射线照相质量的影响因素
射线检测问答题(三)(含答案)

三、问答题3、1 什么就是射线照相灵敏度?绝对灵敏度与相对灵敏度得概念又就是什么?3、2 简述像质计灵敏度与自然缺陷灵敏度得区别与联系?3、3 什么就是影响射线照相影像质量得三要素?3、4什么叫主因对比度?什么叫胶片对比度?它们与射线照相对比度得关系如何?3、5 写出透照厚度差为△X得平板底片对比度公式与像质计金属丝底片对比度公式,说明公式中各符号得含义,并指出两个公式得差异?3、6就像质计金属丝得底片对比度公式讨论提高对比度得主要途径,并说明通过这些途径提高对比度可能会带来什么缺点?3、7 何谓固有不清晰度?3、8固有不清晰度大小与哪些因素有关?3、9 何谓几何不清晰度?其主要影响因素有哪些?3、10实际照相中,底片上各点得U g值就是否变化?有何规律?3、11试述U g与Ui关系以及对照相质量得影响。
3、12试述底片影像颗粒度及影响因素。
3、13什么叫最小可见对比度?影响最小可见对比度得因素有哪些?3、14为什么射线探伤标准要规定底片黑度得上、下限?3、15采用源在外得透照方式比源在内透照方式更有利于内壁表面裂纹得检出,这一说法就是否正确,为什么?3、16在底片黑度,像质计灵敏度符合要求得情况下,哪些缺陷仍会漏检?3、17为什么裂纹得检出率与像质计灵敏度对应关系不好?问答题答案3、1答:射线照相灵敏度就是评价射线照相影像质量得最重要得指标,从定量方面来说,就是指在射线底片上可以观察到得最小缺陷尺寸或最小细节尺寸;从定性方面来说,就是指发现与识别细小影像得难易程度。
绝对灵敏度就是指在射线照相底片上所能发现得沿射线穿透方向上得最小缺陷尺寸。
相对灵敏度就是指该最小缺陷尺寸与射线透照厚度得百分比。
3、2答:为便于定量评价射线照相灵敏度,常用与被检工件或焊缝得厚度有一定百分比关系得人工结构,如金属丝、孔、槽等组成所谓透度计,又称为像质计,作为底片影像质量得监测工具,由此得到得灵敏度称为像质计灵敏度.自然缺陷灵敏度就是指在射线照相底片上所能发现得工件中得最小缺陷尺寸.像质计灵敏度不等于自然缺陷灵敏度,因为自然缺陷灵敏度就是缺陷得形状系数、吸收系数与三维位置得函数;但像质计灵敏度得提高,表示底片像质水平也相应提高,因而也能间接地反映出射线照相相对最小自然缺陷检出能力得提高.3、3答:影响射线照相影像质量得三个要素就是:对比度、清晰度、颗粒度。
射线题问答题
4.工业X射线电视的优缺点如何?答:优点:可以直观地观察物体动态或静态情况下的内部结构与缺陷;使用经济、简便、效率高;可用于流水作业,便于实现X射线检验自动化。
缺点:其检测灵敏度一般较X射线照相法低;对形状复杂的零件检查有困难;初始投入较高。
5.什么是伪缺陷?简述底片上伪缺陷的来源。
[提示]:由于胶片本身质量、胶片保管、剪切、装取、暗室操作处理不当,以及操作者其他操作不慎等原因,在底片上留下可辨别的影像,但并非是被检验工件缺陷在底片上留下的影像,称之为伪缺陷。
伪缺陷的来源包括机械损伤或表面附着物形成(如指纹、折痕、划伤、水印等),或者是由化学作用形成(如漏光、感光、药物玷污等),大致上可以分为来源于胶片本身的制造质量与储运、保管,来源于增感屏制造质量及损伤导致的增感不均匀或受过可见光线照射过的荧光增感屏的受激荧光影响等,来源于胶片裁切、包装、照相及冲洗过程中的漏光、手印、静电、划伤或局部折伤等;来源于暗室处理中的玷污、处理不均匀、水迹、指纹、气泡、药水老化失效、操作程序不当等等6.什么是影响射线照相影象质量的三要素?答:影响射线照相影像质量的三个要素是:对比度、清晰度、颗粒度。
