φ12四切分轧制汇总
四切分轧制Ф12mm螺纹钢筋的线差分析及改进措施

水钢科技SHUIGANG SCIENCE &TECHNOLOGY第151期1前言首钢水城钢铁集团(有限)公司(简称水钢)第三条棒材生产线,全线采用高刚度短应力线轧机,设计最高轧速18m/s,年产量为100万吨,产品规格为Φ12mm ~Φ40mm 热轧带肋钢筋和Φ14mm~Φ40mm 热轧直条圆钢。
轧机工艺布局为6-6-7,这种工艺布局,实施四切分轧制工艺,具有轧制稳定、快速切分的优点;精轧机组布置7架轧机,属国内首创。
四切分轧制Φ12mm 螺纹钢成品出现四线差大,增加岗位职工调整难度,为此,组织攻关,考虑K4孔连接带高度的选择,可望解决问题。
Abstract:The causes of serious size difference of Φ12mm rebar between different strands of four-strand rolling in No.3steel rolling line in Shuiagng such as the poor machining accuracy of rolling grooves,the inconsistent wear of grooves,the inconsistent roll-gap on both sides of rolling mills,the entrances of No.16pre-splitting rolling mill (rolling mill of K4hole)and No.17splitting rolling mill (rolling mill of K3hole)being not aligned with the rolling line,and the unreasonable design of K4pre-splitting hole and K3splitting hole are analyzed.The size difference of Φ12mm rebar between different strands of four-strand splitting is reduced by enhancing the machining accuracy of K4and K3holes,improving the material of roller,aligning the guides of K4and K3holes with the rolling center line,and increasing the height of connection belt of K4hole from 6.0mm to 6.5mm.Keywords:Φ12mm rebar;four-strand splitting;height of connection belt of K4hole作者简介:李勇(1978~),男,轧钢助理工程师,从事轧钢技术管理工作。
Φ12 mm螺纹钢精轧机组工艺优化
Φ12 mm螺纹钢精轧机组工艺优化摘要:介绍了在第五棒材生产线在四切分轧制Φ12 mm螺纹钢筋时,实施的料型优化、导卫改进、轧辊孔型修改、收严温度控制范围等的攻关措施,使达产率>90%,轧废率降低至0.08%关键词:四切分;料型控制;导卫;轧辊;温度控制1 前言四切分轧制工艺是把加热后的坯料先轧制成扁坯,然后再利用孔型系统把扁坯加工成4个断面相同的并联轧件,在精轧道次上延纵向将并联轧件切分为4个断面尺寸相同的独立轧件的轧制技术。
12螺mm四切分工艺在五棒生产,生产不稳定,未能达到预期班产目标,主要是因为精轧区域轧废较多,成品折叠等问题,平均每班影响生产时间40分钟左右,严重的制约了生产的正常进行。
