锥齿轮副啮合侧隙的控制
5—6齿轮传动间隙调整

两个薄片齿轮与宽齿 薄片斜齿轮
轮啮合时分别负责不同的
垫片
方向(正向和反向),起到
消除侧隙的作用。
(1)轴向垫片调整结构 宽齿轮
薄片斜齿轮
斜齿轮轴向垫片消隙结构
(2)轴向压簧调整结构
薄片斜齿轮
薄片斜齿轮
薄片斜齿轮
弹簧 螺母
弹簧 螺母
宽齿轮 宽齿轮
螺旋弹簧法
碟形弹簧法
斜齿轮轴向压簧消隙结构
渐开线齿轮加工常用方法简介
一、仿形法
仿形法是在普通铣床上用轴向剖面形状与被切齿 轮齿槽形状完全相同的铣刀切制齿轮的方法。
齿轮铣刀 齿轮坯 心轴来自盘形铣刀铣齿 指形铣刀铣齿
铣齿过程
仿形法加工示意图
二、展成法
展成法是利用一对齿轮无侧隙啮合时两轮的齿 廓互为包络线的原理加工齿轮的。
展成法切制齿轮常用的刀具:
齿轮插刀 齿条插刀 齿轮滚刀
2.直齿圆柱齿轮副消除侧隙的结构
(1)偏心轴套调整结构
(2)锥齿轮调整结构 齿轮
偏心轴套 齿轮
偏心轴套调整结构
垫片
齿轮
齿轮
锥齿轮调整结构
(3)双片齿轮错齿调整结构
弹簧 凸耳
螺母 调节 凸耳 螺钉
薄片齿轮 可调弹簧式
薄片齿轮
短柱 薄片齿轮 弹簧
周向弹簧式
双片齿轮错齿消隙结构
3.斜齿轮传动消除间隙结构
§5—6 齿轮传动间隙调整
了解齿轮传动间隙的调整。
一、齿轮传动间隙
齿侧间隙是由于 齿轮的制造误差、安 装误差等原因,造成 齿轮副的轮齿齿侧在 法向(传力方向)存 在一定的间隙,简称 为侧隙。
齿侧间隙
二、调整齿轮传动间隙的结构
1.齿轮传动间隙对数控机床的影响
锥齿轮研齿机自动侧隙检验及调整原理
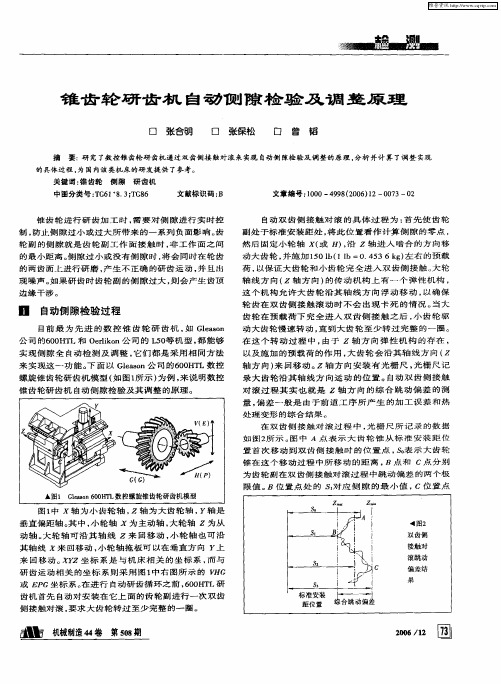
E 自动侧隙检验过程 l
目前 最 为 先 进 的 数 控 锥 齿 轮 研 齿 机 , Gla o 如 esn
公 司 的6 0 T 0 H L和 O rk n公 司 的 L 0 机 型 , 能 够 el o i 5等 都 实 现 侧 隙 全 自动 检 测 及 调 整 , 们 都 是 采 用 相 同 方 法 它 来 实 现 这 一 功 能 。 面 以 G esn公 司 的 6 0 T 下 lao 0 H L数 控
动 犬 齿 轮 , 施 加 1 0l 1l 并 5 b:0 4 36k ) 右 的 预 载 b( . 5 g 左
轮 副 的 侧 隙 就 是 齿 轮 副 5 作 面 接 触 时 , 工 作 面 之 间 1 2 非 的最小 距离 。 隙过 小或 没 有侧 隙 时 , 会 同时在 轮齿 侧 将 的 两 齿 面 上 进 行 研 磨 , 生 不 正 确 的 研 齿 运 动 , 且 出 产 并 现噪声 。 果 研齿 时 齿轮 副 的侧 隙过 大 , 会 产生 齿顶 如 则
边 缘 干涉 。
荷, 以保 证 大 齿 轮 和 小 齿 轮 完 全 进 入 双 齿 侧 接 触 。 轮 大
轴线方向( z轴 方 向 ) 传 动 机 构 上 有 一 个 弹 性 机 构 , 的 这 个 机 构 允 许 大 齿 轮 沿 其 轴 线 方 向 浮 动 移 动 , 确 保 以 轮 齿在 双 齿侧 接 触滚 动 时不 会 出现 卡死 的情 况 。 大 当 齿 轮 在 预 载 荷 下 完 全 进 入 双 齿 侧 接 触 之 后 , 齿 轮 驱 小 动 大齿 轮慢 速 转动 , 到大 齿 轮 至少 转 过 完整 的一 圈 。 直
