基于PLC的带式输送机监控系统的研究
基于PLC的胶带输送机监控系统设计 精品

毕业设计姓名学号:系别:专业:设计题目:基于PLC的胶带输送机监控系统设计专题:指导教师:职称:教授2010年4月毕业设计题目:基于PLC的胶带输送机监控系统设计毕业设计专题题目:毕业设计主要内容和要求:以西门子S7-300型PLC为核心,进行胶带输送机监控系统设计。
要求开发出相关的综合监测与保护、手动与自动控制部分的界面程序,进行模拟量和数字量输入输出模块的选择,并设计出整个系统的综合保护和自动控制原理图;在硬件条件具备情况下,进行程序的调试和修改,以验证软件的正确性。
另外,完成一篇与课题相关的3000字英文翻译。
院长(系主任)签字:指导教师签字:指导教师评语(①基础理论及基本技能的掌握;②独立解决实际问题的能力;③研究内容的理论依据和技术方法;④取得的主要成果及创新点;⑤工作态度及工作量;⑥总体评价及建议成绩;⑦存在问题;⑧是否同意答辩等):成绩:指导教师签字:年月日评阅教师评语(①选题的意义;②基础理论及基本技能的掌握;③综合运用所学知识解决实际问题的能力;④工作量的大小;⑤取得的主要成果及创新点;⑥写作的规范程度;⑦总体评价及建议成绩;⑧存在问题;⑨是否同意答辩等):成绩:评阅教师签字:年月日中国矿业大学毕业设计答辩及综合成绩摘要为了保证井下运输系统可靠安全运行,对井下带式输送机进行集中监视和控制很必要。
本文以枣泉煤矿主斜井胶带输送机为背景,采用了以PLC技术为核心的分布式控制结构,设计出控制一条皮带和一台给煤机的监控系统。
监控系统由操作台和可编程控制器组成,操作台用来后台管理和实时显示运行信息,可编程控制器主要来完成现场信号的采集和实时控制。
文中首先详细介绍了胶带监控系统的构成和应具有的功能,通过分析胶带输送机常见故障类型、故障检测传感器选型,确定监控系统的硬件结构;在此基础上采用S7-300PLC对系统进行硬件和软件设计,其中包括PLC的模块配置及外部连线,梯形图程序设计;并以SIMATIC配套触摸屏组态软件PROTOOL为基础,开发设计了操作台监控显示系统;最后提出了以单个胶带监控系统为分站,建立由若干分站、地面总站及控制网络等组成的,针对胶带机群的监控系统思想。
基于PLC的矿用胶带运输机监控系统设计与应用
基于 PLC的矿用胶带运输机监控系统设计与应用摘要:针对于现阶段煤炭企业的目前所使用的胶带输送机的利用率问题以及耗能问题,进行了PLC矿用胶带运输机中监控系统的设计工作,研究和探索,根据相关的数据表明对于整体监控系统的稳定性和可靠性能够满足于胶带运输机的实时监测以及远程控制的具体需要。
在监控系统的使用过程中,胶带运输机如果发生故障的话,能够减少其故障的排查时间,并且能够减少相关人手的补充,提高设备的利用效率,实现其运输机的变速控制功能,节省了相关能源的消耗问题,为企业后续发展的经济效益带来了更大的促进作用。
关键词:煤矿,胶带运输机,PLC,监控系统,设计应用引言:胶带运输机在工作运转时时常发生跑偏,打滑和堆煤等问题的出现,这就影响了在输送过程中的工作效率,限制其煤炭输送量的提高。
同时,胶带输送机的驱动电机如果处于横竖的运转过程中,其空载或者青菜时存在着较大的耗能问题,这也增加了开采成本的提高。
针对相关煤炭企业中所使用的煤炭机输送的实际状况,对PLC矿用胶带运输机的整体监控系统设计和应用工作进行了主要的探究,望能够改善胶带运输机的传输效率以及对其耗能问题进行更加有效的解决。
