ASTM E 94-93 射线照相检验导则
ASTM E 94-93 射线照相检验导则

1 范围1.1本标准适用于以工业射线照相胶片作为记录介质的—ASTM E 9493394确定摄影暗室安全照明时间的方法P H2.22测定硫代硫酸盐的亚甲蓝法与测定感光胶片、胶板和感光纸上残留化学药品 P H4.8的银浓度法影像介质(胶片)——聚脂基银胶类胶片技术规范T9.1 -影像介质——经处理后的胶片、胶板、感光纸——封装储存要求T9.23 术语3.1 本标准所用术语的定义,请参见。
E 13164意义和用途4.1在当前的照相技术条件下,本标准通常是用于以工业射线胶片作为记录介质的适Χ用材料、工艺和技术。
4.2限制——本标准未考虑使用诸如记录纸、磁带、静电印刷、荧光检查仪、电子图象增强仪等非胶片记录介质或读出方式所引起的专门益处和限制。
尽管参考文献可以对普通金属铸件及焊缝中特征缺陷进行鉴定和分级,但不能在任何材料及制造工艺中的验收标准使用。
只有按本标准达到并保持诸如几何形状、胶片、滤光、观察等所有技术细节的效果,才能使射线照相具有相应的灵敏度和分辨力。
第一篇设备与规程5 射线照相的质量等级5.1除供需双方协商同意用更高或更低的照相质量等级之外,一般要求射线照相质量等级为(使用孔型象质计为),按作为主要照相质量控制等级。
通过设计和2 % 2 - 2 T 2 %应用方法标准中表所列的透度计,可以获得、和这三种照相E 1025 1 2 - 1 T 2 - 2 T 2 - 4 T等级,方法标准中表所示的其他质量检验等级也是可用的。
照相质量等级的规定E 142 3应依据产品的服役要求而定。
在规定、和质量等级时应特别注意,2 - 1 T 1 - 1 T 1 - 2 T首先要考虑到产品射线照相时能否达到这样的照相质量等级。
注:质量等级符号中的第一个数字表示透度计的厚度的百分数。
第二个数字为必须显示出的透度2计孔径,以透度计厚度的倍数表示。
T5.2如果缺乏在射线照相特性上与被检材料相类似的透度计(见方法标准的E142 5.1条),则可采用尺寸符合规定,但对射线吸收率较低的材料制成的透度计。
ASTM E 壁厚 英寸铸钢件标准参考射线底片

厚度2英寸[51mm]以下的铸钢件标准参考射线底片1 适用范围1.1 这些参考射线底片列举了在厚度2英寸[51mm]以下的铸钢件上产生的各种缺陷的种类和等级(注1)。
注1:在E71中曾提到过这种厚度的参考射线底片,但E71中只包含了一种现在不常用的γ源——镭。
当前的文档中包括了一些已认可的缩孔或C级,,取消了裂纹类和热裂缝类, 除这两类缺陷的一张底片外。
更厚的参考射线底片可以在E186和E280中找到。
1.2 这些参考底片包括以下独立的三套(注2):(1)中压(标称250-kVp)X射线。
(2)1-MV X射线和铱-192(Ir-192)射线。
(3)2-MV到 4-MV X射线和钴-60(Co-60)射线。
每套比较的只是同一种射线产生的底片。
应该注意的是每个能量级不适用于本文中的所有厚度。
每套只作为样片提供,包括了6类已在渐增程度上定级的缺陷和4类未定级的缺陷,如下: 1.2.1 A级——气孔;等级为1到5级。
1.2.2 B级——夹砂和夹渣;等级为1到5级。
1.2.3 C级——缩孔;4类:1.2.3.1 CA——等级为1到5级。
1.2.3.2 CB——等级为1到5级。
1.2.3.3 CC——等级为1到5级。
1.2.3.4 DD——等级为1到5级。
1.2.4 D级——裂纹;1幅底片1.2.5 E级——热裂纹;1幅底片1.2.6 F级——夹杂物;1幅底片1.2.7 G级——斑点;1幅底片注2:底片组成如下:卷Ι:中压(标称250-kVp)X射线——34幅底片(5英寸×7英寸)放置在15英寸×17英寸的活页夹中。
卷II:1-MV X射线和Ir-192射线——34幅底片(5英寸×7英寸)放置在15英寸×17英寸的活页夹中。
卷III:2-MV到 4-MV X射线和Co-60射线——34幅底片(5英寸×7英寸)放置在15英寸×17英寸的活页夹中。
注3:虽然在三卷中都列出了G级——斑点,但斑点的出现取决于射线能量等级。
ASME标准射线底片评定规则
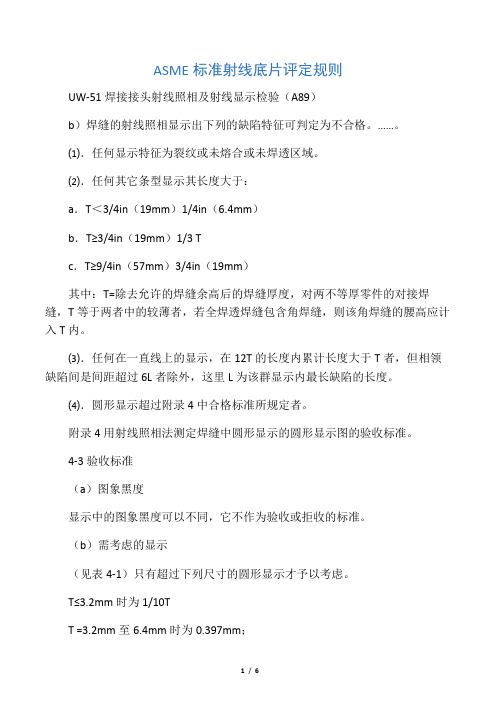
ASME标准射线底片评定规则UW-51焊接接头射线照相及射线显示检验(A89)b)焊缝的射线照相显示出下列的缺陷特征可判定为不合格。
……。
⑴.任何显示特征为裂纹或未熔合或未焊透区域。
⑵.任何其它条型显示其长度大于:a.T<3/4in(19mm)1/4in(6.4mm)b.T≥3/4in(19mm)1/3 Tc.T≥9/4in(57mm)3/4in(19mm)其中:T=除去允许的焊缝余高后的焊缝厚度,对两不等厚零件的对接焊缝,T等于两者中的较薄者,若全焊透焊缝包含角焊缝,则该角焊缝的腰高应计入T内。
⑶.任何在一直线上的显示,在12T的长度内累计长度大于T者,但相领缺陷间是间距超过6L者除外,这里L为该群显示内最长缺陷的长度。
⑷.圆形显示超过附录4中合格标准所规定者。
附录4用射线照相法测定焊缝中圆形显示的圆形显示图的验收标准。
4-3验收标准(a)图象黑度显示中的图象黑度可以不同,它不作为验收或拒收的标准。
(b)需考虑的显示(见表4-1)只有超过下列尺寸的圆形显示才予以考虑。
T≤3.2mm时为1/10TT =3.2mm至6.4mm时为0.397mm;6.4mm<T≤50.8mm时为0.79mm;T >50.8mm时为1.6mm。
(c)圆形显示的最大尺寸(见表4-1)任何显示的最大许可尺寸应为1/4T或3.97mm中的较小者,但与相邻显示相距25.4mm或更远的单个显示例外,它可以等于1/3T或6.4mm中的较小者。
对T大于50.8mm,单个显示的最大许可尺寸应增加到9.5mm。
(d)线性排列圆形显示在长度等于12T内显示各直径的总和小于T时,线性排列圆形显示是合格的。
见图4-1。
各组线性排列圆形显示的长度及各组显示之间的间距应符合图4-2的要求。