在 这 个 转 动 过 程 中 , 于 z轴 方 向 弹 性 机 构 的存 在 , 由
汽车分动器齿侧间隙调整优化技术
中图分类号 : 4 32 5 U6 . 1
文献标识码 : A
文章 编号:6 2 5 5 ( 0 7 0 - 0 6 0 1 7 — 4 X 2 0 )4 0 0 — 3
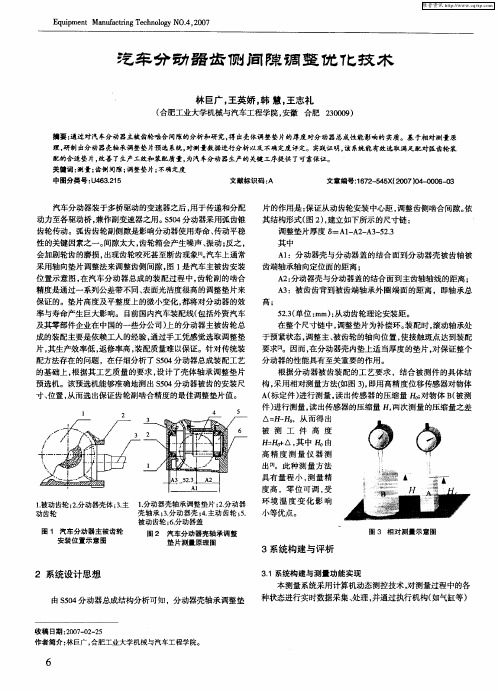
汽车分动器装 于多桥驱动的变速器之后 , 用于传递和分配 动力至各驱动桥 , 兼作副变速器之用。¥0 54分动器采用弧齿锥 齿轮传动。弧齿齿轮副侧隙是影 响分动器使用寿命 、 传动平稳 性 的关键因素之一 。 间隙太 大 , 轮箱会产生噪声、 齿 振动 ; 反之 , 会加剧轮齿 的磨损 , 出现齿轮咬死甚至断齿现象【 汽车上通常 】 1 。 采用轴向垫片调整法来调整齿侧 间隙 , 1 图 是汽车主被齿安装 位置示意图 , 汽车分动器总成的装配过程 中 , 在 齿轮副 的啮合 精度是通过一系列公差带不同、 表面光 洁度很高的调整 垫片来 保证的。垫片高度及平整度上 的微小变化 , 都将对 分动器的效 率与寿命产生 巨大影响。 目前 国内汽车装配线 ( 括外 资汽车 包 及其 零部件企业在 中国的一些分公司 ) 的分动器主被齿轮 总 上 成的装配主要是依赖工人的经验 , 通过手工凭感觉选取调整 垫 片, 其生产效率低 , 返修率高 , 配质量难 以保证。针对 传统装 装 配方法存在的问题 ,在仔 细分析 了 ¥ 0 5 4分动器总成装 配工艺 的基 础上 , 根据其工艺质 量的要求 , 计了壳体轴承调整垫 片 设
预选机 。该预选机能够准确地测 出 ¥ 0 5 4分动器被齿 的安装尺
片的作用是 : 保证从动齿轮安装 中心距 , 调整齿侧啮合间隙。 依
其结构形式 ( 2 , 图 )建立如下所示 的尺寸链 : 调整垫片厚度 8 =A1A 一 3 5 . 一 2 A - 23 其 中
齿轮传动中的齿轮副侧隙调整

齿轮传动中的齿轮副侧隙调整摘要:齿轮转动时,为了保证齿轮安全稳定的生产工作模式,常常需要考虑齿轮副的侧隙大小,来保障齿轮副工作的稳定性,也有一些精度要求过高的齿轮转动机构中需要消除侧隙,避免其造成的往复运动而带来的精度缺失。
本文系统分析常见的的几种影响齿轮副侧隙的因素和计算方法,在传统的基础上给出了几种利用结构设计来调整侧隙的方法,从而可以减少生产成本。
关键词:齿轮传动;侧隙;调整1齿轮副侧隙概述1.1 齿轮误差来源齿轮误差的主要来源来自于:传动时造成的齿轮间误差、安装时产生的系统误差、设计图纸和施工之间的误差、加工精度缺失而产生的误差、受温度影响造成的系统误差等。
其中,传动时产生的误差成为转动误差,常见于多轮工作时,与轴承、齿轮之间的的传动链在输出转角和理论转角不一致造成的误差,记为Δφ。
传动链中,齿轮加工中的零部件和安装都会造成齿轮加工误差,不同齿轮的粗糙度、孔轴间隙值、滚动轴承与机架配合的公差带及轴承动环的偏心值,都是单个齿轮中的切向综合误差ΔFi及装置误差所产生误差集合。
