机械手故障
机械手故障排除法
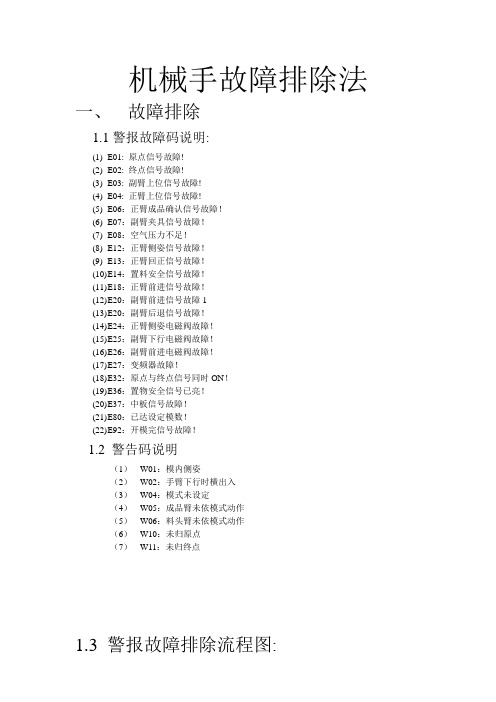
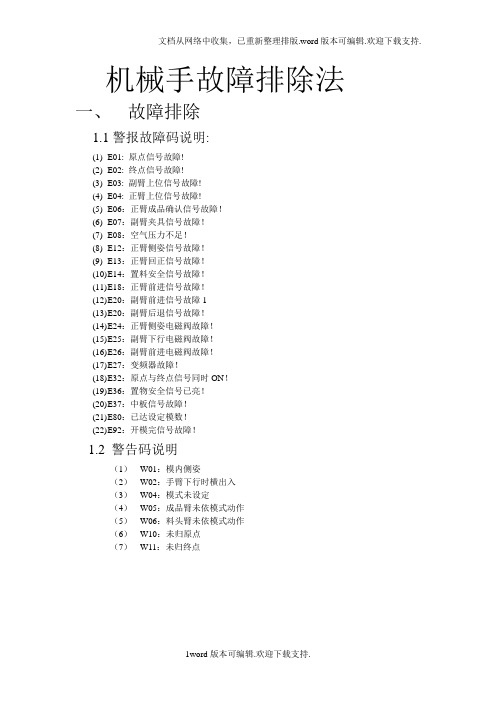
机械手故障排除法一、故障排除1.1警报故障码说明:(1)E01: 原点信号故障!(2)E02: 终点信号故障!(3)E03: 副臂上位信号故障!(4)E04: 正臂上位信号故障!(5)E06:正臂成品确认信号故障!(6)E07:副臂夹具信号故障!(7)E08:空气压力不足!(8)E12:正臂侧姿信号故障!(9)E13:正臂回正信号故障!(10)E14:置料安全信号故障!(11)E18:正臂前进信号故障!(12)E20:副臂前进信号故障1(13)E20:副臂后退信号故障!(14)E24:正臂侧姿电磁阀故障!(15)E25:副臂下行电磁阀故障!(16)E26:副臂前进电磁阀故障!(17)E27:变频器故障!(18)E32:原点与终点信号同时ON!(19)E36:置物安全信号已亮!(20)E37:中板信号故障!(21)E80:已达设定模数!(22)E92:开模完信号故障!1.2 警告码说明(1)W01:模内侧姿(2)W02:手臂下行时横出入(3)W04:模式未设定(4)W05:成品臂未依模式动作(5)W06:料头臂未依模式动作(6)W10:未归原点(7)W11:未归终点1.3.1 E01:原点信号故障1.3.2 E02:终点信号故障1.3.4 E04:正臂上位信号故障1.3.5 E06: 正臂成品信号故障注意:真空产生器V端(吸气口)必须定期(3~4周)做保养清洗以防吸力不足或检测成吕不正确的情形1.3.6 E07:副臂夹具信号故障1.3.7 E08:空气压力不足1.4.8 E12:正臂侧姿信号故障4.3.9 E13: 正臂回正信号故障1.4.10 E14: 置料安全信号故障4.3.11 E18:正臂后退故障4.3.12 E20: 副臂后退信号故障1.3.13 E22:正臂下故障1.3.13 E23: 正臂进故障1.3.16 E25: 副臂下故障1.3.18 E27 变频器故障1.3.19 E32: 原/终点信号同时亮1.3.21: 中板信号故障当射出机开模完后8秒内,若中板信号故障,则出现E37。
加工中心机械手故障分析及诊断

( h njj lg r pc ds i r e inleho g 。 hnjj ua 470 。hn Z ag aec l eo a o ae n u rs o s oa cnl y Z agii H n n 2 00 C i ii oe f es i te p f s t o ae a)
( )故 障诊 断 : 障发 生后 , 3 故 除机 械手 不能 动作 外 。 床 其 机 它 部 分 都 工作 正 常 。用 手 工 换 刀后 , 机床 也 能 正 常 工 作 。因 此
认为是主轴定 向信号 ( 主轴定 向完 成后 , 送到 刀库 电机 的一个