射线照相对比度定义为底片影像中相邻区域的黑度差。
射线照相清晰度定义为底片影像中不同黑度区域间分界线的宽度。
用来定量描述清晰度的量是“不清晰度”。
射线照相颗粒度定义为对视觉产生影响的底片影像黑度的不均匀程度。
7.什么是“照相灰雾(Photo graphic fog)”和“曝光灰雾(exposure fog)”?[提示]:照相灰雾是由于乳剂和冲洗条件造成的灰雾,即是胶片固有灰雾与显影时的化学灰雾的总和;曝光灰雾则是由于胶片受到不需要的电离辐射或可见光波的曝光而造成的灰雾8.什么是增感和增感系数?答:增感即是增加胶片的感光量,从而可以相对地缩短对胶片的曝光时间。
增感系数用于说明增感屏的作用程度,也称增感因素,它是在所有条件不变的情况下,使底片得到相同黑度时,不使用增感屏所需曝光时间t1与使用增感屏所需曝光时间t2之比:K=t1/t2,但是此增感系数K并不是一个固定不变的值,它随使用的X射线波长和所取底片黑度的不同而变化的。
射线透照工艺
射线透照工艺射线透照工艺是指为达到一定要求而对射线透照过程规定的方法、程序、技术参数和技术措施等,也泛指详细说明上述方法、程序、参数、措施的书面文件。
射线透照工艺文件有两种,一种称通用工艺规范,依照有关管理法规和技术标准,结合本单位具体情况(涉及的产品范围和现有设备条件)编制而成。
其内容除包括从试件准备直至资料归档的射线照相全过程,还包括对人员、设备、材料的要求以及一些基本技术数据,如曝光曲线等图表。
另一种称专用工艺,其内容比较简明,主要是与透照有关的技术数据,用于指导给定试件的透照工作。
因其通常用卡片形式填写,所以有时称为透照工艺卡。
工艺条件是指工艺过程中的有关参变量及其组合。
射线透照工艺条件包括设备器材条件,透照几何条件,工艺参数条件,工艺措施条件等。
本章重点介绍一些主要的工艺条件对照相质量的影响及应用选择原则。
4.1透照设备器材4.1.1射线源1、射线源分类X射线:400KV以下,可通过调节KV选择能量大小,穿透厚度上限达70-90mm左右。
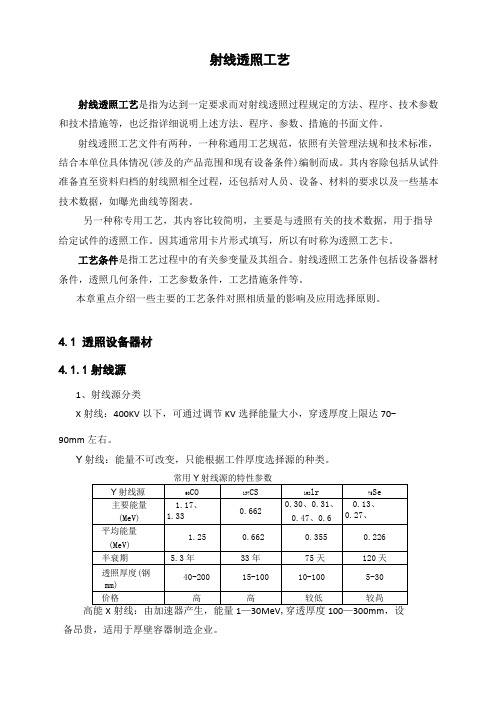
Y射线:能量不可改变,只能根据工件厚度选择源的种类。
常用Y射线源的特性参数高能X射线:由加速器产生,能量1—30MeV,穿透厚度100—300mm,设备昂贵,适用于厚壁容器制造企业。
2、射线能量(射线源种类)的选择考虑因素:穿透力照相灵敏度设备特点选择原则:1)对于较薄材料(50mm以下)的透照,尤其是钢板对接,应优先选择X射线,可获得较好的照相灵敏度。
2)厚度50以上的透照,采用X射线、Y射线获得的照相灵敏度相近,根据工件及现场情况选择。
3)透照困难的现场,如狭小空间、架空管道等,可考虑采用Y射线。
4)环焊缝X射线透照,焦距满足要求的情况下,尽量采用锥靶周向X射线机,一来可提高工效,二来可减小缺陷影像的畸变。
4.1.2胶片1、胶片分类按现行承压设备射线检测标准(JB/T4730.2—2005):胶片系统按照GB/T19384.1分为四类,即T1、T2、T3和T4类。
小径管椭圆成像及质量控制
