硬质合金外圆车刀常用切削速度
数控刀具的选择方法
数控刀具的选择方法1、数控刀具的选择数控机床刀具的选择和确定是数控加工中的重要内容,它不仅影响数控机床的加工效率,而且直接影响加工质量。
它与普通机床相比,对刀具提出了更高的要求,这体现在要求精度高、刚性好、装夹调整方便、切削性能强、寿命长等方面。
数控刀具的选择是在数控编程的人机交互状态下进行的,应根据机床的加工能力、工件材料的性能、加工工序、切削用量以及其他相关因素正确选用刀具及刀柄。
刀具选择总的原则是:安装调整方便、刚性好、寿命长和精度高。
在满足加工要求的前提下尽量选择较短的刀柄,以提高刀具加工的刚性。
选择刀片或刀具时应考虑的因素是多方面的。
随着机床种类、型号的不同,生产经验和习惯的不同以及其他种种因素而得到的效果是不相同的,归纳起来应该考虑到以下几个方面。
(1)刀片形状的选择加工的零件形状是选择刀片形状的第一依据。
刀片安装在刀柄上,刀具主、副切削刃不得与工件的已加工表面或待加工表面发生干涉。
刀具形状与切削区的刀尖角的大小有直接关系,因此刀片形状直接影响刀尖强度,刀尖角越大,刀尖强度越高。
按刀尖角大小顺序排为:R、O、H、P、S、L、M、A、B、W、C、E、T、K、D、V。
另外,刀尖角越大,车削中对工件的径向分力越大,越易引起切削振动,故精加工时宜采用较小的刀尖角型号。
在保证刀具强度、工件精度的前提下,可选用切削刃较多的W型、T型刀片。
此外,某些刀片形状的使用范围有其专用性。
如D型、V型车削刀片一般只在仿形车削时才使用。
R型刀片在仿形、车削盘类零件(车轮)、曲面加工时采用。
(2)刀片主切削刃后角的选择当刀片后角选N型0°时,刀片可正反使用,这样可以降低刀片成本。
此时刀柄上的刀片安装面不是水平的,当刀片与刀体组合后,刀具形成正的后角,只是刃倾角为负。
由于数控机夹刀片一般都有断屑槽,故前角也为正值。
因此N型刀片被较多选用,选用时注意考虑槽形。
另外,由于该型刀具的刃倾角为负,在进行曲面加工时,刀具上切削点位置不同,且不在同一中心高上,故在进行较大的精密曲面加工时会造成误差。
车床加工基本知识

车床加工基本知识图书搜索一、车刀材料在切削过程中,刀具的切削部分要承受很大的压力、摩擦、冲击和很高的温度。
因此,刀具材料必须具备高硬度、高耐磨性、足够的强度和韧性,还需具有高的耐热性(红硬性),即在高温下仍能保持足够硬度的性能。
常用车刀材料主要有高速钢和硬质合金。
1.高速钢高速钢又称锋钢、是以钨、铬、钒、钼为主要合金元素的高合金工具钢。
高速钢淬火后的硬度为HRC63~67,其红硬温度550℃~600℃,允许的切削速度为25~30m/min。
高速钢有较高的抗弯强度和冲击韧性,可以进行铸造、锻造、焊接、热处理和切削加工,有良好的磨削性能,刃磨质量较高,故多用来制造形状复杂的刀具,如钻头、铰刀、铣刀等,亦常用作低速精加工车刀和成形车刀。
常用的高速钢牌号为W18Cr4V和W6Mo5Cr4V2两种。
2.硬质合金硬质合金是用高耐磨性和高耐热性的WC(碳化钨)、TiC(碳化钛)和Co(钴)的粉末经高压成形后再进行高温烧结而制成的,其中Co起粘结作用,硬质合金的硬度为HRA89~9 4(约相当于HRC74~82),有很高的红硬温度。
在800~1000℃的高温下仍能保持切削所需的硬度,硬质合金刀具切削一般钢件的切削速度可达100~300m/min,可用这种刀具进行高速切削,其缺点是韧性较差,较脆,不耐冲击,硬质合金一般制成各种形状的刀片,焊接或夹固在刀体上使用。
