CTQ关键工序控制程序(含表格)
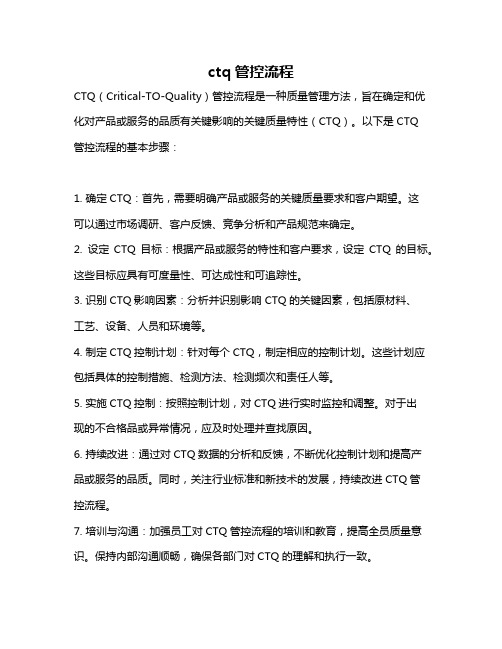
装配工程重点参数点检作业流程图[空白模板]
![装配工程重点参数点检作业流程图[空白模板]](https://img.taocdn.com/s3/m/e5efc284a98271fe900ef9d7.png)
文件名称CTQ工程点检作业流
程图(装配)
文件编号XX-XXX-X发行部门生技部
生效日期版本/版次保存期限四年
点检项目
温度(℃)
点检基准作业指导书/CTQ工程管控表气压(Mpa)
时间(S)
序
号
点检流程示图点检工具备注
1 点检资料准备1.使用CTQ点检记录表;
2.表单悬挂管理看板上,点检随时取用.
2 参数测试点检金属感温
测试仪
1.点检时设备需调整为手动状态且需
暂停操作;
2.按温度、时间、气压依次进行点检(无
温要求可不点检温度项);
3.温度点检需使用金属感温测试仪点
检(测试探头需准确与热熔头触点接触
探测).
3 数据读取及记录金属感温
测试仪
准确读取数据并将各参数值真实准确
的记录于CTQ点检记录表.
4 画曲线图将记录数据描点画线,以曲线图形式体现.
5 曲线图分析分析数据是否正常,若正常继续生产;若NG依CTQ管理指导作业规范检讨.
作成:审核:批准:。
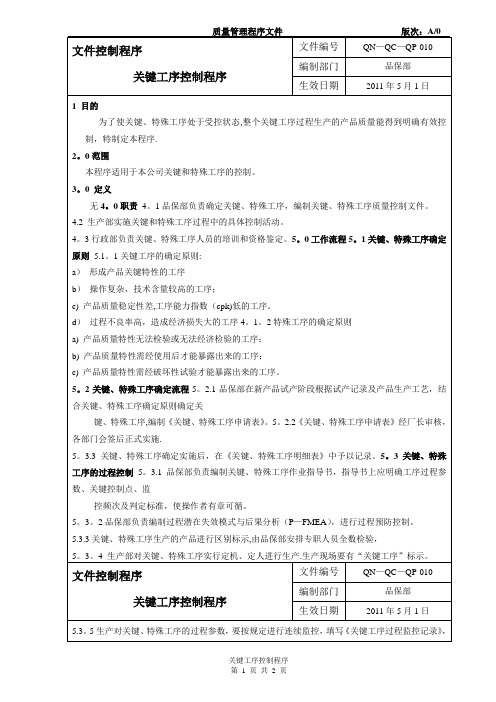
品质制度表格-关键工序质量控制表热轧、冷轧、拉弯矫、纵剪、横切、冲床XLS 精品

表面质量
冷 轧
厚度
退火道次
压坑 粘铝、辊印
擦划伤 成品厚度
油斑
在线和下线后表面检查 在线和下线后表面检查 在线和下线后表面检查 头中尾部分别在线测量 检查清洗油;吹扫装置
以不影响后续工序质量为依据 以不影响后续工序质量为依据 以不影响后续工序质量为依据 按客户协议判定 无退火油斑
目测
目测
目测 千分尺
化验报告单
-1
接触式测温计 每块
-1
目测
每块
-1
测温计
每块
-1
测氧仪
每卷
-1
电脑查询
每炉
-1
-1
车间主任
操作员 品管主任
质检员 工艺人员
-1
人事主任
-1
车间主任
操作员 品管主任
质检员 工艺人员
-1
人事主任
-1
车间主任 操作员 品管主任
质检员 工艺人员
-1
人事主任
-1
车间主任 操作员 品管主任
-1
质检员 工艺人员 人事主任
责任人 检查人
操作员 质检员
抽检 每块
-1
-1
车间主任
-1
-1 操作员 品管主任
质检员 工艺人员