P462P1171表4-1厚度Tin小于1/81/83/161/45/163/87/169/165/811/163/4~2超过2mm小于3.23.24.86.47.99.511.112.714.315.917.519.1~50.8超过50.8圆形显示的最大许可尺寸mm 不规则的1/4T1.1941.6001.9812.3112.7693.1753.6073.9623.9623.9623.962单个的1/3T1.0671.6002.1082.6423.1753.7084.2674.7755.8426.359.5250.7871.600注:此表仅作为例子。
ASME射线检测
T—260 校验
T—261 射线源尺寸
⑴ 制造厂或供货单位提供的有关射线源或焦点尺寸的书面文件,均可作为 射线源尺寸验证之用; ⑵ 当得不到供货单位的书面文件的情况下,可依据相关标准进行实测: (a) X 射线机可采用针孔法测量或根据 SE—1165 测定焦点尺寸。 (b) Ir—192 射线源可根据 SE—1114 工业射线源焦点尺寸黑度计和阶梯黑度比较片
⑴ 黑度计 黑度计在使用期间应至少每 90 天进行如下校验(定期校验) : (a) 一张国家标准密度片或一张能追踪到国家标准密度片的阶梯校验密度 片,至少有 5 个阶梯,且密度至少自 1.0 至 4.0。阶梯校验密度片在购买后的有 效期内打开使用,可继续使用一年无需校验。 (b) 应遵守密度计制造商规定的一步一步的操作说明。 (c) 应该读出国家标准密度片或阶梯校验密度片上最接近 1.0、2.0、3.0 和 4.0 的读数。校验读数应保留书面记录。密度计校验读数应记录在一本合适的 记录本上。 (d) 密度读数与国家标准密度片或阶梯校验片上的实际读数的差值不超过 ±0.05,则该密度计是合格的。 ⑵ 阶梯黑度比较片 无需送计量机构检定,为日常工作参考之用。 (a) 阶梯黑度比较片上的阶梯黑度应用一台校验合格的黑度计进行验证。 (b) 测量后,若读数变化不超过±0.1,阶梯黑度比较片验证合格。 (c) 阶梯黑度比较片应每年验证一次,校验读数无需记录。 ⑶ 周期校验 (a) 黑度计 在每班工作开始,连续使用 8 小时后,测量光圈改变时,无论 上述哪一种情况首先发生, 黑度计均应用标准密度片或阶梯黑度比较片进行周期 校验验证,密度读数在±0.05 以内均为合格。周期校验读数不需要记录。 (b) 阶梯黑度比较片 按照 T—262 中的⑵每年进行一次校验。 ⑷ 文件(见标准正文)
对JB_T4730_2005中射线检测篇的理解与实施_严晓君

经验交流对JB/T4730-2005中射线检测篇的理解与实施严晓君(江苏靖江市质量技术监督局,江苏靖江214500)摘要:通过对新版JB47305承压设备无损检测6标准区别于94版主要变动情况加以分析,理清标准的框架线索,就新旧版标准条文内容结合实际拍片和质量管理文件修订工作中应采取的应对措施加以分析汇总,提出一些需要注意和加深了解的内容,对标准有一全面透彻的了解,同时也对相关的质量管理工作起指导作用。
关键词:修订;措施;层次结构;基本线索中图分类号:T-65212文献标识码:B文章编号:1001-4837(2006)11-0046-04Implementation Discussion on JB/T4730-2005Radiographic Testingand UnderstandingYAN Xiao-jun(Jiangsu Quality Engineering Supervision Bureau,Jingjiang214500,China)Abstract:Main changes were analyzed between the ne w and the old edition JB4730standards,the frame and the clue were cleared off.About the quality control documents,which should perform were analyzed and com-piled acc ording to the new edition standard in our inspec tion companies.Some contents are proposed to pay more attentions to in order to let the standard can be understood thoroughly,and instruct the related quality control work also.Key words:revision;measure;level structure;basic clue新版JB47305承压设备无损检测6射线部分针对94版5压力容器无损检测6缺少明确的技术级别划分和未形成明确的射线检测技术体系规定而在内容上有了较大的变动。
金属材料检测无损检测物理检测化学分析试验设备标准精选

金属材料检测(无损检测、物理检测、化学分析、试验设备)标准精选收集了以下类别的标准:1.金属材料无损检测标准2.钢铁材料物理检测标准3.有色金属物理检测标准4.钢铁材料化学分析标准5.有色金属化学分析标准6.材料试验设备标准代号标准名称邮价1.金属材料无损检测标准G2970《GB/T 2970-2004 厚钢板超声波检验方法》12.00G3310《GB/T3310-1999 铜合金棒材超声波探伤方法》9.60G3323《GB/T 3323-2005 金属熔化焊焊接接头射线照相》23.00G5097《GB/T 5097-2005 无损检测渗透检测和磁粉检测观察条件》9.60G5126《GB/T5126-2001 铝及铝合金冷拉薄壁管材涡流探伤方法》9.60G5248《GB/T5248-1998 铜及铜合金无缝管涡流探伤方法》9.60G5777《GB/T5777-1996 无缝钢管超声波探伤检验方法》12.00G6519《GB/T6519-2000 变形铝合金产品超声波检验方法》9.60G7734《GB/T7734-2004 复合钢板超声波检验方法》12.00G7735《GB/T 7735-2004 钢管涡流探伤检验方法》12.00G7736《GB/T7736-2001 