常用的硬质合金有钨钴和钨钛钴两大类:(1)钨钴类(YG)由碳化钨和钴组成,适用于加工铸铁、青铜等脆性材料。
常用牌号有YG3、YG6、YG8等,后面的数字表示含钴量的百分比,含钴量愈高,其承受冲击的性能就愈好。
因此,YG8常用于粗加工,YG6和YG3常用于半精加工和精加工。
(2)钨钛钴类(YT)由碳化钨、碳化钛和钴组成,加入碳化钛可以增加合金的耐磨性,可以提高合金与塑性材料的粘结温度,减少刀具磨损,也可以提高硬度;但韧性差,更脆、承受冲击的性能也较差,一般用来加工塑性材料,如各种钢材。
车削加工的基本知识

项目一 车削加工的基本知识(1.3)
1.3 切削用量的选择
二、选择切削用量的原则 2.半精车、精车时切削用量的选择
半精车、精车时,主要以保证工件加工精度为主,但也要注意提高生产率及保证 车刀寿命。
半精车、精车的切削余量是根据技术要求由粗车留下的,原则上半精车和精车都 是一次进给完成。当工件表面粗糙度值要求较小,一次进给无法保证表面质量时才 可分两次或三次进给,但最后一次进给的背吃刀量不得小于0.1 mm。
表面粗糙度的评 定参数有轮廓算术平 均偏差Ra 及轮廓最 大高度 。通常选用 的最基本参数是Ra 。
项目一 车削加工的基本知识(1.5)
1. 表面粗糙度参数
一、影响表面粗糙度的因 素 影响表面粗糙度值大小的 因素主要有残留面积(图 1-34)、积屑瘤和振动 等,车削时,车刀主、副 切削刃在工件已加工表面 上留有痕迹,这些未被切 去部分的截面积就称为残 留面积。
实验证明:当背吃刀量增大一倍时,主切削力也增大一倍;进给量增大一倍时, 主切削力只增大0.7~0.8倍;低速切削塑性材料时,切削力随切削速度的提高而减小; 切削脆性材料的金属时,切削速度的变化对切削力的影响并不明显。
项目一 车削加工的基本知识(1.4)
1.4 金属切削过 程(3)车刀几何角度 车刀几何角度中对切削力影响最大的是前角、主偏角和刃倾角。
方法来减小残留面积中的残留高度。 (2)增大刀尖圆弧半径 刀尖圆弧也不宜过大,太大时易引起振动,所以刀
尖圆弧半径要大小适当。 (3)减小进给量。
项目一 车削加工的基本知识(1.5)
1.5 表面粗糙度参数
二、表面粗糙度值大的现象、原因及解决措施 2.工件表面有硬点或毛刺
工件表面有硬点和毛刺是由于积屑瘤脱落嵌入 工件而造成的。要想避免硬点或毛刺,必须防止 积屑瘤的产生,即使用高速钢车刀时,要选择较 低的切削速度( <5 m/min);使用硬质合金 车刀时,一定要选取高速( >70 m/min)。
硬质合金车刀车削工件时进给量参考值

硬质合金车刀车削工件时进给量参考值硬质合金车刀粗车外圆端面的进给量(参考值)
硬质合金外圆车刀精车的进给量(参考值)mm/r
注:1、加工断续表面及有冲击的工件时,表内进给量应乘系数K=0.65~0.75;
2、在无外皮加工时,表内进给量应乘第数K=1.1;
3、加工耐热钢及其合金时,进给量不大于0.6mm/r;
4、加工调质钢时,乘以系数K=0.8;
5、加工淬硬钢时,进给量应减小.当钢的硬度为44~56HRC时,乘系数
K=0.7;当钢的硬度为57~62HRC时,乘系数K=0.5。
6、可转位刀片的允许最大进给量不应超过其刀尖圆弧半径数值的80%。
7、rε=0.5mm,用于12×12以下刀杆,rε=1mm,用于30×30以下刀杆,rε=2mm,用于30×45及以上刀杆。
论金属切削加工的切削速度
