式。
常用的工艺制造方法有强度胀接、贴胀、强度焊以及密封焊。
强度胀接指为保证换热管与管板连接的密封性能以及抗拉脱强度的胀接;贴胀指为消除换热管与管孔之间缝隙的轻度胀接;强度焊指保证换热管与管板连接的密封性能及抗拉脱强度的焊接; 密封焊指保证换热管与管板连接密封性能的焊接[2]。
目前对常规的换热管通常采用“贴胀+强度焊”的模式;而重要的或使用条件苛刻的换热器则要求采用“强度胀+密封焊”的模式。
换热器管板有限元分析模型研究

换热器管板有限元分析模型研究陈楠;贺小华;邵虎跃;周林【摘要】The numerical analysis study on tube sheet structure of heat exchange has been an active domain of academics and engineering. In this paper, three kinds of simplified model for finite element analysis of tube sheet were founded: The non-porous equivalent solid sheet with bar element model (model A), the solid tube sheet with bar element model (model B) and the solid tube sheet with shell element model (model C). The results of three simplified models were compared with those of entire entity model (model D), It shows that model C is relatively close to model D in terms of stress intensity, axial displacement of tube sheet and tube axial force, the conservative solution is also obtained. The accuracy and efficiency of model C were satisfactory. The results in the paper provide the basis for the discussion of comparatively accurate FEA model for tubesheet.%建立3种换热器管板有限元分析的简化模型:当量实心板与杆单元模型(模型A);实体管板与杆单元模型(模型B);实体管板与壳单元模型(模型C),通过典型算例,将3种简化模型的计算结果与全实体模型(模型D)进行对比分析.结果表明,模型C管板的应力强度、轴向位移及管束轴向力均与实体模型D较为接近,且得到保守结果,计算精度及效率优势较为明显.【期刊名称】《食品与机械》【年(卷),期】2012(028)002【总页数】4页(P90-93)【关键词】换热器;管板;有限元模型;管束轴向力【作者】陈楠;贺小华;邵虎跃;周林【作者单位】南京工业大学机械与动力工程学院,江苏南京210009;南京工业大学机械与动力工程学院,江苏南京210009;南京工业大学机械与动力工程学院,江苏南京210009;南京工业大学机械与动力工程学院,江苏南京210009【正文语种】中文换热器作为热交换设备广泛应用于食品与化工等行业。
换热器管板与管子的连接方法与原理

换热器管板与管子的连
接方法与原理
WTD standardization office【WTD 5AB- WTDK 08- WTD 2C】
管板与换热管的连接方式主要胀接、焊接、胀焊结合。
胀接分强度胀和贴胀两种,胀接的方法主要有机械滚胀法、液压胀管、爆破胀管,胀接是利用电动或风动等动力使心轴旋转并挤入管内迫使管子扩张产生塑性变形而与管板贴合,为了提高胀管的质量,管端材料的硬度应比管板低。
若单一使用胀接,一般使用条件为压力不超过
4MPa,温度不超过350℃。
带槽孔的结构用于抗拉脱能力与密封性要求高的场合,管板中开的环形小槽深为~,管子材料被胀挤进槽内,可防止介质外泄,管板厚度小于30mm时,槽数为1,厚度大于30mm时,槽数为2。
液压胀、爆破胀具有劳动强度低、密封性能好,一般推荐在高温高压的工况下采用液压胀和爆破胀。
焊接分强度焊和密封焊两种,焊接加工简单、连接强度好,在高温高压时能保证连接处的紧密性与抗拉脱能力,管子与薄管板的固定更应采用焊接方法。