钢的低倍组织及缺陷超声波检验方法》12.00G8361《GB/T8361-2001 冷拉圆钢表面超声波探伤方法》9.60G8651《GB/T8651-2002 金属板材超声波探伤方法》16.80G9445《GB/T 9445-2005 无损检测人员资格鉴定与认证》16.80G11259《GB/T11259-1999 超声波检验用钢对比试块的制作与校验方法》9.60G11260《GB/T11260-1996 圆钢穿过式涡流探伤检验方法》6.00G12664《GB12664-2003 便携式X射线安全检查设备通用规范》15.60G12604.1《GB/T12604.1-2005 无损检测术语超声检测》26.40G12604.2《GB/T 12604.2-2005 无损检测术语射线照相检测》16.80G12604.3《GB/T 12604.3-2005 无损检测术语:渗透检测》12.00G12604.4《GB/T 12604.4-2005 无损检测术语声发射检测》15.60G12604.9《GB/T12604.9-1996 无损检测术语:红外检测》9.60G12606《GB/T12606-1999 钢管漏磁检验方法》9.60G13221《GB/T 13221-2004 纳米粉末粒度分布的测定 X射线小角散射法》14.40G14693《GB/T14693-1993 焊缝无损检测符号》12.00G15882.1《GB/T 15822.1-2005 无损检测磁粉检测第1部分:总则》15.60G15882.2《GB/T 15822.2-2005 无损检测磁粉检测第2部分:检测介质》15.60G15882.3《GB/T 15822.3-2005 无损检测磁粉检测第3部分:设备》14.40G15830《GB/T15830-1995 钢制管道对接环焊缝超声波探伤方法和检验》14.40QJ2914《QJ2914-1997 复合材料结构件声发射检测方法》9.60QJ2916《QJ2916-1997 铝及铝合金表面残余应力的X射线测试方法》9.60QJ3041《QJ3041-1998 非金属材料复验取样方法》7.20QJ3186《QJ 3186-2003 航天用钨渗铜制品无损检测内部缺陷的判定》13.20HB32《HB/Z33-1998 变形高温合金棒材超声波检验》7.20HB34《HB/Z34-1998 变形高温合金圆饼及盘件超声波检验》7.20H59《HB/Z59-1997 超声波检验》30.00H60《HB/Z60-1996 X射线检验说明书》18.00H61《HB/Z61-1998 渗透检验》14.40H72《HB/Z72-1995 磁粉检验》18.00H359《HB/Z359-2005 荧光渗透检测典型显示图谱》19.20H5357《HB5357-1997 航空无损检测人员的资格鉴定与认证》9.60H5358《HB/Z5358.3-1995 磁粉检验质量控制》6.00H7681《HB 7681-2000 渗透检验用材料》12.00H7684《HB 7684-2000 射线照相检验用线型像质计》9.60H8268《HB 8268-2002 航空产品用无损检测图形符号》9.60WJ2561《WJ 2561-2000 火炮厚壁身管水浸超声波检测方法》14.40WJ2663《WJ 2663-2005 电子束焊活塞顶圈毛坯的超声波检测方法》9.60J1581《JB/T1581-1996 汽轮机,汽轮发电机转子和主轴锻件超声波探伤方法》12.00 J1582《JB/T1582-1996 汽轮机叶轮锻件超声波探伤方法》6.00J4008《JB/T4008-1999 液浸式超声纵波直射探伤方法》6.00J4009《JB/T4009-1999 接触式超声纵波直射探伤方法》6.00J4730《JB4730-1994 压力容器无损检测》69.00J5075《JB/T5075-2004 无损检测射线照相检测用金属增感屏》 12.00J5453《JB/T5453-2004 工业X射线图像增强器电视系统技术条件》12.00J5482《JB/T5482-2004 X射线晶体定向仪技术条件》 12.00J6065《JB/T6065-2004 无损检测磁粉检测用试片》 12.00J6066《JB/T6066-2004 无损检测磁粉检测用环形试块》12.00J6215《JB/T6215-2004 工业用X射线管系列型谱》12.00J6220《JB/T6220-2004 射线探伤用密度计》12.00J6221《JB/T6221-2004 工业X射线探伤机电气通用技术条件》18.00J6870《JB/T 6870-2005 携带式旋转磁场探伤仪技术条件》12.00J7522《JB/T7522-2004 无损检测材料超声速度测量方法》21.60J7523《JB/T7523-2004 无损检测渗透检测用材料》18.00J7903《JB/T7903-1999 工业射线照相底片观片灯》6.00J8118.3《JB/T8118.3-1999 内燃机活塞销磁粉探伤技术条件》 6.00J8283《JB/T 8283-1999 声发射检测仪性能测试方法》 19.20J8290《JB/T 8290-1998 磁粉探伤机》18.00J8466《JB/T8466-1996 锻钢件液体渗透检验方法》12.00J8467《JB/T8467-1996 锻钢件超声波探伤方法》6.00J8468《JB/T8468-1996 锻钢件磁粉检验方法》12.00J8764《JB/T 8764-1998 工业探伤用X射线管通用技术条件》16.80J8931《JB/T8931-1999 堆焊层超声波探伤方法》6.00J9020《JB/T9020-1999 大型锻造曲轴的超声波检验》6.00G17199《GB/T17199-1997 标准维氏硬度计(小于HV0.2)的标定》7.20G17394《GB/T17394-1998 金属里氏硬度试验方法》16.80G17600.1《GB/T17600.1-1998 钢的伸长率换算:碳素钢和低合金钢》14.40G17600.2《GB/T17600.2-1998 钢的伸长率换算:奥氏体钢》14.40G17897《GB/T17897-1999 