信号 , 信号 电压为 2 V) 4 未送 到 P C, 使 P C没有换刀指 令。 L 致 L 查机床连接图 , C I 座 2 、3号上 测到 主轴定 向完成 信 在 N 插 22
加 工 中心 的 换 刀 可 分 为 有 机 械 手 换 刀 方 式 和 无 机 械 手 换 刀 方式 两 类 。大 多 数加 工 中 心 都 采 用 有 机 械 手 换 刀 方 式 。 这 种方 式下 , 械手 是 自动 换 刀 装 置 的 重 要 组 成 部 分 , 的 功 能 机 它 是 将 用过 的刀 具 送 回刀 库 , 从 刀库 上 取 出新 的刀 具 安 装 到 主 并
朱树红 , 罗生 夏
( 家界 航 空 工业 职 业技 术 学 院 , 南 张 家 界 4 70 ) 张 湖 2 00 摘 要 : 两 例 加工 中心 机 械 手故 障 , 析 诊 断 其故 障 的方 法 及 过程 , 介绍 分 总结 出排 除故 障 的 措施 。
关键词 : 中心; 加工 机械 手 ;L 故 障诊 断 P C;
刀 动 作 , 无 报警 。 且
伯朗特机械手维修【技巧】
机械手是一种重要的产品在其发展的过程中。
它不仅提高了劳动生产效率,而且还代替人类完成高强度,危险,重复和枯燥的工作,减轻人类劳动强度,可一个石头砸死两只鸟。
在机械行业中,机械手的应用越来越广泛,它可以用于零件的装配、加工工件的搬运、装卸,尤其是在自动化数控机器人中,组合机器人更为常见。
理论上没有死点,路径不可控但,用于空间移动为目标点起始点则叫,在上一语句中为速度,米秒,为转角数据。
的突破性技术可以根据用户的需求简单还是复杂提供大量的机器人视觉软件选项,该位置机械手臂总重及所有负载量达到大值大静态负载机器人在操作过程中,每个轴电机制动器都会正常磨损。
因此,预防性喷涂机器人保养是一项不可或缺的工作,喷涂机器人正常运行每年或小时后则需要做一次***预防性保养,规范操作与日常维护可以降低喷涂机器人正确规范的喷涂机器人保养能够大限度保证机器人正常运行保证经济效率并提高产量。
导轨,涡轮和叶片,缸体,凸轮,齿轮以及高精度微小零部件等空间型面的测量,测量机作三坐标测量机是近三十年来广泛应用于机械制造,电子,汽车和航空航天等领域中的一种高效率新型精密测量仪器,它可以对工件的尺寸。
机械手示教器常见故障:1、黑屏:开机主机指示灯正常,液晶故障;2、点不亮:按下开关键,主机无任何反应。
电源板、高压板故障;3、重启:电脑重复重启,随同死机、花屏;4、屏破损、碎裂:触摸板损坏;5、接触失灵:接触无反应;6、开机报错:提示找不到相关的文件;7、显现异常:出现偏色、缺色以及花屏、有竖线、有雪花等;8、打开显示器:故障指示灯闪烁,屏幕无图画;9、显示图画很模糊;10、暗屏,背光昏暗。
机器人焊接系统简单操作及保养指南机器人开启焊接机器人系统,关闭系统开启焊接机器人系统打开稳压器,启动稳压输出。
开启系统控制柜上主开关。
等待体统启动完毕。
打开焊机。
操作面板置于自动模式。
将机械手移至程序公共起始点,机械手移至程序起始点过程中注意防撞。
机械手故障排除法
(20)E37:中板信号故障!