这些误差都将通过传动链传递到齿轮,在执行部件中显现出对应的参数值,可以对照理论值,产生的偏差即为误差大小。
1.2 齿轮副侧隙定义及作用齿轮副侧隙是指在一对齿轮啮合时,非工作齿面间的间隙。
在齿轮传动时,会产生摩擦作用而产生发热碰撞现象,在受力下也会造成齿轮表面变形,如果采取合适的间隙就会补偿其所产生的空隙,降低制造误差,起到齿廓润滑的作用。
通常情况下,可以通过制造公差来保证齿轮副侧隙大小。
而在一些精度要求过高的齿轮转动中,常见一些伺服系统,会出现因齿侧间隙造成的传动死区现象,造成闭环系统工作,这会造成齿轮系统工作的不稳定性,因此,在这种精度高的伺服系统中通常要采取较低的齿侧隙值、精度较高的齿轮副传动,以便提升传动精度,增强系统的稳定性。
工作齿轮齿面要求有润滑油膜,非工作齿面需要增加补偿升温和受力变形的影响,而渐开线圆柱齿轮副在正常传动中,齿轮副必须始终呈单齿面啮合工作状态。
5—6齿轮传动间隙调整
仿形法是在普通铣床上用轴向剖面形状与被切齿 轮齿槽形状完全相同的铣刀切制齿轮的方法。
齿轮铣刀 齿轮坯 心轴
盘形铣刀铣齿 指形铣刀铣齿
铣齿过程
仿形法加工示意图
二、展成法
展成法是利用一对齿轮无侧隙啮合时两轮的齿 廓互为包络线的原理加工齿轮的。
展成法切制齿轮常用的刀具:
齿轮插刀 齿条插刀 齿轮滚刀
插滚齿过程
滚齿齿型的形成
滚齿加工示意图
§5—6 齿轮传动间隙调整
了解齿轮传动间隙的调整。
一、齿轮传动间隙
齿侧间隙是由于 齿轮的制造误差、安 装误差等原因,造成 齿轮副的轮齿齿侧在 法向(传力方向)存 在一定的间隙,简称 为侧隙。
齿侧间隙
二、调整齿轮传动间隙的结构
1.齿轮传动间隙对数控机床的影响
由于齿轮副存在齿侧间隙,当工作台运动反向时, 会使工作台的反向动作响应滞后于指令信号,引起加 工误差。
2.直齿圆柱齿轮副消除侧隙的结构
(1)偏心轴套调整结构
(2)锥齿轮调整结构 齿轮
偏心轴套 齿轮
偏心轴套调整结构
垫片
齿轮
齿轮
锥齿轮调整结构
(3)双片齿轮错齿调整结构
弹簧 凸耳
螺母 调节 凸耳 螺钉
薄片齿轮 可调弹簧式
薄片齿轮
短柱 薄片齿轮 弹簧
周向弹簧式
双片齿轮错齿消隙结构
3.斜齿轮传动消除间隙结构
两个薄片齿轮与宽齿 薄片斜齿轮
轮啮合时分别负责不同的
垫片
方向(正向和反向),起到
消除侧隙的作用。
(1)轴向垫片调整结构 宽齿轮
薄片斜齿轮
斜齿轮轴向垫片消隙结构
(2)轴向压簧调整结构
薄片斜齿轮
齿轮副法向齿侧间隙的计算与检测
齿轮副法向齿侧间隙的计算与测量一、齿轮副法向侧隙的计算为保证齿轮副始终呈单面啮合的正常运转。
其工作齿面之间需有油膜润滑,而非工作齿面之间则要考虑到温升变形的影响,故齿轮副的工作齿面间和非工作齿面间都应有一足够而不过大的最小侧隙。
前者用于储油,后者用于弥补热膨胀所需。
这两者最小法向值之和称为齿轮副的最小法向齿侧间隙(简称最小侧隙jnmin) 其最小值取决于齿轮副的工作速度,润滑方式和温升。
与齿轮副的精度等级无关。
关于齿轮副的侧隙.GB10095—88规定采用基齿厚制,即利用减薄相配齿轮齿厚的办法获得。