不锈钢三氯化铁点腐蚀试验方法》12.00G17898《GB/T17898-1999 不锈钢在沸腾氯化镁溶液中应力腐蚀试验方法》9.60G17899《GB/T17899-1999 不锈钢点蚀电位测量方法》7.20G18249《GB/T18249-2000 检查铁合金取样和制样偏差的试验方法》12.00G18449.1《GB/T18449.1-2001 金属努氏硬度试验:试验方法》18.00G18449.2《GB/T18449.2-2001 金属努氏硬度试验:硬度计的检验》9.60G18449.3《GB/T18449.3-2001 金属努氏硬度试验:标准硬度块的标定》9.60G19744《GB/T 19744-2005 铁索体钢平面应变止裂韧度KIa试验方法》18.00G19748《GB/T 19748-2005 钢材夏比V型缺口摆锤冲击试验仪器化试验方法》14.40 GJ18A《GJB/Z18A-2005 K 金属材料力学性能数据处理与表达》62.40GJ323A《GJB323A-1996 烧蚀材料烧蚀试验方法》12.00GJ330A《GJB330A-2000 固体材料60~2773K比热容测试方法》12.00GJ332A《GJB332A-2004 固体材料线膨胀系数测试方法》9.60GJ3384《GJB3384-1998 金属薄板兰姆波检验方法》18.00GJ5365《GJB 5365-2005 金属材料动态压缩试验方法》12.00GJ5372《GJB 5372-2005 金属材料动态冲击仪器化试验方法》9.60J7901《JB/T 7901-1999 金属材料实验室均匀腐蚀全浸试验方法》 21.60J10079《JB/T 10079-1999 金属带材弹性性能试验方法》 32.40QJ3177《QJ 3177-2003 液氧和加压氧环境中材料对机械冲击敏感性的试验方法》20.40 YB4003《YB/T4003-1997 连铸钢板坯低倍组织缺陷评级图》80.50HB217《HB/Z 217-1992 应变能时间相关疲劳寿命预测方法说明书》14.40H5142《HB5142-1996 金属材料平面应变断裂韧性标准试验方法》24.00H5143《HB5143-1996 金属室温拉伸试验方法》14.40H5144《HB5144-1996 金属室温冲击韧性试验方法》9.60H5145《HB5145-1996 金属管材室温拉伸试验方法》9.60H5147《HB5147-1996 金属表面洛氏硬度试验方法》9.60H5148《HB5148-1996 铆钉、金属丝剪切试验方法》9.60H5150《HB5150-1996 金属高温拉伸持久试验方法》12.00H5151《HB5151-1996 金属高温拉伸蠕变试验方法》12.00H5152《HB5152-1996 金属室温旋转弯曲疲劳试验方法》12.00H5153《HB5153-1996 金属高温旋转弯曲疲劳试验方法》9.60H5168《HB5168-1996 金属布氏硬度试验方法》12.00H5172《HB5172-1996 金属洛氏硬度试验方法》9.60H5173《HB5173-1996 金属维氏硬度试验方法》72.00H5174《HB5174-1996 金属丝材扭转试验方法》7.20H5175《HB5175-1996 金属丝材反复弯曲试验方法》7.20H5176《HB5176-1996 金属丝材缠绕试验方法》7.20H5177《HB5177-1996 金属丝材拉伸试验方法》9.60H5178《HB5178-1996 金属薄板(带)材反复弯曲试验方法》7.20H5195《HB5195-1996 金属高温拉伸试验方法》14.40H5214《HB5214-1996 金属室温缺口拉伸试验方法》9.60H5168《HB5168-1996 金属布氏硬度试验方法》7.20H5280《HB5280-1996 金属箔材拉伸试验方法》9.60H5287《HB5287-1996 金属材料轴向加载疲劳试验方法》21.60HB6736《HB 6736-1993 金属板材剪切试验方法》9.60H7110《HB7110-1996 金属材料细节疲劳额定强度截止值试验方法》9.60H7235《HB7235-1995 慢应变速率应力腐蚀试验方法》12.00H7389《HB7389-1996 洛氏硬度HRG与布氏硬度HBS换算值》7.20H7476《HB7476-1996 金属力学性能检测人员的资格鉴定》9.60H7477《HB7476-1997 航空物理冶金检测人员的资格鉴定》9.60H7571《HB7571-1997 金属高温压缩试验方法》14.40H7572《HB7572-1997 金属材料平面应变断裂韧度试验方法》14.40H7623《HB7623-1998 金属材料蠕变裂纹扩展速率试验方法》14.40H7680《HB 7680-2000 金属材料高温疲劳裂纹扩展速率试验方法》24.00H7705《HB7705-2001 金属材料疲劳小裂纹扩展速率试验方法》24.00H7739《HB 7739-2004 航空金属制件失效分析程序与要求》7.20H7764《HB7764-2005 金属零件均质检验》21.60YB135《YB/T135-1998 镀铜钢丝镀层重量及其组分试验方法》9.60YB136《YB/T136-1998 镀锡钢板(带)表面油和铬和试验方法》9.60YB153《YB/T153-1999 优质碳素和合金结构钢连铸方坯低倍组织缺陷评级图》21.60YB169《YB/T169-2000 高碳钢盘条索氏体含量金相检测方法》9.60YB185《YB/T185-2001 连铸保护渣粘度试验方法》9.60YB187《YB/T187-2001 连铸保护渣堆积密度试验方法》9.60YB188《YB/T188-2001 连续保护渣粒度分布试验方法》9.60YB189《YB/T89-2001 连续保护渣水份含量测定试验方法》9.60J7901《JB/T7901-2001 金属材料实验室均匀腐蚀全浸试验方法》21.60J8753《JB/T8753-1998 电触头材料金相标准》54.00J9372《JB/T9372-1999 标准显微维氏硬度块》16.80J9398《JB/T9398-1999 