超音波熔接PPT课件
超音波熔接PPT课件
超音波熔接原理
超音波塑胶熔接是价格超音波振动能介入被适当力量所 夹紧的重叠塑胶接面。在接面处产生高速摩擦,使接面 区域瞬间产生高热而熔合,音波停止后焊头适度的暂留 保压,使接面熔化之塑胶凝固,塑胶分子之间互相重新 结合。由此一个不破坏表面,不伤材质,不变形不变色 的坚固组件,在几秒的自动过程中,即최소높이 0.25mm (결정수지:0.5mm) 폭 : 熔接线 톺이의 2배
超音波 熔接线2
기밀熔接 용출물이 노출됨
超音波 熔接线3
기밀熔接 용출물 노출이 않됨
超音波 熔接线4
휠터
超音波 熔接线5
超音波 熔接线6
깨스라이터
강한 기밀熔接 결정수지에 적용 벽두께를 충분히 할것
超音波熔接 (Ultrasonic welding)
• (株)韩国大荣超音波 • 中国工厂 代荣超音波设备(上海)有限公司
• • • • •
中国上海松江区新桥镇申港路71号 Tel: 86-21-57685262 FAX: 86-21-57685263 Email: leezn@ www.
何为超音波?
1. 何为音波? 由弹性(扭曲变形时产生的想回复原状的特性 – 体积弹性,拉伸弹性) 和惯性(质量相关)产生的波动. 2. 何为超音波? 超音波是指高于人类听觉所能接受音波的频率范围,人类听觉通常在1 6Hz-20KHz之间;因此一般来讲,凡是频率高于20KHz以上的我们就称为 超音波。 工业上所谓的超音波是指我们能产生和利用在各种不同的介质中传导, 随着各种不同介质特性的差别,而产生各种不同功能与效应的波动,这 种波动称为超音波。
超音波焊接的3个阶段
• 第一阶段, - 表面的再排列 把应力集中在接面的凸点上,使其产生熔融导致接面凸点 的高度变小的阶段。 • 第二阶段, - 湿润 在接面凸点被熔融而变形的部分向焊接部位整体扩展的 阶段。 • 第三阶段, - 结合链条 焊接面整体上形成薄薄的熔接层时,通过超音波振动和压 力扩散塑料链条结合聚合体,而实现分子结合的阶段。
超音波塑胶接合技术资料Alex
超音波原理 Ultrasonic Theory
BRANSON - Taiwan
剪切式熔接干涉指南
Shear Joint Interference Guidelines
Maximum Part Dimension
Less than 0.75” (18mm)
0.75” to 1.50” (18-35mm)
超音波原理 Ultrasonic Theory
咬花面設計
BRANSON - Taiwan
Energy Director With Opposing Textured
Surface
Patent No. 4,618,516
超音波原理 Ultrasonic Theory
咬花面設計
BRANSON - Taiwan
一般面之熔接情形
Vs. 有咬花面之熔接情形
超音波原理 Ultraiwan
咬花面設計
Energy Director With Opposing Textured Surface
一般面之熔接情形
Vs. 有咬花面之熔接情形
超音波原理 Ultrasonic Theory
Requires Lower Amplitude
超音波原理 Ultrasonic Theory
階梯熔接面 Step Joint
BRANSON - Taiwan
超音波原理 Ultrasonic Theory
階梯熔接 Step Joint
BRANSON - Taiwan
超音波原理 Ultrasonic Theory
Nodal Plunger On Horn • 增加壁厚 Thicker Wall Section • 使用內部支撐肋骨
超音波熔接介绍
.超音波熔接強度不佳.問題一:超音波模治具架設不準確、受力不平均。
解析:在一般認為超音波作業時,產品與模具表面只要接觸準確就可以得到應該的熔接效果,其實這只是表面的看法,超音波既然是摩擦振,就會產生音波傳導的現象,我們如果單只觀察硬體(模治具)的穩合程度,而忽略了整合型態的超音波作業方式,必定會產生捨本逐末或誤判的後果,所以在此必須先強調超音波熔接的作業方式是傳導音波,使成振動摩擦轉為熱能而熔接。
這時候超音波模治具的穩合程度、產品截面的高低、肉厚、深淺、材質的組織,必定無法是百分之百承受相同的壓力。
另一方面上模(Horn)輸出的能量,每一點都有其誤差值,並非整個面發出的能量都相同。
就這整體而言,勢必產生產品熔接線熔接程度的差異。