一、监控系统方案根据目前胶带传送机中的实际状况来对监控系统的设计进行具体的了解,希望能够针对其设计的方案来进行输送效率的提高。
对整体加工系统的设计工作主要涉及到了地面的控制层,井下的控制层和受控设备层这三个主要的层次。
第一个层次针对地面的控制层来说,它主要是针对于胶带运输机的远程监控系统来进行处理和实现,希望能够对远程控制系统进行更有效的体现和把控。
第二个层次井下控制层这部分主要是负责胶带运输机的信号检测和数据的采集,经过处理和分析,把数据传入到控制的主站,能够有效地避免有限输入过程中因为线路较长而产生信号干扰的现象出现,并且对于控制主站和分站之间大多数是采用了以太网来进行通信设备之间的数据传输工作。
第三层受控设备层主要包括了现场的监测传感器和所对应的胶带输送机,能够根据整体监控系统的采集数据来进行情况的实际分布工作。
基于PLC 和MCGS 的带式输送机监控系统设计
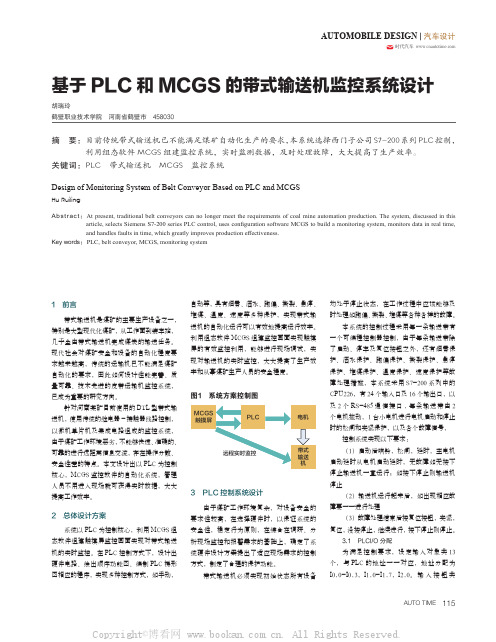
AUTOMOBILE DESIGN | 汽车设计时代汽车 基于PLC和MCGS的带式输送机监控系统设计胡瑞玲鹤壁职业技术学院 河南省鹤壁市 458030摘 要: 目前传统带式输送机已不能满足煤矿自动化生产的要求,本系统选择西门子公司S7-200系列PLC控制,利用组态软件MCGS组建监控系统,实时监测数据,及时处理故障,大大提高了生产效率。
关键词:PLC 带式输送机 MCGS 监控系统1 前言带式输送机是煤矿的主要生产设备之一,特别是大型现代化煤矿,从工作面到装车站,几乎全由带式输送机完成煤炭的输送任务。
现代社会对煤矿安全和设备的自动化程度要求越来越高,传统的运输机已不能满足煤矿自动化的要求,因此如何设计性能完善、质量可靠、技术先进的皮带运输机监控系统,已成为重要的研究方向。
针对河南某矿目前使用的DTL型带式输送机,使用传统的继电器-接触器线路控制,以微机单片机及集成电路组成的监控系统,由于煤矿工作环境恶劣,不能够快速、准确的、可靠的进行远距离信息交流,存在操作分散、安全性差的特点。
本文设计出以PLC为控制核心,MCGS监控软件的自动化系统,管理人员不用进入现场就可获得实时数据,大大提高工作效率。
2 总体设计方案系统以PLC为控制核心,利用MCGS组态软件组建触摸屏监控画面实现对带式输送机的实时监控。
在PLC控制方式下,设计出硬件电路、绘出顺序功能图、编制PLC梯形图相应的程序,实现多种控制方式,如手动,自动等,具有烟雾、洒水、跑偏、撕裂、急停、堆煤、温度、速度等多种保护,实现带式输送机的自动化运行可以有效地提高运行效率。
利用组态软件MCGS组建监控画面实现触摸屏的有效监控利用,能够进行现场调试,实现对输送机的实时监控,大大提高了生产效率和从事煤矿生产人员的安全程度。
图1 系统方案控制图3 PLC控制系统设计由于煤矿工作环境复杂,对设备安全的要求性较高,在选择硬件时,以保证系统的安全性,稳定行为原则,在综合在调研、分析现场监控和报警需求的基础上,确定了系统硬件设计方案提出了适应现场需求的控制方式,制定了合理的保护功能。
基于PLC和MCGS的带式输送机监控系统模型的设计

备跑偏、撕裂、煤位等八大保护装置,由触摸屏作为上位机,设计出监控系统。