显微硬度计技术条件》14.40J10174《JB/T10174-1999 钢铁零件强化喷丸的质量检验方法》14.40JC685《JC/T685-1998 磨擦材料密度试验方法》6.00DL786《DL/T786-2001 碳钢石墨化检验及评级标准》12.00DL818《DL/T818-2002 低合金耐热钢碳化物相分析技术导则》18.00DL884《DL/T 884-2004 火电厂金相检验与评定技术导则》18.00TB2960《TB/T 2960-1999 钢与钢产品力学性能试验用试块和试样的位置与制备》19.20 TB2985《TB/T2985-2000 金属材料的动态撕裂试验方法》12.00TB3031《TB/T 3031-2002 铁路用辗钢整体车轮径向全截面低倍组织缺陷的评定》21.60 E208《ASMEE208-1995A(R2000)落锺试验方法》(美国国家标准)36.00A262《ASTM A262-2002a 检测奥氏体不锈钢晶间腐蚀敏感度的标准方法》(中文版)54.00 A370《ASTM A370-2005 钢制品力学性能试验的标准方法和定义》(中文版)80.50E6《ASTM E6-2003 关于力学性能试验的标准术语》(中文版)42.00E8《ASTM E8M-2004 金属材料拉伸试验的标准方法(米制)》(中文版)60.00E10《ASTM E10-2001 金属材料布氏硬度的标准试验方法》(中文版)60.00E18《ASTM E18-2003 金属材料洛氏硬度和洛氏表面硬度的标准试验方法》(中文版)60.004.钢铁材料化学分析标准G222《GB/T 222-2006 钢的成品化学成分允许偏差》12.00G223.5《GB/T223.5-1997 钢铁及合金化学分析方法:光度法测酸溶硅含量》9.60G223.7《GB223.7-2002 钢铁及合金化学分析方法:铁粉铁含量的测定重铬酸钾滴定法》12.00 G223.8《GB/T223.8-2000 钢铁及合金化学分析方法:氟化钠分离滴定法测定铝含量》9.60G223.9《GB/T223.9-2000 钢铁及合金化学分析方法:铬青天S光度法测定铝含量》9.60G223.10《GB/T223.10-2000 钢铁及合金化学分析方法:铜铁试剂分离铬青天S光度法测定铝含量》9.60G223.13《GB/T223.13-2000 钢铁及合金化学分析方法:硫酸亚铁铵滴定法测定钒含量》9.60 G223.14《GB/T223.14-2000 钢铁及合金化学分析方法:钽试剂萃取法测定钒含量》9.60G223.34《GB/T223.34-2000 钢铁及合金化学分析方法:铁粉中盐酸不溶物的测定》7.20G223.60《GB/T223.60-1997 钢铁及合金化学分析方法:脱水重量法测硅含量》9.60G223.68《GB/T223.68-1997 钢铁及合金化学分析方法:滴定法测硫含量》9.60G223.69《GB/T223.69-1997 钢铁及合金化学分析方法:燃烧法测碳含量》30.00G223.74《GB/T223.74-1997 钢铁及合金化学分析方法:非化合碳含量的测定》7.20G223.78《GB/T223.78-2000钢铁及合金化学分析方法:姜黄素直接光度法测定硼含量》12.00 G4333.5《GB/T4333.5-1997 硅铁化学分析方法:EDTA法测定铝量》7.20G4334.1《GB/T4334.1-2000 不锈钢10%草酸浸蚀试验方法》9.60G4334.2《GB/T4334.2-2000 不锈钢硫酸-硫酸铁腐蚀试验方法》9.60G4334.3《GB/T4334.3-2000 不锈钢65%硝酸腐蚀试验方法》9.60G4334.4《GB/T4334.4-2000 不锈钢硝酸-氢氟酸腐蚀试验方法》9.60G4334.5《GB/T4334.5-2000 不锈钢硫酸-硫酸铜腐蚀试验方法》9.60G4334.6《GB/T4334.6-2000 不锈钢5%硫酸浸蚀试验方法》7.20G4336《GB4336-2002 弹素钢和中低合金钢火花源原子发射光谱分析方法》12.00G4372《GB/T4372.1~6-2001 直接法氧化锌化学分析方法:》16.80G4470《GB/T4470-1998 火焰发射、原子吸收和原子荧光光谱分析法术语》15.60G5686.4《GB/T5686.4-1998 锰硅合金化学分析方法:测定磷量》7.20G5687.10《GB/T 5687.10-2006 铬铁锰含量的测定火焰原子吸收光谱法》9.60G5687.11《GB/T 5687.11-2006 铬铁钛含量的测定二安替比林甲烷分光光度法》9.60G6040《GB/T6040-2002 红外光谱分析方法通则》14.40G6041《GB/T6041-2002 质谱分析方法通则》12.00G7730.1《GB7730.1-2002 锰铁及高炉锰铁锰含量的测定:滴定法》12.00G7730.2《GB7730.2-2002 锰铁及高炉锰铁硅含量的测定:重量法》9.60G7730.3《GB/T7730.3-1997 锰铁化学分析方法:磷量的测定》9.60G7730.5《GB/T7730.5-2000 锰铁及高炉锰铁化学分析方法红外线吸收法测定碳含量》7.20 G7730.8《GB/T7730.8-2000 锰铁及高炉锰铁化学分析方法红外线吸收法测定硫含量》7.20 G7731.15《GB/T7731.15-1999 钨铁化学分析方法:光谱法测定铜量》7.20G7731.16《GB/T7731.16-1999 钨铁化学分析方法:光谱法测定锰量》7.20G8704.1《GB/T8704.1-1997 钒铁化学分析方法:气体容量法测定碳量》30.00G8704.3《GB/T8704.3-1997 钒铁化学分析方法:滴定法测定硫量》9.60G10123《GB10123-2001 金属和合金的腐蚀基本术语和定义》18.00G10126《GB/T10126-2002 铁-铬-镍合金在高温水中应力腐蚀试验方法》12.00G10127《GB10127-2002 不锈钢三氯化铁缝隙腐蚀试验方法》9.60法测定锡含量》12.00H5421《HG5421-1998 