切入切出
基于运行数据的机组低风速区间切入、切出风速探讨
电气工程与自动化♦D ian qi Gongcheng yu Zidonghua基于运行数据的机组低风速区间切入、切出风速探讨贺敬C.广东粵电湛江凤力翼.龜有鱗.公司*.广东湛扛524000)摘要凤力发艰机组切■入、切出凤速均由主机厂家在机姐设计出:厂肘确定未充:分考處凤电场K域薇爾内凤况等设.计边界条 件.4而实漏Lb风电场气候条件复杂多变,在低风速M间凤况极不规律,切入、切扭.风速最iW:合理将导致机组在低风遽K间内频繁歲嘗 磨_电流的冲#以及弁网开关的慮复讀#会对机组稳走性产$不利擎礅,增_la故障,现基乎菜风电场机组溶行数据,从机■故障播况及鸾电敏益:出宾,,对机姐低风爾区:间切入、切ffi风速的S定迸存探讨...关键词:运行数癖;低风速区间;切入;切扭;发電效益1某风电场基本风况信息某沿海风甩场安装33台1.5 MW双馈型,风力发:电机组,沿 着海岸线晕字排列分布。
当地属于典型的亚热带季风•气:候*■存在风期租枯凤期,每年的5—明份风况较義眞焉气炎热.。
根锯凤电场历年运行数裾翁计<每年都有60天左右的时间 S平均风速低于4m/s…2运行数据分析为了憲直观地了解此风电场枯风期凤况,我们选取2016 _禮:26日实测风速数据进行分析。
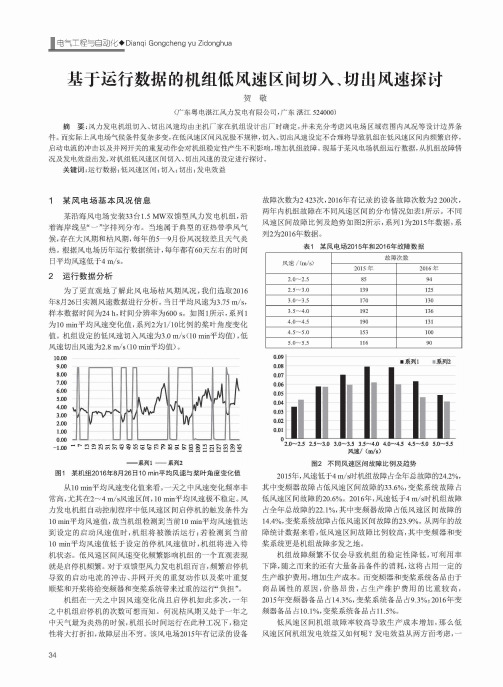
0¥均风速为3.75 m/s,样本数据时_间为24 li,时间分辨率为600 .s。
如f t l所录,系列1为10 mi_n乎:均.风速变化值,系到2_为1/10比例的檠叶角度变化值*机组设走的低风速切入风速为3.0 m/»(10 min平均值低.风速切出风速为2.8 m/s(10 min3?均值)。
从10 min乎齒风速变化值惠m中风逮查化频率# 常高,:尤其在2〜4 m/_s风速.区撕,10 m iirf痗风速极不稳定^凤力发电机组自讀控伽氣I*中®风速M筒启停机的觖S条件为10 miii平均凤速值》故当机组检测._当前_10 nrin平均风速值达到设定的倉动凤速值时,机组将被徼活运行;蠢检测_前10 min平均风速植低-设定的停机风速值肘,.机组将进入待 机状恭■低风速区何风速变化频繁影晌机组的一个直观審现戢是肩停机频繁。
机床铣削中刀具的切入和切出方法的探讨

1 .1 沿直线切 入和切 出
如 图 1 示 ,刀 具 在 直 线 B 的延 长 线 P 所 A A 中的 P点 下 刀 ,沿 P 切 削 至轮 廓 AB段 。切 削 A DA 完 毕 后 再 沿 DA 的 延 长 线 AR切 出 至 R 点 。
一
在 铣 削 封 闭 的 内 轮 廓 时 , 因 刀 具 切 入 和 切 出 不 允 许 外 延 , 常 采 用 沿 圆弧 切 入 切 出 。
2 切入 、切出点的选择
( ) 零 件 轮 廓 有 交 点 且 交 点 处 允 许 外 延 1当 时 , 则 切 入 和 切 出点 选 在 零 件 轮 廓 两 几 何 元 素 的 交 点 处 ,如 图 4所 示 中 的 A 点 。
一
1 .2 沿 圆弧 切 入 和 切 出 切 入 和 切 出路 线 不 仅 可 以 采 用 图 1 示 直 所 线 方 式 ,还 可 采 用 图 3 示 沿 商 线 P 引入 刀 所 Q
具 半 径 补偿 ,再 沿 圆 弧 QT 切 入 至轮 廓 AB段 A