小径管椭圆成像及质量控制摘要:影响射线照相底片质量的三大因素是:①对比度;②不清晰度;③颗粒度,下面我们就分别论述这三大因素在小径管探伤中的作用和选择。
关键词:小径管椭圆成像质量控制射线照相是无损检测的主要方法之一,由于它能直接获得缺陷的直观图像,对缺陷的定性,尺寸的定量比较准确,而且结果可以长期保存,所以被广泛采用。
同时由于射线照相对体积型缺陷(气孔、夹渣等)的检出率很高,所以在小径管探伤中得到了更多的应用。
射线照相中的小径管,通常是指外径≤89mm,壁厚≤8mm的钢管对接焊缝。
小径管在高温、高压对蒸汽锅炉及热水锅炉中广泛存在。
以一台300MW的火力发电机组为例:它一台1060t/h的锅炉安装焊口总数大约18000道左右,而小径管焊口就约为15000左右,约占83%。
而且依据我们的标准和惯例都实行100%的射线探伤。
如此看来,小径管射线照相的质量就显得尤为重要。
当接到委托单时,首先应根据总体任务编制出射线检验通用规程,再根据各试件的不同情况制定射线检验工艺卡,根据工艺卡选择合适的仪器、胶片和探伤时机。
众所周知,影响射线照相底片质量的三大因素是:①对比度;②不清晰度;③颗粒度,下面我们就分别论述这三大因素在小径管探伤中的作用和选择。
对比度:我们把底片上某一小区域和相邻区域的黑度差称为底片对比度。
对比度大,底片上缺陷的影像就容易识别。
可由于小径管椭圆成像采用的是双壁双影法,射线在穿过工件到达胶片时,工件的中间和两端会产生很大的厚度差。
这样,往往是中间部分黑度正好,而两端(死区位置)的黑度还太小,不利于对体积型缺陷(如气孔)的检出。
所以,为提高缺陷检出率,在观片灯亮度及观片条件的允许下,一般适当增加曝光量,采用较大的黑度。
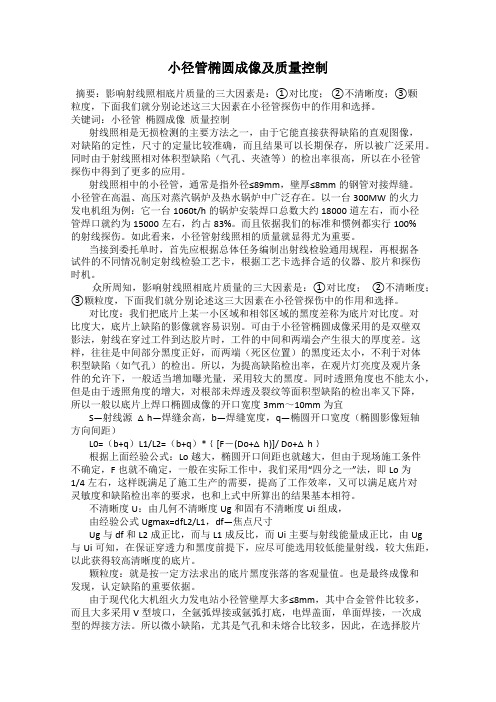
同时透照角度也不能太小,但是由于透照角度的增大,对根部未焊透及裂纹等面积型缺陷的检出率又下降,所以一般以底片上焊口椭圆成像的开口宽度3mm~10mm为宜S—射线源△h—焊缝余高,b—焊缝宽度,q—椭圆开口宽度(椭圆影像短轴方向间距)L0=(b+q)L1/L2=(b+q)*﹛[F-(Do+△h)]/ Do+△h﹜根据上面经验公式:Lo越大,椭圆开口间距也就越大,但由于现场施工条件不确定,F也就不确定,一般在实际工作中,我们采用“四分之一”法,即Lo为1/4左右,这样既满足了施工生产的需要,提高了工作效率,又可以满足底片对灵敏度和缺陷检出率的要求,也和上式中所算出的结果基本相符。
第三章 射线照相质量的影响因素

第三章 射线照相质量的影响因素一、 射线照相灵敏度概念1.射线照相灵敏度所谓射线照相灵敏度,从定量方面来说,是指在射线底片上可以观察到的最小缺陷尺寸或最小细节尺寸,从定性方面来说,是指发现和识别细小影像的难易程度。
灵敏度有绝对与相对之分,在射线照相底片上所能发现的沿射线穿透方向上的最小缺陷尺寸称为绝对灵敏度。
此最小缺陷尺寸与射线透照厚度的百分比称为相对灵敏度。
为便于定量评价射线照相灵敏度,常用与被检工件或焊缝的厚度有一定百分比关系的人工结构,如金属丝、孔、槽等组成所谓透度计,又称为像质计,作为底片影像质量的监测工具,由此得到灵敏度称为像质计灵敏度。
需要注意的是,底片上显示的像质计最小金属丝直径、或孔径、或槽深,并不等于工件中所能发现的最小缺陷尺寸,即像质计灵敏度并不等于自然缺陷灵敏度。