2 原因分析与改进2.1 精轧堆钢2.1.1 原因分析(1)温度影响,五棒精轧机全部是水平是布置,精轧机各机架料型宽高比例较大,两侧温度相对较低,在进过K3机架切分后头部变形不规则,引起堆钢[1];(2)料型问题,整个精轧机架连续六架轧机水平布置,料型宽度难控制,且不稳定,特别是轧件头部料型,若是头部料型过小时,经过预切分、最后切分后,K3多产生切偏头,引起堆钢;(3)轧辊、导卫问题,轧辊四线磨损不均造成后续机架堆钢,崩孔引起堆钢,K2磨损造成扭转不到位不进K1堆钢,K3出口导卫问题引起的堆钢。
2.1.2 解决措施(1)温度调整规范化,因为五棒加热炉是目前比较先进的,钢温控制能达到相对其他线比较高的水平,所以在实际生产中收严开轧温度控制范围,将开轧温度由995 ℃~1 055 ℃收严至1 000 ℃~1 030 ℃,并将12号轧机出口温度由980 ℃~1 040 ℃收严至1 000 ℃~1 040 ℃。
另外,将精轧机切分前的活套进出口处的除磷装置全部改为花洒式的喷头,使轧件在精轧处的温度更均匀,温差由40 ℃的降至20 ℃左右。
(2)提出宽度控制要求,严格控制各机架头中尾宽度差,严格控制12#料型高宽,K6、K5、K4这三个机架的宽度,使轧件在切分前四线头部料型均匀;料型把控严格后,减少了冲钢次数,各项指标也得到了提升。
Ф12mm热轧带肋钢筋四切分轧制开发实践
2 生产 工艺基本 条件
切 分 轧制 的技 术关 键在 于切 分设 备 的可 靠性 ,
孔 型系 统及 孔型 设计 的合 理性 , 切 分后 轧件形 状 的 正 确性 以及 产 品质 量 的稳 定性 。生 产线 主要 由步 进 梁式 加热 炉 、 轧线 、 冷床 、 精 整收 集等 组成 。最 大
肋 钢筋 更适 合 于 四切 分 , 但 它对设 备及 工艺 技 术要 求 也非 常 高 。 1 2 m m热 轧带 肋 钢筋 四切 分 , 国 内 外 精轧 机组 电机 功率 均采 用 1 4 0 0 k W和1 6 0 0 k W;
制造 成 本 , 节约能耗 , 增 强 产 品市 场 竞争 力 。为此
钢 筋轧件 断 面积小 , 切分 线条 多 , 极 易产 生较 大 的 4
线差 , 出现 叠钢 、 弯钢 、 拱钢及挂钢 , 在 小 的齿 节距
移动中, 相 互 咬合 、 缠绕 , 导 致无 法 生产 。轧 件 4 线
在 对 齐辊 道 上 对不 齐 , 如 果 强 行对 齐 , 会 造 成 轧件
了满 足 电机 要 求 , 可 大 幅度 降低精 轧 速 度 , 而 粗 轧 区速度 会低 于允 许 轧制 速度 的现 象 ; 1 2 0 0 k W交 流
变 频 调速 电机 , 级数为6 级, 基速为 7 5 0 r / mi n , 基 速
以下运 转 时 , 是 恒扭 矩输 出 , 转 速 越低 , 功 率输 出也 越 小 。若 大 幅度 提 高 成 品 机 线 速 度 , 提 高 电机 转 速, 受热剪 及冷床 等设备 的制约 , 也 行不通 。
四切分轧制Ф12mm螺成品勾头冲出口故障的处理
2 原 因分析
成 品勾头冲 出口主要表现为南北两线前段
向切 分 带 方 向急 剧 弯 曲 ,将 成 品 出 口夹 板 最 前
段 的舌 尖顶 掉 ,或者 成 品头部 1 8 0 。 弯 曲 ,导致
座 ,冷 坯 加 热 能 力 1 3 0 t ;全 线 有 全 国产 化 连 续 式布置轧机 1 8架 ,其 性 和 料 型 控 制 都 要 求 较 高 , 不然 从 K 6出来 的轧 件 头部 会发 生侧 弯 或 头部 形 状 不 对 称 ,切 分 后 南 北 线 头 部 严 重 不 对 称 ,在
出 口频繁发生 ,严重制约生产的正常稳定进行。
