大半径小圆弧测量方法及误差分析(精)
三坐标测量机使用中的典型问题及其解决方案
0 05 ;. 北维 尔康 制 药有限 公 司 , 504 2 河 河北石 家
摘
要 : 用三 坐标 测量 机过程 中经 常会遇 到一 些 问题影 响测 量 精度 , 由于测 头配 置不 合理 导致 使 如
测 量 误 差 偏 大 , 圆 弧 短 直 线 的 测 量 结 果 明 显 偏 离 实 际 值 , 因 同 轴 度 测 量 误 差 较 大 , 致 合 格 品 小 或 导
直 观又方 便 , 量结 果精 度 高 , 去 了常规 方法 检测 测 免
用 具 的设计 与制 造 所 需 的 时 间 和 费 用 , 幅 度 降低 大
测 试 设备 。随 着现 代科 学技 术及 中国经济 的不 断发
展 , 业生 产 自动化 程 度 的 日益提 高 , 工 对产 品 的可靠
性及 质量 的要 求 越 来 越 高 。 因此 , 坐 标 测 量机 作 三
NO . 0 6 V2 0
文 章 编 号 :0 813 (0 60 3 00 1 0—5 4 20 )60 5— 3
三坐标测量 机使用 中的典 型 问题及其解决方案
刘 利剑 王 春 华 贾 立 红 , ,
(. 1 河北科 技 大 学机械 电子工程 学院 , 河北石 家庄
庄 00 5 ) 5 0 1
中图分 类号 : TH1 7
文献标 识码 : A
Ty ia r b e s a d s l to s i h p l a i n p c lp o lm n o u i n n t e a p i to c o h o r i a e m e s rn a h n ft e c o d n t a u i g m c i e
在 测 量一 个 工 件 时首 先 要 配 置 测 头 系统 , 头 测 系统 配置 是 否合 理 直 接 影 响 测 量 结 果 。例 如 : 配 若
机器视觉第5章 尺寸测量技术

直线拟合的哈夫变换方法
直线函数:y=px+q
图像空间XY:(x, y) 参数空间PQ:(p, q)
Y (x2, y2)
(x1, y1)
O
X
Q
q=-x1p+y1
q’
q=-x2p+y2
O
p’
P
点--线对偶性:
图像空间中共线的点,对应在参
数空间中相交的线。
参数空间中相交于一点的所有直
Hough变换的基本思想:依次检查图像上的每个棋子(特定 像素)。对每个棋子,找到所有包含它的容器(直线),并 为每个容器的计数器加1。遍历结束后,统计每个容器 所包含的棋子数量。当图像上某个直线包含的特定像素 足够多时,就可以认为直线存在。
第5章 尺寸测量技术
L4
A L1
B L8
L6
L7
L2
L3
Hough变换时,依次对像素A、B进行处理
像素A的处理结果:L1、L2、L3、L4等直线的计数器加1; 像素B的处理结果:L2、L6、L7、L8等直线的计数器加1; 最终结果:除L2外,其余直线区域的计数器值均为1。
根据图像大小设定阈值T,规定若某个直线计数器内包含 的特定像素数量>T,则认为此直线存在。
第5章 尺寸测量技术
5.5 角度测量
在工业零件视觉检测的应用中,经常需要对工件中的一些 角度进行测量。
螺母正视图中每条边相互的夹角大小及是否相等 零件底面与侧面的垂直度检测