般 切 入切 出过 程 中 ,会加 入和取 消 刀具半
的 起 点 A 处 ,其 中圆 弧 Q AT与 AB直 线 相切 于
A 点 ;轮 廓 加 工 完 毕 ,沿 与 DA 相 切 于 A 点 的
径 补 偿 ,图 中 刀具 从 P运 动 到 A 点 的切 入 :件 [
1 切入 .切出路线的确定
在 铣 床 上 铣 削 零 件 外 轮 廓 时 , 一 般 采 用 立 铣 刀 的 侧 刃 铣 削 , 刀 具 从 安 全 平 面 下 降 到 切 削高 度 时 ,应 离 开 工 件 毛 坯 一段 距 离 ,不 能 直 接 贴 着 加 工 零 件 轮 廓 下 刀 , 且 要 避 免 法 向 切 人 零 件 轮 廓 , 而 应 沿 工 件 轮 廓 的 延 长 线 切 入 ;在 切 出零 件 时 , 也 不 可 直 接 抬 刀 , 以免 切 削 力 突 然 发 生 变 化 丽造 成 弹 性 形 变 ,所 以 也 应 沿 工 件 轮 廓 线 的 延 长 线 切 出 。 例 如 铣 削 一
PowerMILL 培训教程-清角精加工
6. 清角精加工清角加工共包括5个不同类型的策略:笔式清角、多笔清角、缝合清角、自动清角以及沿着清角。
其中的一个策略(笔式清角)是用来沿尖锐内角进行“单路径”的加工,其它的四个策略用来对大刀具不能到达的区域进行局部区域加工(残留加工)。
所有的清角精加工策略都可指定分界角。
PowerMILL按分界角将刀具路径限制在此角度的两侧,这样可解决刀具在陡峭斜坡向上切削和向下切削的潜在问题。
例如,用户可使用缝合策略来加工陡峭区域,使用平行策略来加工浅滩区域。
同样也可在浅滩区域使用较快的进给率,而在陡峭区域为避免刀具高负荷切削,可使用较小的进给率。
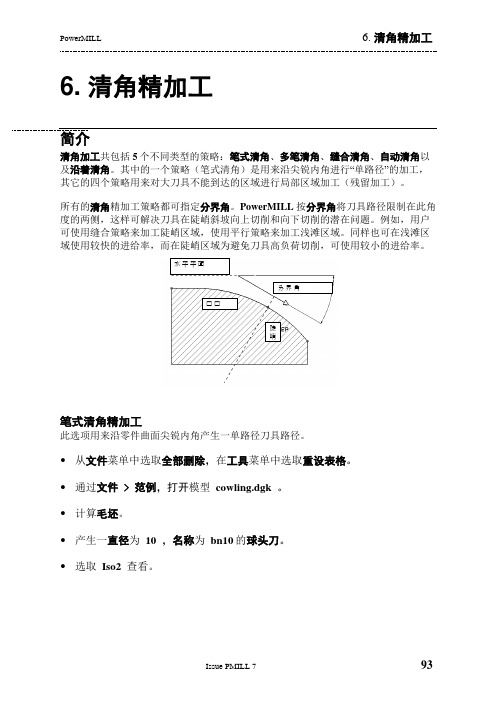
水平平面分界角浅浅陡峭笔式清角精加工此选项用来沿零件曲面尖锐内角产生一单路径刀具路径。
•从文件菜单中选取全部删除,在工具菜单中选取重设表格。
•通过文件 > 范例,打开模型cowling.dgk。
•计算毛坯。
•产生一直径为10,名称为bn10的球头刀。
•选取Iso2查看。
• 从刀具路径策略表格中选取笔式清角精加工选项。
• 保持分界角为 30 不变。
选取两者将同时产生陡峭和浅滩刀具路径。
• 应用此刀具路径,然后取消表格。
可见刀具路径被分割成为两部分,模型斜坡在指定的分界角区域。
如果需要得到连续的刀具路径,则可将分界角指定为90。
•动态模拟此刀具路径。
将刀具路径重新命名为pencil_both。
•右击浏览器中的刀具路径,从弹出菜单中选取设置选项。
•从表格中选取复制刀具路径图标。
•将输出选项由两者改变为浅滩。
•点取应用,产生仅包含浅滩路径的刀具路径。
这样即产生浅滩刀具路径。
在此刀具路径中陡峭部分不再被加工。
•动态模拟此刀具路径。
将刀具路径重新命名为pencil_shallow。
•右击浏览器中的刀具路径,从弹出菜单中选取设置选项。
•从表格中选取复制刀具路径图标。
•将输出选项由浅滩改变为陡峭。
•产生一陡峭笔式精加工刀具路径。
仅陡峭区域被加工。
•动态模拟此刀具路径。
将刀具路径重新命名为pencil_steep。
电影剪辑回忆手法

在镜头的转换中常用不同的光学技巧和手法,以达到剪辑影片的目的。
现介绍一些常用的影片剪辑光学技巧。
一、切入切出