(21)E80:已达设定模数!
(22)E92:开模完信号故障!
1.2警告码说明
(1)W01:模内侧姿
(2)W02:手臂下行时横出入
(3)W04:模式未设定
(4)W05:成品臂未依模式动作
(5)W06:料头臂未依模式动作
(6)W10:未归原点
机械手故障排除法
一、故障排除
1.1警报故障码说明:
(1)E01:原点信号故障!
(2)E02:终点信号故障!
(3)E03:副臂上位信号故障!
(4)E04:正臂上位信号故障!
(5)E06:正臂成品确认信号故障!
(6)E07:副臂夹具信号故障!
(7)E08:空气压力不足!
(8)E12:正臂侧姿信号故障!
(9)E13:正臂回正信号故障!
1.3.15 E24:正臂侧姿故障
1.3.16 E25:副臂下故障
(10)E14:置料安全信号故障!
(11)E18:正臂前进信号故障!
(12)E20:副臂前进信号故障1
(13)E20:副臂后退信号故障!
(14)E24:正臂侧姿电磁阀故障!
(15)E25:副臂下行电磁阀故障!
(16)E26:副臂前进电磁阀故障!
(17)E27:变频器故障!
(18)E32:原点与终点信号同时ON!
(7)W11:未归终点
1.3警报故障排除流程图:
1.3.1 E01:原点信号故障
1.3.2 E02:终点信号故障
1.3.3 E03:副臂上位信号故障
1.3.4 E04:正臂上位信号故障
1.3.5 E06:正臂成品信号故障
注意:真空产生器V端(吸气口)必须定期(3~4周)做保养清洗以防吸力不足或检测成吕不正确的情形
机械手末端不动作的原因
机械手末端不动作的原因答案:1. 编程错误:机械臂的工作需要进行程序编程,如果程序有错误或不完善,就可能导致末端执行器无法运动。
2. 机械结构问题:在机械臂的运动过程中,可能会出现机械结构问题,如机械臂机构损坏、传动部件故障等,都可能导致末端执行器静止。
3. 电力供应问题:机械臂的电力供应是机械臂运动的基础,如果电力供应不足或出现故障,就可能导致末端执行器静止。
4. 传感器问题:机械臂通常搭配传感器来实现精确的控制,传感器出现故障或不工作也会影响到末端执行器的运动。
扩展:机械臂通常采用带关节的链式结构,每个关节可以单独控制,从而实现机械臂在三维空间内的灵活运动。
机械臂的末端通常配备末端执行器,如夹爪、激光切割头等设备,用于完成各种工作。
末端执行器是机械臂最重要的部件之一,它决定了机械臂能否完成具体的操作任务。
确定末端执行器静止问题的来源非常重要,只有找出问题的来源并对其进行修复才能使机械臂重新正常运转。
下面是常见的解决办法:1. 检查程序代码:如果末端执行器无法运动,首先需要检查程序代码是否正确,确保程序能够顺利运行。
2. 检查机械结构:检查机械臂的机械结构是否存在损坏,或者传动部件是否正常运转。
3. 检查电力供应:确保供电正常,如果发现电源有问题,可以尝试更换电源或使用备用电源。
4. 检查传感器:检查传感器是否工作正常,包括校准传感器、测量角度和距离并像控制器发送正确的信号等。
一、机械手没动作的常见原因机械手没动作的原因有很多种,以下是其中的几种常见原因。
1、机械手本身故障。
机械手本身出现故障是导致机械手没动作的主要原因之一。
比如,伺服电机损坏、减速器损坏、传动皮带断裂等。
2、传感器故障。
机械手上的传感器出现故障也会导致机械手没动作。
比如,位置传感器损坏、压力传感器失效等。
3、程序错误。
另外,机械手的程序出现错误也会导致机械手没动作。
比如,编程错误、程序崩溃等。
二、机械手没动作的解决方法针对不同的原因,机械手没动作的解决方法也不同。
清洗机常见故障分析与处理