该系统模型运行稳定可靠,应用到教学中,节约成本,占地少,小投资高回报,使用灵活,利于学生自主学习,提高实验安全。
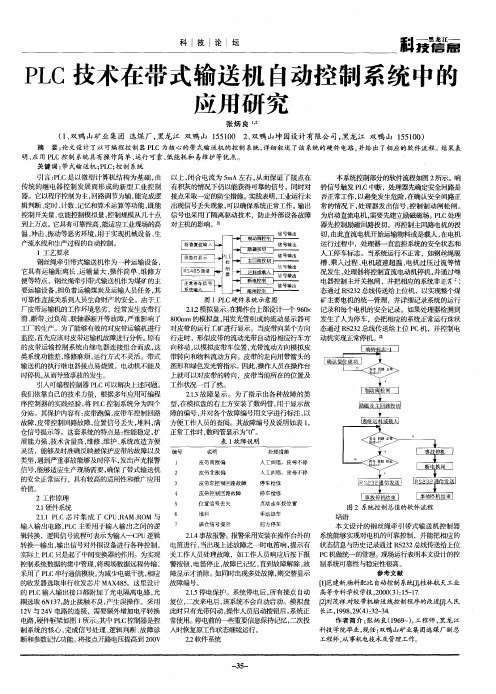
1 系统结构和控制过程■1.1 系统结构系统的总体构成框图如图1所示,该系统采用西门子S7-200 PLC 作为主控制器。
通过PLC输出的数字信号控制两台西门子MM420变频器,再由这两台变频器分别驱动1号机和2号机带式输送机的电机。
PLC同时接收来自现场的跑偏传感器、速度传感器、煤位传感器、温度传感器、烟雾传感器、撕裂传感器、张力传感器等传送来的信号,分析并处理。
采用触摸屏可观测到带式输送机的运行状况,并可实现对带式输送机的启停和参数设置。
■1.2 控制过程该系统控制要求有输送带联锁启动时,2号带式输送机、1号带式输送机的顺序启动,启动前有1min的声光报警,1min后,2号带式输送机先启动,10s后1号带式输送机启动,系统启动期间要有声光报警,起到警示作用;系统联锁停止时,按照1号带式输送机先停,10s后2号带式输送机停止。
每条带式输送机可以独立启、停;触摸屏主控界面可以实时监测皮带运行情况及故障报警。
保护控制有跑偏、速度、煤位、温度、烟雾保护等八大保护。
2 系统的硬件设计通过分析控制要求,该系统需要22个输入点和13个输出点,选用西门子S7-200系列的CPU226 作为控制器,满足设计要求。
I/O 分配如表1 所示。
表1 I/O分配表输入设备名称电气符号输入点输出设备名称电气符号输出点启动联锁按钮 SB1 I0.01号变频器DIN1 Q0.0停止联锁按钮 SB2I0.12号变频器DIN2Q0.1急停按钮SB3 I0.21号温度报警 HL1Q0.2 1号速度传感器BH1I0.32号温度报警 HL2Q0.3 2号速度传感器BH2I0.41号跑偏报警 HL3Q0.4 1号左跑偏传感器 BH3I0.52号跑偏报警 HL4Q0.5 1号右跑偏传感器BH4I0.61号烟雾报警 HL5Q0.6 2号左跑偏传感器BH5I0.71号烟雾报警 HL6Q0.7 2号右跑偏传感器BH6I1.01号速度报警 HL7Q1.0 1号温度传感器BH7I1.12号速度报警 HL8Q1.1 2号温度传感器 BH8I1.2煤位报警 HL9Q1.2 1号烟雾传感器 BH9I1.3超温洒水制HL10Q1.3 2号烟雾传感器BH10I1.4声光报警HA Q1.4煤位传感器 BH11I1.51号撕裂传感器 BH12I1.62号撕裂传感器BH13I1.71号张力传感器BH14I2.02号张力传感器BH15I2.11号启动按钮SB4I2.21号停止按钮SB5I2.32号启动按钮SB6 I2.42号停止按钮SB7I2.5图1 系统结构图76 | 电子制作 2019年01月www�ele169�com | 77自动化技术变频器选用西门子MM420变频器。
PLC技术在带式输送机自动控制系统中醮应用研究
编号 1 2 3 4
5 6
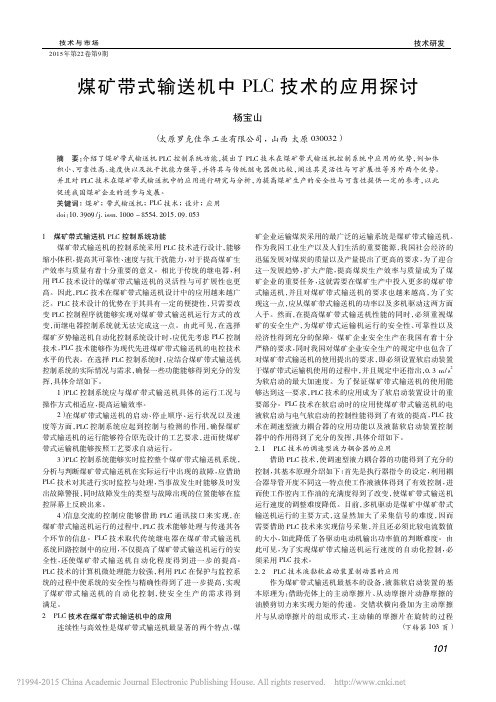
以上 , 电流为 5 A左右 , 闭合 m 从而保证 了接点在 有积灰 的情况下仍以能获得 可 的信号,同时对 靠 接点采取—定的防尘措施 。 实践表明 , 工业运行未 出现信号丢失现象 , 可以确保系统正常工作。 输出 信号也采用了隔离驱动技术 ,防 ̄ ' 31 - 部设备故障