角度检测的关键是对所测角度的两条边线的提取,然后利 用斜率计算公式得到两条线的夹角。
可采用以上介绍的方法,得出两条直线方程
第5章 尺寸测量技术
Hough算法的改进
非完整圆弧的在线测量
HabnDo gnA tegn o, t.H ri 5 0 0, hn ri n a uon ieC .Ld , abn 1 0 0 C ia)
摘要: 本文在 分析 了常 用非 完整 圆弧 的测 量方 法基 础上 , 计 了两种新 型专 用 量具 , 决 了非 完整 圆弧 的在 线 测量 问题 , 设 解 并对 其 进行 了误 差
Va u gne rn l e En i e i g
|
・
1 63 ・
Байду номын сангаас
非 完 整 圆弧 的在 线 测 量
The On i e s i o n-e i e Cic e ar lne M a urng f r No ntr r l - c
郭 志 刚 Gu hg n oZ ia g
文献标识码 : A
文 章 编 号 :0 6 4 1 (0 0)6 叭 6 一 1 10 — 3 12 1 3 一 3 O
O 引 言
一
、
D
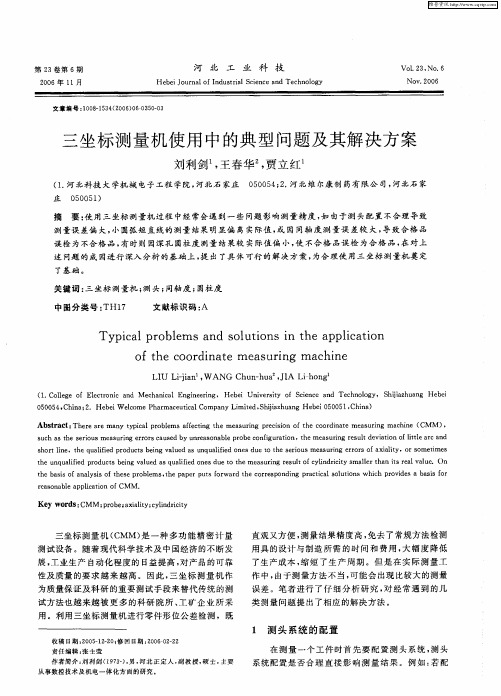
在机械加工中 , 常需要检测零件上 的一 些非完整 圆弧 的直径 经 或半径。 非完整圆弧在不同测量 仪器上 有不同测量方法, 这些方法 各有特点 , 也各有 限制 的条件。 因此 , 有必要研制和推 广测量精度较 高、 操作简便、 可直接读数且成 本较低 的专用量具。 1 常 用测 量 方 法 分 析
分析 。 实践证 明 , 用 这 两种 量 具可 直接 测量 非 完整 圆弧半径 , 具操 作 简单经 济 实用 。 使 量
Absr c :Ba ig o h o tat sn n te c mmo l e o e tr ice rc me s ig meh d,h a e e in wok n so w p ca a u i o l c ny usd n n— n iecr l—a aurn t o te p p rd sg st i d fne s e i me s rngtoswhih l s le h ni e me s rn o lms o o —e ie crl — r nd i ro sa ay e .Th r cie p o e ha y u i h wome s rn o l o l ov st eo ln a u i gprb e fn n nt ice a c a t er ri n l z d r s e p a t rv st tb sng te t a u ig tos c ud c die t a ue te n n e tr ice r a i s a d te me s rn o l r i l p rtd a d e o o c l s d rel me s r h o — n iecr l—ac rd u , n h a ui g to sae smpy o eae n c n mia y u e . y l
检测小圆弧直径方法研究