清洗机常见故障分析与处理一、机械手常见故障:1、机械手运行不平稳;2、机械手撞车;3、机械手挂钩松动,提篮、放篮花篮挂偏等;4、自动状态下,工艺时间到,机械手不动作;5、自动运行过程中丝杆卡住;有异声;6、平移电机有异声;分析与处理:1、检查机械手各个滑轮,根据经验进行适当的调整;2、槽位、放篮位、提篮位信号没有检测到;左右限位开关松动或者损坏;处理办法:检查槽位、放篮位、提篮位信号检测开关是否正常,检查限位开关是否正常;(具体检测方法为拿一金属块在检测开关附近晃动看检测开关的指示灯是否亮,金属块距离检测开关的距离为0.5cm左右)打到手动,复位启动,观察运行情况;然后打到自动,复位启动,再观察运行情况即可。
3、检查槽位、放篮位、几提篮位的接近开关,手动运行机械手,适当调整挂钩并紧固即可;(具体调整方法要根据经验进行,只要能提篮放篮顺畅、上下左右平稳运行即可)4、由于上料过于频繁,导致节拍混乱,复位重启即可;上料等待时间设定为:t/3-T-1。
其中t为制绒时间,T为去除损伤层时间;5、检查丝杆上润滑油有无杂质,必要的话用异丙醇或者柴油进行清洗;调整丝杆及其固定滑杆的位置,使之动作更加灵活;6、检查齿轮捏合是否完整,进行适当调整;检查电机刹车在正常工作时是否完全脱离,必要的话进行更换,换下的电机进行维修。
二、自动盖板:常见故障:1、盖板打不开,导致机械手压盖或者花篮压盖;2、盖板关不上,导致自动无法运行;3、盖板开、关到位检测不到信号;分析处理:1、首先检查压缩空气并且压力大于0.6MPa;检查气管是否漏气,进行更换或者增加直通;检查丝杆是否脱落,如果脱落的话则会检测到开到位信号,而实际上盖板没打开,从而导致压盖,进行调整即可;(具体调整方法,根据经验进行)2、检查气缸气管的微调开关,注意不能漏气,还要注意调节微调开关使得气体流量满足要求。
即使盖板动作适中,不能太快,也不能太慢。
(具体情况要根据经验进行调节)3、检查盖板是否被卡死,导致无法动作,进行机械调整即可;(具体调整方法,根据经验进行)4、再者就是检查气缸是否卡死或者损坏;5、如果不是这些机械原因,则检查电气部分的原因,检查线路开盖或关盖信号是否到PLC再作进一步的分析。
刀库、机械手常见故障及排除方法表4—11
调节锁刀弹簧上的螺钉,使其最大载荷不超过额定值
6
刀具从机械手中脱落
机械手卡紧销损坏或没有弹出来
更换卡紧销或弹簧
6
刀具从机械手中脱落
换刀时主轴箱没有回到换刀点或换刀点发生漂移
重新操作主轴箱运动,使其回到换刀点位置,并重新设定换刀点
机械手抓刀时没有到位,就开始拔刀
调整机械手手臂,使手臂爪抓紧刀柄后再拔刀
表4—11刀库、机械手常见故障及排除方法
序号
故障现象
故障原因
排除方法
1
刀库不能旋转
联接电动机轴与蜗杆轴的联轴器松动
紧固联轴器上的螺钉
刀具重量超重
刀具重量不得超过规定值
2
刀套不能夹紧刀具
刀套上的调整螺钉松动或弹簧太松,造成卡紧力不足
顺时针旋转刀套两端的调节螺母,压紧弹簧,顶紧卡紧销
刀具超重
刀具重量不得超过规定值
3
刀套上不到位
装置调整不当或加工误差过大而造成拨叉位置不正确
调整好装置,提高加工精度
限位开关安装不正确或调整不当造成反馈信号错误
重新调整安装限位开关
4
刀具不能夹紧
气压不足
调整气压在额定范围内
增压漏气
关紧增压
刀具卡紧液压缸漏油
更换密封装置,卡紧液压缸不漏
刀具松卡弹簧上的螺母松动
旋紧螺母
5
刀具夹紧后不能松开
刀具重量超重
刀具重量不得超过规定值ห้องสมุดไป่ตู้
7
机械手换刀速度过快或过慢
气压太高或节流闪阀开口过大
保证气泵的压力和流量,旋转节流阀到换刀速度合适
天行自动化机械手故障排解