2.影响射线照相灵敏度的因素射线照相灵敏度是射线照相对比度(缺陷影像与其周围背景的黑度差)、不清晰度(影像轮廓边缘黑度过渡区的宽度)和颗粒度(影像黑度的不均匀程度)三大要素的综合结果,而此三大要素又分别受到不同工艺因素的影响。
二、 射线照相对比度1.概念射线照相对比度:射线底片上缺陷影像与其周围背景的黑度差。
可分为主因对比度和胶片对比度。
主因对比度:由于工件厚度差引起的射线片上的黑度差。
胶片对比度:底片上某一小区域和相邻区域的黑度差。
2.影响射线照相对比度因素射线照相对比度ΔDΔD=0.434μGΔT/(1+n)主因对比度ΔI/I=μΔT/(1+n)胶片对比度G= ΔD/ΔlgE取决于:a)缺陷造成的透照厚度ΔT(缺陷高度、透照方向) b)射线的质μ(或λ、KV,MeV)c)散射比n(=Is/Ip)取决于:a) 胶片类型(或梯度G)b) 显影条件(配方、时间、活度、温度、搅动)c)底片黑度D三、 射线照相清晰度1. 概念不清晰度:影像轮廓边缘黑度过渡区的宽度。
射线照相不清晰度包括几何不清晰度Ug 和固有不清晰度Ui 。
射线照相灵敏度的影响因素
不紧贴散射大。不清晰度大 前后屏与胶片不贴紧影响>前屏与胶片不贴紧 影响>后屏与胶片不贴紧影响; 前屏与胶片间距0.1 mm,Ui增大一倍;
第三章
射线照相灵敏度的影响因素
33
几何不清晰度构成黑度过渡区直线部分,而固有不清 晰度则使黑度过渡区产生趾部和肩部。 射线照相不清晰度可以用铂-钨双丝像质计测定。 提高清晰度的方法是设法减小二者之中影响较大的; 对于中低能X射线照相,Ui很小,Ug成为主要影响因素 ; 对于Co60、γ源照相,Ui值较大,是主要影响因素。 为了提高清晰度尽量减少Ug,使之不超过Ui。对于裂 纹宜选Ug=Ui,必要时通过改变几何条件使Ug=Ui/2。
第三章
射线照相灵敏度的影响因素
25
阶边影像的射线照相不清晰度
第三章
射线照相灵敏度的影响因素
26
2.射线照相不清晰度 射线照相不清晰度越小,影像的轮廓越清晰, 射线照相的清晰度越高,常用射线照相不清晰度 描述射线照相清晰度。 正常情况下,构成射线照相不清晰度主要两个 方面因素:几何不清晰度 Ug 与固有不清晰度 Ui 叠 加。 常用:平方和求根法:U=(Ug2 + Ui2)1/2
第三章
射线照相灵敏度的影响因素
12
3.1.2 底片对比度
1)组成:主因对比度和胶片对比度。 a.主因对比度:就是存在厚度差△T部位到达胶片形 成黑度与其无厚度差到达胶片形成的黑度差。 主因对比度公式:△I/I=μ△T/(1+n) b. 胶片对比度:不同类型的胶片即使照相条件 相同也会有不同的黑度差。 胶片对比度公式:G= △D/ △lgE 即 △D=G* △ lgE 综合主因对比度和胶片对比度公式推出: 射线照相对比度公式:△D=0.434G*μ△T/(1+n)
射线检测工艺部分试题
射线检测工艺部分试题一、判断题1.通常认为对比度、清晰度、颗粒度是决定射线照相灵敏度的三个主要因素。
(○)2.胶片特性曲线是表示管电压与透照厚度之间关系的曲线。
(×)曝光量的对数与黑度3.为了检测背散射对射线照相的影响,可在胶片暗袋背面贴附铅字“B”来验证。
(○)4.用单壁法透照环焊缝时,所有搭接标记均应放在射线源侧的工件表面,以免端部缺陷漏检。
(×)焦距大于半径的源内片外法放在射源侧,中心内透放在两侧均可。
5.在保证射线穿透的前提下,选择较低能量的射线可增加照相灵敏度。