为 此 ,组织 攻 关 ,优 化 孔 型 、料 型 ,改 进 精 轧 导卫 、轧机 稳定 和轧制 通 道 ,大 力推 进 标 准化 ,
Fo u r - s t r a n d S l i t t i n g Ro l l i n g 01 2 m m Re i n f o r c e d Ba r
L U O Q i n g g e L I S h u n k u i L I C h o n g P A NG T o n g ( B a r a n d S e c t i o n P l nt a )
1 前
言
可 望解决 问题 ,提 高产 量 。本 文进行 技 术总 结 。
柳 钢 棒 线 型 材 厂 第 五 棒 材 生 产 线 于 2 0 1 3 — 0 9投 产 ,主要 轧 制 ①1 2 m m 热 轧 带 肋 钢 筋 ,采 用 四切 分 轧 制 工 艺 生产 ,成 品 机架 设 计
Ke y W o r d s :
带肋钢筋四切分轧制常见故障及处理措施(酒钢科技)
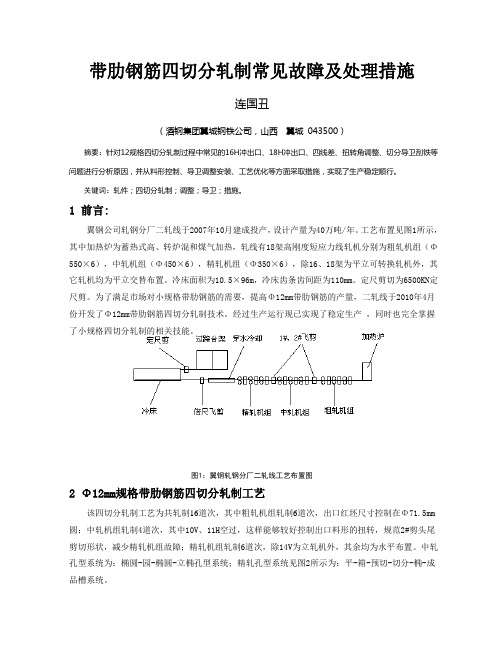
带肋钢筋四切分轧制常见故障及处理措施连国丑(酒钢集团翼城钢铁公司,山西翼城043500)摘要:针对12规格四切分轧制过程中常见的16H冲出口、18H冲出口、四线差、扭转角调整、切分导卫刮铁等问题进行分析原因,并从料形控制、导卫调整安装、工艺优化等方面采取措施,实现了生产稳定顺行。
关键词:轧件;四切分轧制;调整;导卫;措施。
1 前言:翼钢公司轧钢分厂二轧线于2007年10月建成投产,设计产量为40万吨/年。
工艺布置见图1所示,其中加热炉为蓄热式高、转炉混和煤气加热,轧线有18架高刚度短应力线轧机分别为粗轧机组(Φ550×6),中轧机组(Φ450×6),精轧机组(Φ350×6),除16、18架为平立可转换轧机外,其它轧机均为平立交替布置。
冷床面积为10.5×96m,冷床齿条齿间距为110mm。
定尺剪切为6500KN定尺剪。
为了满足市场对小规格带肋钢筋的需要,提高Φ12mm带肋钢筋的产量,二轧线于2010年4月份开发了Φ12mm带肋钢筋四切分轧制技术。
经过生产运行现已实现了稳定生产,同时也完全掌握了小规格四切分轧制的相关技能。
图1:翼钢轧钢分厂二轧线工艺布置图2 Φ12mm规格带肋钢筋四切分轧制工艺该四切分轧制工艺为共轧制16道次,其中粗轧机组轧制6道次,出口红坯尺寸控制在Φ71.5mm 圆;中轧机组轧制4道次,其中10V、11H空过,这样能够较好控制出口料形的扭转,规范2#剪头尾剪切形状,减少精轧机组故障;精轧机组轧制6道次,除14V为立轧机外,其余均为水平布置。
中轧孔型系统为:椭圆-园-椭圆-立椭孔型系统;精轧孔型系统见图2所示为:平-箱-预切-切分-椭-成品槽系统。
图2:精轧机组孔型系统3 常见故障分析:四切分轧制固然能大幅度提升小规格带肋钢筋的产量,但因其工艺的复杂对设备性能,生产准备,导卫安装调整,料形的精准控制,张力调整和钢温等过程控制的要求非常高。
φ12 mm带肋钢筋四线切分轧制生产工艺开发
φ12 mm带肋钢筋四线切分轧制生产工艺开发
张忠峰;袁永文;赵衍鹏;刘朋刚;尹代勇
【期刊名称】《山东冶金》
【年(卷),期】2008(030)005
【摘要】山东石横特钢集团有限公司开发了φ12mm带肋钢筋四切分轧制工艺,精轧区K7~K3孔型系统设计为圆-平辊-立箱-预切-切分;K3、K4道次进口设计为双排4轮滚动导卫;16~18架轧机间用4线导槽代替6#、7#活套器.针对生产中出现的16架顶出口、切分刀黏钢、4线差等工艺故障,进一步优化了孔型设计,并通过控制开轧温度、改进导卫冷却方式、提高轧辊加工精度等措施,保证了生产顺行.与三切分工艺相比,机时产量由116.43 t/h提高至135.56t/h,吨钢降低生产成本20元以上.