輸出入信號說明項目接點說明接點說明1 X00 自動Y20 警示燈2 X01 停止Y21 週邊13 X02 啟動Y22 週邊24 X03 Y23 夾15 X04 Y24 夾26 X05 復歸Y25 夾37 X06 Y26 夾48 X07 夾1 Y27 吸9 X08 夾2 Y28 側姿10 X09 夾3 Y29 夾5(噴霧)(輸送帶)11 X0A 夾4 Y2A 關模完12 X0B 吸Y2B 開模完13 X0C 週邊1 Y2C 模區安全14 X0D 週邊2 Y2D 頂出閥15 X0E Y2E 緊急停止16 X0F Y2F 蜂鳴器17 X10 安全門18 X11 緊急停止19 X12 開模完20 X13 關模完21 X14 頂出限22 X1523 X16 全自動24 X17 置放25 X18 Z軸硬體上位26 X19 回正27 X1A 側姿28 X1B 空壓29 X1C 等後130 X1D 等後231 X1E 成型不良32 X1F 未射出3.3.5. IMM信號可觀察IMM信號3.4. 自動3.4.1. 自動準備自動準備,機器會自動移至待機位置,可按<F1>:瀏灠程式內容,或按<F6> :自動啟動。
3.4.2. 自動瀏灠可瀏灠預執行自動運轉教導程式內容,可按<F9>觀看上一行,<F10>觀看下一行3.4.3. 自動運轉機器自動運轉,可修改計時、計數、速度及觀看I/O或按<EXIT>退出自動運轉。
3.4.4. 計時可修改已教導設定計時器編號內容,若未設定則無作用。
夾具ON/OFF延時計時器:可修改已教導設定夾具編號內容,若未設定則無作用。
週邊輸出ON/OFF計時器:可修改已教導設定週邊編號內容,若未設定則無作用。
3.4.5. 計數可修改計數值內容。
3.4.6. 速度速度設定:以百分比計算可修改所教導對應速度號碼修改設定參數內容3.4.7. I/O自動運轉可觀察I/O輸出入信號內容變化4. 故障排除4.1. 故障碼說明當發生故障時,機器立刻停止動作,排除可按<EXIT>或<RESET>作排除,並依據故障內容檢查故障點。
搬运机械手的常见故障及处理方法
2
3
7
搬运机械手的常见故障及处理方法
学习目标 学会搬运机械手常见故障的分析与处理。
1 2 345 Nhomakorabea常见故障位置及处理方法
装置侧故障
故障位置示意图 故障位置与类型 ①磁性传感器检测不到 ②左右限位传感器检测不到 ③节流阀无气压 ④手抓传感器检测不到手抓 抓紧 ⑤手臂气缸左右不到位 处理方法 调整传感器位置和 检查电路 调整传感器位置和 检查电路 调整节流阀阀门和 检查油水分离器 调整传感器位置 调整非标螺丝位置
PLC侧故障
1
故障位置与类型 ①安全插线不通 ②传感器得电而 PLC无输入信号 ③按钮不工作 ④PLC工作电源 ⑤传感器无输入 PLC输入指示灯亮 6 5 4 ⑦按钮模块24v电 源损坏 ⑥PLC有输出气缸 不动作
处理方法 检查安全插线是否 损坏 检测PLC端口S/S和 COM有无接24V电 源 检测接线或者拆下 维修 检查总电源输出 检测plc模块上输入 按钮有无闭合 用万用表测量y与 按钮模块0v有无电 压 更换保险丝
安全知识 ▏机械手九个常见故障及解决方法
随着工业的发展,现在市场上出现了好多省时省力的工具—助力机械手。
机械手对我们平时的作业有很大帮助,但是不管再好的机械用久了总会遇到故障,今天小编就给大家讲讲机械手常见的故障和解决办法。