这是最常用的一种镜头转换方法。
即是不加技巧地从上一镜头结束直接转化到下一个镜头开始,中间毫无间隙。
称为“切”。
二、淡出淡入
也称画面的渐隐、渐显。
画面逐渐变暗,最后完全隐没,这种方法叫做淡出或叫渐隐。
相反,画面逐渐由暗变亮,最后完全清晰,这个镜头叫做淡入,也叫做渐显。
三、划入划出
也是镜头转换的一种技巧。
有时用一条明晰的直线,有时用一条波浪型的线等从画面边缘开始直、横、斜地将画面抹去,叫划出。
代之以下一个画面,叫划入。
四、化出化入
又称“溶出溶入”,也是镜头转换的一种手法。
在一个画面逐渐隐去(化出)的同时,另一个画面逐渐显露(化入)。
这常常用在前后两个相互联系的内容和场景,造成慢慢过渡的感觉。
五、叠印
指两个画面甚至三个画面叠合印成一个画面。
常表现剧中人物的回忆、梦境、虚幻想象、神奇世界等。
六、其他光学技巧
焦点变虚:画面的若干画格焦点变虚,影像逐渐模糊。
“虚”的速度和长度可以自由掌握,常表现剧中人视线模糊、昏迷等情景。
WPS演示文稿动效果使用方法

WPS演示文稿动效果使用方法演示文稿是现代工作和学习中经常使用的一种方式,通过图文并茂的形式,将信息生动地呈现给观众。
为了提升演示文稿的吸引力和表现力,WPS演示文稿软件提供了丰富多样的动效效果,帮助用户打造出令人印象深刻的演示内容。
在本文中,我们将介绍WPS演示文稿中常用的动效效果,并说明如何使用它们,以达到最佳的展示效果。
一、淡入淡出效果淡入淡出效果是一种常用的动效效果,它通过逐渐显现或消失的方式,使文稿内容呈现得更加平滑和流畅。
在WPS演示文稿中,选中要应用淡入淡出效果的元素,如文字、图片或形状,点击“动画”选项卡中的“淡入淡出”下拉菜单,选择适合的效果即可。
二、切入切出效果切入切出效果是一种较为直接和明显的动效效果,通过元素的进入或退出方式,吸引观众的注意力。
在WPS演示文稿中,选中要应用切入切出效果的元素,如文字、图片或形状,点击“动画”选项卡中的“切入切出”下拉菜单,选择适合的效果即可。
三、横向移动效果横向移动效果是一种可以在演示文稿中制造流动感和变化的动效效果。
在WPS演示文稿中,选中要应用横向移动效果的元素,如文字、图片或形状,点击“动画”选项卡中的“运动路径”下拉菜单,选择适合的效果,将元素移动到目标位置即可。
四、缩放效果缩放效果可以让演示文稿中的元素以放大或缩小的方式呈现,增加视觉冲击力和引人注目的效果。
在WPS演示文稿中,选中要应用缩放效果的元素,如文字、图片或形状,点击“动画”选项卡中的“缩放”下拉菜单,选择适合的效果即可。
五、旋转效果旋转效果可以使演示文稿中的元素以旋转的方式进入或退出,增加动感和变化。
在WPS演示文稿中,选中要应用旋转效果的元素,如文字、图片或形状,点击“动画”选项卡中的“旋转”下拉菜单,选择适合的效果即可。
六、动画顺序和延迟设置除了单一的动效效果外,WPS演示文稿还提供了动画顺序和延迟设置,让用户能够更加灵活地控制演示文稿中各个元素的动画顺序和效果呈现时间。
powermill教程5切入切出和连接
powermill教程5切入切出和连接16. 切入切出和连接简介PowerMILL 提供了强有力的刀具路径编辑工具,不但可编辑刀具路径,还可编辑刀具路径的切入和切出,同时还有多种方法编辑刀具路径段间的连接。
这一部分主要解释刀具路径切入切出和连接表格中各个选项的功能。