【总页数】3页(P27-29)
【作者】张忠峰;袁永文;赵衍鹏;刘朋刚;尹代勇
【作者单位】山东石横特钢集团有限公司,山东,肥城,271612;山东石横特钢集团有限公司,山东,肥城,271612;山东石横特钢集团有限公司,山东,肥城,271612;山东石横特钢集团有限公司,山东,肥城,271612;山东石横特钢集团有限公司,山东,肥
城,271612
【正文语种】中文
【中图分类】TG335.6
【相关文献】
1.Φ12mm热轧带肋钢筋四线切分轧制工艺存在问题及解决措施 [J], 祖超;史盼盼
2.φ12 mm热轧带肋钢筋四切分轧制开发实践 [J], 蒋子龙;夏洪林;吴豪
3.φ12mm热轧带肋钢筋五线切分轧制技术开发 [J], 吴经理
4.莱钢12mm热轧带肋钢筋四切分轧制技术的开发 [J], 黄海玉;刘艳林;孙道清;李健
5.Φ12mm热轧带肋钢筋五切分轧制工艺开发 [J], 宋将
因版权原因,仅展示原文概要,查看原文内容请购买。
Φ12mm螺纹钢四切分轧制工艺优化
钢等 ,平均每班故 障时间 4 0 m i n 左右 ,严重地
制 约 了生产 的正 常进行 。为此 ,展开 攻关 ,实 施
Te mp e r a t u r e
1 2 mm Re i n f o r c e d B a r ; Ro l l i n g ; F o u r - s t r a n d S p l i t t i n g ; P r o i f l e ; P a s s ; G u i d e ;
陆文韬等 : l 2 m I I l 螺纹钢 四切分轧制工艺优化
停 机 必 须 检查 K 2孔 型 的磨 损 情 况 ,发 现 缺 陷 , 及 时 换 孔 ;修 改 K 3出 口导 卫 双 刃 切 分 轮 角度 ,
( 3 )轧辊 、导卫方面。轧辊 4线磨损不均 造成后续机架堆钢 ,崩孔引起堆钢 ,K 2 磨损造
LU we n t a o ZHANG Bi n b i n
( B a r a n d S e c t i o n P l a n t )
Ab s t r ac t : The b r a i n s t o r m c o u n t e r me a s u r e s i mpl e me n t e d f o r t he f o u r - s t r a n d s pl i t t i n g r o l l i ng p r o c e s s f o r
中1 2 mm r e i n f o r c e d b a r p r o d u c t i o n w e r e i n t r o d u c e d i n r e s p e c t s o f p r o i f l e o p t i mi z a t i o n , g u i d e i mp r o v e me n t , r o l l e r p a s s r e f o r ma t i o n a n d t e mp e r a t u r e c e n c e t h e r e a c h a b i l i t y o f d e s i g n c a p a c i t y w a s >9 0 %, t h e r o l l i n g s c r a p r a t e w a s r e d u c e d t o 0 . 0 8 % a n d t h e r o l l i n g y i e l d wa s 1 0 3 . 1 %. Ke y W o r d s :
Φ12mm热轧带肋钢筋四线切分轧制工艺存在问题及解决措施

度 是 固定 的 , 而起 套辊起 套后 轧件 高度是 变 化 的 , 导
致 活套起 套后 轧件 经压 辊导 向与 下一架次 进 口导 板 发 生摩 擦 。 () 2 导板 无 冷 却水 , 件 与 导 板 摩 擦 后 导 板 温 轧
度过高 。
( ) D E双 排 导 卫 导 板 上 下 配 合 后 插 入 导 34 4
s i us w o e i r v s ero r n g oo e .
