乳化液自动配比器
矿用乳化液自动配比与高压反冲洗过滤站装置概述

配比浓度很难保证。同时,也有矿井配备了乳化液高压过滤装置,但现有设备的功能 比较单一,只具有高压乳化液的过滤功能,而不具备自动反冲洗功能,过滤器堵塞后 必须停机更换滤芯,在污染严重的工作面会严重影响生产,使用维护的工作量比较大。
出油口
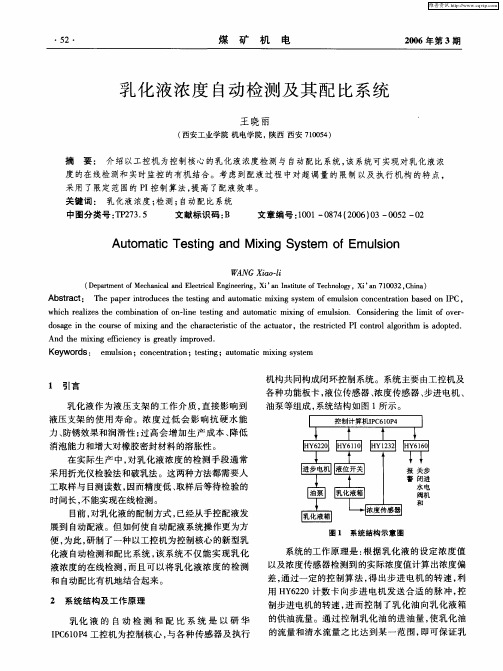
3.4.4 比例调节型混液器组件
1)配液能力:大于100L/min (额定压力下) 2)混液浓度调节范围:1.00% ~ 7.00% 3)混液器动力:进水驱动 4)供水压力:0.5MPa~1.6MPa
连接器 进油口 流量调节器
混液器组件
3.4.5 GND10浓度传感器
1)量程:0.00 ~ 10.0 %(V/V) 2)精度:± 2.5 % FS 3)工作电压:DC 12V 4)工作电流:≤100mA 5)通信方式:RS485 9600bps 6)防爆我国煤矿液压支架主要的工作介质,乳化液的供液浓度和洁净度是判定 乳化液供液质量是否合格的最重要的指标。按照煤矿安全规程要求,乳化液的供液浓 度应达到3%~5%,浓度过低乳化液的润滑性能和防锈性能降低,支架油缸、液压阀 组等容易锈蚀,造成设备故障或缩短设备使用寿命;浓度过高乳化液的起泡性和对橡 胶密封材料的溶胀性会增加,密封元件容易损坏,同时会造成大量乳化油的浪费。而 乳化液的污染或洁净度不达标,不但会加大泵站系统磨损,大大缩短泵站的服务寿命, 还会造成支架阀组的堵塞、损坏,增加故障率,液压系统安全阀保护开启不灵敏,液 压密封部件损坏等。据统计,在液压系统故障中有70%是由液压介质污染引起的,每 年因乳化液的不达标造成的直接损失达数亿元。
乳化液自动配比及输送装置方案

乳化液自动配比及输送系统1 立项背景乳化液作为液压传动的一种工作介质,由于它的粘度小、防腐、防锈、润滑、难燃、价廉等特点在煤矿井下得到了广泛的推广和应用。
随着煤炭行业迅速发展,综采工作面高产高效的要求,乳化液的需求量也随之增加。
带动乳化液配比方法也由人工配比逐渐向自动化配比方向发展。
从乳化液使用过程中存在的问题,可以看出绝大部分原因是由乳化液浓度不合要求引起。
而乳化液的浓度作为衡量乳化液配制质量的一个重要指标,主要决定于乳化液的配比方法。
乳化液的配比方法与煤矿生产的效益和自动化水平的提高密切联系,为适应综采工作面高产高效的发展以及能够配制出高质量的乳化液,国内外乳化液的配比已经由人工地面混和、手控配液,发展到自动配液。
入混合室在该处造成真空,将抽吸乳化油到主喷射流中,使中性水与乳化油充分混合成一定浓度的乳化液。
为调节浓度,在被引射的乳化油管路上设置了可变节流装置。
这种方式依靠操作者按经验调节浓度,所配制的乳化液精度也很差。
分散型自动配液。
一般采用以浮子阀取代了手控配液方式中的截止阀,自动根据液位配制乳化液,在低液位时系统连通,向乳化液箱注液;当液位达到控制的最高液位时系统自动关闭,停止向乳化液箱注液。
在注液过程中能自动完成乳化油和中性水的混和,并且浓度按使用要求可以调节,配比稳定,工作性能及动作稳定、可靠,使用寿命长。
该方法操作简单方便,已开始在乳化液泵站上推广使用,无锡煤矿工程机械装备有限公司生产的VRB乳化液泵站、GRB乳化液泵站都使用了这种配液方式。
针对目前煤矿以上乳化液配比方法的不足的现状,本课题研究开发了乳化液自动配比系统,提出了无人值守自动乳化液配比装置。
该系统不仅能够实现乳化液配比的全自动化,而且所配乳化液的质量较高,浓度能够满足《煤矿安全规程》的要求。