辑转换 , 逻辑信号流程可表示为输人— c U逻辑 _P 转换—输出, 输出信号对外围设备进行各种控制 , 实际上 P C只是起了中间变换器的作用 。为实现 L 控制系统数据的集 中管理 , 将现场数据远程传输 , 采用了 P C串行通信模块。 L 为减少电磁干扰 , 相应 的PC L 输入输 出接 口 都附加了光 电隔离电路 , 光 耦选取 6 3 , N17防止接触不良, 产生误操作 。采用 1V与 2 V电路 的 2 4 连接 , 需要额外增加电平转换 电路 , 硬件框架如图 1 所示。 其中 P C L 控制器是控 制系统的核心 , 完成信号处理 、 逻辑判断 、 故障诊 断和参数记}功能。 乙 将接点开路电压提高到 2 0 0V
[] 1 范建新. 物料配比自动控制系统 . 桂林航天工业 高等专科学校学报 ,0 0 3:5 1. 2 0 ( )1—7 刘茂} 对胶带机输送线控制程序 的改进 人 民 羊_ 长江,9 82 ( )3_ 4 1 9 ,94 :23 作者 简介: 张炳 良(9 9 , 16 ~)工程 师, 黑龙 江 科技学院毕业, 现任 : 双鸭 山矿业集团选煤厂副总 工程师, 从事机 电 技术及管理工作。
科 技 论坛 II
科
P C技术在带式输送机 自动控制系统中的 L
应 用研 究
张炳良 I |
( 、 鸭山矿 业集团 选煤厂 , 1双 黑龙 江 双鸭 山 15 0 2, 5 10 - 双鸭山坤 园设计有 限公 司 , 黑龙江 双鸭山 15 0 ) 5 10
基于PLC的煤矿胶带输送机控制系统研究

分类号: TP29 单位代码:10110 学 号:GS2008103基于P L C的煤矿胶带输送机控制系统的研究李庆章中北大学中 北 大 学工 程 硕 士 学 位 论 文基于PLC的煤矿胶带输送机控制系统的研究研 究 生 李庆章指导教师 王忠庆工程领域 控制工程2011年 5月 25日图书分类号TP29_________________________________ 密级___非密 UDC注 1_______________________________________________________________硕 士 学 位 论 文基于PLC的煤矿胶带输送机控制系统的研究Based on PLC control system of coal mine belt conveyor李庆章(作者姓名)指导教师(姓名、职称) 王忠庆 副教授申请学位级别 硕士学位专业名称 控制工程论文提交日期________年______月______日论文答辩日期________年______月______日学位授予日期________年______月______日论文评阅人___________________________________________________________答辩委员会主席_______________________2011年 5 月 25 日原 创 性 声 明本人郑重声明:所呈交的学位论文,是本人在指导教师的指导下,独立进行研究所取得的成果。
除文中已经注明引用的内容外,本论文不包含其他个人或集体已经发表或撰写过的科研成果。
对本文的研究作出重要贡献的个人和集体,均已在文中以明确方式标明。
本声明的法律责任由本人承担。