检测小圆弧直径方法研究通常利用被测圆周上过圆心的两点之间的距离作为被测圆弧直径测量值,而对于圆心角小于180°的圆弧,因结构限制不能应用两点法原理进行测量,这是半圆弧直径检测困难所在。
理论上,不在同一直线上的三点即可构成一个圆,那么通过测量至少三点一定可以评定出一个圆的圆心坐标和直径,但是无数次的测量实践却证明,如此评价出的圆弧半径往往与公称值相差甚多,而且三个测量点越接近,测量误差越大。
通过测量实践和经验总结,圆弧测量误差主要来源于仪器系统误差和圆弧形状误差,由型面不规则引起的随机误差很大。
研究表明圆心坐标和半径误差与圆心角大小及形状误差值有关;当圆心角较小、圆弧较短时,较小的形状误差被成倍放大,并随着圆心角的缩小急剧放大。
因此,可能将原本符合形状公差及尺寸要求的圆弧测量成为不合格产品。
当形状误差为5um,圆心角小于60°时,半径测量误差可以达到0.007mm;圆心角小于45°时,则为0.126mm;圆心角小于15°时,测量误差将超过1mm。
对圆弧直径的测量方法及手段很多,如:通用量具测量法,平台手动测量法,专用机械检具测量法;如果在万能工具显微镜上测量,常用的有:三点法、弓高弦长法、“工”字法、定值角相切法、旋转切线法、平行弦法等;三坐标测量机的坐标点拟合法;电子检具测量法等在发动机工厂内常用三坐标测量半圆孔直径,三坐标检测具有精度高稳定性好特点,但测量时间较长.不适合大批量的零件检测;用手持式带表半圆量规测量速度快,应用较广泛,但由于带表半圆量规的读数与实际测量的直径具有非线性关系,因此需要制作尺寸对照表进行换算,操作人员不能直观得到结果。
针对此问题,本文介绍一款基于计算机系统的半圆弧检具。
1 带表半圆量规原理带表半圆量规由塞规体(如图l所示)和校准件(如图2所示)组成,它是利用弓弦法测量原理实现测量。
1.1弓弦法测量圆弧半径的原理“弓弦法”原理如下:在测得某段圆弧的弦长L 和弓高H 后,由图3所示几何关系有在实际设计时,把弦长做成固定不变的弦,在弓高方向布置一个传感器。
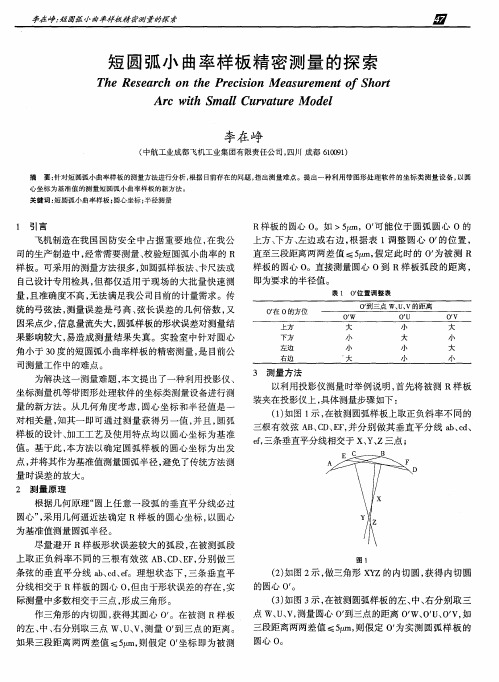
短圆弧小曲率样板精密测量的探索
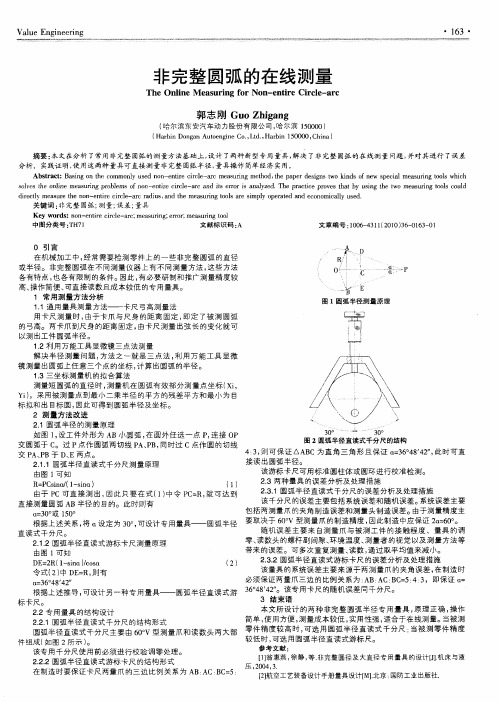
如果三段距离两两差值 ≤5 , 则假定 O 坐标即为被测
《 计量与溅试技拳》 2 o 1 3年第 4 0卷 第 1 1 期
图2
( 4 ) 如三段距离两两差值 > 5 , 0 可能位于圆弧圆 心 0的上方 、 下方、 左 边或 右边 , 以上 方 为例 , 如 图 4示 。 按表 l 调整 0 位置 , 直至 三段距离 两两差 值 <5  ̄r t m。
角小 于 3 0度 的短 圆弧小 曲率样 板 的精密测 量 , 是 目前公 司测 量工作 中的难 点 。
为解决 这一 测量 难题 , 本 文提 出了一种 利用投影 仪 、
3 测 量方 法
坐标测 量机 等带 图形 处理 软件 的坐标 类测量设 备进行 测 量 的新 方 法 。从 几何 角 度 考虑过 测 量 获 得 另一 值 , 并且, 圆弧 样 板 的设计 、 加 工工 艺 及使 用 特 点 均 以 圆心 坐标 为基 准
Rl 4 7 . 0 0 6、 R1 4 7 . ( 3 0 5、 R1 4 7. 0 0 3 、 R1 4 7. 0 0 4 、 R1 4 7. 0 0 4 、 R1 4 7. 0 c I 5 。