当连接处焊接之后,管板与管子中存在的残余热应力与应力集中,在运行时可能引起应力腐蚀与疲劳破坏,此外,管子与管板孔之间的间隙中存在的不流动的液体与间隙外的液体有着浓度上的差别,还容易产生间隙腐蚀,目前在工况要求较高的场合推荐采用内孔焊。
采用胀焊结合的方法,不仅能提高连接处的抗疲劳性能,还可消除应力腐蚀和间隙腐蚀,提高使用寿命。
采用强度胀+密封焊的结合方式,胀接承受拉脱力,焊接保证紧密性,采用强度焊+贴胀的结合方式,焊接承受拉脱力,胀接消除管子与管板间的间隙。
基于Workbench的换热器管板有限元分析
《装备制造技术》2020年第6期0引言换热器是一种极其重要的化工节能设备,是将热流体的部分热量传递给冷流体的设备,换热器在化工、石油、动力、食品及其他许多工业生产中占有重要地位。
按结构形式大致可分为浮头式换热器、固定管板式换热器、板式换热器、U 形管板换热器等,而固定管板式换热器由于其结构坚固,适用范围较广,较容易清洗维修等优点受到大多数化工企业的青睐[1]。
换热管与管板间的连接是换热器设计和制造中的最关键的技术之一,工作条件十分苛刻,多发事故,对连接质量要求很高。
而且管板作为固定管板式换热器中最重要的零件之一,用来排布换热管,同时连接管箱、壳体、管束,避免冷、热流体混合,并同时受管程、壳程压力和温度的作用,受力情况比较复杂,相较于其他零部件,换热器中管板的设计制造及强度验算更为重要。
近年来,由于化工装备行业的发展,化工企业的事故发生率也比较高,一旦在危险工况下,设备若发生泄露、破损等情况,后果将不堪设想。
随着工业技术的不断进步,以换热器为主的过程装备越来越向大型化、复杂化方向发展,使得对零部件的常规设计方法受到冲击。
目前,国内已经趋向于依靠数值模拟对固定管板式换热器结构进行有限元分析,而且已有较多成果。
许志鹏[2]考虑到换热器存在一定的温度载荷,对管板温度场的分布规律作出分析,计算由温度载荷导致的温度载荷应力分布,得出热应力的最大值在管板与壳体的连接处,温度载荷引起的热应力对管板造成的影响很大。
陈波等[3]采用ANSYS 软件对换热器管板整体进行建模及数值模拟,针对温度和压力两个因素对管板结构进行静力分析,得出最大应力小于许用应力时,管板产生形变,随固有频率的增加,管板表面前后出现不规则变形且运动越发复杂的结论。
本文使用Workbench18.0有限元分析软件,建立有限元分析模型,划分网格,并施加合理的边界条件。
对某换热器管板进行强度分析与模拟,综合分析了管板在管程压力、壳程压力的共同作用下,此换热器管板结构的应力分布情况以及变形规律。
换热器失效的原因及常见故障分析
换热器失效的原因及常见故障分析摘要换热器的种类很多,操作方法大同小异,它们的共同点是利用两种物料间大量的接触面积进行热交换,以完成冷却、冷凝、加热和蒸发等化工过程。
而换热器的操作条件、换热介质的性质、腐蚀速度和运行周期决定了换热器操作维护的内容。
现以广泛使用的板式换热器为例,讨论其失效原因及常见故障。
关键词换热器;失效原因;故障分析1换热设备劣化和失效的主要形式及原因造成换热设备劣化和失效的主要形式及原因有以下几个方面:1.1腐蚀换热设备管束受到的腐蚀取决于管束内外侧介质的化学组分、浓度、压力、流速以及管束本身的材质性能。
1)介质引起的均匀腐蚀。
①硫及硫化物引起的均匀腐蚀。
硫及硫化物导致金属表面直接形成一层金属疏化物。
这种硫化物较厚而疏松对金属表面不能起保护作用。
因此,这种腐蚀是以一定的速率使管壁减薄。
②盐酸产生的均匀腐蚀。
介质中所含的氯化物遇到水时,形成盐水,加热到150-200℃以上时生成盐酸,有十分强烈的腐蚀作用,是一种“低温腐蚀”,主要发生在有冷凝产生的部位。
腐蚀的形态是均匀腐蚀,也可能随冷凝液的流向产生沟状腐蚀。
③其他强腐蚀性介质,如尿素甲胺液、硫酸、醋酸等也会引起管束的均匀腐蚀。
2)应力腐蚀开裂。
化工装置的换热设备常出现的应力腐蚀主要有两种:一种是奥氏体不锈钢管,由氯离子引起的应力腐蚀;另一种是铜管在氨环境下的应力腐蚀。
3)冷却水引起的各种腐蚀。
水冷却器占了换热设备中相当大的比例,在水冷却器的水侧,会产生各种形态的腐蚀。
①磨蚀与冲蚀。
冷却水流速高,并带有泥砂之类的固体顾粒,则在流速高,水冲击严重的局部部位易发生这种腐蚀。
②气烛。
当设计不合理,或实际的运行工况与设计工况不一致,引起水测局部管束的表面发生水的汽化时,容易在水测的管外壁发生气蚀。
③结垢引起的坑蚀。
冷却水流速过低,水质不好、水中含油污、泥垢、pH值过高,以及水中的菌藻等,都能使管束表面产生沉积物的堆积,并使沉积物覆盖下的管子金属的表面氧化膜因缺氧而破坏。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
施加载荷时,考虑到胀接工具的位置,在管板 两侧各2mm的范围不加内压,因而对于50mm厚 的管板,内压载荷的作用范围为46 mm。