金属材料化学分析方法:总则及一般规定》7.20H5459《HB5459-1999 航空分析化学检测人员的资格鉴定》9.60YB081《YB/T081-1996 冶金技术标准的数值修约与检测数据的制定原则》6.00YB082《YB/T082-1996 冶金产品分析用标准样品技术规范》9.60YB174.1《YB/T174.1-2000 高压溶样法测定氮化硅量》9.60YB174.2《YB/T174.2-2000 钼蓝光度法测定游离硅量》9.60YB174.4《YB/T174.4-2000 光度法测定三氧化二铁量》7.20YB178.1《YB/T178.1-2000 高氯酸脱水重量法测定硅含量》7.20YB178.2《YB/T178.2-2000 碳酸钡重量法测定钡含量》7.20YB178.3《YB/T178.3-2000 EDTA滴定法法测定铝含量》7.20YB178.4《YB/T178.4-2000 高碘酸钠分光光度法测定锰含量》7.20YB178.5《YB/T178.5-2000 磷钼蓝分光光度法测定磷含量》7.20YB178.6《YB/T178.6-2000 红外线吸收法测定碳含量》7.20YB190《YB/T190.1~11-2001 连续保护渣化学分析方法:》42.00J6326《JB/T6326-1992 镍铬及镍铬合金化学分析方法:》54.00TB2946《TB/T 2946-1999 材料高温分解气体毒性分析》26.40TB2981《TB/T 2981-2000 材料燃烧最高值的确定》9.60JC643《JC/T643-1996 化学分析燃烧管》4.805.有色金属化学分析标准G3190《GB/T3190-1996 变形铝及铝合金化学成份》14.40G3253《GB/T3253.1~6--2001 锑化学分析方法》24.00G3254《GB/T3254.1~6-1998 三氧化二锑化学分析方法:》21.60G3260《GB/T3260.1~10-2000 锡化学分析方法》42.00G4103《GB/T4103.1~13-2000 铅及铅合金化学分析方法:》37.20G4372《GB/T4372.1~6-2001 直接法氧化锌化学分析方法:》16.80G4470《GB/T4470-1998 火焰发射、原子吸收和原子荧光光谱分析法术语》15.60G4698《GB/T4698.1~25-1996 海棉钛、钛及钛合金化学分析方法:》60.00G4700.4G4700.5G4700.7G5121《GB/T5121.1~23-1996 铜化学分析方法》76.00G5153《GB/T5153-2003 变形镁及镁合金牌号和化学成分》12.00G6609.1《GB/T6609.1-2004 氧化铝化学分析方法和物理性能测定方法:重量法测定水分》9.60 G6609.2《GB/T6609.2-2004 氧化铝化学分析方法和物理性能测定方法:重量法测定灼烧失量》9.60G6609.3《GB/T6609.3-2004 氧化铝化学分析方法和物理性能测定方法钼蓝光度法测定二氧化硅含量》9.60G6609.4《GB/T 6609.4-2004 氧化铝化学分析方法和物理性能测定方法: 邻二氮杂菲光度法测定三氧化二铁》9.60G6609.5《GB/T 6609.5-2004 氧化铝化学分析方法和物理性能测定方法: 氧化钠含量的测定》12.00G6609.6《GB/T6609.6-2004 氧化铝化学分析方法和物理性能测定方法:火焰光度法测定氧化钾。
A609碳钢、低合金钢和马氏体不锈钢铸件超声波检验标准(中文)

碳钢、低合金钢和马氏体不锈钢ASTM 铸件超声波检验标准A 609/A 609M:19911 范围1.1 本方法包括了用脉冲反射纵波法,对经热处理的碳钢、低合金钢和马氏体不锈钢铸件进行超声波检验的标准和工艺。
1.2 询价单、合同、订单或技术条件规定铸件需按A 609/A 609M 标准进行超声波检验时,应使用本标准。
1.3 对碳钢、低合金钢和马氏体不锈钢铸件的超声波检验,本标准有两种方法,即方法A 和方法B 。
方法A 即以前的A 609/A 609M 实施方法,要求使用一套平底孔试块进行校准,还为斜探头探伤给出了补充要求。
方法B 要求使用一套实心标准试块的底波进行校准。
注1:超声波检验与射线透照不能直接对比。
本检验方法旨在缺陷检测中补充E 94标准。
1.4 用英寸- 磅或国际单位制表示的数值都是标准值。
正文中国际单位制表示在括号内。
两种单位制表示的数值不完全相等,因此,每种单位制必须单独使用。
两种单位制的混用,可能导致与本标准不一致。
1.5 本标准的宗旨不是叙述与其应用有关的安全问题。
本标准使用者,在使用前,有责任制定相应的安全防护和保健措施,并确定其应用范围。
2 参考文件2.1 ASTM 标准A 217/A 217M 用于高温承压件的马氏体不锈钢和合金钢铸件标准E 94 射线透照检验导则E 317 不使用电子测量仪评价超声脉冲反射式检测系统工作性能的方法2.2 其他文件SNT-TC-1A 无损检验人员的资格鉴定和认证的推荐标准3 订货资料3.1 询价单和订单应规定采用方法。
若未作规定,则应采用方法A。
3.2 方法A ——平底孔校准法3.2.1 本标准用于询价单、合同或订单时,需方应提供下述资料:3.2.1.1 整体铸件或局部区域的质量等级;3.2.1.2 要求纵波检验的铸件部位;3.2.1.3 要求双晶探头检验的铸件部位;3.2.1.4 为了得到更全面的检验,要求按补充要求S1所述的斜探头探伤方法进行补充检验的铸件部位;3.2.1.5 本标准规定之外的任何要求。
ASME规范第Ⅴ卷《无损检测》2007版综述

ASME规范第Ⅴ卷《无损检测》2007版综述-转载自ASME in China,希望对大家学习新规范有所帮助,但部分内容缺失,没有办法,ASME in China登的时候就没有的。
-------------ASME规范第V卷《无损检测》2007版综述(节选)Summarization for ASME Code Section V ”NDE”2007 Edition张国城ZHANG Guocheng上海电站辅机厂Shanghai Power Station Complementing Machine Factory内容提要:本文论述ASME规范第V卷无损检测2007版十年来的修改趋势和内容。