Ke o ds: ot—r ln yW r h olig;fn s i g r li i ih n olng; p o e sp o lm ;m e s r s r c s r b e aue
1
前 言
总第 11 9 期 21 0 1年 第 1 1期
河 北冶金
H EBE M E AL U R GY I T L
Toa l l tl 9
2 01 , u b r 1 1 N m e 1
1 mm 热 轧 带肋 钢 筋 2 四线切 分 轧 制 工 艺存 在 问题 及 解 决 措 施
轴窜 。
造成 切分架 次 出 口堆钢 的 主要 原 因有 切偏 头 、 切分 刀粘 钢等 。
9 . % 。针对 生产 初 期存 在 的粘 钢 、 钢等 问题 进 71 堆 行 了改 进 , 得 了 比较好 的效 果 。 取
2 四 线 切 分 轧 制 原 理
架 , 中 1 、8 2 其 6 1 、0架 为平 立 可转换 轧 机 , 、 粗 中轧 机
组 出 口设 有 1 、 # # 2 飞剪 , 于 轧制 过 程 中切 头 尾 和 用
收 稿 E 期 :0 1 7— O t 2 1 —0 2
的两切 分 , 过 这 两 个 步骤 实 现 四线 切 分 。与 传 统 通 的单 线 轧制工 艺 和二 、 线切 分轧 制工艺 相 比较 , 三 四
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1工艺确定孔型系统K7~K3采用圆-平辊-立箱-预切-切分,粗中轧、成品及成品前孔型不变。
同时考虑各个道次工艺参数分配的合理性,负荷均衡,尽量减少孔型磨损的不均匀性,达到换辊次数最少、轧机产量高、生产顺行的目的。
依据切分位置和设备性能,切分方式选用切分轮法,在16架出口实行先切两侧再切中间的方式,将轧件切分为4条,然后轧制成成品2孔型设计K6K7K3K2K1K5K41)K7选择圆孔型,根据面积推算,设计尺寸为φ45 mm 。
2)根据经验,K6直接设计为平孔。
3)K5为立箱孔型,根据三切分生产经验及有利于料型控制的原则,将侧壁斜度设计为0.12,圆角设计为R3,槽底宽设计为19.5。
4)K4为预切分孔型,根据三切经验,此道次延伸系数最佳范围在1.25~1.32之间,在设计时,考虑稳定性等原因,中间两线比两侧略大,一般在2%~3%之间。
切分楔设计非常关键,两楔间距过小,此处压下系数远大于槽底压下系数,造成磨损严重;过大,会造成切分孔切分楔磨损过快,甚至崩槽,在成品表面形成折叠,根据经验,一般设计为6~8mm。
预切分楔角度设计时应考虑与K3孔切分楔角度的配合及耐磨性,一般设计为78°~88°,切分楔圆角半径一般选为1.4~1.8,过小不耐磨。
5)K3为切分孔型,其作用是对轧件4线料型进行规整、加工切分带,为切分做好料型准备。
根据三切经验,此道次延伸系数最佳范围为1.10~1.25,设计要点是切分楔角度、切分带厚度、基圆尺寸。
切分带厚度必须控制在0.8~1.0 mm之间,过厚过宽,在K2道次压不合,造成成品孔型较早出现轧痕,同时切分轮受力过大,出现导卫烧轴承事故;过薄,切分带直接被碾到K2料表面,在成品道次出现折叠现象。
切分楔角度一般选为45°~55°,切分楔圆角半径设计为r0.7~r1.0,过小强度不够。
3关键道次导卫设计1)K4道次:进口设计为双排4轮滚动导卫,同时导轮设计为“V”形,这样有利于夹持轧件,确保轧件运行中的稳定性、对中性。
出口设计为箱式出口,内腔尺寸比轧件大5~10 mm,长度为540 mm,有利于提高轧件的稳定性。
2)K3道次:同K4道次一致,进口设计为双排4轮滚动导卫。
出口切分导卫示意图见图3。
3)16~18架轧机间导槽设计:为减少16~18架轧机间故障,用4线导槽代替6#、7#活套器,同时设计时考虑了便于观察导卫对中及防止翘头功能。
7#导槽设计与6#导槽设计一致。
4)成品轧机后至3#飞剪间导槽、导管设计:在成品轧机与3#飞剪之间设计4线导管及固定底座,导槽中心距为135 mm,同时考虑快速更换,将螺栓固定方式改为打楔铁形式。