解决了目前困挠煤矿生产的乳化液配比问题,它既可以独立使用进行乳化液配制也可以与大型乳化液泵站配合使用向综采工作面提供动力乳化液。
这对于提高煤矿生产的效益具有极为重要的意义。
乳化液浓度自动检测及其配比系统
・
5 2・
煤
矿
机 电
20 06年第 3期
乳 化 液 浓 度 自动 检 测 及 其 配 比系统
王 晓 丽
( 西安工业学 院 机电学院 , 陕西 西安 70 5 ) 10 4 制 核心 的乳 化液 浓度 检测 与 自动配 比系统 , 系统 可 实现对 乳 化液浓 该
维普资讯
20 06年第 3期
煤
矿
机
Ab ta t T e p p rit d c st e tsi g a d a t mai x n y t m fe li n c n e t t n b s d o P s rc : h a e r u e h e t n u o t mii g s s n o n c e o mu s o c n r i a e n I C, o ao
2 系统 结构 及 工作原 理
I化 l 乳 乇箱 液
—.—堡 — l —1墨 壁 .— — 墨
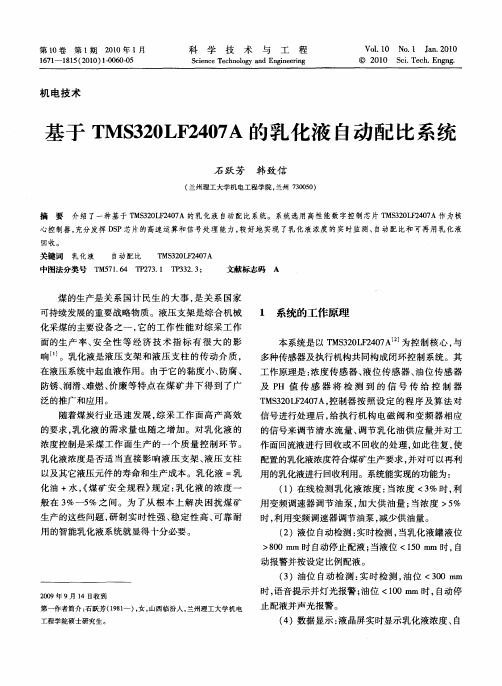
图 1 系统 结 构 示 意 图
系统 的工作 原 理 是 : 根据 乳化 液 的设 定 浓 度值 以及浓 度传 感器 检测 到 的实 际浓度 值计 算 出浓度偏 差 , 过一 定 的控 制算 法 , 出 步进 电机 的 转 速 , 通 得 利 用 H 62 Y 20计 数 卡 向步 进 电机 发 送 合 适 的 脉 冲 , 控 制 步进 电机 的转 速 , 而控 制 了乳 化 油 向乳 化液 箱 进
wh c e lz st e c mb n to fo -i e t si g a d a o tc mii g o mu so . Co sd rn he lmi fo e - i h r aie h o i ai n o n ln e tn n utma i xn fe li n n i e g t i to v r i d s g n t e c u fmii g a d t e c r c e si ft e a t ao o a e i h o pe o xn n h ha a tr tc o h cu tr,te r src e o to lo t m sa o e i h e ti td PIc n r la g r h i d ptd. i An e mii g efce c s g e ty i r v d. d t xn f i n y i r al mp o e h i
乳化液自动配比

目录1 绪论 (1)1.1课题背景 (1)1.1.1乳化液简介 (1)1.1.2乳化液在煤矿中的应用 (2)1.1.3乳化液在煤矿应用过程中出现的问题 (3)1.2国内外研究历史、现状及发展趋势 (5)1.2.1乳化液配比 (5)1.2.2乳化液浓度检测 (7)1.2.3乳化液自动配比与浓度检测 (9)1.3课题研究的目的和意义 (9)1.4主要研究内容 (10)1.5本章小结 (10)2 乳化液质量控制技术分析 (11)2.1乳化液质量 (11)2.1.1乳化液质量指标 (11)2.1.2乳化液质量影响因素分析 (12)2.2乳化液的制备过程及质量控制 (12)2.2.1乳化液制备原料 (12)2.2.2乳化液制备原料的相互适应性 (15)2.2.3乳化液配比及质量保证 (16)2.2.4乳化液混合乳化及质量控制 (17)2.3乳化液的存储、使用及质量控制 (18)2.4人员素质与乳化液质量控制 (20)2.5本章小结 (22)3 乳化液自动配比与浓度检测系统总体设计 (23)3.1系统功能分析 (23)3.2系统总体设计 (24)3.3系统工作过程分析 (25)3.3.1系统工作原理 (25)3.3.2系统控制原理 (26)3.4子系统总体设计 (27)3.4.1乳化液自动配比装置总体设计 (27)3.4.2乳化液浓度检测装置总体设计 (27)3.5本章小结 (28)4 乳化液自动配比与混合乳化装置设计 (29)4.1容积式自动配比原理与在线管道多级混合方法 (29)4.1.1容积式自动配比原理 (29)4.1.2在线管道多级混合方法 (29)4.2水力式容积配比方案设计 (30)4.2.1椭圆齿轮流量计介绍 (30)4.2.2液压齿轮泵介绍 (31)4.2.3配比装置设计计算与使用说明 (32)4.2.4配比装置运行实验及分析 (36)4.3柱塞式容积配比方案介绍 (41)4.4混合乳化装置设计 (42)4.4.1三通混合元件设计选用 (42)4.4.2静态混合器设计选用 (43)4.5本章小结 (45)5 乳化液浓度检测部分设计 (46)5.1检测原理方案介绍 (46)5.2方案选择 (47)5.3乳化液折射特性实验研究 (48)5.3.1实验材料及仪器 (48)5.3.2实验过程 (48)5.3.3实验数据及处理 (48)5.4棱镜反射法方案检测系统详细设计 (52)5.4.1测量原理详细分析 (52)5.4.2测量装置光学系统及元件设计 (52)5.5本章小结 (58)6 结论与展望 (59)参考文献 (61)致谢.............................................................................................................. 错误!未定义书签。
基于TMS320LF2407A的乳化液自动配比系统
第一作者简介 : 石跃芳 (9 1 ) 女 , 18 一 , 山西临汾人, 兰州理工大学机 电
工程 学 院硕 士 研 究生 。
1 期
石跃芳 , : 于 T 30 F 4 7 等 基 MS2 L 20 A的乳化液 自动配 比系统
6 1
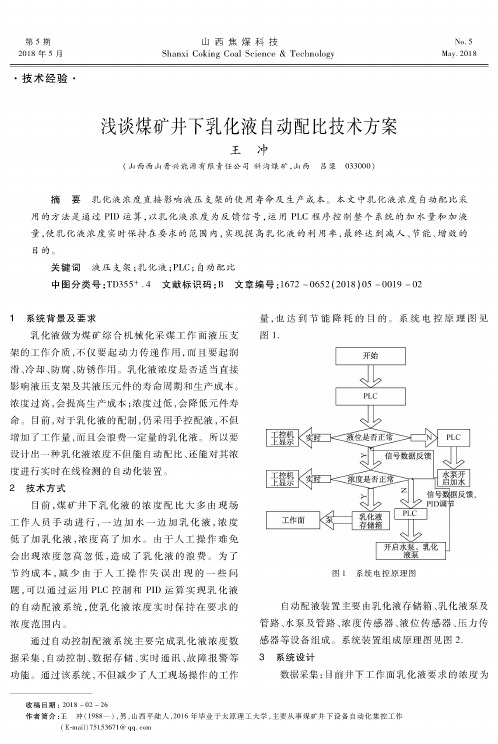
图 1 系统 原 理 框 图
动配 液状 态 、 位 、 液 油位 及故 障类 别 。 ( )P 5 H值 检 测 : 时 检 测 , 实 当工 作 面 回流 的乳 化液 的 P H值不 在 87 _ . . _92之 间时 , 制 电磁 阀使 控 回流 液进入 废液 箱 ; 否则 , 进入 乳化 液罐 。 ( )配 液开 始 则搅 拌 器 开 始 工 作 , 液 停 止 搅 6 配
作 面 回流液 进行 回收或 不 回收 的处 理 , 如此 往 复 , 使
配置 的乳化液浓度符 合煤矿 生产要求 , 并对 可 以再利 用 的乳化液进行 回收利用 。系统 能实现 的功能 为 :
以及 其 它液压元 件 的寿命 和生产 成 本 。乳化 液 =乳 化 油 +水 , 煤 矿 安 全 规 程 》 定 : 《 规 乳化 液 的浓 度 一 般 在 3 _ % 之 间。为 了从 根 本 上 解 决 困扰 煤 矿 %_5 生 产 的这些 问题 , 制 实 时性 强 、 定 性 高 、 研 稳 可靠 耐
( )油位 自动 检 测 : 时 检 测 , 位 < 0 3 实 油 3 0 mm
20 09年 9月 1 日收到 4
