棉浆打浆工艺
棉浆打浆工艺
棉浆打浆工艺一、引言棉浆打浆是纺织行业中常见的工艺之一,通过打浆能够有效地改善棉纤维的柔软度和延长纤维的长度,从而提高纺纱和织造的效果。
本文将针对棉浆打浆工艺进行详细介绍。
二、棉浆打浆的目的棉浆打浆的目的是将棉纤维与水进行充分混合,使纤维能够均匀分散在水中,增加纤维的柔软度和延长纤维的长度。
通过打浆,可以有效地改善棉纤维的质量,提高后续纺纱和织造的效果。
三、棉浆打浆的工艺流程1. 准备工作:将所需的棉纤维和适量的水准备好,确保设备和工作场所的清洁。
2. 加浆:将棉纤维按照一定比例加入到水中,搅拌均匀,使纤维能够充分分散在水中。
3. 打浆:使用打浆机或其他设备对混合物进行打浆,打浆时间和速度要根据纤维的品种和要求进行调整,一般为10-20分钟。
4. 过滤:将打浆后的混合物通过过滤设备进行过滤,去除其中的杂质和固体颗粒。
5. 调整浆液浓度:根据需要,可以通过加水或脱水的方式调整浆液的浓度,使其符合后续工艺的要求。
6. 存放:将调整后的浆液存放在特定的容器中,待用。
四、棉浆打浆工艺的注意事项1. 设备和工作场所要保持清洁,避免杂质和污染物的混入。
2. 打浆时间和速度要根据纤维的品种和要求进行调整,避免过度打浆或打浆不足。
3. 过滤设备要选择合适的规格,确保能够有效去除杂质和固体颗粒。
4. 浆液的浓度要根据后续工艺的要求进行调整,避免浓度过高或过低影响后续工艺的进行。
5. 存放浆液时要注意密封,避免浆液受到外界污染。
五、棉浆打浆工艺的优势1. 改善棉纤维的柔软度,使得纺纱和织造更加顺滑。
2. 延长纤维的长度,提高纱线和织物的强度和延展性。
3. 提高棉纤维的染色性能,使得染色更加均匀。
4. 降低棉纤维的含水率,减少后续工艺中的能耗和成本。
六、结语棉浆打浆是纺织行业中重要的工艺之一,通过打浆能够有效改善棉纤维的质量,提高纺纱和织造的效果。
在实际应用中,需要严格控制打浆的时间、速度和浆液的浓度,同时注意设备和工作场所的清洁,以确保打浆效果的稳定和一致性。
打浆工艺流程
打浆工艺流程打浆工艺流程是指将纤维素材料加工成纸浆的过程。
下面我将为你介绍一种常见的打浆工艺流程。
打浆工艺流程大致分为三个主要步骤:料浆制备、洗涤和筛分、精炼和漂白。
首先是料浆制备。
在这一步骤中,纤维素原料首先经过切割机处理,将其切成较小的纤维素颗粒,以便更好地进行打浆。
然后将切割好的纤维素颗粒放入浸水槽中,浸泡一段时间,使纤维素颗粒充分吸水软化。
接下来,将浸水软化后的纤维素颗粒送入打浆机进行打浆。
打浆机通过高速旋转的刀片对纤维素颗粒进行搅拌和撕裂,使其更加细小和均匀。
经过打浆后,形成的纸浆会与一定比例的水混合,形成适合后续处理的浆料。
接下来是洗涤和筛分步骤。
在这一步骤中,通过洗涤和筛分,将纸浆中的杂质和不需要的物质去除。
纸浆首先被送入洗涤机中,洗涤机通过搅拌和反复冲洗的方式,将浆料中的杂质和可溶性物质洗掉。
然后,将洗净的纸浆送入筛网机进行筛分。
筛网机通过不同尺寸的筛网,将纸浆中的纤维素颗粒和小颗粒的杂质分离,得到更干净和均匀的纸浆。