2有限元模拟结果及分析
2.1计算结果 由模拟分析,可得到胀接时管子一管板部位的
弹.塑性应力及变形,同时可得到卸除胀接压力后管 子一管板部位详尽的残余变形。图3为光管孔三维 模型在胀接时的应力及变形。如果采用强度胀,通 常在管孔上开胀槽,对手双管槽,槽宽为8 mm,槽
由此可见,胀接过程是管子与管板从有间隙的 分离状态到相互接触并产生挤压的连续过程。为 此,建模时在管子外壁与管孔壁之间施加了接触元 (实际上也可认为是间隙元)。它的基本思路是通 过虚设的单元将管壁与管孔连接起来,通过人为设 定的单元物理特性来模拟胀接的接触过程。在未 接触时,其刚度近似为零;而已接触的区域此间隙 元的刚度变得足够大。能阻止两物体的互相嵌入。 1.3材料及其性能
第23卷第6期 20叭年11月
南京化工大学学报 JoURNAl.oF NANJING UNIVERSITY OF CHEMICAL TECHNOLOGY
v01.23 No 6 Nov 200l
换热器管子一管板液压胀接的有限元模拟
李 磊,王海峰,桑芝富
(南京化工大学机械工程学院,江苏南京210009)
参考文献:
[1] wll50n R M The ela吼K—pl孙tlc khavI。r of a tube du^“g expan—
si蚰[c]ASME Paper N0 78 PVPll2,j978
【2] A【l帅M.ch缸banA,B啦rgⅢA.EsnmtlonofMsldualnr皓鲫
V㈣l T…ctIoTl ;n hydmuli曲I垮elpaⅡded tub}ntubesheH JoInts【J].Joumd of
tube and tubesheet hole,the process of the tube is yielded plastic deformation and kept close to the tubesh鳅
hole and act on it.The eIastic—plastic stress state of the joints during the hydraulic expansion process and the residual∞ntact stress between the tube and tubesheet after the expansion preSsure is unloaded can be obtained by the simulation analysis.It was found that this c。ntact streSS is not well-distributed along the thickneSs of the tubesheet,high stress value is occurfed in the tubesheet h01e grodve.High residual tensile streSs is occurred in the transitional region of the tube in the inner side of the tubesheet. Key words:heat exchang盯;hydraulic expansion;residual c。ntact stress;finite element simulati。n
均匀的,对无胀管槽的情况而言,其分布情况如图5
所示。在管板两侧均有一很高的接触压力区,然后
有一段低的接触压力范围,之后接触压力比较均
匀,其平均残余接触压力可取其各点接触压力的平
均值:
1
rr
P=÷J o s,(z)dT
万方数据
第6期
李磊等:换热器管子一管板液压胀接的有限元模拟
13
其中:p一平均接触压力,MPa;L一胀接长度 mm;s,(r)一任意长度处的径向接触压力,MPa。
分析模型所用的材料及其性能如表2所示,材
万方数据
料的应力一应变曲线如图2所示。
11Me 2
表2材料殛其性能 Experlmemd matemb帅d their propenles
部件
材料
物理性能
E/MP8
P
换热管
10
l 9 x105
管板16MnR 2 1 x】05
o3 03
机械性能
q/MPa钆/MPa
值得注意的是二维建模时管板套筒外直径D. 的取值大小,对胀接时接头的应力状况及卸载胀接 压力后残余应力的大小有较大的影响。按文献[6] 的方法,选用不同的Dn值采用二维模型进行计算, 采用其中结果与三维结果一致的二维模型之n 值,作为本文二维模型结构尺寸。图1(a)、(b)分别
收稿臼期:200l一07一10 作者简开:李磊(1968一).男,山东广浇人,硕士,讲师。主要从事过程装备的结构强度及数值模拟研究工作。