-1
-1
人事主任
立
推
加热
炉
存放 测温探头
参数
现场核对 定期检测 查看立推炉电脑记录
表面放置瓦愣板
目测
-1
送检验中心检查,每季度更换一区检验好 的热电偶,其它用砂纸去掉表面氧化物
温度计
每季度 至少1次
-1
Q/NL-CGY056-2006
ctq管控流程
ctq管控流程CTQ(Critical-TO-Quality)管控流程是一种质量管理方法,旨在确定和优化对产品或服务的品质有关键影响的关键质量特性(CTQ)。
以下是CTQ管控流程的基本步骤:1. 确定CTQ:首先,需要明确产品或服务的关键质量要求和客户期望。
这可以通过市场调研、客户反馈、竞争分析和产品规范来确定。
2. 设定CTQ目标:根据产品或服务的特性和客户要求,设定CTQ的目标。
这些目标应具有可度量性、可达成性和可追踪性。
3. 识别CTQ影响因素:分析并识别影响CTQ的关键因素,包括原材料、工艺、设备、人员和环境等。
4. 制定CTQ控制计划:针对每个CTQ,制定相应的控制计划。
这些计划应包括具体的控制措施、检测方法、检测频次和责任人等。
5. 实施CTQ控制:按照控制计划,对CTQ进行实时监控和调整。
对于出现的不合格品或异常情况,应及时处理并查找原因。
6. 持续改进:通过对CTQ数据的分析和反馈,不断优化控制计划和提高产品或服务的品质。
同时,关注行业标准和新技术的发展,持续改进CTQ管控流程。
7. 培训与沟通:加强员工对CTQ管控流程的培训和教育,提高全员质量意识。
保持内部沟通顺畅,确保各部门对CTQ的理解和执行一致。
8. 审核与评估:定期对CTQ管控流程进行内部审核和外部评估,以确保流程的有效性和符合性。
根据审核和评估结果,及时调整和改进管控流程。
9. 记录与报告:详细记录CTQ管控流程的相关数据和信息,包括监控数据、不合格品处理、原因分析等。
定期生成报告,以便管理层了解CTQ管控的进展和绩效。
10. 标准化:将CTQ管控流程标准化,确保流程的稳定性和可持续性。
通过制定标准操作规程和作业指导书等形式,将CTQ管控流程固化下来,便于后续的管理和执行。
通过以上步骤,企业可以建立起一套有效的CTQ管控流程,确保产品或服务的质量符合客户要求并持续提升品质水平。
关键工序管理程序
关键工序控制程序
文件编号
QN—QC—QP-010
编制部门
品保部
生效日期
2011年5月1日
1目的
为了使关键、特殊工序处于受控状态,整个关键工序过程生产的产品质量能得到明确有效控制,特制定本程序.