最后是精炼和漂白步骤。
在这一步骤中,通过精炼和漂白,改善纸浆的质量和白度。
精炼是指将纸浆送入精炼机中,机器通过多次搅拌和搅打,使纸浆中的纤维素颗粒更加细小和均匀,提高纸张的质量。
漂白是指将经过精炼的纸浆送入漂白机中,机器通过添加漂白剂处理纸浆,去除其中的色素和污染物质,提高纸张的白度和纯净度。
以上就是一种常见的打浆工艺流程。
不同的纸浆生产厂家可能会有些许差异,但总体来说,料浆制备、洗涤和筛分、精炼和漂白是纸浆打浆工艺中的核心步骤,通过这些步骤的处理,可以获得适用于制造各种纸张产品的高质量纸浆。
打浆工艺流程

打浆工艺流程
《打浆工艺流程》
打浆,是一种古老而又传统的手工艺流程,是将植物纤维打成纸浆的过程。
在现代世界中,打浆工艺已经被工业化生产取代,但在一些文化传统较浓的地区依然在使用。
本文将介绍一般的打浆工艺流程。
首先,打浆的原料通常是植物纤维,包括木材、竹子、棉花等。
这些植物纤维需要经过初步的清洗和处理,去除杂质和污垢。
接下来,将这些植物纤维放入打浆机中,加入适量的水,进行打浆处理。
打浆机会将纤维与水混合并破碎纤维,形成纸浆。
随后,通过筛子、过滤器等设备对纸浆进行进一步的过滤和搅拌,以确保纸浆的质地和均匀度。
完成这些步骤后,将纸浆倒入模具中,模具可以是各种形状和尺寸的,根据需要制作。
最后,将模具中的纸浆进行压制和加工,使其形成纸张的形态。
这个过程中需要注意控制压力和温度,以确保纸张的质量和坚固度。
最终,经过干燥处理,就可以得到传统的手工制作纸张。
在现代化生产方式的冲击下,打浆手工艺流程的传承面临着巨大的挑战。
但是,一些文化传统较浓的地区依然在坚持手工打浆,一方面是出于对传统文化的保护,另一方面也是因为手工打浆所制作的纸张更加健康环保,具有独特的质感和特色。
在这个现代社会,我们或许已经习惯了机器化生产的便利和高
效,但是传统的打浆工艺流程依然在我们身边,它所体现的传统工艺和文化价值,也值得我们去关注和珍惜。
打浆

打浆打浆beating定义:又称叩解。
是利用机械作用处理悬浮于水中的纸浆纤维,使其具有适应在造纸机上生产所要求的特性,并使所生产的纸张能达到预期质量的操作过程。
利用物理方法,对水中纸浆纤维进行机械或流体处理,使纤维受到剪切力,改变纤维的形态,使纸浆获得某些特性,以保证抄成的纸达到预期的质量要求,这一过程就称之为“打浆”。
打浆过程中纤维除了受机件的剪切、揉搓和梳理等作用外,同时纤维的细胞壁还发生位移、变形与破裂等现象而吸水润胀,产生细纤维化,使纸浆具有柔软性、可塑性,也使纤维素分子链中的羟基增加与氢链结合机会,提高了纤维间的结合力。
按打浆作用,可分为黏状打浆和游离打浆。
按生产方式,可分为间歇打浆和连续打浆。
打浆方法主要分为游离打浆和黏状打浆。
游离打浆是以切断作用为主,纸浆的浓度较低。
此方法的打浆机的刀刃较锐利,刀刃的齿距较密,在打浆时纤维容易被切断,使所抄造出的纸张会出现密度小而膨松、不透明、伸缩性小,油墨容易附着等特性。