边缘处约束一个节点y方向的位移。这样,最大限 度地减少了附加约束对实际胀接结果的影响,保证 了模拟的真实性,又保证了计算过程的收敛性。施
加的载荷为胀接时的实际胀接压力并将内压均匀
地施加在管子的内壁面,加载过程可分为两大载荷
步:
(1)加载过程:在管内壁面施加最大胀接压力。
在非线性分析中,载荷从初始值(通常为零)以一定
(G。lkge of Mechanid Engineeri“g’N蛆jing unjversity。f chemi浏Technoky'№njiflg 210009,chi珊)
Abstract:The hydraulic expansion process of the tube-t争tubesheet joints。f the boilers and heat excharlgers was simulated by ANSYS/CAE software.The plate—plate contact element was used to simuIate the gap between the
摘要:采片】ANsYS/cAE软件.对锅炉、换热器管子一管板的液压胀接过程进行了模拟。管子与管板孔之间采用
面一面接触元以模拟相互之问的间隙及管于产生塑性变彤并贴紧管板孔后对管板的作用。通过本文的模拟分析, 可获得胀接时接头处的弹.塑性应力状志及卸除胀接压力后管子与管板之间的残余接触压力。值得注意的是此接
andysis model d tube h01e wIt】均ut日_。d坩
“×10‘u
圈2材料的应力一应变曲线 F增2 stles}Htam nlrvc d吼p盱佃岫t札伯枷抽k 的增量到最终值,为了保证求解过程的收敛和效率 以及精确性,采用自动时间一载荷步长,并确定时 间一子载荷步。子载荷步的多少以保证收敛为准。 总载荷即胀接压力大时。子载荷步可相应增多。 (2)卸载过程:在前一步计算的基础上,在原管
Pre鼯ure
Technokgn
of AsME.1998(120):
129.137
[3]汪建华,陆皓,褒敏刚,胀管接头的弹塑性有限元分析及应用
[J].压力容器,1998,13(6):29t3l 【4]王海峰,桑芝富,石庭瑞液压胀管的数值模拟【J]石宁由化工
设备.2001(30):10—3.
【s]孙俊管子与管板液压胀接结构的模拟厦强度研究[D]南京:
触压力沿管扳厚度方向分布是不均匀的;在管孔槽处会出现较高的数值;在管扳内侧处,管于的过渡区会出现较大
的残余拉应力。
关键词:-接热器;液压胀接;残余接触压力;有限元模拟
中图分类号:TQ 051.503
文献标识码:A
文章编号:l007—7537(2001)06一0010一04
大多数管壳式换热器的失效都发生在管子与 管板的连接接头处。因此,对管子与连接结构进行 研究,制订出详尽、合理的设计、制造及质量控制措 施.延长设备的操作周期和使用寿命.对于安全、稳 定的生产具有十分重要的意义。
本文采用ANsYs有限元软件,对换热管与管 板液压胀接过程及接头在胀接时的弹一塑性应力
状态,卸除胀接压力后管子及管板的残余应力状态 进行了模拟,特别是胀管槽处的应力分布情况进行 了分析,为加强人们对胀接过程及连接接头性能的 理解,提高换热器设计及制造的质量,不断修改及 完善现有标准规范提供了依据。
1有限元模拟
围4胀接压力卢=180 MPa双管槽接头的残余
应力及变形
Joint…th scm…d Fig 4 ResⅪual
def。rrIlatj饥for the
double gr。。ves出…xpansIon
管子与管板间的残余接触压力是衡量胀管质
量的重要指标之一。模拟分析结果表明,接头残余
接触压力沿胀接长度(即管板厚度)方向分布是不
管子与管板连接的方法很多,但传统的胀接方 法仍然是目前应用最广泛的方法。胀接过程是一 个复杂的接触过程,对胀接过程和胀后残余应力及 拉脱力的研究,至今仍然是一个重要的研究课题。
关于液压胀管的有限元分析研究,国内外学者 已做了不少工作。wiIs。n¨1采用Marc有限元分析 软件对管子与管板接头处的残余应力状况进行了 探索,灿lam和chaab柚[2J采用ABAQus软件对胀 接接头进行了有限元模拟,同时指出,虽然非线性 接触问题是一难点.但采用非线性有限元分析,在 这一方面将是大有前途的,它比传统的理论估算和 试验方法更精确、有效且更经济。国内研究及工程 技术人员也做了大量的研究工作”。J。采用弹塑 性理论,建立了二维模型,假设材料为理想塑性体, 管于及管板处于轴对称状态,服从小变形理论及 M-ses屈服准则,并用试验方法,进行了大量的研 究。
万方数据
第6期
李磊等:换热器管子.管板液压胀接的有限元模拟