假定获得的 0 ’ 坐标即为被测 R样板的圆心 0 , 直接测量 圆心 0到 R样 板 弧 段 的距 离 , 即为要 求 的半 径值 , 测 量 方 法 流程 图如 图 5示 。
表1 O 位 置调 整 表
飞机 制 造在 我 国 国防 安全 中 占据重 要 地 位 , 在我 公
司 的生 产制 造 中 , 经 常需要 测量 、 校验 短 圆弧小 曲率 的 R 样 板 。可采 用 的测量 方法很 多 , 如 圆弧 样板法 、 卡尺 法或
自己设计专用检具 , 但都仅适用于现场 的大批量快速测 量, 且准确度不高 , 无法满足我公司 目前的计量需求 。传 统 的弓弦法 , 测量误差是弓高、 弦长误差的几何倍数 , 又 因采 点少 , 信息 量流 失大 , 圆弧样 板 的形 状误 差对测 量结 果影响较大 , 易造成测量结果失真。实验室中针对圆心
三坐标测量机测量原理

三坐标测量机测量原理三坐标测量机测量原理三坐标测量机是测量和获得尺寸数据的最有效的方法之一,因为它可以代替多种外表测量工具及昂贵的组合量规,并把复杂的测量任务所需时间从小时减到分钟。
三坐标测量机的功能是快速准确地评价尺寸数据,为操作者提供关于生产过程状况的有用信息,这与所有的手动测量设备有很大的区别。
将被测物体置于三坐标测量空间,可获得被测物体上各测点的坐标位置,根据这些点的空间坐标值,经计算求出被测物体的几何尺寸,形状和位置。
三坐标测量机的组成:1,主机机械系统(X、Y、Z三轴或其它);2,测头系统;3,电气控制硬件系统;4,数据处理软件系统(测量软件);三坐标测量机在现代设计制造流程中的应用逆向工程定义:将实物转变为C AD模型相关的数字化技术,几何模型重建技术和产品制造技术的总称。
广义逆向工程:包括几何逆向,工艺逆向,材料逆向,管理逆向等诸多方面的系统工程。
正向工程:产品设计-->制造-->检验(三坐标测量机)逆向工程:早期:美工设计-->手工模型(1:1)-->3轴靠模铣床当今:工件(模型)-->3维测量(三坐标测量机)-->设计à制造逆向工程设备:1,测量机:获得产品三维数字化数据(点云/特征);2,曲面/实体反求软件:对测量数据进行处理,实现曲面重构,甚至实体重构;3, CAD/CAE/CAM软件;4,数控机床;逆向工程中的技术难点:1,获得产品的数字化点云(测量扫描系统);2,将点云数据构建成曲面及边界,甚至是实体(逆向工程软件);3,与CAD/CAE/CAM系统的集成;(通用CAD/CAM/CAE软件)4,为快速准确地完成以上工作,需要经验丰富的专业工程师(人员);三坐标测量机测量原理三坐标测量机是测量和获得尺寸数据的最有效的方法之一,因为它可以代替多种外表测量工具及昂贵的组合量规,并把复杂的测量任务所需时间从小时减到分钟。
三坐标测量机的功能是快速准确地评价尺寸数据,为操作者提供关于生产过程状况的有用信息,这与所有的手动测量设备有很大的区别。
外圆弧半径测量误差分析
寸 公 差 的 1 % 一3 % ) 由 式 ( ) 得 : 0 0 。 6可
根据给定 的测量 精度 值 , 解上式 中 的 k值 。利 用此值 求 便 可确定所需 的圆柱 体的最小直径 。
2 2 应 用 实例 .