不过,此方法所抄造出来的纸张,其表面平滑度较低,并容易起毛。
黏状式打浆方法是用破裂磨溃等原理。
其所用的纸浆浓度较高,而打浆机的刀刃较钝,刀刃齿距较稀疏,切断纤维时容易产生长短不一的现象,使所抄造出来的纸张拥有的物理特性较强,纸质紧密,纸张表面平滑度佳,透明度较高且不易起挠等特性。
但纸张的伸缩性较大,对油墨吸收效果较差。
(一)纤维结合力与打浆的关系随着打浆度的增加,纤维润胀和细纤维化增加,纤维的比表面积增大,游离出更多的羟基,促进纤维间的氢键结合,使纤维的结合力不断上升。
打浆初期纤维结合力曲线上升很快,说明纤维润胀和细纤维化增长的速度很快,打浆中期纤维结合力曲线上升渐慢,说明纤维的外表面积已充分暴露,纤维结合面积的增长速度已越来越慢。
在打浆后期,纤维已高度吸水润胀和细纤维化,再进一步提高纤维的结合面积已相当困难,因此纤维的结合力达到了最高点。
(二)裂断长影响纸张裂断长的因素很多,主要是纤维结合力和纤维平均长度,在打浆初期裂断长上升很快,以后逐渐缓慢,到一定数值之后,产生转折和下降的现象。
包装印刷造纸工艺打浆工艺培训
包装印刷造纸工艺打浆工艺培训引言在包装印刷行业中,打浆工艺是非常重要的环节之一。
打浆工艺的质量直接影响到纸张的质量和成品的印刷效果。
本文将介绍包装印刷中常用的打浆工艺及其原理,并进行培训指导。
什么是打浆工艺?打浆工艺是指将原料纤维进行分散、切断和脱胶的过程。
通过打浆,可以得到纤维悬浮液,进而制备纸张。
打浆工艺的好坏直接影响到纸张的质量和性能。
打浆工艺的分类根据纤维来源的不同,打浆工艺可以分为机械打浆和化学打浆两种。
1. 机械打浆机械打浆是利用机械设备对纤维进行破碎和分散的过程。
常用的机械打浆设备有磨浆机、高剪切搅拌机等。
机械打浆的优点是工艺简单、操作方便,适用于一些要求较低的纸张。
但是,机械打浆的纤维破碎程度相对较低,纸张的强度和光泽等性能会受到一定的影响。
2. 化学打浆化学打浆是利用化学药剂对纤维进行脱胶和破碎的过程。
常用的化学打浆药剂有氧化亚氮、过氧化氢等。
化学打浆相对于机械打浆能更好地切断纤维,提高纤维的细度和纸张的质量。
但是,化学打浆对设备和药剂的要求较高,工艺复杂,操作难度较大。
打浆工艺的原理打浆工艺的基本原理是通过破碎和分散作用,使纤维悬浮于水中形成纤维悬浮液。
1. 机械打浆的原理机械打浆通过机械设备的破碎作用,将纤维切断成较短的凝胶短纤维,并与水混合形成纤维悬浮液。
机械打浆的关键是选择适当的设备,使纤维得到足够的破碎和分散。
2. 化学打浆的原理化学打浆是通过化学药剂的脱胶作用,将纤维表面的胶体物质溶解,使纤维得到破碎和分散。
化学打浆的关键是选择适当的药剂和控制打浆条件,以实现最佳的脱胶效果。
打浆工艺的培训指导为了保证打浆工艺的稳定性和纸张质量的稳定性,我们有一些培训指导供您参考。
1. 选型指导根据纸张的需求和产品的要求,选择适合的打浆设备和药剂。
对于一些要求较低的纸张产品,机械打浆是一个比较经济实用的选择。
对于要求较高的纸张产品,可以考虑采用化学打浆。