为获得jnmin齿厚应有一最小减薄量(Ess齿厚上偏差)又因齿轮副的加工和安装不可能没有误差,如:-fpb、-fn.、Fβ和fx、fy等。
所以齿厚的最小减薄量,除取决于jnmin外还应考虑以上诸多误差都会对侧隙值产生减小的影响。
1.1齿轮副的最小法向齿侧间隙jnmin的计算:1)温升变形所需的最小法向侧隙jnmin1:jnmin1=a(α1△t1-α2△t2)×2sinαn式中:a——齿轮中心距(mm);α1,α2——齿轮和箱体材料的线膨胀系数;αn——齿轮法向啮合角;△t1,△t2——齿轮和箱体工作温度与标准温度之差:△t1=t1-20℃;△t2=t2-20℃。
2)保证正常油膜润滑所需的最小法向侧隙jn2:保证正常油膜润滑所需的最小法向侧隙jn2,取决于齿轮副的润滑方式和工作速度.当油池润滑时,jn2=(5~10)Mn(μm)。
当喷油润滑时,对于低速传动(工作速度v<10m/s),jn2=10Mn;对于中速传动(v=10~24m/s),jn2=30Mn;对于高速传动(v>60m/s),jn2=(30~50)Mn。
Mn为法向模数(mm)。
所以:齿轮副最小极限侧隙(jnmin)应为:jnmin=jn1+jn21.2齿轮副实际的最小法向侧隙(安装后的侧隙)的计算Jnmin′=|EssA+EssB|cosαn+(-fa)2sinαn-jn式中:EssA 和EssB ——AB 齿轮的齿厚上偏差;jn ——齿轮加工误差和齿轮副的安装无误差(fx ,fy )对侧隙的影响的最小量2f a ·sin αn —当齿轮副A/B 的中心距处于下偏差(-fa )时,对侧隙影响的最小值其中jn=222n 22)cos ()sin (cos 2n y n x pbB pbA f f F f f ααβ⋅+⋅++)α(+ 当=n α20°,F β=fx=2fy 时222104.2βF f f J pbB pbA n ++=1.3齿轮副最大法向侧隙jnmax 的计算:当AB 齿轮的精度等级,齿厚公差和AB 齿轮副的中心局极限偏差都确定时,jnmax 也就自然形成,一般齿轮副对其要求不严,可以免算,只作为检测的一个判定参考。
(完整word版)齿侧侧隙检查方法

齿侧侧隙检查方法
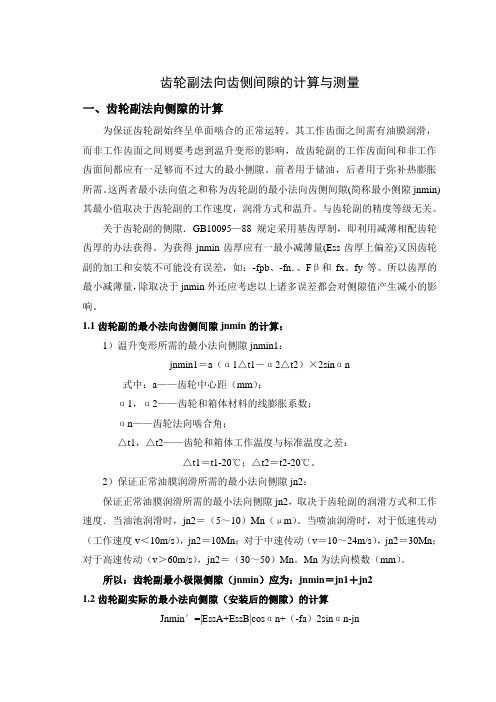
齿侧间隙的检验和调整(GB10095-88规定渐渐开线圆柱齿轮副的侧隙应根据工作条件,用最大极限侧隙jnmax(或jtmax)与最小极限侧隙jnmax(或jtmax)来限制.齿轮副的侧隙常用压铅丝法或打表法来检查,见图。
压铅丝法是在齿宽的齿面上,平行放置2~4条铅丝,铅丝直径不宜超过最小间隙的4倍,转动齿轮挤压铅丝,铅丝被挤压后最薄处的厚度尺寸即为策隙值,打表法测量时将一个齿轮固定,在另一个齿轮上装上夹紧杆,测量装有夹紧杆的齿轮的摆动角度,在千分表或百分表上得到读数差j,齿侧间隙jn为:
也可以将表有直接顶在非固定齿轮的齿面上,迅速使轮齿从一侧啮合转向另一侧啮合,表上的读数差值即为侧隙值。
圆柱齿轮副的侧隙调整方法与接触斑点的调整方法相似,可以通过调整轴承座或修刮轴瓦等方法实现.