论文作者签名: 日期:关于学位论文使用权的说明本人完全了解中北大学有关保管、使用学位论文的规定,其中包括:①学校有权保管、并向有关部门送交学位论文的原件与复印件;②学校可以采用影印、缩印或其它复制手段复制并保存学位论文;③学校可允许学位论文被查阅或借阅;④学校可以学术交流为目的,复制赠送和交换学位论文;⑤学校可以公布学位论文的全部或部分内容(保密学位论文在解密后遵守此规定)。
煤矿带式输送机中PLC技术的应用探讨
2015年第22卷第9期煤矿带式输送机中PLC技术的应用探讨杨宝山(太原罗克佳华工业有限公司,山西太原030032)摘要:介绍了煤矿带式输送机PLC控制系统功能,提出了PLC技术在煤矿带式输送机控制系统中应用的优势,例如体积小、可靠性高、速度快以及抗干扰能力强等,并将其与传统继电器做比较,阐述其灵活性与可扩展性等另外两个优势。
并且对PLC技术在煤矿带式输送机中的应用进行研究与分析,为提高煤矿生产的安全性与可靠性提供一定的参考,以此促进我国煤矿企业的进步与发展。
关键词:煤矿;带式输送机;PLC技术;设计;应用doi:10.3969/j.issn.1006-8554.2015.09.0531煤矿带式输送机PLC控制系统功能煤矿带式输送机的控制系统采用PLC技术进行设计,能够缩小体积,提高其可靠性、速度与抗干扰能力,对于提高煤矿生产效率与质量有着十分重要的意义。
相比于传统的继电器,利用PLC技术设计的煤矿带式输送机的灵活性与可扩展性也更高。
因此,PLC技术在煤矿带式输送机设计中的应用越来越广泛。
PLC技术设计的优势在于其具有一定的便捷性,只需要改变PLC控制程序就能够实现对煤矿带式输送机运行方式的改变,而继电器控制系统就无法完成这一点。
由此可见,在选择煤矿歹势输送机自动化控制系统设计时,应优先考虑PLC控制技术,PLC技术能够作为现代先进煤矿带式输送机的电控技术水平的代表。
在选择PLC控制系统时,应结合煤矿带式输送机控制系统的实际情况与需求,确保一些功能能够得到充分的发挥,具体介绍如下。
1)PLC控制系统应与煤矿带式输送机具体的运行工况与操作方式相适应,提高运输效率。
2)在煤矿带式输送机的启动、停止顺序、运行状况以及速度等方面,PLC控制系统应起到控制与检测的作用,确保煤矿带式输送机的运行能够符合原先设计的工艺要求,进而使煤矿带式运输机能够按照工艺要求自动运行。
3)PLC控制系统能够实时监控整个煤矿带式输送机系统,分析与判断煤矿带式输送机在实际运行中出现的故障,应借助PLC技术对其进行实时监控与处理,当事故发生时能够及时发出故障警报,同时故障发生的类型与故障出现的位置能够在监控屏幕上反映出来。
基于PLC的带式输送机监控系统

The c nv y r m o io e c n r l s se a e o e o e e m n t r d o t o y t m b s d n PLC u t ba 0 PLC
LI U Yo g q a g, AN Hu n - in F i
(a zo o ga gM c i ea d E e to o p n , a zo ,S a dn 7 5 5C ia Y n h u D n f n a h n n l c r nC m a y Y n h u h n o g 2 3 1 , h n )
维普资讯
第2 6卷 第 4期
V0 .6 No4 1 2 .