2. 工艺参数控制控制好打浆时的搅拌速度、温度、浆液浓度等工艺参数。
打浆工艺概述:各种浆的打浆特性
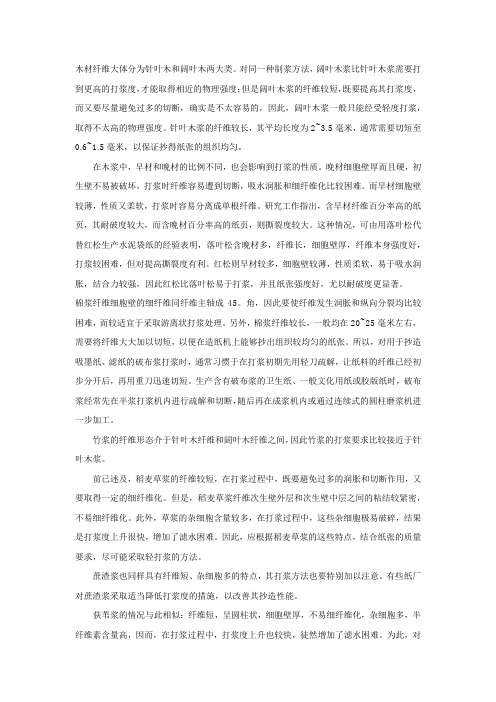
木材纤维大体分为针叶木和阔叶木两大类。
对同一种制浆方法,阔叶木浆比针叶木浆需要打到更高的打浆度,才能取得相近的物理强度;但是阔叶木浆的纤维较短,既要提高其打浆度,而又要尽量避免过多的切断,确实是不太容易的,因此,阔叶木浆一般只能经受轻度打浆,取得不太高的物理强度。
针叶木浆的纤维较长,其平均长度为2~3.5毫米,通常需要切短至0.6~1.5毫米,以保证抄得纸张的组织均匀。
在木浆中,早材和晚材的比例不同,也会影响到打浆的性质。
晚材细胞壁厚而且硬,初生壁不易被破坏,打浆时纤维容易遭到切断,吸水润胀和细纤维化比较困难。
而早材细胞壁较薄,性质又柔软,打浆时容易分离成单根纤维。
研究工作指出,含早材纤维百分率高的纸页,其耐破度较大,而含晚材百分率高的纸页,则撕裂度较大。
这种情况,可由用落叶松代替红松生产水泥袋纸的经验表明,落叶松含晚材多,纤维长,细胞壁厚,纤维本身强度好,打浆较困难,但对提高撕裂度有利。
红松则早材较多,细胞壁较薄,性质柔软,易于吸水润胀,结合力较强,因此红松比落叶松易于打浆,并且纸张强度好,尤以耐破度更显著。
棉浆纤维细胞壁的细纤维同纤维主轴成45。
角,因此要使纤维发生润胀和纵向分裂均比较困难,而较适宜于采取游离状打浆处理。
另外,棉浆纤维较长,一般均在20~25毫米左右,需要将纤维大大加以切短,以便在造纸机上能够抄出组织较均匀的纸张。
所以,对用于抄造吸墨纸、滤纸的破布浆打浆时,通常习惯于在打浆初期先用轻刀疏解,让纸料的纤维已经初步分开后,再用重刀迅速切短。
生产含有破布浆的卫生纸、一般文化用纸或胶版纸时,破布浆经常先在半浆打浆机内进行疏解和切断,随后再在成浆机内或通过连续式的圆柱磨浆机进一步加工。
竹浆的纤维形态介于针叶木纤维和阔叶木纤维之间,因此竹浆的打浆要求比较接近于针叶木浆。
前已述及,稻麦草浆的纤维较短,在打浆过程中,既要避免过多的润胀和切断作用,又要取得一定的细纤维化。
但是,稻麦草浆纤维次生壁外层和次生壁中层之间的粘结较紧密,不易细纤维化。
造纸工艺-打浆工艺

第二节 磨(打)浆原理
三、磨(打)浆对纤维细胞的作用
6、产生纤维碎片
(3)纤维横向被切断产生碎片 纤维在磨(打)浆过程中,横向被切断若在两端部,而被切断的 部分也成为碎片。不过这碎片数量不多。
这些碎片的存在,一方面影响纸料的滤水性能,特别是草类 纤维,因杂细胞含量多,纤维脱落的碎片也多,所以滤水性能 差。另一方面这些碎片的存在会影响到纸页的物理强度。
第一节 概述
磨浆和打浆的主要区别:
在于打浆是间歇式的操作,在打浆过程中, 纤维悬浮液在打浆设备的浆槽内循环并通过由回转 的打浆辊飞刀和固定的底刀构成的打浆机构进行打 浆,其特点是纤维通过打浆机构时与刀片成垂直的 排列。磨浆是连续操作,在磨浆过程中,纤维悬浮 液连续的通过磨浆设备,在由转子刀辊飞刀(或转 盘磨齿)和固定的定刀(或定盘磨齿)构成的磨浆机构 进行磨浆,其特点是纤维通过磨浆机构时与刀片 (或磨齿)成平行状态。