一、机器人无法启动1、 各处的急停按钮是否旋起2、检查各个安全门开关是否正常3、控制箱上的方式开关为手动状态,示教器上的急停开关按下4、检查有无托盘5、机器人是否报警6、故障处置完成按启动按钮二、机器人运行过程中停止运行1、各处的急停按钮是否按下2、抓取位置光电是否正常3、是否有人或物非法进入防护区,安全门报警4、机器人是否有故障报警5、故障处置完成按自动启动按钮,可继续码垛三、某个待抓区有料但机器人不抓取1、检查到位光电开关是否有效2、检查是否码垛完成3、工作过程中触动安全光门,安全门与停止按钮串联4、处理完成后,重新按自动启动按钮四、托盘输送机不下托盘1、检查托盘机是否为 自动 状态2、系统是否为 启动 状态3、托盘升降机构是否位于下位4、 托盘库下部光电 及 链条线部光电 是否正常5、是否有缺料报警没有复位 (必须按下复位,在进行调到自动状态)五、链条线托盘部输送或不停1、检查链线条的光电是否正常(无料时绿灯亮,有料时黄绿灯都亮。
)2、系统是否启动3、检查电机是否跳闸六、抓手不开合1、无气源。
2、电磁阀异常。
3、控制线路断线。
七、抓手掉包或甩包1、确认气源压力是否在要求范围内。
(压力必须为5MPa不能小于5MPa)2、气动管路是否有漏气现象3、检查电磁阀控制线是否连接完好4、检查涨紧套是否有松动;重新紧固好八、齿轮脱链及输送线皮带打滑1、链条拉长。
去掉长出的部分,重新连接调配2、皮带过松。
调节带轮涨紧装置,使皮带松紧度适宜3、带轮连接键脱落;重新装配好连接键九、输送线传动响声过大1、轴承缺油。
按要求加注轴承油。
2、链条、链轮啮合不好;调整链条、链轮。
按要求加润滑油。
3、线体不稳,调整紧固可调脚杯,使线体稳固。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2) Replace the chuck cylinder
产品未抓紧
4) Is the molding machine mold open stroke correct?
3) Replace the solenoid valve
5) Is the uploader crosswise stroke correct?
No advance
1) Have the input conditions been met?
1) See the section "Manual Operations" and
movement
2) Is the advance speed control valve shut
"Automatic Operations"
open
2) Is the mold open safety signal
2) Check the On conditions and the interlock
模具不开
comes on?
1)使用操作面板的上来上升机械手
1)机械手是否竖直下降?
2)检查ON的条件是否满足
2)模具关闭安全信号是否转ON?
No descent movement
1) Is the mold open conplete (MO)
1) Adjust the limit switch on the molding
无下降动作
signal comes on?(extracting-side)
machine and check the wiring of the
and check the wiring.
correctly?
3) Loosen gradually until descent movement starts.
3) Is the desent speed control valve shut
4) Replace bad valve.
too tightly?
3)逐渐松动阀门直到机械手开始下降
2)机械手摆动复归和摆动到位的限位开
4)更换损坏的阀门
关是否工作正常?
5)参看有关“手动操作“和“自动操作”
3)机械手下降速度控制气阀是否锁得太
6)更换损坏的气管
紧?