所以也就必須作修正,如何修正,那就是靠超音波熔接機本身的水平螺絲,或是貼較薄的膠帶或鋁箔來克服了。
問題二:超音波熔接條件配合不當。
解析:超音波作業的條件是指機台的輸出功率(段數)、壓力(動態壓力與靜態壓力)熔接時間、硬化時間、延遲時間等諸元的設定。
我們依超音波導熔線為例來說明。
在我們實施超音波熔接時,如果壓力太大,氣缸下降緩衝太快,易把超音波導熔線壓平,雖然看似產品已經密合,但因導熔線,已經受擠壓而下陷,失去了導熔效果,形成塑膠面與面的強迫熔接,而非三角形點的導引熔接,所以產生假象的熔接。
問題三:塑膠產品材質配合不當。
解析:每一種塑膠材質的熔點,各有不同,例如ABS塑膠材質的熔點約115℃,耐隆約175℃、PC之145℃以上、PE約85℃為例:ABS與PE二種材質的熔點差距太大,超音波熔接勢必困難。
而ABS與PC二種材質,亦有差距,但已非前項差距如此之大,是以尚可熔接,但在超音波功率相同,能量擴大相同的情況下,相異的塑膠材質,絕無法比相同材質的熔接效果好。
問題四:超音波機台輸出能量不足。
解析:客戶在購買超音波熔接機時,通常較難預料未來產品發展的規格,所以會遇到較大產品物件超出超音波標準熔接的情形。
超音波塑胶接合设计

Interference 干涉量
Fixture 底模 熔接前之示圖 熔接後之示圖
超音波原理 Ultrasonic Theory
剪切式熔接干涉指南 Shear Joint Interference Guidelines
超音波原理 Ultrasonic Theory
十字交叉接面設計 Continuous Criss-Cross Energy Director
超音波原理 Ultrasonic Theory
十字交叉接面設計 Interrupted Criss-Cross Energy Director
超音波原理 Ultrasonic Theory
Maximum Part Dimension Less than 0.75” (18mm) 0.75” to 1.50” (18-35mm) Greater than 1.50” (35mm) Interference per Side (Range) 0.008” to 0.012” (0.2 to 0.3mm) 0.012” to 0.016” (0.3 to 0.4mm) 0.016” to 0.020” (0.4 to 0.5mm) Part Dimension Tolerance + 0.001” (+ 0.025mm)
+ 0.002” (+ 0.050mm)
+ 0.003” (+ 0.075mm)
超音波原理 Ultrasonic Theory
釘釦熔接Stud Weld
0.008” to 0.0012” ” (0.2 - 0.3 mm) 總干涉量尺寸 Total Interference
超音波熔接技术
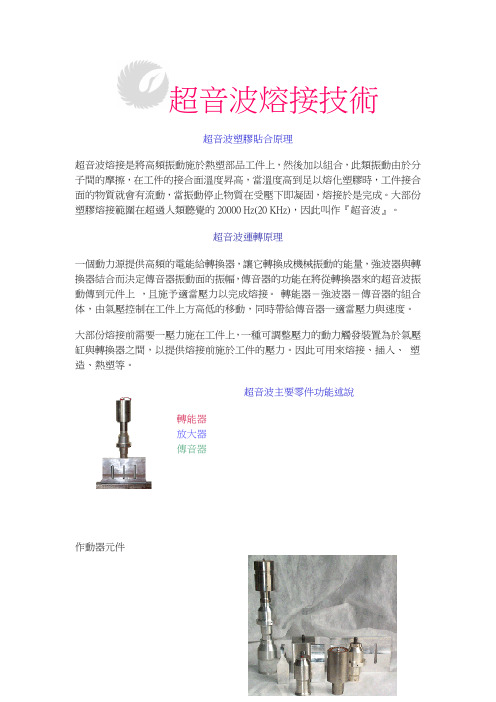
超音波熔接技術超音波塑膠貼合原理超音波熔接是將高頻振動施於熱塑部品工件上,然後加以組合,此類振動由於分子間的摩擦,在工件的接合面溫度昇高,當溫度高到足以熔化塑膠時,工件接合面的物質就會有流動,當振動停止物質在受壓下即凝固,熔接於是完成。
大部份塑膠熔接範圍在超過人類聽覺的20000 Hz(20 KHz),因此叫作『超音波』。
超音波運轉原理一個動力源提供高頻的電能給轉換器,讓它轉換成機械振動的能量,強波器與轉換器結合而決定傳音器振動面的振幅,傳音器的功能在將從轉換器來的超音波振動傳到元件上,且施予適當壓力以完成熔接。
轉能器-強波器-傳音器的組合体,由氣壓控制在工件上方高低的移動,同時帶給傳音器一適當壓力與速度。
大部份熔接前需要一壓力施在工件上,一種可調整壓力的動力觸發裝置為於氣壓缸與轉換器之間,以提供熔接前施於工件的壓力。
因此可用來熔接、插入、塑造、熱塑等。
超音波主要零件功能述說轉能器放大器傳音器作動器元件轉能器從動力源來的20000 Hz電能施於轉換器以轉換成高頻的機械振動,轉換器的核心是一個電子元件,可以依照不同的電壓擴張或收縮,此電子元件的轉換效率高於90%。
傳音器可以說是速度或振幅的傳送工具,傳音器的作用是從轉換器傳送超音波振動以及施予必須的壓力到工件上,依照外型有階梯狀、角錐形、指數形等,因為外形可以改變增益係數,因此改變外型或調整輸入幅度以便產生高的低幅能或低的高幅能。
放大器在設計上其振幅是外形的函數,而外形通常由分件的尺寸組合來決定,通常想要要求外形而且又要求增益,則是不可能的事,這種情況下就要使用強波器。