6=i 等 ・ ( 一 )△ 7 精度 , 判断该测量 方式 是 否适 合实 际应 用 , 判别方 法 R ( 一 )A +k ÷ ・ ( 1 D M ) 以便 其
理 论 分 析
△。 + :
△
其 中: D为精密 圆柱 体 自身 的误差 , A 亦可 用 其加 工 公差 代
从 以上 分 析 可 以 看 出 , 减 小 测 量 误 差 , 高 测 量 精 度 , 欲 提
收 稿 日期 :0 2— 4一 1 2 1 0 O 作 者 简 介 : 晓 永 (9 4 ) 男 , 士 , 要 从 事 雷 达 监 测 研 究 。 张 1 8一 , 硕 主
2 p 下 面介 绍为满足测 量需求 , 助 圆柱 体最 小直 径 的选 , m。 辅
取过程 。
由上 述 可 知 ,R =A ・ 0 = .4 × . a R 2 % 0 0 0 2mm =8I m。 * 将 其 代 入 式 ( ) 得 6可
( 3 )
() 4
O
20
4 06 08Fra bibliotek 010 0
』 D的 比 值
d
图 2 外 圆弧 测 量 误 差 变化 曲线
在 测量 时 , 助 设 备 本 身 存 在 的 误 差 及 测 量 过 程 引 进 的 辅
误 善 对 测 量 结 果 产 牛 的影 响 为
=
2 精 密 圆柱 体 最 小 直径 的确 定
体育场馆弧形结构测量定位技术
体育场馆弧形结构测量定位技术摘要:目的是提高弧形结构测量定位的精度。
方法是弓弦矢高法配合全站仪,根据微积分原理,利用矢高逐渐加密弧线上的点位,然后用直线连接各点,实现弧线的高精度定位。
结论场馆弧形结构在复杂的施工环境中可以利用简便的测量定位技术实现。
关键词弧形结构,测量定位,弓弦矢高法Measurement and positioning technology of curved structure in sports venuesAbstract:The purpose is to improve the accuracy of arc structure measurement and positioning. The method is the bowstring vector height method with total station, according to the principle of calculus, the vector height is used to gradually encrypt the point position on the arc, and then the straight line is used to connect the points, to achieve the high precision positioning of the arc. Conclusion The curved structure of stadium can be realized by simple measurement and positioning technology in complex construction environment.Keywords: Arc structure;Measurement positioning;Elevation of bowstring引言一直以来,人们追求弧形结构带来的美感。
三坐标检测光学元件曲率半径的误差分析
图 1 弧夹角示意 Fig. 1 Schematic diagram of arc angle
如图 1 所示,采用 3 点测圆的方法经过计算之
后的半径误差对测点的夹角敏感系数为:
槡 R =
1 + 2cos2θ 2( 1 - cosθ) 2
( 1)
由该式可知,面对同一个测量对象,根据不同
的测量方案,不同的中心夹角,可以测出不同的结
果,半 径 误 差 敏 感 系 数 随 夹 角 变 化 规 律 如 图 2
所示。
图 2 不同中心角时半径对测点的敏感系数 Fig. 2 Sensitivity coefficient of measurement points
三坐标系统的检测精度。 首先介绍了三坐标系统和激光干涉仪测量曲
率半径的基本原理,对 2 种测量方式的误差来源进 行分析,并通过误差合成理论获得各自的测量不确 定度; 利用三坐标系统和激光干涉仪对简单抛光后 的 F 数分别为 2. 17、1. 45、0. 923 的光学元件进行 了实际测量,并与理论分析结果进行对比,对三坐 标检测铣磨之后光学元件曲率半径的误差进行科 学评估,为后续工序的加工提供重要参考。