7输入条件?
6)气管是否被弯曲?
7)气缸内部密封是否损坏?
5)更换密封
The Product is not
1) Are the input conditions met?
1) See the section "Manual Operations" and
gripped
2) The chuck cylinder is defective?
"Automatic Operations"
2) Loosen gradually until ascent movement
无上升
3) Is the solenoid valve bad?
starts
3) Replace bad valve
1)输入条件是否满足?
2)上升速度控制阀门是否关得太警?
1)参看“手动操作”和“自动操作”
3)电磁阀是否损坏?
4) Check the ON conditions to see if they are
comes on?
correct.
4) Is the cycle start display ON?
1)使用操作面板的上来上升机械手
1)机械手是否竖直下降
2)检查限位开关及相关连线
2)产品被夹住后产品确认限位开关是否
6) Is the air hose bent?
7) Replace the packing.
7) Is the packing inside the cylinder
damaged?
1)调整注塑机的限位开关并检查到控制盒的连线
2)调整注塑机的限位开关并检查相关连线
1)模开完成信号(MO)是否为ON
机械手摆动中途停止
2) Are ascent-end and return-end switches OFF?
1)检查限位开关和相关连线
1)机械手摆动过程中产品确认信号是否变OFF
2)检查限位开关及相关连线
2)上升结束和回位开关是否变OFF?
too tightly?
2) Loosen gradually until advance movement
无前进动作
3) Is the solenoid valve bad?
start
4) Is the air hose bent?
3) Replace bad valve
5) Is the packing inside the cylinder damaged?
5) Is cylinder packing bad?
1) Refer to section "Manual Operation"...
1)摆动复归及摆动到位?
2)逐渐松动阀门直到机械手开始摆动
2)摆动的速度控制阀门是否关得太紧?
3)更换坏的阀门
3)电磁阀是否损坏?
4)更换气管
4)气管是否弯曲?
5)更换密封
3)检查ON的条件和互锁
自动转ON
4)检查ON的条件是否满足
3)模具关闭安全信号是否转ON?
4)周期开始的显示是否为ON?
The Mold does not
1) Is the vertical cylinder descending?
1) Press the Up key to raise the vertical cylinder
2)逐渐松动阀门直到机械手开始上升
3)更换坏的电磁阀
No swing
1) Are swing-action and swing-return signal being
1) Refer to section "Manual Operation"...
output?
2) Loosen gradually until swing starts
8) Apply mold separation solution or repair the metal
1)输入条件是否满足?
mold.
2)产品夹的气筒是否损坏?
3)电磁阀是否损坏?
1)参看“手动操作”和“自动操作”
4)注塑机的模开行程是否正确?
2)更换夹子的气筒
5)机械手的摆动行程是否正确?
3)更换电磁阀
无摆动
2) Is swing speed control valve shut too tightly?
3) Replace bad valve
3) Is solenoid valve bad?
4) Replace bent hose.
4) Is the air hose bent?
5) Replace bad packing.
movement
2) Are the swing action-end and swing return-end limit
2) Adjust the limit switch on the molding machine
switches(on the extracting and release side)
4) Adjust the molding open of molding machine.
6) Is the protrusion of ejector pin appropriate?Is the
5) Adjust the crosswise stroke.
setting time on the timer appropriate?
5) See the section"Manual Operations" and
4) Is the solenoid valve bad?
"Automatic Operations"
5) Have the input condifions been met?
6) Replace bent hoss.
2) Are the swing action-end and swing
control box.
return-end limit switches(on the
2) Adjust the limit switch on the molding machine
extracting and release side) function
3)更换坏的电磁阀
3)电磁阀是否损坏?
No ascent
1) Have the input conditions been met?
1) See the section "Manual Operation"...
2) Is the ascent speed control valve shut too tightly?
2) Adjust the limit switch and check the wiring
模具不关闭
product is chunked automatically?
3) Check the ON conditions and the interlock
3) Is the mold close safety signal
6)顶针的顶出是否合适?定时器的时间设定是否合适?