靠近切出切入连接撤回切入切出和连接表格可通过点取顶部工具栏中的图标打开,也可通过点取精加工表格中的相应图标打开。
Z 高度掠过和下切距离用来控制刀具在部件之上快速移动的高度。
它们和安全Z高度和开始Z 高度相关,旨在尽量减小刀具的低速移动和不必要的空程移动。
掠过距离–刀具在模型之上从一个刀具路径末端提刀到下一刀具路径开始处进行快速移动的相对高度。
刀具在掠过值所设定的高度之上做快速移动,快速跨过模型,到达下一下切位置。
下切距离–部件之上的一相对距离,刀具下切到此距离值时将由快进速率下切改变为以下切速率下切。
切入/切出移动切入控制刀具在切削路径开始前的运动,切出控制刀具切削路径末端离开刀具路径的运动。
切入移动页面中提供的选项分别是:无,垂直圆弧,水平圆弧,左水平圆弧,右水平圆弧,延伸移动,加框和斜向。
切出移动页面中所提供的选项和切入页面中所提供的选项除没有斜向选项外,其它部分完全相同。
仅切入页面中有斜向选项。
切入切出和连接是刀具路径的有效延伸,因此必须对其进行过切保护。
为此一定要设置刀具路径切入切出和连接表格中的过切检查选项(缺省设置为已勾取),以免发生过切。
点取此选项后,将不产生任何可能导致过切的切入切出。
下面以图解方式解释不同的切入切出和连接设置,在此,除非特别指出,过切检查选项始终呈被选状态。
任何情况下,如果第一选择无法实施,系统将自动应用第二选择。
如果两种选择均因过切选项的选取而无法实施,则切入切出将自动重新设置为无。
当前的切入切出和连接设置将包含在新产生的加工策略中,也可使用浏览器在策略产生后通过激活的刀具路径来应用。
范例•全部删除,打开范例模型‘mouse.tri’。
数控铣削切入切出点及路线的应用
具半径 值 ,且 切 人 和 切 出 圆 弧 至 少 应 有 14圆 弧 , / 这样 可 以提 高 内 孑 表 L
面的加 工质量 。 如图 2 所示 ,从 4 点 ( 实 视
刀具空 行程 时 间 ,提 高 加 工 效 率 ;应 使 数 值 计 算 简
单 ,程 序段数 量少 ,以减 少编 程 工作 量 。
当零 件为 封 闭 的 内 轮廓 时 ,但 轮 廓 几何 元 素 相 切 且不允 许外延 时 ,刀具 切 人 、切 出点 应远 离 拐点 , 避 免加入 和取 消刀具 半径 时 在轮 廓 拐角 处 留下 凹 口, 则铣 刀 的切 人 切 出点 应 当选 在 轮廓 线 的 巾段 ,并 采
用 圆弧进 刀 、退 刀 方 式 ,其切 人 和切 出时 圆弧 半 径 应 大 于 刀 具 半 径 值 ,且切 入 和 切 出 圆弧 至 少 应 有 1 4 /
下 刀 ,A —B段 为刀
半 径 补 偿 段 ,B—
图 1
具 半 径 补 偿 段 ,B
C为 圆弧 过 渡 切人
图 3
4 6
参磊 。 工 籼工
段 .c D E F G 日 c为 刀具 中心 运 动 轨 迹 — — — — — 一
段 ,C , 圆弧 过 渡 切 出段 ,, A为取 消 刀 具 半 径 一 为 一 补 偿段 ,从 点抬 刀 。
12 . D轮 廓 铣 削分 析