锥齿轮副的最小法向间隙值见表59-8,锥齿轮的侧隙检查方法与圆柱齿轮的基本相同,其调整可以通过大齿轮的轴向移动实现,若侧隙过大,可将大齿轮沿轴向移近,侧隙过小则将大齿轮沿轴向移出。
法向侧隙jn与大齿轮的轴向移动量x的关系为:。
数控锥齿轮研齿机自动侧隙控制方法
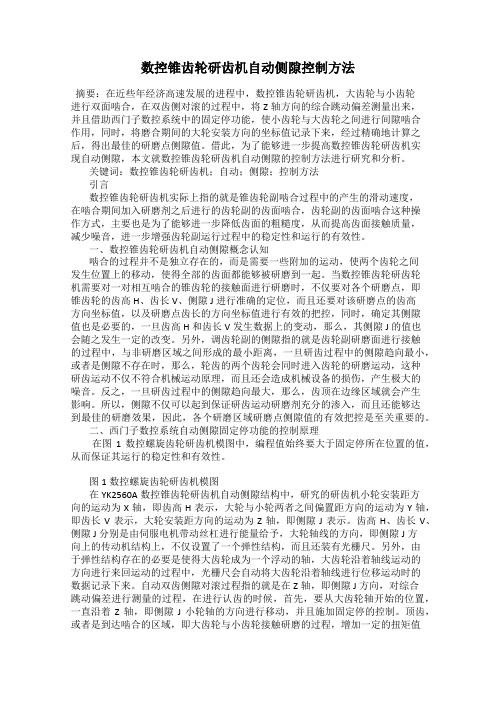
数控锥齿轮研齿机自动侧隙控制方法摘要:在近些年经济高速发展的进程中,数控锥齿轮研齿机,大齿轮与小齿轮进行双面啮合,在双齿侧对滚的过程中,将Z轴方向的综合跳动偏差测量出来,并且借助西门子数控系统中的固定停功能,使小齿轮与大齿轮之间进行间隙啮合作用,同时,将磨合期间的大轮安装方向的坐标值记录下来,经过精确地计算之后,得出最佳的研磨点侧隙值。
借此,为了能够进一步提高数控锥齿轮研齿机实现自动侧隙,本文就数控锥齿轮研齿机自动侧隙的控制方法进行研究和分析。
关键词:数控锥齿轮研齿机;自动;侧隙;控制方法引言数控锥齿轮研齿机实际上指的就是锥齿轮副啮合过程中的产生的滑动速度,在啮合期间加入研磨剂之后进行的齿轮副的齿面啮合,齿轮副的齿面啮合这种操作方式,主要也是为了能够进一步降低齿面的粗糙度,从而提高齿面接触质量,减少噪音,进一步增强齿轮副运行过程中的稳定性和运行的有效性。
一、数控锥齿轮研齿机自动侧隙概念认知啮合的过程并不是独立存在的,而是需要一些附加的运动,使两个齿轮之间发生位置上的移动,使得全部的齿面都能够被研磨到一起。
当数控锥齿轮研齿轮机需要对一对相互啮合的锥齿轮的接触面进行研磨时,不仅要对各个研磨点,即锥齿轮的齿高H、齿长V、侧隙J进行准确的定位,而且还要对该研磨点的齿高方向坐标值,以及研磨点齿长的方向坐标值进行有效的把控,同时,确定其侧隙值也是必要的,一旦齿高H和齿长V发生数据上的变动,那么,其侧隙J的值也会随之发生一定的改变。
另外,调齿轮副的侧隙指的就是齿轮副研磨面进行接触的过程中,与非研磨区域之间形成的最小距离,一旦研齿过程中的侧隙趋向最小,或者是侧隙不存在时,那么,轮齿的两个齿轮会同时进入齿轮的研磨运动,这种研齿运动不仅不符合机械运动原理,而且还会造成机械设备的损伤,产生极大的噪音。
反之,一旦研齿过程中的侧隙趋向最大,那么,齿顶在边缘区域就会产生影响。
所以,侧隙不仅可以起到保证研齿运动研磨剂充分的渗入,而且还能够达到最佳的研磨效果,因此,各个研磨区域研磨点侧隙值的有效把控是至关重要的。