傳音器的材料必須有良好的聲學特性以及耐磨耗,例如鋁及鈦合金,鋼鐵有時也能用;鋁做的傳音器有良好的強度及聲學性質,但卻不耐磨耗,而且通常會流下一些氧化物在塑膠組合体上,鋁作的傳音器通常會鍍一層鉻以增其硬度;雖然鈦合金比鋁貴,但可承受高速運動的振幅;硬鐵通常用在插入的用途,基於以上因素,鈦合金是最佳的材質。
《超声波焊接工艺》课件

超声波焊接的物理过程
01
02
03
表面振动
超声波在焊接表面产生高 频率的振动,使接触面摩 擦生热。
材料融合
在高温和压力的作用下, 焊接材料发生塑性变形和 流动,实现焊接。
接头形成
通过材料的融合和相互渗 透,形成牢固的接头。
超声波焊接的工艺参数
振动频率
通常在20kHz至100kHz之间, 频率越高,焊接效果越好。
《超声波焊接工艺》ppt课件
目 录
• 超声波焊接工艺简介 • 超声波焊接原理 • 超声波焊接设备 • 超声波焊接工艺流程 • 超声波焊接的质量控制 • 超声波焊接的未来发展
01
超声波焊接工艺简介
超声波焊接的定义
01
超声波焊接是一种利用超声波能 量将两个或多个材料连接在一起 的工艺。
02
超声波焊接机产生高频振动,通 过接触面将能量传递到待焊接材 料上,使材料局部熔化或达到柔 性状态,从而实现连接。
结合人工智能和机器学习技术,实现焊接过程的自动控制和优化。
多功能超声波焊接技术
开发能够适应不同材料和焊接需求的超声波焊接设备,拓宽应用领 域。
超声波焊接与其他焊接方法的比较
01
热传导焊接
超声波焊接与热传导焊接在原理上有本质的不同,超声波焊接主要依靠
超声波的振动能量使材料表面产生塑性变形而结合,而热传导焊接则是
焊接压力
焊接压力过小,焊接 不牢固;压力过大, 则可能损坏材料。
焊件表面状态
焊件表面不干净或有 杂质,会影响焊接质 量。
焊件材料性质
材料的硬度、热导率 等物理性质会影响超 声波焊接的效果。
提高焊接质量的措施
控制焊接压力,确保在适当 的范围内。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
超音波 熔接线7
超音波 熔接线8
超音波 熔接线9
超音波 熔接线10
超音波 熔接线11
超音波 熔接线12
后面内容直接删除就行 资料可以编辑修改使用 资料可以编辑修改使用
资料仅供参考,实际情况实际分析
超音波 熔接线1
높이 : 최소높이 0.25mm (결정수지:0.5mm) 폭 : 熔接线 톺이의 2배
超音波 熔接线2
기밀熔接 용출물이 노출됨
超音波 熔接线3
기밀熔接 용출물 노출이 않됨
超音波 熔接线4
휠터
超音波 熔接线5
超音波 熔接线6
깨스라이터
강한 기밀熔接 결정수지에 적용 벽두께를 충분히 할것
超音波熔接 (Ultrasonic welding)
• (株)韩国大荣超音波 • 中国工厂 代荣超音波设备(上海)有限公司
• • • • •
中国上海松江区新桥镇申港路71号 Tel: 86-21-57685262 FAX: 86-21-57685263 Email: leezn@ www.
何为超音波?
1. 何为音波? 由弹性(扭曲变形时产生的想回复原状的特性 – 体积弹性,拉伸弹性) 和惯性(质量相关)产生的波动. 2. 何为超音波? 超音波是指高于人类听觉所能接受音波的频率范围,人类听觉通常在1 6Hz-20KHz之间;因此一般来讲,凡是频率高于20KHz以上的我们就称为 超音波。 工业上所谓的超音波是指我们能产生和利用在各种不同的介质中传导, 随着各种不同介质特性的差别,而产生各种不同功能与效应的波动,这 种波动称为超音波。
超音波熔接原理
超音波塑胶熔接是价格超音波振动能介入被适当力量所 夹紧的重叠塑胶接面。在接面处产生高速摩擦,使接面 区域瞬间产生高热而熔合,音波停止后焊头适度的暂留 保压,使接面熔化之塑胶凝固,塑胶分子之间互相重新 结合。由此一个不破坏表面,不伤材质,不变形不变色 的坚固组件,在几秒的自动过程中,即告完成且可达水 密、气秘之效果。
超音波焊接的3个阶段
• 第一阶段, - 表面的再排列 把应力集中在接面的凸点上,使其产生熔融导致接面凸点 的高度变小的阶段。 • 第二阶段, - 湿润 在接面凸点被熔融而变形的部分向焊接部位整体扩展的 阶段。 • 第三阶段, - 结合链条 焊接面整体上形成薄薄的熔接层时,通过超音波振动和压 力扩散塑料链条结合聚合体,而实现分子结合的阶段。