在 铣 削 2 轮廓 零 件 时 ,用立 铣 刀 的 侧 刃铣 削 , D 刀 具从 安全 高 度 下 降 到切 削高 度 时 ,应 离 开 工 件 轮 廓 一段距 离 ,不 能 直 接 贴 着 加 工 零 件 轮 廓 下 刀 ,且 要 避免 法 向切 入 零 件 轮廓 ,而应 在 轮 廓 线 外 处 进行 刀 具半径 补 偿 ,再 沿 T件 轮廓 的延 长 线 或 向切 线切 人 ;在切 出零 件 时 ,也 不 可 直接 抬 刀 ,以 免 切 削 力 突 然发 生变 化 而 造成 弹性 形 变 ,所 以也 应 沿工 件 轮 廓 线的延 长线 或 向切 线 切 出 ,然 后 取 消 刀具 半 径 补 偿后 抬 刀 。以 下 介 绍 常 见 的 2 内 、外 轮 廓 刀 具 切 D 入 、切 出点及路 线 。 ( )2 1 D内轮廓铣 削 当零 件 为封 闭 不规 则 轮廓 时 ,几何元 素 有 交 点 。交 点处 允 许 外 延 时 ,铣 刀可
07切入切出和连接
5. 切入切出和连接简介如果允许刀具从刀具路径末端开始加工,那么它将首先将下切到残留毛坯深度,然后突然改变方向,沿刀具路径进行切削。
这样很容易产生刀痕,同时使刀具发生振动从而导致刀具和机床的额外磨损。
对切入和切出刀具路径进行适当的切入切出移动设置可避免刀具负荷的突然改变。
刀具路径间的空程移动(连接)可增加大量的额外加工时间,应用合适的连接移动可极大地减少刀具路径间的这种空程移动。
切入切入切出和连接表格可通过点取顶部主工具栏中的图标打开,也可通过点取精加工表格中的相应图标打开。
Z 高度掠过距离和下切距离用来控制刀具在部件之上快速移动的高度。
通过设置适当的安全Z高度和开始Z高度可最大减小加工过程中刀具不必要的低速和空程移动。
掠过距离 – 刀具在模型之上从一个刀具路径末端提刀到下一刀具路径开始处进行快速移动的相对高度。
刀具在掠过距离所设定的高度之上做快速移动,快速跨过模型,到达下一下切位置。
快进速率率下切改下切距离 – 工件表面之上的一相对距离,刀具下切到此距离值后将由快进速变为以下切速率下切。
切入/切出切入控制刀具在切削路径开始前切入模型前的运动;切出控制切削路径末端刀具离开模型时的运动。
可使用的切入选项有:无,垂直圆弧,水平圆弧,左水平圆弧,右水平圆弧,延伸移动,加框和斜向。
切出可使用的选项和切入可使用的选项除没有斜向选项外,其它部分完全相同。
切入切出和连接是刀具路径的有效延伸,因此必须对其进行过切保护处理。
为此一定要设置刀具路径切入切出和连接表格中的过切检查选项(缺省设置为已勾取),以免发生过切。
点取此选项后,将不产生任何可能导致过切的切入和切出。
下面以图解方式解释不同的切入切出和连接设置,在此,除非特别指出,过切检查选项始终呈勾取状态。
任何情况下,如果第一选择无法实施,系统将自动应用第二选择。
如果两种选择均因过切选项的勾取而无法实施,则切入切出将自动重新设置为无。
当前的切入切出和连接设置将包含在新产生的加工策略中,也可使用浏览器在策略产生后对激活刀具路径应用切入切出和连接。
线切割加工切入切出点线痕的解决方案
可是采用此方法总是在第 3次加工 的切人切 出点 产生一条线痕 ,深度 为 00 2~ . 0 m。其余 3点 .0 0 0 3m 均无切入切 出线痕 。 采用其他方法均无法消除切入切 出线痕 。图 3所 示加工方法在加工工艺上 的安排见表 l 。
表 1 线切 割 工 艺 参 数
光 洁度 R ≤0 4m a . m。加工 工 艺 参 照标 准 工艺 E 一 2
1 3. o 。 6 cr n
・
18・ 3
机 床 与 液 压
第4 0卷