第二节 磨(打)浆原理
一、纤维细胞壁的结构
细胞壁各层微纤维的排列和走向,与细胞轴向的缠绕角大 小,对磨(打)浆的影响很大,缠绕角小的纤维容易分丝帚化, 反之缠绕角大的分丝帚化困难。单根纤维的强度也主要取决于 S2层微细纤维与细胞轴向的缠绕角,缠绕角越小,纤维越长, 单根纤维的强度则越大,但伸长率则越小。
第二节 磨(打)浆原理
三、磨(打)浆对纤维细胞的作用
2、打浆使纤维初生壁和次生壁外层发生破除。 未去掉初生壁的纤维,显得光滑、挺硬,不易吸水润 胀,因此,必须利用打浆设备的机械作用力和纤维之 间的相互摩擦力,将初生壁和次生壁的外层破除,使 次生壁中层的细纤维分离出来,才能达到纤维的充分 润胀和细纤维化的目的。在通常情况下,不同种类的 纤维原料的初生壁及次生壁外层的除去难易程度也不 相同,因此,在打浆时细纤维化的难易程度也不相同。 如:麦草浆比木浆去除要困难,硫酸盐木浆比亚硫酸 盐木浆的去除要困难。
[指南]打浆工艺
![[指南]打浆工艺](https://img.taocdn.com/s3/m/2174a0f8afaad1f34693daef5ef7ba0d4a736def.png)
打浆工艺技术2006年3月造纸原料简介一分类1.植物纤维:a .木材纤维(针叶木、阔叶木)b. 禾本科茎杆纤维:竹类草类c. 韧皮纤维:亚麻红麻桑皮d. 叶纤维:龙须草剑麻菠萝叶e.种毛纤维:棉花2.动物纤维:羊毛蚕丝3.矿物纤维:石棉纤维玻璃纤维4.合成纤维:粘胶纤维醋酸纤维尼龙维尼龙等等二、纤维细胞壁的结构•胞间层——厚1~2微米,纤维素极少,主要成分是木素。
•初生壁——细胞壁的外层,含较多木素和半纤维素,不吸水能透水,不易润张。
P层•次生壁——细胞壁的内层,又分为三层,即次生壁的外层S1、中层S2、内层S3。
外层与初生壁成分相似,需破除。
中层纤维素和半纤维素含量高,木素含量少,中层是打浆的主要对象。
内层在打浆过程中不予考虑。
第一节打浆的基本概念利用物理的方法处理水中的纸浆纤维,使其具有适应造纸机抄造上所要求的特性,而抄出来的纸张又能达到质量要求的一项工艺过程称为打浆。
一、打浆的目的和意义1、分散纤维,改变纤维的表面状态;2、满足同种原料生产多种纸的需要;3、满足不同浆种生产同种纸的需要。
二、打浆术语1、纸浆——是造纸工业上对用以造纸的纤维原料的统称,可以是本色的或是漂白的。
2、碎浆——在干纸浆中加进足够量的水并将其处理成悬浮液的形式,使纤维充分分散成为浆状物的过程。
3、浆料和纸料——浆料是指未经打浆处理的纸浆。
纸料则是指经过纸料制备系统处理后,能满足所生产的纸张的特性要求和造纸机抄造性能要求,可供造纸机使用的纸浆。
4、打浆、精浆和磨浆——都是指浆料纤维在两相对运动的机械之间按所控制的条件经受反复处理的过程,因此三者的过程基本上是相同的,只是叫法不同而已,主要是由处理设备的不同而有不同的叫法。