( State Key Laboratory of Applied Optics,Changchun Institute of Optics,Fine Mechanics and Physics, Chinese Academy of Sciences,Changchun 130033,China)
2 三坐标测量曲率半径误差分析
2. 1 测量原理与误差来源
三坐标测量系统是在 3 个方向上有导向机构、 测长元件、数显装置和工作平台,测头可以手动或 者机动方式移动到被测点上,由读数设备和数显装 置把被测 点 的 坐 标 值 显 示 出 来 的 一 种 测 量 设 备。 三坐标通过精确测量其测量空间内的零件表面的 点在空间三坐标位置的数值,并将测量数值通过计 算机处理拟合成测量元素,最终经过数值处理得出 其形状、位置公差及其他几何量数值,它是一种测 量精度高、速度快、性能稳定的测量系统。
电缆弯曲半径的现场简便测量
随着经济的发展,城市化的进程日益加速,城市电网中电力电缆的使用不断增加。
北京市三环路以内所有新建输电线路几乎全部使用电缆。
此外,城网架空线入地工程也在大范围内实施。
电缆安全运行的关键因素是其绝缘的良好程度和内部电场分布的均匀性。
电缆弯曲半径是电缆敷设施工及运行中保证其绝缘性能的主要指标。
所谓弯曲半径,是指工程上把弯曲的电缆近似看做一段圆弧,圆弧所在圆的半径即为此弯曲电缆的弯曲半径。
如果电缆在敷设施工或运行中弯曲半径小于规定值,会直接导致其结构的破坏,最终致使绝缘击穿,酿成安全质量事故。
因此,工程实践中大量存在着对弯曲半径进行测量及判断的问题。
本文就是要寻求一种简便且准确测量电缆弯曲半径的方法,以期正确判断其符合性,并希望能对电缆敷设施工做一些预防性的指导。
由于电缆工程作业区狭窄,要求测量方法有如下特点:原理正确,方法简便,结果准确。
1 现状分析目前工程实践中,电缆的最小弯曲半径规定值一般有三个标准:•设计值,规范的施工图设计,都会明确给出施工时和运行时的最小弯曲半径值;•电缆生产厂家提供值;•《电气装置安装工程电缆线路施工及验收规范》(GB 50168-92)中第5.1.7条的规定。
较大的电缆弯曲以目测就可以判定其合格,即:观察曲线形状,假定其圆心点,自假定的圆心至最近的电缆本体,用直尺测量出其距离,即为电缆弯曲半径。
如果弯曲较小,就必须经测量而得出具体的数值,再与标准值进行比较。
怎样才能简便、准确的进行测量?首先要建立相应的数学模型。
2 区别不同现场情况,分别建立数学模型2.1 只可于曲线内侧量取数值如图1,理论公式为R = b2/(8a) + a/2应用此法量取a、b两数值,即得R值。
可称其为“弦高法”。
2.2 只可于曲线外侧量取数值如图2,理论公式为L弧= (πR/90)arcsin[L弦/(2R)]应用此法量取AB间弦长L弦/和弧长L弧两数值,即得R值。
可称其为“弧长法”。
注意:运用此公式已知L弦/和L弧值,不易得出R值(若已知L弦和R值,则容易得出L 弧值)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
其圆心坐标为M1(0,b1)即x+y-2b1y=R1-b1
其中三点A1、B1、C1点的坐标分别为
2
2
2
2
2
2
2
(3)(4)
(1)
图1直角坐标法图2极坐标法
x=-(R-e)sin(a/2)%&y=(R-e)cos(a/2)x=-(R-e)sin(a/2)B%&y=(R-e)cos(a/2)
【Keywords】Largeradiussmallarc;Measurement;Error
analysis
一、引言
所谓大半径小圆弧,是指30°以下圆心角所对的圆弧,在三坐标测
究其原因,在于被测量机上测量其圆弧半径时,不易测准,误差很大[1]。
圆弧只是整圆的一部分,圆弧越短,则被丢弃的信息越多,从而引起较大的测量误差。圆弧测量的主要参数有圆心坐标、半径和圆度等。显为e2,通常情况下,e1>>e2,取e=e1+e2,e为圆弧符合条件时形状误差然,圆心坐标的测量是最关键的,有了准确的圆心位置,其他参数就迎测量最大值。那么,刃而解了。在实际测量中,圆心坐标的测量准确度较难保证,用圆弧所如图3A→A1B→B1C→C1圆心O→M1造成半径实测值R1偏大,对的圆心角的大小,可作为衡量的指标,但当这个圆心角不断缩小时,当AA1=BB1=CC1=e时,R1为最大。这个附加误差将会迅速增大,直至达到测量机误差的几十倍、几百倍。
"-θesin(θ)=#R-!r(θ+ecos(θ-θ0)0)
(R+e)-2b1(R+e)=(R-e)-2b1(R-e)cos(a/2)b1=