F . 、F . 33 34或 F . 35常开触点 闭合 ,在此 时程序指令 中执行 M 8指令 ,则 R . 0 80常开触点 闭合 ;断 流发生 时 ,流量开关信 号接 入 P C,X . M 7 7闭合 ,继 电器线
图 3 变 换 切 入 切 出点 加 工 方 式
1 消除线 痕 的方法
以图 1 所示 的方形 工件 为例 来 说 明如何 消 除线
痕。
工件材料 为 C 1Mu r2 V,材 料厚度 H= 0m 2 m,加
工 机 床 型 号 为 C A M L E O O I 4 S C,加 工 H R IL SR B FL20 L
圈 R0. 60 0得 电 。 程 序 段 2 :
电器线 圈 Y . 失 电,切削液水泵断 电停机 。 81 程序段 5 :
信息显示 功 能指 令 ,保证 报警 信息 能 够正 常 显
示。
R 0. 6 0 0线 圈得 电,致 使 其 常 闭 触 点 R 0 . 60 0闭 合 ,固定 定 时 器 得 到 A T信 号 ,在 延 时 1 0 s C 50 0 m
E 7 E 一 E 0安 排 。 1一 8 l
影视专用术语
1、三分规那么rule of thirds:为了使构图更加匀称,将一个画面分成三等份而不是两半。
2、中景镜头medium shot:交待被摄主体及其周围情况的镜头,缩写为MS。
3、切入镜头cut–in:某镜头中的人或物是一个镜头的局部元素,前者就叫后者的切入镜头。
4、切出镜头cut–away:某个镜头中的人或物没有在上一个镜头中出现,前者叫做后者的切出镜头,常用来交待相关的细节或他人的反响。
5、主镜头master shot:交代整个场景及其中所有主要元素的镜头。
6、主观镜头point–of–view shot:显示剧中人所看到情景的镜头,缩写为POV。
7、白天拍夜景day–for–night:镜头在白天拍,但视觉效果像是夜晚。
8、穿插淡入淡出cross–fade:声音〔图象〕淡入的同时另一声音〔图象〕淡出。
9、淡入/淡出fade–out/fade–in:一个清晰画面逐渐过渡为黑场,从有声到无声;反之亦然。
10、全景镜头long shot:强调整体环境及其中人或物的分布状况的镜头。
11、低角度镜头〔仰拍镜头〕low–angle shot:从低角度向上拍摄的镜头。
12、高角度镜头〔俯拍镜头〕high–angle shot:从高角度向下拍摄的镜头。
13、走位blocking:决定演员在一个镜头中的位置及运动路线。
14、近摄macro:镜头的一种设置,可以拍摄镜头极近的物体。
15、定位镜头establishing shot:引导观众进入一个新的地点或时间的镜头。
16、长焦镜头long lens:能够放大被摄主体,压缩空间距离的镜头。
17、衰减时间decay:一个声音从最大音量到完全无声所用的时间。
18、过肩镜头over–the–shoulder shot:在这个镜头中观众的视线可以越过一个人物的肩部看到另一个人或物,缩写为OS。
19、摇滚rock&roll:一场剧刚开场时使用一系列剧烈晃动的全景镜头,好似观众在摇动着看这场戏。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(一)程序起始点、返回点和切入点、切出点的确定 程序起始点、返回点和切入点、
1、程序起始点、返回点和切入点(进刀点)、切出点(退刀点)的概念 程序起始点、返回点和切入点(进刀点)、切出点(退刀点) )、切出点