5、配浆——是指按一定的比例将若干种性质不尽相同的纸浆以及其它添加物进行混合的过程。
6、打浆度——也叫叩解度。
表示纸浆滤水快慢的程度,衡量打浆情况的一个指标。
7、游离度——也是表示纸浆滤水性能的一个指标。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
棉浆打浆工艺
棉浆打浆是一种常见的纺织工艺,用于将棉纤维松散并打开纤维束,以便更好地进行纺织加工。
本文将介绍棉浆打浆的工艺流程和重要性。
1. 棉浆打浆的目的
棉浆打浆是为了让棉纤维变得柔软、有弹性,并且纤维束之间不会结成块,以便后续的纺织加工。
通过打浆,可以增加纤维的表面积,提高纤维的吸水性和透气性,使纤维在纺织过程中更容易被拉直和延伸。
2. 棉浆打浆的工艺流程
棉浆打浆的工艺流程包括浸泡、打浆和清洗三个主要步骤。
(1)浸泡:将棉纤维放入浆槽中,加入适量的水,使纤维充分湿润。
浸泡的时间一般为30分钟至1小时,以保证纤维可以充分吸水。
(2)打浆:将浸泡后的棉纤维放入打浆机中进行打浆。
打浆机内部有旋转的刀片或搅拌器,可以将纤维束打散并拉直,使纤维之间不会结成块。
打浆的时间一般为30分钟至1小时,具体时间根据纤维的品种和长度而定。
(3)清洗:将打浆后的棉浆放入清洗槽中进行清洗。
清洗的目的是去除打浆过程中产生的杂质和残留的浆液。
清洗槽内部有水流和搅
拌器,可以将杂质和浆液冲洗掉。
清洗的时间一般为15分钟至30分钟。
3. 棉浆打浆的重要性
棉浆打浆在棉纺织工艺中起着至关重要的作用,具有以下几个方面的重要性。
(1)改善纤维的柔软性:经过打浆处理的棉纤维更加柔软,不易断裂,有利于后续的纺织加工。
柔软的纤维可以更好地适应纺织机械的工作要求,减少纤维断裂和纺纱过程中的故障。
(2)提高纤维的吸水性:打浆可以增加纤维的表面积,使纤维更容易吸收水分。
纤维吸水后可以保持湿润状态,有利于纤维的拉直和延伸,提高纺纱过程中的纤维强度和均匀度。
(3)增加纤维的透气性:打浆可以打开纤维束,使纤维之间的空隙增大,提高纤维的透气性。
透气性好的纤维可以更好地保持纺纱机械的正常运转,减少纺纱过程中的纤维飞毛和纤维结块现象。
4. 注意事项
在进行棉浆打浆工艺时,需要注意以下几个事项。
(1)控制浆液的浓度:浆液的浓度过高会导致打浆效果不佳,纤维束无法充分打散;浓度过低则会影响打浆的效果和生产效率。
因此,需要根据纤维的品种和长度,控制好浆液的浓度。
(2)控制打浆时间:打浆时间过长会导致纤维过度打散,增加纤维断裂的风险;时间过短则无法充分打散纤维束。
因此,需要根据纤维的品种和长度,控制好打浆的时间。
(3)注意清洗槽的清洁:清洗槽需要定期清洗,以防止杂质的积累和浆液的污染。
清洗槽内部的水流和搅拌器需要保持正常运转,确保清洗效果良好。
棉浆打浆是一项重要的纺织工艺,通过打浆可以使棉纤维变得柔软、有弹性,并且纤维束之间不会结成块,便于后续的纺织加工。
在进行棉浆打浆时,需要控制好浆液的浓度和打浆时间,并注意清洗槽的清洁,以确保打浆效果和产品质量。