2。0范围
本程序适用于本公司关键和特殊工序的控制。
3。0定义
无4。0职责4。1品保部负责确定关键、特殊工序,编制关键、特殊工序质量控制文件。
出现过程参数异常时应立即停机,并将异常情况报相关部门,协同分析处理。
5。4关键、特殊工序的设备及人员认可5。4。1关键、特殊工序设备的认可
5。4。1。1生产部组织对新购关键、特殊工序的设备进行认可,具体的认可办法按照《设备及设施管理
程序》执行。
5.4.1.2关键、特殊工序设备的点检,具体执行《设备及设施管理程序》。
5。4。2关键、特殊工序操作人员认可
5。4。2.1关键、特殊工序操作人员上岗前需经培训、考核,并取得上岗资格才能持证上岗。具体执行
《人力资源序》
6。2《人力资源管理程序》。
6。3关键特殊工序明细表
6。4过程监控记录
4.2生产部实施关键和特殊工序过程中的具体控制活动。
4。3行政部负责关键、特殊工序人员的培训和资格鉴定。5。0工作流程5。1关键、特殊工序确定原则5.1。1关键工序的确定原则:
a)形成产品关键特性的工序
b)操作复杂,技术含量较高的工序;
c)产品质量稳定性差,工序能力指数(cpk)低的工序。
d)过程不良率高,造成经济损失大的工序4。1。2特殊工序的确定原则
5.3.3关键、特殊工序生产的产品进行区别标示,由品保部安排专职人员全数检验,
5。3。4生产部对关键、特殊工序实行定机、定人进行生产.生产现场要有“关键工序”标示。
关键工序质量控制表表格
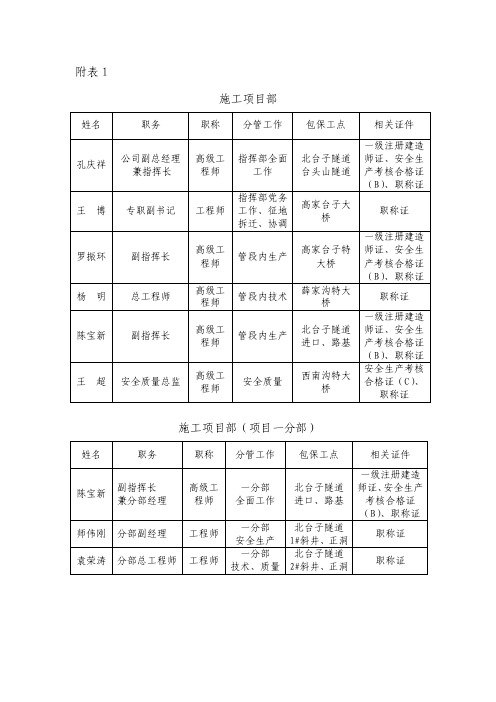
附表1
施工项目部
施工项目部(项目一分部)
施工项目部(项目二分部)
附表2
架子队(隧道架子一队)
架子队(隧道架子二队)
架子队(隧道架子三队)
架子队(路基架子一队)
架子队(桥涵架子一队)
附件3
关键工序质量控制表
①附件:照片(正面、侧面、平面),由监理工程师拍照,照片上显示时间至小时。
②关键工序是指路基、桥涵、隧道、轨道等主体工程的隐蔽性工序质量自检、互检、交接检情况记录。
③本表由监理工程师存档备查,本表不填不得进入下道工序。
附件4
关键工点检查记录表
备注:1.此表印制成册,每31页为一册,每月一册。
2.印制成册的检查表不能撕扯,凡缺页的按弄虚作假处理。
CTQ表格

ZH00413
0.60 mm +/- 0.05mm
Vert. stiff:
Fix. block: Q235板体:
ZH00329/ZH0070 SPCC;厚度:1毫米。±
3
0.1mm
Fix. block:
横。僵硬。:SPCC;厚
ZH00324
组 度:2毫米。±0.1mm
装:通力
垂直。僵硬。:SPCC;厚
No broken welding points无 焊接点
CTQ
Panels + fixings面板 + 固定件
Panel Assembly面板组件
VOP
3) Solid panel assembly (welding)3)实心板组件(焊 接)
1-Correct number and position of spot welding points 2-MIG welding points1correct数和焊接点的位置 2-mig焊接点
4) Panel flatness4)面板平面 度
Hexagon head screw M8x16
Solid fixing to panel assembly ZH00324
DIN933 8.8 galv. + safety washer 固体固定板组件
diam. 8 dacromet六角头螺栓
M8x16 DIN933 8.8镀锌。安全垫圈
板体:zh11247 / 度:0.60毫米。±0.05mm
zh11059
修理。块:Q235
横。zh00413僵
硬:
垂直。僵硬:
zh00329 /