(1)程序起始点:是指程序开始时,刀尖(到位点)的初始停留点。采用G92 程序起始点:是指程序开始时,刀尖(到位点)的初始停留点。采用G92 对刀时一般为对刀点。 (2)程序返回点:是指一把刀程序执行完毕后,刀尖返回后的停留点。一般为 程序返回点: 换刀点。 (3)切入点(进刀点):是指在曲面的初始切削位置上,刀具与曲面的接触点。 ):是指在曲面的初始切削位置上,刀具与曲面的接触点。 切入点(进刀点): (4)切出点(退刀点):是指曲面切削完毕后,刀具与曲面的接触点。 ):是指曲面切削完毕后,刀具与曲面的接触点。 切出点(退刀点):
。 √
。 × 。 ×
B C
切入点的选择
(二)进刀、退刀方式及进刀、退刀线的确定 进刀、退刀方式及进刀、
概念
进刀方式;是指加工零件前,刀具接近工件表面的运动方式。 进刀方式;是指加工零件前,刀具接近工件表面的运动方式。 退刀方式:是指零件加工结束后,刀具离开工件表面的运动方式。 退刀方式:是指零件加工结束后,刀具离开工件表面的运动方式。 进刀退刀线:是为了防止过切、碰撞和飞边在切入前和切出后设置 进刀退刀线:是为了防止过切、 的引入到切入点和从切出点引出的线。 的引入到切入点和从切出点引出的线。
安全平面:是指当一个曲面切削完毕后,刀具沿刀轴方向返回运动一段距离 安全平面: 后,刀尖所在的平面。一般被定义在高出被加工零件最高点10~50mm左右的 后,刀尖所在的平面。一般被定义在高出被加工零件最高点10~50mm左右的 某一位置上。在此平面上也以G00速度行进。 某一位置上。在此平面上也以G00速度行进。
避免引入反向误差
数控机床在反向运动时会出现反向间隙, 数控机床在反向运动时会出现反向间隙, 如果在走刀路线中将反向间隙带入, 如果在走刀路线中将反向间隙带入,就会影 响刀具的定位精度,增加工件的定位误差。 响刀具的定位精度,增加工件的定位误差。
避免引入反向误差
X X
对刀点 ① Ⅳ Ⅰ ②
对刀点 ① Ⅳ ⑤ Ⅰ ②
切入切出路径
铣削内圆的切入切出路径
切入切出路径
铣削内轮廓的切入切出路径
从尖点切入铣削内轮廓
切入切出路径
铣削内轮廓的切入切出路径
以角点作为 切入切出点
切入切出路径
铣削内轮廓的切入切出路径
容易产生过 切现象
切入切出路径
铣削内轮廓的切入切出路径
走圆弧线切入
从直线中间切入
切入切出路径
当实在无法沿零件曲线的切向切入、切出时, 当实在无法沿零件曲线的切向切入、切出时, 铣刀只有沿法线方向切入和切出,在这种情况下, 铣刀只有沿法线方向切入和切出,在这种情况下, 切入切出点应尽量选在零件轮廓两几何要素的交 点上,而且进给过程中要避免停顿。 点上,而且进给过程中要避免停顿。 为了消除由于系统刚度变化引起进退刀时的 痕迹,可采用多次走刀的方法, 痕迹,可采用多次走刀的方法,减小最后精铣时 的余量,以减小切削力。 的余量,以减小切削力。
③Ⅱ Ⅲ ④ O
③Ⅱ Ⅲ ④
O
存在反向误差的 (a) 加工路线
Y
Y
避免反向误差的 (b) 加工路线
刀具补偿的设置
在切入工件前应该已经完成刀具半径补 而不能在切入工件时同时进行刀具补偿, 偿,而不能在切入工件时同时进行刀具补偿, 这样会产生过切现象。为此, 这样会产生过切现象。为此,应在切入工件 前的切向延长线上另找一点, 前的切向延长线上另找一点,作为完成刀具 半径补偿点. 半径补偿点.