从中领会ASME规范在锅炉及压力容器领域中的重要性。
This paper describes the tendency and information of section V 2007 edition revisions in decade.From this you can understand the importance of ASME Code in boiler and pressur e vessel area.关键词:无损检测、射线照相检验、超声波检验、磁粉检验、液体渗透检验、涡流检验、检验系统鉴定、美国机械工程师学会、美国无损检测学会。
NDE、RT、UT、MT、PT、ET、Examination System Qualification、ASME、ASNT1. 前言ASME锅炉及压力容器规范自引进我国制造行业以来,一直发挥着非常重要作用。
世界各国来我国采购锅炉及压力容器一般都接受ASME规范。
ASME规范每三年更换一次版本,其余两年中每年有增补和修改,其程序都很严密。
因此可以说ASME规范在动态中不断进步,近十年来ASME规范第V卷《无损检测》作了非常重大的修改,并增添了许多实用的技术,推动着科技进步。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 范围1.1本标准适用于以工业射线照相胶片作为记录介质的—ASTM E 9493394确定摄影暗室安全照明时间的方法P H2.22测定硫代硫酸盐的亚甲蓝法与测定感光胶片、胶板和感光纸上残留化学药品 P H4.8的银浓度法影像介质(胶片)——聚脂基银胶类胶片技术规范T9.1 -影像介质——经处理后的胶片、胶板、感光纸——封装储存要求T9.23 术语3.1 本标准所用术语的定义,请参见。
E 13164意义和用途4.1在当前的照相技术条件下,本标准通常是用于以工业射线胶片作为记录介质的适Χ用材料、工艺和技术。
4.2限制——本标准未考虑使用诸如记录纸、磁带、静电印刷、荧光检查仪、电子图象增强仪等非胶片记录介质或读出方式所引起的专门益处和限制。
尽管参考文献可以对普通金属铸件及焊缝中特征缺陷进行鉴定和分级,但不能在任何材料及制造工艺中的验收标准使用。
只有按本标准达到并保持诸如几何形状、胶片、滤光、观察等所有技术细节的效果,才能使射线照相具有相应的灵敏度和分辨力。
第一篇设备与规程5 射线照相的质量等级5.1除供需双方协商同意用更高或更低的照相质量等级之外,一般要求射线照相质量等级为(使用孔型象质计为),按作为主要照相质量控制等级。
通过设计和2 % 2 - 2 T 2 %应用方法标准中表所列的透度计,可以获得、和这三种照相E 1025 1 2 - 1 T 2 - 2 T 2 - 4 T等级,方法标准中表所示的其他质量检验等级也是可用的。
照相质量等级的规定E 142 3应依据产品的服役要求而定。
在规定、和质量等级时应特别注意,2 - 1 T 1 - 1 T 1 - 2 T首先要考虑到产品射线照相时能否达到这样的照相质量等级。
注:质量等级符号中的第一个数字表示透度计的厚度的百分数。
第二个数字为必须显示出的透度2计孔径,以透度计厚度的倍数表示。
T5.2如果缺乏在射线照相特性上与被检材料相类似的透度计(见方法标准的E142 5.1条),则可采用尺寸符合规定,但对射线吸收率较低的材料制成的透度计。
5.3除供需双方协商同意用更高或更低的照相质量等级之外,使用线型象质计要求的照相质量等级应等同于操作规程中的级。
检测方法标准中表给出了板状E 10252-2T E 7474、和孔型象质计和线型象质计象质指数的对应关系。
如果需要的话,1T2T4T(EPS) E 747检测方法标准中附录Ⅺ给出了等值计算的方程式。
6能量选择6.1 影像质量受射线能量的影响。
一般说来,在不考虑诸如几何和散射条件等对对比X—ASTM E 9493395度固有影响的情况下,低能量的射线源获得的对比度要高些。
对于特定能量和特定的以半值层倍数关系表示的厚度范围,利用特定的射线机和射线源透照时,可以按一种合X γ格的照相质量等级进行透照。
无论如何,所规定的象质计质量等级必须在底片上显示出来。
一般说来,对于射线能量至透照至个半值层材料厚度范围时,通X 100kV 500kV 2.510常可以获得满意地照相质量效果(见表)。
对于射线能量在~内,在减少散射1X 125MV 的情形下,本范围可以按的倍数关系进行延伸。
2表常用能量对应的钢的半值层厚度(),用英寸()表示1 HVL mm 能量半值层厚度(),用英寸()表示HVL mm 120kV 150kV 200kV 250kV 400kV( Ir)1921MV 2MV( Co) 604MV 6MV 10MV 及以上能量16MV 0.10(2.5)0.14(3.6)0.20(5.1)0.25(6.4)0.35(8.9)0.57(14.5)0.80(20.3)1.00(25.4)1.15(29.2)1.25(31.8)1.30(33.0)7射线照相的等效系数7.1 一种材料的射线等效系数,是指将这种材料的厚度乘以此系数后,即可得出与这种材料具有相同吸收率的“标准”材料(通常是钢)的厚度。
表列出了设钢的系数为2 1.0 时几种比较常用的金属的照相等效系数。
等效系数可用于:7.1.1 决定各种射线源对除钢以外的其他材料的实际所能检验的最大厚度; 7.1.2 从其他金属的已知曝光技术来确定某一金属的曝光参数。
8 胶片8.1 各种类型的工业射线胶片都能满足产品射线照相工作的需要。
然而,由于胶片的X 选择取决于各种使用者的要求,因此难以作出一个硬性的规定。
一些使用者的要求如下:射线照相的质量等级、曝光时间及各种成本因素。
有几种方法可以用来评定影像质量等级(见、及、等方法标准和操作规程)。
有关某些专用产品E 142 E 746 E 747 E 801 的资料可向制造厂商索取。
9 过滤板9.1 定义——过滤板是置于射线源与胶片之间均匀的材料层。