zh00703
修理。块:
CTQ关键工序控制程序

CTQ管理控制程序1 目的为规范本公司CTQ相关作业的管理,保证产品关键特性满足客户要求,降低不良率,特制定本程序。
2 范围适用于本公司内部的CTQ管理项目,以及CTQ管理出现异常的分析,改善及完善相关活动。
3 定义3.1 CTQ定义:Critical-To-Quality)的意思是质量关键特性点,是指为了满足“关键的需求或关键客户流程需求的产品或服务的一组特征,它是从顾客角度出发,影响顾客满意度的质量特性。
”4 权责本规程由品管部、生产部,技术装备部负责实施,其他部门共同遵守。
5 工作程序5.1 CTQ管理项目的选定:对顾客指定的关键特性,作为优先管理。
对影响产品品质的重要工序的特性和工程特性也作相应管理。
5.2 CTQ关键特性管理图的选定根据产品特性及管理需要,公司选用SPC控制均值-极差控制图.产品名称CTQ特性管理标准测定周期曲轴粗加工吸油管孔直径Φ11—Φ11.03 天/次曲轴精加工长轴圆度0.0015 5pcs/2小时/机长轴靠近支撑面圆度0.0025 5pcs/2小时/机长轴外圆粗糙度Ra0.30 5pcs/2小时/机偏心轴圆度0.0015 5pcs/2小时/机偏心轴表面粗糙度Ra0.20 5pcs/2小时/机长轴直径13.988±0.0035pcs/小时/机偏心轴直径13.980±0.0035pcs/小时/机5.3 CTQ工程能力的调查周期及管理项目.在稳定的生产过程中,要求CTQ工程每月测定1 批, 32件/批。
计算CPK过程能力指数,并通过连续的观察,找到潜在的能力不足设备进行改善。
5.4 CTQ工程能力的计算及评价:对于CTQ关键工序,品管部根据程序测定对应的品质特性数据并进行记录,计算出CPK.等级Cpk 判断工程能力的有无措施A Cpk≥1.67 工程能力很充分可维持现状,或想办法减少成本等B 1.33≤Cpk<1.67 工程能力充分是理想状态,维持现状即可.C 1.00≤Cpk<1.33 工程能力不是很充分可考虑采取必要的措施以达到理想状态D 0.67≤Cpk<1.00 工程能力不足. 有必要工程的管理及改善.E Cpk<0.67 工程能力很不足离品质理想状态远. 需进行品质改善,追究原因,做紧急对策●品管部对输入的数据进行收集,须每个月进行工程能力分析,检讨。
关键工序质量控制程序
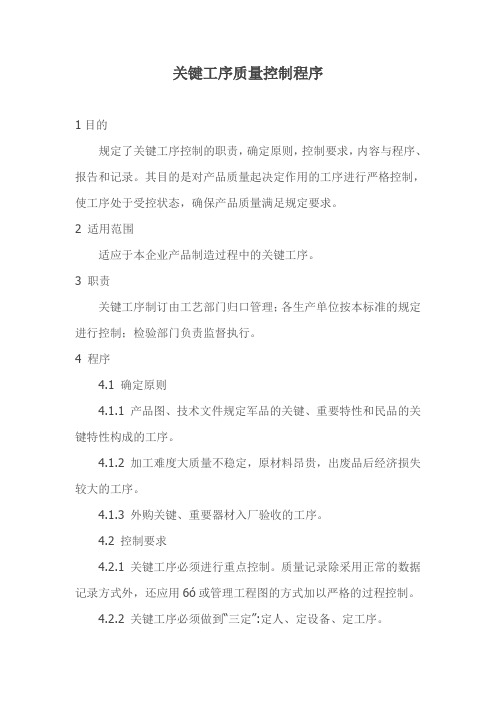
关键工序质量控制程序1目的规定了关键工序控制的职责,确定原则,控制要求,内容与程序、报告和记录。
其目的是对产品质量起决定作用的工序进行严格控制,使工序处于受控状态,确保产品质量满足规定要求。
2 适用范围适应于本企业产品制造过程中的关键工序。
3 职责关键工序制订由工艺部门归口管理;各生产单位按本标准的规定进行控制;检验部门负责监督执行。
4 程序4.1 确定原则4.1.1 产品图、技术文件规定军品的关键、重要特性和民品的关键特性构成的工序。
4.1.2 加工难度大质量不稳定,原材料昂贵,出废品后经济损失较大的工序。
4.1.3 外购关键、重要器材入厂验收的工序。
4.2 控制要求4.2.1 关键工序必须进行重点控制。
质量记录除采用正常的数据记录方式外,还应用6ó或管理工程图的方式加以严格的过程控制。
4.2.2 关键工序必须做到“三定”:定人、定设备、定工序。
4.2.3 关键工序应严格进行工艺纪律培训和工艺监督。
4.2.4 不断改进关键工序的工艺方法,减少对操作技能及操作者注意力的依赖程度,用先进合理的工艺保证产品质量。
4.2.5 关键工序生产质量出现异常波动时,现场技术人员会同工艺部门的工艺人员应及时分析研究,采取纠正措施予以解决。
当问题较大或工艺部门难以解决,应向主管厂领导汇报并由其组织技术、质量攻关。