时 , 音提示 并灯 光报警 ; 位 <10m 时 , 语 油 0 m 自动 停 止配 液并声 光报 警 。
( )数 据显 示 : 晶屏 实时显 示乳 化液 浓度 、 4 液 自
第 1 0卷
自动化工作面自动配比泵站司机操作规程
自动化工作面自动配比泵站司机操作规程自动化工作面自动配比泵站司机操作规程一、适用范围1、本规程适用于自动化工作面自动配比泵操作工的作业。
2、适用于智能型乳化液自动配比系统的操作,乳化液配比泵站型号为:BZRK400(200-315)/31.5。
二、上岗条件1、配比泵司机必须熟悉乳化液自动配比系统操作方法、系统组成和乳化液配比融合要求,通晓本操作规程。
2、能够按完好标准维护保养乳化液自动配比系统,懂得本工作面作业规程,经培训考试合格并持证直升上岗。
三、安全规定1、上班前严禁喝酒,其他工作期间要集中精力,严格遵守本规章制度及《煤矿安全规程》的有关规定。
2、司机须执行交接班制度,交接班在工作面现场进行。
交接双方要对设备进行全面检查,发现问题应及时处理或报告班长,交班者升井后要到队值班室填写起动记录。
3、根据工作面生产情况或检修的实际需要,决定开或停泵,减少泵的无功运行。
4、严禁不熟悉泵状况的人员警务人员任意操作。
四、操作准备1、电器控制装置电源连接正常,供电电压稳定。
2、电器控制装置后接线腔引出电缆经护套第一组胶管分别与油箱、液箱连接正常。
3、水源接入两个配液泵站,且保持进水通畅。
4、乳化油桶预放置在配液系统旁边。
便携式油泵吸大路油管路插入铁桶,出油槽路连接油箱进油口。
5、有液箱连接的两条配油管路连接正常。
6、远程供液泵进液口连接液箱出液过滤器,出液口连接供液管路。
五、操作过程1、设备上电后成功进行自检。
2、声光提示油箱缺油,用便携式油泵向油箱供油。
3、油箱内油位正常,液箱开始自动配液。
此时两个进水电磁阀馈电打开自动进水,配间隔油泵按设定时间自动进油,混合器同步工作或使乳化液迅速乳化。
4、液位传感器检测红外液位到达上限时自动配液状态停止。
5、当前浓度不在要求范围内时自动进行校正。
浓度过高时校正水阀工作,浓度过低时校正油泵工作。
6、如液位传感器失灵上部时还有一个机械式浮球开关进行液位保护,防止乳化液溢出。
浅谈煤矿井下乳化液自动配比技术方案
•技术经验•浅谈煤矿井下乳化液自动配比技术方案王冲(山西西山晋兴能源有限责任公司斜沟煤矿,山西吕梁033000)摘要乳化液來度直接影响液压支架的使用寿命及生产成本$本文中乳化液來度自动配比采用的方法是通过P ID 运算,以乳化液來度为反馈信号,运用P L C 程序控制整个系统的加水量和加液 量,使乳化液來度实时保持在要求的范围内,实现提高乳化液的利用率,最终达到减人、节能、增效的 目的。
关键词液压支架;乳化液;PLC &自动配比中图分类号:TD3550.4文献标识码:B文章编号:1672 -0652(2018)05 -0019 -021系统背景及要求乳化液做为煤矿综合机械化采煤工作面液压支架的工作介质,不仅要起动力传递作用,而且要起润 滑、冷却、防腐、防诱作用。
乳化液浓度是否适当直接 影响液压支架及其液压元件的寿命周期和生产成本。
浓度过高,会提高生产成本;浓度过低,会降低元件寿 命。
目前,对于乳化液的配制,仍采用手控配液,不但 增加了工作量,而且会浪费一定量的乳化液。
所以要 设计出一种乳化液浓度不但能自动配比、还能对其浓 度进行实时在线检测的自动化装置。
2技术方式目前,煤矿井下乳化液的浓度配比大多由现场 工作人员手动进行,一边加水一边加乳化液,浓度 低了加乳化液,浓度高了加水。
由于人工操作难免 会出现浓度忽高忽低,造成了乳化液的浪费。