论金属切削加工的切削速度摘要:本文主要论述切削速度对金属切削加工的质量、生产效率、生产成本的影响以及一些常见加工情况的选择。
关键词:切削速度;切削加切削速度是刀具切削刃上选定点相对于工件的主运动方向的速度。
与工件(或刀具)选定点的旋转直径(通常取最大直径)和主轴转速成正比,是切削用量三要素之一,在三要素中对切削加工影响最大的参数。
对保证金属切削加工的顺利进行、保证加工质量、提高生产效率、降低生产成本都有非常重要的意义。
首先是影响加工质量。
金属切削加工的质量体现在尺寸精度、表面粗糙度和形状位置精度。
切削速度对加工质量的影响主要是影响工件的表面粗糙度。
因为当用中等切削速度(15~20mm/min)切削塑性金属(特别是钢料)时很容易形成积屑瘤,由于积屑瘤是不稳定的,它时长时灭、时大时小,在这一过程中,一部分被切屑带走,另一部分会嵌入工件的已加工表面,使表面产生硬点和毛刺,增大了工件的表面粗糙度。
由于它时长时灭、时大时小,所以也会影响尺寸精度。
其次是影响生产效率。
衡量生产效率高低的指标之一是基本时间。
如车外圆时的基本时间计算公式是tm=πAdl/1000vfap。
由切削功率Pm=Fzv,机床电机功率PE=Pm/ηm,Fz=2000fap,得tm=2πAdl/PEηm。
因此可得当总切削量一定时,切削时间与电机功率成反比,当总切削量、电机功率、切削深度和进给量一定时,切削时间与切削速度成反比且有最大值。
所以如果没有掌握切削速度与切削时间的关系,就会影响生产效率。
三是影响生产成本。
零件的生产成本就切削加工环节而言主要是人工费、电费、厂地机床折旧费、刀具消耗等因素。
其中人工费、电费相对固定。
厂地机床折旧费与生产效率成反比,也就是生产效率越高成本越低(因为切削速度会影响生产效率)。
刀具消耗的多少是受刀具耐用度的影响。
刀具耐用度越高刀具消耗就越少,成本就越低。
而在切削用量中,对刀具耐用度影响最大的是切削速度。
切削速度对刀具耐用度的影响比较复杂,不是说切削速度越高或越低刀具耐用度就越好,而是要根据工件材料、刀具材料选择合理的切削速度才能提高刀具耐用度,降低生产成本。
切削力与切削功率
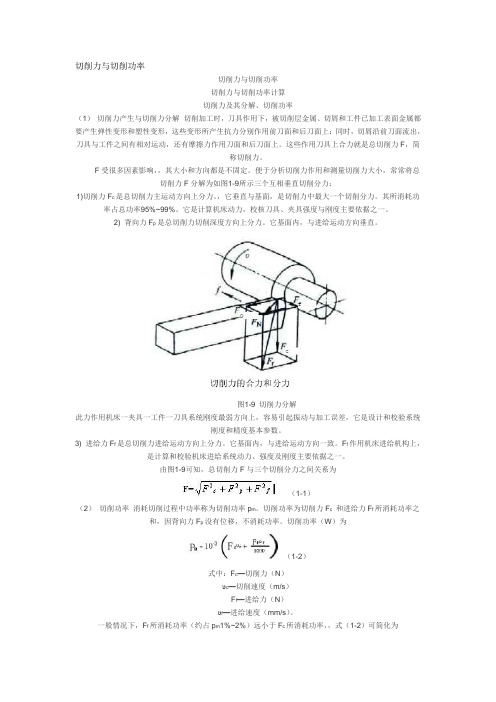
切削力与切削功率切削力与切削功率切削力与切削功率计算切削力及其分解、切削功率(1)切削力产生与切削力分解切削加工时,刀具作用下,被切削层金属、切屑和工件已加工表面金属都要产生弹性变形和塑性变形,这些变形所产生抗力分别作用前刀面和后刀面上:同时,切屑沿前刀面流出,刀具与工件之间有相对运动,还有摩擦力作用刀面和后刀面上。
这些作用刀具上合力就是总切削力F,简称切削力。
F受很多因素影响,,其大小和方向都是不固定。
便于分析切削力作用和测量切削力大小,常常将总切削力F分解为如图1-9所示三个互相垂直切削分力:1)切削力F c是总切削力主运动方向上分力。
,它垂直与基面,是切削力中最大一个切削分力。
其所消耗功率占总功率95%~99%。
它是计算机床动力,校核刀具、夹具强度与刚度主要依据之一。
2) 背向力F p是总切削力切削深度方向上分力。
它基面内,与进给运动方向垂直。
图1-9 切削力分解此力作用机床一夹具一工件一刀具系统刚度最弱方向上,容易引起振动与加工误差,它是设计和校验系统刚度和精度基本参数。
3) 进给力F f是总切削力进给运动方向上分力。
它基面内,与进给运动方向一致。
F f作用机床进给机构上,是计算和校验机床进给系统动力、强度及刚度主要依据之一。