4.3 控制程序4.3.1 工艺资料控制4.3.1.1 工艺部门应按确定原则确定关键工序,编制《关键工序目录》(格式由工艺部门制定)和涉及质量控制的有关文件,须经质管部门会签,分发生产车间及有关单位各一份。
4.3.1.2 关键工序必须编制关键工序控制卡或详细的作业指导书(内容包括:工艺规程、操作要领、控制项目、控制内容、原始记录等),并按规定做出标记,以示区别。
4.3.1.3 关键工序工艺资料更改,必须慎重,应按规定程序进行审批。
4.3.2 设备及工艺装备的控制4.3.2.1 关键工序所用的设备,其精度应满足工艺要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CTQ关键工序控制程序
(IATF16949-2016)
1 目的
为规范本公司CTQ相关作业的管理,保证产品关键特性满足客户要求,降低不良率,特制定本程序。
2 范围
适用于本公司内部的CTQ管理项目,以及CTQ管理出现异常的分析,改善及完善相关活动。
3 定义
3.1 CTQ定义:Critical-To-Quality)的意思是质量关键特性点,是指为了满足“关键的需求或关键客户流程需求的产品或服务的一组特征,它是从顾客角度出发,影响顾客满意度的质量特性。
”
4 权责
本规程由品管部、生产部,技术装备部负责实施,其他部门共同遵守。
5 工作程序
5.1 CTQ管理项目的选定:
对顾客指定的关键特性,作为优先管理。
对影响产品品质的重要工序的特性和工程特性也作相应管理。
5.2 CTQ关键特性管理图的选定
根据产品特性及管理需要,公司选用SPC控制均值-极差控制图.
产品名称CTQ特性管理标准测定周期曲轴粗加工吸油管孔直径Φ11—Φ11.03 天/次
曲轴精加工
长轴圆度0.0015 5pcs/2小时/机长轴靠近支撑面圆度0.0025 5pcs/2小时/机长轴外圆粗糙度Ra0.30 5pcs/2小时/机偏心轴圆度0.0015 5pcs/2小时/机偏心轴表面粗糙度Ra0.20 5pcs/2小时/机长轴直径13.988±0.0035pcs/小时/机偏心轴直径13.980±0.0035pcs/小时/机
假如某个时段失控,由SPC人员发送《失控通知单》给生产班长,进行及时调整。
5.3 CTQ工程能力的调查周期及管理项目.
在稳定的生产过程中,要求CTQ工程每月测定 1 批, 32件/批。
计算CPK过程能力指数,并通过连续的观察,找到潜在的能力不足设备进行改善。
5.4 CTQ工程能力的计算及评价:
对于CTQ关键工序,品管部根据程序测定对应的品质特性数据并进行记录,计算出CPK. 工程能力评价参考如下:
等级Cpk 判断工程能力的
有无
措施
A Cpk≥1.67 工程能力很充分可维持现状,或想办法减少成
本等
B 1.33≤Cpk<1.67 工程能力充分是理想状态,维持现状即可.
C 1.00≤Cpk<1.33 工程能力不是很
充分
可考虑采取必要的措施以达到
理想状态
D 0.67≤Cpk<1.00 工程能力不足. 有必要工程的管理及改善.
E Cpk<0.67 工程能力很不足离品质理想状态远. 需进行品质改善,追究原因,做紧急对
策
5.5 CTQ工程异常的处理规定
品管部对输入的数据进行收集,须每个月进行工程能力分析,检讨。
品管部检验员发现数据脱离管理基准线或发现异常点时,告知相关部门。
由生产部联合品质部及相关部门对工程能力进行检讨并发出《纠正和预防措施单》。
对CTQ工程能力不足时生产的批次须安排人员进行检验。
并标示”工程能力不足”字样,由品管部确认后方可出货。
CTQ工程能力改善后的首批须经首件全检后经部门主管确认后方可量产。
6 相关表单
《SPC控制图》
《纠正和预防措施单》
SPC过程能力控制
图计量型(自动生成).x。