4常见故障原因分析及解决措施4.1 16架顶出口主要原因为轧辊切分楔崩掉、切小头、导卫安装不正。
采取的主要措施:1)优化15#、16#孔型设计,合理分配预切分楔、切分楔的压下量和切分角设计,见图4。
2)确保16架轧机进口、切分楔、切分轮、切分刀安装在同一条直线上。
3)改进16架轧辊冷却水管,改善预切分楔和切分楔的水冷效果,延缓其磨损。
4)消除导卫在横移过程中传动丝杠的间隙,以解决导卫固定不对中问题。
4.2 切分刀黏钢主要原因为钢温过高、切分带过厚、切分导卫冷却不好、料型不符合工艺要求。
主要解决措施:1)严格按工艺要求控制钢温,开轧温度控制在 1 000~1 050 ℃,最高不得超过1 080 ℃。
2)调整料型符合工艺要求,且保证轧机弹跳严格控制在0.2 mm以下,两侧辊缝差值不超0.1 mm。
3)改进导卫冷却方式4.3 4线差4条钢材倍尺长度差在0.8~1.2 m之间,因4线长度差较大,造成冷剪切损大,平均影响成材率降低1.23%;同位置纵肋高度相差在0.5~1.5 mm,4线重量偏差最大与最小可相差2.0%,对成品质量影响较大。
主要原因有孔型设计不完善,预切、切分孔型4线面积分配不合理;轧机间张力关系控制较差,中间料型发生变化;轧辊加工精度差;轧辊材质差,不耐磨,料型不稳定。
主要解决措施:1)重新优化预切、切分孔型,选择合理的4线配比(见图4)。
2)轧钢工与CP2操作工配合好,确保张力调整至最佳。
3)提高轧辊加工精度,轧槽加工精度在0.1 mm以内。
4)预切、成品前道次轧辊选用碳化钨材质,可提高料型的稳定性,从而提高生产的稳定性4.4解决切分架次堆钢频繁的问题虽然表面现象都是切分架次堆钢, 但是导致切分架次堆钢频繁的原因有多种。
按照切分架次堆钢的原因分类, 有如下几种:4.4. 1 切分架次钢料形状不好切分架次轧件形状应该具有较好的对称性, 但是在实际生产过程中, 以下因素可能导致切分架次轧件形状偏离标准而造成堆钢( 1)入口导卫偏, 轧件一侧充满过度, 另一侧欠充满, 轧件从切分架次轧出后形成镰刀弯造成堆钢。
( 2)由于导卫轮间隙调整、速度调整或钢坯温度的原因造成轧件和导卫轮间隙不匹配, 轧件在导卫内夹持不稳, 使轧件一侧充满过度, 另一侧欠充满, 轧件从切分架次轧出后头部由于不均匀变形而形成镰刀弯造成堆钢。
针对上述原因, 采取了如下措施:( 1)用木条检验轧件充满程度来确认导卫对正轧线情况。
( 2)用实际生产中取得的试棒来检验入口导卫轮间隙。
( 3)精轧机操作工与主控台操作工配合调整轧机堆拉关系。
( 4)控制加热炉均热段工作状态, 保证钢坯通长温度偏差30 ? 以内。
( 5)修改入口导卫轮形式, 原有的入口导卫轮为平轮, 实际生产中发现平轮导卫对轧件的夹持作用不好。
轧一车间运用自己的技术力量将入口导卫轮样式改为V形轮, 充分提高了导卫对并联轧件的夹持作用的稳定性。
4.4. 2 精轧机轧辊轴串大导致切分架次切偏与三线切分轧制相比, 四线切分轧制对轧辊的精度要求更高。
在现有条件允许的前提下, 为最大限度地减少由于轧辊的轴向串量而导致切分架次切偏堆钢, 在轧辊装配过程中, 严格控制装配质量, 将细节细化到每一条螺丝都要严格执行工艺标准化作业。
其中, 最重要的是将精轧机6架轧机轧辊的轴向串量都控制到了30道(即0. 3mm)以内, 并且对上线前的备件层层检验, 层层把关(装配工?组长?工段长?车间技术员?生产班使用者), 经过这五道检验, 都可以将99%的事故隐患控制在上线之前。
3 常见工艺问题及原因分析3.1 切分道次顶出口造成切分道次顶出口的主要原因有:切分孔楔尖崩掉、切分刀粘铁等几种形式。
3.1.1 切分孔楔尖崩掉切分孔楔尖较尖,圆角设计为r0.7mm,强度非常低,且高出辊环1.0mm。
造成楔尖崩掉的原因主要有两个,一个是K4道次预切分楔磨损严重引起切分孔楔尖处压下量急剧增大,导致变形力过大,造成切分楔崩掉,另外一个原因是由于切分楔高出辊环,在轧辊运输、存放过程中,操作失误,人为损坏。