—ASTM E 9493396表某些金属的射线照相的等效系数值(以钢为准)2金属射线能量100kV150kV220kV250kV400kV1MV2MV~425MVIr192 Co60镁 0.050.050.08铝0.080.120.180.350.35铝合金0.100.140.180.350.35钛0.540.540.710.90.90.90.90.9铁所有的钢/ 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0铜 1.5 1.6 1.4 1.4 1.4 1.1 1.1 1.2 1.1 1.1锌 1.4 1.3 1.3 1.2 1.1 1.0黄铜 1.4 1.3 1.3 1.2 1.1 1.0 1.1 1.0因康镍合金X 1.4 1.3 1.3 1.3 1.3 1.3 1.3 1.3蒙乃尔合金 1.7 1.2锆 2.4 2.3 2.0 1.7 1.5 1.0 1.0 1.0 1.2 1.0铅14.014.012.0 5.0 2.5 2.7 4.0 2.3铪14.012.09.0 3.0铀20.016.012.0 4.0 3.912.6 3.49.2 目的——放置过滤板的目的是吸收初级射线中的软射线成份。
有以下一种或几种优点。
9.2.1 减少散射线,从而提高对比度。
9.2.2 减少切口变化影响,从而提高对比度。
9.2.3减少工件厚度变化部分的对比度。
9.3位置——过滤板通常置于以下两个位置之一:9.3.1尽可能接近射线源,使过滤屏尺寸最小,同时也使过滤板本身产生的散射线对胶片的影响减到最小。
9.3.2置于工件与胶片之间,以便优先吸收工件产生的散射线。
铅箔和其它金属增感屏(见条)也起到同样的作用。
12.19.4过滤板的厚度及材料——过滤板的厚度及材料应随下列情况而变:9.4.1所透照的材料。
9.4.2所透照材料的厚度。
9.4.3 所透照材料厚度的变化。
9.4.4所用射线能谱。
9.4.5改善要求(增加或减少对比度)。
过滤板的厚度和材料可以通过计算或凭经验确定。
—ASTM E 949339710 遮挡板10.1 用一种吸收射线的材料遮挡或封闭在工件的周围,或覆盖在截面较薄部位,以便减少散射线的影响。
由于较薄的部位射线衰减少,因此也可用这种材料来平衡因不同截面厚度变化引起的吸收量,使其射线吸收量达到相等。
11 背散射防护11.1 通过对实际透照的最小横截面的射线束进行限制以及在胶片后面放置铅板,这样可以减少背散射的影响。
在暗袋内或暗袋背后单独或同时使用铅屏就能够对背散射起到足够的防护作用。
在另外一些场合,还必须在暗袋或胶片盒的背后加用铅屏蔽层。
11.2 如果对背散射防护程度有所怀疑,在正常的拍片方式下,可通过在暗袋或胶片盒的背后放置一个特殊的标记常用英寸()的字母来验证。
如果在底片上出现[1/8 3.2mm B]了较轻微的该标记影像,则说明对背散射的防护不足,必须采取进一步的预防措施。
12增感屏12.1 金属箔增感屏12.1.1 铅箔式增感屏是最常用的,使用时直接与胶片接触,选用时依其厚度及工件材料成份而定。
在低至时仍能显示增感作用。
此外,在胶片前的增感屏还起到过滤板90kV 的作用(见第节),都能优先吸收由工件引起的散射线,从而改善射线照相质量。
铅箔9式增感屏厚度的选择,或者说任何金属箔增感屏的厚度选择,都应按条进行同样的考9.4虑。
无论是减少铅屏还是增大曝光量,铅屏都能减少到达胶片上的散射线。
为了避免因增感屏而引起影像的不清晰,曝光时增感屏与胶片应贴紧。
12.1.2 无论是改善射线照相质量还是透度计灵敏度,或者二者兼顾,都应使用恰当的增感屏厚度。
对于前屏厚度的选择应十分小心,尤其是低管电压透照薄的或轻合金材料时,要防止对射线进行过度地过滤。
总之,使用英寸厚的前后铅屏,用以下0.005125kV 的管电压透照钢厚度在英寸()或以下时,没有明显的优势差别。
但是,如果1/4 6.35mm 增加管电压透照更厚的钢板时,则表现出显著的曝光优势差别。
除了有增感作用外,后屏起到防护背散射线的作用(见第节),此时其厚度就显得尤其重要。
若增加曝11光能量,透照更厚的给定材料时,通常应增加铅屏厚度。
采用放射性源进行透照时,对192源前屏最小厚度为英寸();对Ir 0.0050.13mm 60源前屏最小厚度为Co 0.英010寸()。
0.25mm 12.2 其他材料的金属屏:12.2.1 除了其厚度相当于英寸()铅屏厚度外,氧化铅增感屏应以类似 0.00050.013mm 铅屏的方式使用。
12.2.2铜屏比铅屏的吸收率和增感作用稍微小些,但在以上的较高能量下,能提 1MeV 供较高的照相灵敏度。
12.2.3金、钽或其它重金属屏可用于不能使用铅屏的场合。
12.3 荧光增感屏——一般说来对于给定的射线源只有在曝光时间过长已到不允许的程,,度时才使用荧光增感屏。
若必须用荧光增感屏时则必须证明能够达到规定的照相质量等, 级屏与胶片之间是否接触良好是使用荧光增感屏成功与否的关键。
.—ASTM E 949339812.4 增感屏的维护保养——所有的屏,都应十分小心地保存,避免在作用面上出现压痕、划伤、油脂、或积集灰尘。
铅屏上的油脂和绒毛可用溶剂去除荧光增感屏的清理应. 按制造商所推荐的方法进行。
屏上若有明显的有形损伤,只有废弃。
13 射线照相的对比度13.1 由于射线透过试件后的强度不同,从而在底片上产生不同的黑度,通过透射光来观察底片,在底片背景上所观察到的胶片黑度变化差就定义为对比度。
射线照相的对比度主要取决于工件的透射对比度和胶片的对比度。
13.2工件对比度是指在工件上所选定的两个部位之间的透过的射线强度之比率。
13.3胶片对比度是指从胶片的特性曲线上任意一点所作切线与横坐标夹角之正切值。
胶片制造商能提供其胶片的特性曲线。
13.4 射线照相质量受多种可变因素的影响,图列出了某些可变因素对射线照相的作用1效果。
14 几何不清晰度14.1 几何不清晰度取决于工件表面至胶片的距离、源焦点尺寸和源至工件表面的距离的组合关系,几何不清晰度值见图()的计算由下式给出:[2a ]U g =Ft/d o 式中:U g 几何不清晰度值。