2Re
2e=
1-cos(a/2)+(1+cos(a/2))
2ee当R>>e,则e→0则b==
sin(a/4)
22
(5)(6)
(2)
回转法找出r与θ的对应关系,同直角坐标系一样,由实测不重合
如图4A→A2B→B2C→C2,圆心O→M2造成半径实测值R2偏小,
从而造成测量结果很不准确,重复性很差[2]。
当AA2=BB2=CC2=e时,R2为最最小。
由于工件表面的形状误差与仪器的测量误差的必然存在,造成所测三点的必然偏离,总的来说,其最大偏离可以造成以下两个结果,如
图4所示。图3、
假设圆弧的形状公差(圆度或轮廓度)为e1,仪器测量的不确定度
将超过1mm。
表1
输入圆弧R理论值及其形状公差来判断是否合格。用同样的方法在短圆弧的起点、终点和中间点,分别测出其半径值都在形状公差范围内为合格,只要有超差,就判不合格,再重新测量直至其半径值在形状公差范围内。在实际工作中,曾多次运用该测量新方法测量小圆弧,结果令人满意。当然,如此测量的前提是,必须有该圆弧形状公差要求[5]。
分析图4情况发现,误差放大倍数公式相同,仅误差数据符号相反,下表列出了测量误差与圆心角的关系。
通过公式推导,可以发现:⑴圆心坐标和半径误差仅与圆心角及形状误差值有关,而与半径大小无关。⑵误差放大倍数与形状误差大
图3实测值R偏大图4实测值R偏小
18
200822小无关,仅与圆心角α有关;并随着α的缩小会急剧放大。⑶有了放大
二、数学模型
圆弧测量在实践中有多种多样的方法,但归根到底它们的数学模型都是建立在直角坐标法和极坐标法基础上的。
1.直角坐标法
见图1,直角坐标法多见于三坐标测量机中,用于各种零件的测量。直角坐标系下圆的一般方程为:
(x-x0)+(y-y0)=R
2
2
20
三、误差分析[4]
以图3为例,建立坐标系,可见圆的方ቤተ መጻሕፍቲ ባይዱ为:
x=0C%&y=R+eA1
11
将三点坐标代入式(4)得到
按照这个方程,平面上不重合的三点可确定一个唯一的圆;也就是
说,圆周上测量不重合的三个坐标点,就可以确定圆的参数,如圆心坐
半径R等。标(x0,y0)、
2.极坐标法
见图2,极坐标法就是广泛使用的回转测量法,常用于整圆的回转测量。圆的极坐标方程如式(2)所示:
关键词】大半径小圆弧;测量;误差分析【
MeasurementofLargeRadiusSmallArcandErrorAnalysis
DuCunfei,WangKangwei
(HenanShenhuoGroup,Yongcheng476600,China)
【Abstract】Becausethesectionoflargeradiussmallarccanbemeasuredistoosmall,itinfluencesthemeasurementresultandcausesgreater
200822大半径小圆弧测量方法及误差分析
杜存飞王康为
(河南神火集团刘河煤矿河南永城
476600)
摘要】大半径小圆弧因可测量的圆弧段太小而影响测量结果,引起较大的测量误差。通过数学分析找到了大半径小圆弧测量的误差来【
源,证明了直接测量的局限性。探讨了以三坐标测量机测量小圆弧的方法,最后在此基础上提出并验证了一种新的测量方法。
serrorsourceandprovethelimitationofdirectlymeasured.Researchedonsmallarcerror.Thepaperthroughmathematicsanalyzefindit’
measurementmethodwiththeCoordinateMeasurementMachines,finally,basedonthisproposedandcertifiedanewmeasurementmethod.
该函数关系表明,当圆心角较倍数公式,可以找到测量不准确的原因。
小,圆弧较短时,较小的形状误差被成倍放大,形成了很大的测量误差,可将原本符合形状公差及尺寸要求的圆弧,测量成为不合格产品。如表1中所示,当e=5um,圆心角小于60°,半径测量误差可以达到
时,测量误差,则为0.126mm;圆心角小于15°0.07mm;圆心角小于45°
通过适当的数据处理可得到圆心r0(θ等参数。在实际的三点ri(θi),0)测量中,为简化计算量我们常把O'点和O点重合在一起[3]。
1-1)e(7)
sin(a/4)1差放大倍数Nb=b=(8)
sin(a/4)-1(9)NΔR=ΔR/e=1
sin(a/4)
其中:Nb为圆心坐标误差放大倍数:NΔ为半径测量误差放大倍RΔR=R-(R+e-b1)=b1-e=(数。