切入切出点
切入点选择原则: 切入点选择原则:
1、粗加工选择曲面内的最高角点作为切入点。 粗加工选择曲面内的最高角点作为切入点。 2、精加工选择曲面内某个曲率比较平缓的角点作为切入点。 精加工选择曲面内某个曲率比较平缓的角点作为切入点。 3、避免铣刀当钻头使用,否则因受力大而损坏。 避免铣刀当钻头使用,否则因受力大而损坏。
切入切出点
切出点选择原则: 切出点选择原则:
1、能连续完整的加工曲面。 能连续完整的加工曲面。 2、非加工时间短。 非加工时间短。
切入切出点
切入点
。
切入切出点
虽然是两几何图素的交 点,但在这里刀具沿切 线方向切出后将影响已 加工表面精度 应尽量避免在连续几何 图素的中间切入
A
可沿图形轮廓切向 切入切出,且保证 轮廓封闭
进刀平面: 刀具以G00下刀至要切到材料时变成以进刀速度下刀,以免撞刀, 进刀平面: 刀具以G00下刀至要切到材料时变成以进刀速度下刀,以免撞刀, 此速度转折点的位置即为进刀平面。此高度一般在加工平面和安全平面之间, 离加工平面5~10mm。 离加工平面5~10mm。
退刀平面: 零件加工结束后,刀具以切削进给速度离开工件表面一段距离 退刀平面: (5~10mm)后转为高速返回安全平面,此转折位置即为退刀平面,其高度为退 5~10mm) 刀高度。
切入切出路径
铣削外圆的切入切出路径
切入切出路径
当铣切内表面轮廓形状时,也应该尽量遵循 当铣切内表面轮廓形状时, 从切向切入的方法,但此时切入无法外延, 从切向切入的方法,但此时切入无法外延,最好 安排从圆弧过渡到圆弧的加工路线。 安排从圆弧过渡到圆弧的加工路线。当实在无法 沿零件曲线的切向切入、切出时, 沿零件曲线的切向切入、切出时,铣刀只有沿法 线方向切入和切出,在这种情况下, 线方向切入和切出,在这种情况下,切入切出点 应选在零件轮廓两几何要素的交点上, 应选在零件轮廓两几何要素的交点上,而且进给 过程中要避免停顿。 过程中要避免停顿。
刀具补偿的设置
切入工件同时补偿
切入工件前补偿
(三)起始平面、返回平面、进刀平面、退刀平面 起始平面、返回平面、进刀平面、 和安全平面的确定
起始平面: 是指程序开始时刀具的初始位置所在的Z 起始平面: 是指程序开始时刀具的初始位置所在的Z平面。一般定义在 被加工零件的最高点之上50~100mm左右的某一位置上,一般高于安全 被加工零件的最高点之上50~100mm左右的某一位置上,一般高于安全 平面。其对应的高度称为起始高度。在此平面上刀具以G00速度行进。 平面。其对应的高度称为起始高度。在此平面上刀具以G00速度行进。
返回平面:是指程序结束时,刀具刀尖(不是刀具中心)所在的平面。 返回平面: 一般也定义在高出被加工表面最高点50~100mm左右的某一位置上,一 一般也定义在高出被加工表面最高点50~100mm左右的某一位置上,一 般与起始平面重合。对应的高度称为返回高度。在此平面上刀具也以 G00速度行进。 G00速度行进。
走刀路线的确定
走刀路线是数控加工过程中刀具相对于被 加工件的的运动轨迹和方向。走刀路线的确定 加工件的的运动轨迹和方向。 非常重要, 非常重要,因为它与零件的加工精度和表面质 量密切相关。 量密切相关。
选择走刀路线
计算,减少编程工作量 方便数值计算, 3、缩短走刀路线,减少进退刀时间和其他辅助时间 缩短走刀路线, 4、尽量减少程序段数
切入切出路径
在铣削轮廓表面时一般采用立铣刀侧面刃口 进行切削,由于主轴系统和刀具的刚度变化, 进行切削,由于主轴系统和刀具的刚度变化,当 沿法向切入工件时,会在切入处产生刀痕, 沿法向切入工件时,会在切入处产生刀痕,所以 应尽量避免沿法向切入工件。 应尽量避免沿法向切入工件。
切入切出路径
铣削外轮廓的切入切出路径
2、程序起始点、返回点和切入点、切出点的确定方法 程序起始点、返回点和切入点、
起始点、返回点确定原则 起始点、
(1)在同一个程序中起始点和返回点最好要相同; 在同一个程序中起始点和返回点最好要相同; (2)起始点和返回点的坐标值也最好设X和Y值均为零,这样能使操作方 起始点和返回点的坐标值也最好设X 值均为零, 便; (3)起始点和返回点应定义在高出被加工零件的最高点50~100mm左右的 起始点和返回点应定义在高出被加工零件的最高点50~100mm左右的 50~100mm 某一位置上。 某一位置上。