由图1-9可知,总切削力F与三个切削分力之间关系为(1-1)(2)切削功率消耗切削过程中功率称为切削功率p m。
切削功率为切削力F c--和进给力F f所消耗功率之和,因背向力F p没有位移,不消耗功率。
切削功率(W)为(1-2)式中:F c—切削力(N)υc—切削速度(m/s)F f—进给力(N)υf—进给速度(mm/s)。
一般情况下,F f所消耗功率(约占p m1%~2%)远小于F c所消耗功率,,式(1-2)可简化为(1-3)按上式求P m后,如要计算机床电动机功率P E,还应将P m除以机床传动效率ηm(一般取ηm=0.75~0.85),即(1-4)2.切削分力经验公式目前,生产中计算切削分力经验公式可分为两类:一类是按单位切削力进行计算。
车削加工参数

车削加工参数1切削用量选定原则选择机械加工切削用量就是指具体确定切削工序的切削深度、进给量、切削速度及刀具耐用度。
选择切削用量时,要综合考虑生产率、加工质量和加工成本。
从切削加工生产率考虑:切削深度、进给量、切削速度中任何一个参数增加一倍,都可提高生产率一倍。
从刀具耐用度考虑:应首先采用最大的切削深度,再选用大的进给量,然后根据确定的刀具耐用度选择切削速度。
从加工质量考虑:精加工时,采用较小的切削深度和进给量,采用较高的切削速度。
2车削加工参数2.1车削要素切削速度v:工件旋转的线速度,单位为m/min。
进给量f:工件每旋转一周,工件与刀具相对位移量,单位为mm/r。
切削深度ap:垂直于进给运动方向测量的切削层横截面尺寸,单位为mm。
Ra :以轮廓算术平均偏差评定的表面粗糙度参数,单位为^m。
dw :工件直径,单位为mm。
切削速度与转速关系:jsin nd1000 318_3 m/minlOOOv 3183vH - -- -= ---就』r/minv:切削速度,工件旋转的线速度,单位为m/min。
n:工件的转速,单位为r/min。
d:工件观察点直径,单位为mm。
2.2车削参数45钢热轧状态(硬度:187HB)外圆车削钢调质状态(硬度:28〜32HRC)外圆车削4540Cr钢热轧状态(硬度:212HB)外圆车削28〜32HRC)外圆车削40Cr钢调质状态(硬度:28〜32HRC)内圆车削TC4固溶处理并时效状态(硬度:320〜380HB)外圆车削TC4固溶处理并时效状态(硬度:320〜380HB)内圆车削。
机械加工工种定额、工时(车、铣、镗)切削用量参考表(工时计算)

定额工时参照表
硬质合金车刀粗车外圆端面的进给量(参考值)
硬质合金外圆车刀精车的进给量(参考值) mm/r
注:1、加
工断续表面
及有冲击的
工件时,表
内进给量应
乘系数K=
0.65~
0.75;
2、在
无外皮加工
时,表内进
给量应乘第
数K=1.1;
3、加工耐热钢及其合金时,进给量不大于
0.6mm/r; 4、加工调质钢时,乘以系数K=0.8;
6、可转位刀片的允许最大进给量不应超过其刀尖圆弧半径数值的80%。
工件材 2、表中较小 3、 5、加工淬硬钢时,进给量应减小.当钢的硬度为44~56HRC时,乘系数K=0.7;当钢的硬度为57~62HRC时,乘系数K=0.5。
7、rε=0.5mm,用于12×12以下刀杆,rε=1mm,用于30×30以下刀杆,rε=2mm,用于30×45及以上刀杆。
车不锈钢的常用切削用量
铣刀每齿进给量fz的推荐值
或手动
和三面刃削速度及进给量均应适当减
小。