由于切分楔尖掉块,在下一支钢咬入时,在掉块处切分带突然由薄变厚,切分轮无法正常切分,导致在切分轮处堆钢,将出口导卫顶出。
3.1.2 切分刀粘铁切分刀粘铁是指在切分轧制生产过程中切分刀两侧或一侧粘有铁屑,如果不及时处理,铁屑逐渐增多,最终导致顶切分导卫的工艺故障。
主要原因有以下几个方面:①开轧温度过高。
如果开轧温度过高,同时切分楔处压下量非常大,会因急剧变形产生大量的热,造成局部金属温度迅速升高,导致切分带形状不规则,引起切分刀粘铁。
②切分刀冷却不好。
切分导卫为箱体结构,切分刀被封闭在箱体内,无单独冷却水,全部靠其它件的余水冷却。
正常生产过程中因坯料、轧槽磨损等原因,造成轧件表面带细小氧化铁皮,切分带形状不规矩,与切分刀摩擦粘在两侧,若处理不及时,就会越粘越多,导致顶出口故障。
③切分轮切不正或未对准轧槽。
切分导卫安装非常严格,必须保证切分楔、切分轮、切分刀三点一线,对中良好。
若安装不正,就会导致料型与切分轮不能对正而切偏,造成切分带过大,与切分刀发生摩擦,引起粘铁。
3.2 成品道次架顶出口成品道次顶出口主要表现为东西两线钢材前端向切分带方向急剧弯曲,将导管最前端的舌尖顶掉,或者钢材前端180°弯曲,发生堵钢故障。
造成顶出口故障的主要原因有以下几个方面:①料型控制不合适。
K4料充满不好,或K3料型过小,切分后东西两线前端严重不对称,在17架孔型中变形不均匀,且对切分带加工不好,进入成品道次产生顶出口现象。
②K4、K3道次导卫间隙控制不合适或对中性不好,轧件前端弯曲或在切分时切偏,造成头部尺寸过大或过小,导致成品道次顶出口。
③成品道次出口导管内腔尺寸过大,离轧辊相对较远,不能有效阻止成品道次头部形状变化。
④出口导卫安装不正,偏离轧制中心线。
3.3 线差切分轧制工艺虽然有效的提高了作业率,使产量大幅度提高,但是受钢温波动、轧槽磨损、孔型系统设计、导卫安装、轧槽加工精度等方面因素影响,使每根轧件尺寸都不可能完全一致,从而形成线差,线差大时很容易影响产品质量,造成波浪弯、冷床乱钢、3#飞剪堆钢等事故的发生。
若想获得最大的经济效益,保证产品质量,就必须解决好线差问题。
导致线差的主要原因有以下几个方面:①轧槽加工精度不高。
对四线差影响具有决定性作用是K4、K3、K1道次。
K4为预切分道次,它对轧件各线尺寸进行分配,K3切分道次对K4道次料型进行修正,K1直接出成品,因此要达到较小的四线差,必须提高对K4、K3、K1道次的加工要求。
②孔型磨损不一致。
前道次料型不规矩或孔型系统设计造成的各线轧槽磨损不一致等各方面因素影响,磨损严重的一线料型面积就会增大,造成此线成品尺寸大。
③轧机两侧辊缝不一致。
在换辊调试时,15~18架两侧辊缝控制不一致,辊缝大的一侧孔型面积就大,从而导致成品存在差异。
④预切15架或切分16架进口未对正轧制线。
导卫中心线虽与轧制线平行,但不重合,偏一侧。
此时轧件被切分后,偏向的一侧面积比正常大,而另一侧则比正常小,从而导致两边线成品尺寸相差较大。
4 解决措施4.1 切分道次顶出口解决措施4.1.1 切分楔崩掉K4采用高耐磨性轧辊,保证轧辊冷却。
石横棒材在该道次采用高速钢轧辊,由于含有Cr、Mo、V、N、T等合金元素,新辊表面硬度达到HSD80~HSD85,比常法铸造的CrMo 无限冷硬铸铁轧辊平均高HSD20。
经实际试用,其轧制量为CrMo球无墨铸铁轧辊的3~4倍,达到1000t/槽以上。
由于K4道次的高耐磨性,K3切分楔寿命大大提高,轧制量由原来的200t/槽提高至600t/槽以上。
为保证切分轧辊在运输、存放过程中切分楔不受损伤,单独设计了木质轧辊架子[2]。
4.1.2 预防切分刀粘铁的主要措施有:①严格按工艺要求控制好钢温。
在满足主电机负荷的情况下,钢温应控制在1000~1050℃,最高不超过1100℃;②改进切分导卫结构,加大对切分刀的冷却。
③使用线切割机制作专用对正样板,保证导卫与轧槽的对正精确程度。