企 业 技 术 开 发
T CHNOL E OGI AL DE C VE OP L ME TE RI E NT OF EN RP S
20 0 7年 4月
Ap .0 7 r2 0
Ke wo d : L c n e e ; n t r d c n r l s se y r s P C; o v y r mo i e o t y tm o o
随着 现 代 工业 的发 展 , 电一 体 化设 备 与 网络 机
进 行 监 控 显得 尤 为重 要 。
监控 系统的结合越来越 紧密 。 国民经济各部门生 在 产 过 程 中 , 式 输 送 系 统 的 应 用 已非 常 普 遍 。 实 带 在
Ab t a tT e o v y r sr c : h c n e e mo e i t i p p r Ai n a n t e c n r s se o o a e n L i d s u s d n hs a e . mi g t
c nrl d d vc ’ fa r,te ss m ao t g id s ilc nrlc m ue o o c cen n L s o t l e i S e t e h yt d pi n ut a o t o p t oe e u e n r o r rtu h sre )a d P C i
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
西安科技大学硕士学位论文基于PLC的带式输送机监控系统的研究姓名:刘凯深申请学位级别:硕士专业:机械电子工程指导教师:杜功儒@论文题目:基于PLC的带式输送机监控系统的研究专 业:机械电子工程硕 士 生:刘凯深 (签名) 指导教师:杜功儒 (签名)摘 要大功率、长距离、高带速的带式输送机滚筒一般由多个电机驱动。
实际运行中由于单个电机的不同特性以及安装误差等原因造成驱动电机的速度不同,致使各个电机之间受力不均,严重时造成其中动一台电机超载运行,甚至烧坏,影响了带式输送机的安全运行。
本文针对该问题,研究了多机驱动电机的同步控制方法,设计了基于可编程控制器的多机同步控制系统。
针对多机同步控制系统的硬件要求搭建了试验台,设计了多机同步的控制方法:通过旋转编码器输出主动电机和从动电机的转速脉冲信号到可编程控制器。
可编程控制器的PID控制回路根据转速误差输出控制信号到变频器。
多机同步控制系统通过调节从动电机变频器的频率来改变从动电机的转速,达到多机同步的目的。
根据实验要求设计了基于组态王工控软件的带式输送机监控系统。
该系统能够实时监控带式输送机的运行参数如,电机电流、电机转速、变频器运行频率等。
通过系统的PID控制画面可以改变PID回路的参数,达到最佳的调节效果。
通过同步控制的实验数据验证了系统的性能。
在30%、60%、80%最大转速情况下采集了主动电机和从动电机的转速,并计算出稳速精度。
数据表明系统的稳速精度可以控制在0.2%以内。
在不同PID参数下观察从动电机转速的动态响应曲线,实验表明比例系数为0.7,积分时间为0.1min时,系统的调节效果最好。
为了验证系统的PID参数,对主动电机加载20%、30%、50%最大转速的阶跃信号,观察从动电机转速的响应情况。
实验表明从动电机对主动电机有良好的跟随能力,能够满足实际应用的要求。
关 键 词:输送带;PID;同步控制;PLC控制研究类型:应用研究Subject : Research on Monitoring and Alarm System of Conveyorin Coal Mine Based on PLCSpecialty: Mechanical Electronic EngineeringName : Liu Kaishen (Signature)Supervisor: Du Gongru (Signature)ABSTRACTMulti-motor drive is widely used in conveyor belt, which is high power, long distance and high speed. For the actual operation because of different characteristics of a single motor and the installation error and other causes making drive motor at different speeds. It’s make the two drive motors endure different moment, which causes serious overloading of motor and even burning. These problems affect the belt conveyor safe operation. From this paper, in order to solve the problem research the synchronous multi-machine drive motor control method, and design the synchronous multi-machine control system based on the programmable logic controller.According to the multi-machine synchronization control system hardware requirements built test rig, design the method of multi-machine synchronization control method as follows: the programmable logic controller inputs speed pulse signal of motor and driven