(○)二、选择题1.下列三种因数中对底片清晰度有影响的是:(D )A 射线的能量B 增感屏的种类C 射线源的焦点尺寸D 以上都是2.表示工件厚度、千伏值、曝光量之间关系的曲线,叫:(C )A 特性曲线B 吸收曲线C 曝光曲线 C 灵敏度曲线3.当透照某工件的焦距为F=600mm时,按JB/T4730 .2-2005标准AB 级的要求,其曝光量推荐值应不少于(A )mA.min(4舍5入取整数)。
A 11B 13C 15D 174.常用的显影剂为:( D )A 米吐尔B 菲尼酮C 对苯二酚D 以上都是菲尼酮+对苯二酚超加和作用加和对抗加和与对抗三、问答题一、简述射线照相透照参数对影像质量的影响。
答:射线透照参数是指射线能量、焦距、曝光量。
它们对射线照片的质量具有重要影响。
1)射线能量决定对工件的穿透能力,随着射线能量的提高,衰系数减将减小,对比度下降,固有不清晰度增大,底片颗粒度增大,射线照相灵敏度下降。
所以在保证射线穿透能力条件下宜选用较低的射线能量,以提高射线照相影像质量。
2)焦距对射线照相灵敏度的影响主要反应在几何不清晰度上,为保证照相灵敏度,所选取的焦距必须满足射线照相对几何不清晰度的规定;3)曝光量它直接影响底片的黑度,同时也影响影像的对比度、颗粒度以及信噪比,从而影响底片影像可记录的最小细节尺寸,因此,为保证射线照相质量,标准规定曝光量不低于某一规定值。
RT2理论知识 第三章 射线照相质量的影响因素新2021
第三章 射线照相质量的影响因素
常用的线型像质计有: 1号线型像质计 线号为1~7; 6号线型像质计 线号为6~12; 10号线型像质计 线号为10~16; 13号线型像质计 线号为13-19。
第三章 射线照相质量的影响因素
透照材料不同,所用的像质计不同。 如:Fe、Ni、Ti、Al、Cu。
常用的FE(铁,钢)像质计用于碳钢、低 合金钢、不锈钢等。 表示为:10 FE JB。 符合JB/T7902-2015标准的最大线号为10的 钢像质计。
➢如:一张质量符合标准的射线底片,清晰 显示像质计丝线直径为 0.20 ㎜ 的影像。 不能确认为:该工件内部大于或等于0.20 ㎜的缺陷影像全部显示出来。
第三章 射线照相质量的影响因素
➢像质计灵敏度是评价射线照相技术质量的 一种手段。一般来说,像质计灵敏度和缺 陷检测灵敏度之间不能划等号,后者的情 况要复杂得多,是缺陷自身几何形状、吸 收系数、位置及取向角度的复合函数。
射线检测 第三章
淄博市特种设备检验研究院 徐长业
130 5338 4958
射线检测
射线照相法的原理:
射线在穿透物体过程中会与物质发生相互作用,因吸收和散射 而使其强度减弱。强度衰减程度取决于物质的衰减系数u和射线在 物质中穿越的厚度。如果被透照物体(试件)的局部存在缺陷,且 构成缺陷的物质的衰减系数又不同于试件,该局部区域的透过射线 强度就会与周围产生差异,把胶片放在适当位置使其在透过射线的 作用下感光。经暗室处理后得到底片。底片上各点的黑化程度取决 于射线照射量(又称曝光量,等于射线强度与照射时间乘积),由 于缺陷部位和完好部位的透射射线强度不同,底片上相应部位就会 出现黑度差异。底片上相邻区域的黑度差定义为“对比度”。把底 片放在观片灯光屏上借助透过光线观察,可以看到由对比度构成的 不同形状的影响,评片人员据此判断缺陷情况并评价试件质量。