为了 节约成本,减少由于人工操作失误出现的一些问 题,可以通过运用P L C 控制和b D 运算实现乳化液 的自动配液系统,使乳化液浓度实时保持在要求的 浓度范围内。
通过自动控制配液系统主要完成乳化液浓度数 据采集、自动控制、数据存储、实时通讯、故障报警等 功能。
通过该系统,不但减少了人工现场操作的工作第5期 山西焦煤科技#$ 52018 年 5 月Shanxi C okin g C oal S cien ce 6 T ech nologyMay. 2018收稿日期:2018 - 02 - 26作者筒介:王冲(1988 —),男,山西平陆人,2016年毕业于太原理工大学,主要从事煤矿井下设备自动化集控工作! E -mail ) 75153671@qq . com量,也达到节能降耗的目的。
矿用乳化液自动配比与高压反冲洗过滤站装置概述

3.2 主要技术特点
1. 电控系统为本安型设计,安全性高、故障率低,维护检修方便; 2. 引入最先进的浓度检测技术,无需取样,实现乳化液浓度在线检测,实现配比过 程PID闭环控制,控制精度高; 3. 专利结构电动先导阀,能有效消除“ 水锤效应 ” ,减少阀在打开关闭过程中对 管路、设备的冲击和损害,延长部件寿命; 4. 先进的混液器组件,以水流作动力,混液、乳化同时完成,配比一致性好; 5. 专利结构流量调节器,可根据浓度反馈信号,自动精确调节混液器吸油量大小,
精确控制配比达到设定浓度; 6. 采用5.7寸彩色TFT液晶屏,全中文图形化操作界面,工作状态动态模拟显示,观
察操作直观方便; 7. 监测数据可接入我公司的KJ216系统,实现乳化液浓度实时在线监测。 8. 配液过程微电脑全自动控制,具有全自动无人值守功能,可大大降低劳动强度,
提高配液效率和质量; 9. 自动配比装置和乳化液箱具有液压调平功能,可以在有一定倾角的工作面安装使
1 项目概述
乳化液是我国煤矿液压支架主要的工作介质,乳化液的供液浓度和洁净度是判定 乳化液供液质量是否合格的最重要的指标。按照煤矿安全规程要求,乳化液的供液浓 度应达到3%~5%,浓度过低乳化液的润滑性能和防锈性能降低,支架油缸、液压阀 组等容易锈蚀,造成设备故障或缩短设备使用寿命;浓度过高乳化液的起泡性和对橡 胶密封材料的溶胀性会增加,密封元件容易损坏,同时会造成大量乳化油的浪费。而 乳化液的污染或洁净度不达标,不但会加大泵站系统磨损,大大缩短泵站的服务寿命, 还会造成支架阀组的堵塞、损坏,增加故障率,液压系统安全阀保护开启不灵敏,液 压密封部件损坏等。据统计,在液压系统故障中有70%是由液压介质污染引起的,每 年因乳化液的不达标造成的直接损失达数亿元。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
山东中煤集团
Zmjt055
目录
C
01
乳化液自动配比器简介
ONTENTS
02
乳化液自动配比器特点
03
乳化液自动配比器主要技术参数
04
出口国家
乳化液自动配比器简介
• 乳化液自动配比器为使用乳化液为工作介质的各种设备进行自动配比的设 备。在普采和综采工作面上广泛使用。Zmjt055
乳化液自动配比器特点
• 乳化液自动配比器集进水与吸油为一体,自动化程度高,基本上不受水压 变化的影响。
乳化液自动配比器主要技术参数
• • • • • 乳化油箱容积:25升;40L. 配比调节范围:1.5-5% 进水压力:≥5.5kgf/cm2 重量:8KG 容量:30L
出口国家
• 该产品已出口美国、法国、加拿大、印尼、俄罗斯、越南、澳大利