motors, which outputted by rotary encoder. PLC PID control circuit according to speed error controls the signal outputted to the inverter. Multi-machine synchronization control system by adjusting the frequency of the inverter to change the speed of the driven motor in order to achieve the purpose of multi-machine synchronization. The system can run real-time monitoring parameters such as: motor current, motor speed, inverter operating frequency and so on. Through the PID screen can change the PID control loop parameters to achieve the best results. Data show that speed run in a variety of circumstances the stability of the system can control the speed accuracy within 0.2%.Experiment shows that when the gain is 0.7 times, the integration time is 0.1 min, the system performs best.In order to verify the system's PID parameters, load 20%, 30%, and 50% of the maximum speed of the step signal to observe the response of the driven motor speed. Experiments show that the driven motor is able to follow the command motor, which meetsthe requirements of practical application.Key words: Conveyor PID Synchronization control PLC Control Thesis : Applied Research1绪论1绪论1.1选题的背景带式输送机是煤矿的主要生产设备之一,特别是大型现代化煤矿,从工作面到装车站,几乎全由带式输送机完成煤炭的输送任务。
现代社会对煤矿安全和设备的自动化程度要求越来越高,传统的运输机已不能满足煤矿自动化的要求,因此如何设计性能完善、质量可靠、技术先进的皮带运输机监控系统,已成为重要的研究方向。
实现对带式输送机及辅助设备的集中控制,主要包括电机的互锁和延时起停,以及将电气设备的运行状态和故障信号传送到中控室。
由于带式输送机设备分散,距离较远,因此中控系统主要通过主站和分站的通讯来实现设备的集中控制。
主站与分站之间的信息传送要求快速、准确、可靠,其中可靠性最为重要。
由于煤矿工作环境恶劣,并且国内生产的其他各类以微机单片机及集成电路组成的监控系统,均不同程度的存在可靠性差,维护量大等缺陷,无法满足超远距离及时大量的信息交流。
不能够使系统快速、准确、可靠的运行。
可编程控制器(PLC)具有高稳定性、高可靠性以及抗干扰能力强等优点,根据上述情况,在研制皮带机监控系统时, 选用可编程序控制器作为系统的主控设备,使该系统在适应性和功能等方面全面升级。
可编程控制器控制范围一般在3km 以内,主机与分机之间一般在1km 左右,最远不超过3km。
经过长期研究实验,充分利用PLC本身的潜力,配合自行研制的专用软件,解决了这一技术困难,使得大范围超远距离皮带运输机容易控制。
实践证明,它能在最恶劣的环境下连续不断工作,抗干扰能力强,稳定性好,无故障工作时间可达几年,主机工作寿命可达十几年以上。
1.2带式输送机监控研究领域的研究动态及发展趋势带式输送机具有传送距离长、运送量大、运行可靠、传送效率高并且容易实现自动化控制等优点,已经成为我国煤矿井下原煤运输系统的主要运输设备,许多煤矿正在向“运煤胶带化”方向发展。
为了防止井下运输带事故的发展出现了许多新技术,例如:皮带防跑偏技术,皮带胶化技术等。
新技术的出现大大加强了井下运输的安全性,可靠性并且具有一定的经济效益。
当代运输带趋于长距离、高带速、大运量、大功率的大型化方向。
目前国外的带式运输机主参数为:运距2000~3000m,带速3.5~4m/s.强力带式运输机运距大于3000m,带速达到4~5m/s。
目前国内的带式运输机的参数要比国外低的多,运行性能以及可靠性也有很大差距。
目前国内外带式运送技术发展迅速,具体表现在以下几个方面【5】。
西安科技大学硕士学位论文1.2.1动态分析技术对于大型的带式输送机的设计,要充分考虑到输送带的纵向与侧向震动、托辊、滚筒与减速器等原件的选装震动,机架震动,物料冲击震动等。
因为在系统中存在的较小的误差,会在大型的带式输送机产生较大的绝对误差,基于这种情况需要对带式输送机进行动态分析。
带式输送机动态分析技术采用粘弹性流变力学理论,将输送带看作具有粘弹性的弹性体,在建立动态力学模型与数学模型的基础上,通过计算机的仿真技术,采用有限元方法或者差分方法来研究输送带的受力情况。
通过带式输送机的动态分析技术可以有效的模拟设备的运行状况,减少设备故障的发生,节约生产成本。
1.2.2可控启动技术带式输送机启动的时候应有足够的时间,使启动加速度保持在匀速范围内,并且采取相应的措施对启动时间、启动加速度进行控制,来确保输送机按要求的启动速度曲线平稳启动。