发那科fanuc维修手册 内部资料
发那科fanuc维修手册-内部资料
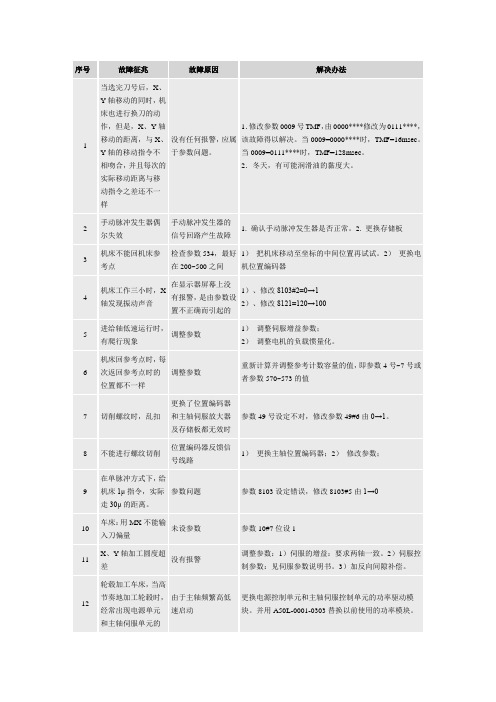
序号故障征兆故障原因解决办法1 当选完刀号后,X、Y轴移动的同时,机床也进行换刀的动作,但是,X、Y轴移动的距离,与X、Y轴的移动指令不相吻合,并且每次的实际移动距离与移动指令之差还不一样没有任何报警,应属于参数问题。
1.修改参数0009号TMF,由0000****修改为0111****,该故障得以解决。
当0009=0000****时,TMF=16msec。
当0009=0111****时,TMF=128msec。
2.冬天,有可能润滑油的黏度大。
2 手动脉冲发生器偶尔失效手动脉冲发生器的信号回路产生故障1. 确认手动脉冲发生器是否正常。
2. 更换存储板3 机床不能回机床参考点检查参数534,最好在200~500之间1)把机床移动至坐标的中间位置再试试。
2)更换电机位置编码器4 机床工作三小时,X轴发现振动声音在显示器屏幕上没有报警,是由参数设置不正确而引起的1)、修改8103#2=0→12)、修改8121=120→1005 进给轴低速运行时,有爬行现象调整参数1)调整伺服增益参数;2)调整电机的负载惯量化。
6 机床回参考点时,每次返回参考点时的位置都不一样调整参数重新计算并调整参考计数容量的值,即参数4号~7号或者参数570~573的值7 切削螺纹时,乱扣更换了位置编码器和主轴伺服放大器及存储板都无效时参数49号设定不对,修改参数49#6由0→1。
8 不能进行螺纹切削位置编码器反馈信号线路1)更换主轴位置编码器;2)修改参数;9 在单脉冲方式下,给机床1μ指令,实际走30μ的距离。
参数问题参数8103设定错误,修改8103#5由1→010 车床:用MX不能输入刀偏量未设参数参数10#7位设111 X、Y轴加工圆度超差没有报警调整参数:1)伺服的增益:要求两轴一致。
2)伺服控制参数:见伺服参数说明书。
3)加反向间隙补偿。
12 轮毂加工车床,当高节奏地加工轮毂时,经常出现电源单元和主轴伺服单元的由于主轴频繁高低速启动更换电源控制单元和主轴伺服控制单元的功率驱动模块。
FANUC_数控系统维修调整资料fanuc发那科维修说明书 故障分析解决
FANUC_数控系统维修调整资料fanuc发那科维修说明书故障分析解决FANUC 数控系统维修调整资料(WIA日照工厂)2007-2-19说明本资料是根据网络收集的部分资料以及韩国工程技术人员来WIA培训的部分笔记整理而成,主要针对平时工作中能遇到几率高的问题,时间仓促,加上本人的笔记可能不全面,错误在所难免,如果大家发现有错误或遗漏,请及时补正修改,以方便大家工作。
WIA日照工厂所用的数控系统主要是FANUC系列中的0系列、0i系列、POWER MATE 系列和110M,本资料试图将这几个系列的系统的数据备份、恢复、原点调整、ALARM信息以及相关的参数做详细说明,并附录了0系列故障诊断与处理的部分,希望能对大家的工作有所帮助。
FANUC 0TT 原点设置方法WIA日照工厂内WA30-10T采用的就是本类型.下面以两轴系统(X轴Z轴)为例,说明原点调整的方法。
1( MODE选择为HANDLE,将X轴Z轴手动调整好原点(参照系统的原点标志,使之对齐)。
2( MODE选择为MDI ,按DNGOS,直至出现PARAMETER画面,用?下找PWE参数,将其修改为“1”。
3( 按NO.,输入22,按INPUT,屏幕(CRT)显示参数号为21。
的参数,将参数“21”的值全部修改为“0”。
4( 关闭NC电源,5秒后打开,按“运行准备”。
5( 按DNGOS,直至出现PARAMETER画面,按NO.,输入22,按INPUT,屏幕(CRT)显示参数号为21。
的参数,将参数“21”的后3位修改为“101”。
( 修改PWE参数为“0”。
6( 出现ALARM100 ALARM000,关闭NC电源,5秒后再开,系统显7示X轴Z轴坐标为“0.000”,原点调整完毕。
参数说明:FANUC 0MC 原点设置方法此处以3轴系统为例,说明此系统恢复原点的方法。
修改相应参数的方法以及相关参数的含义参照0TT 的修改步骤。
1) 将PWE“0”改为“1”,更改参数NO.76.1=1,NO.22改为00000000,(此时CRT显示“300”报警即X、Y、Z轴必须手动返回参考点。
发那科数控系统维修资料3
发那科数控系统维修资料FANUC 0系统的重装及调整方法一、前言数控系统由于机床长时间闲置、电池失效、操作人员操作失误等原因,均会造成数控系统的瘫痪,在此情况下必须对数控系统进行重装和调整。
前不久,我厂从外单位置换回一台台湾大冈工业股份有限公司生产的TNC-20NT数控车床,该数控车床因长期闲置,所用的FANUC0数控系统已经完全瘫痪,机床的数控系统在启动后CRT不能进入FANUC0数控系统正常的工作界面,而显示出一些奇怪的乱码。
为了使机床能早日正常运行,我们通过原机床使用单位从机床购买商处拿到了该类型机床的技术数据参数,对该机床的数控系统进行重装及调整。
其具体方法如下:二、启动数控系统由于数控系统不能正常启动,并在CRT 上显示出乱码,我们判断可能是两种原因引起的。
一是由于机床长期闲置不用,电池耗尽导致程序丢失后的残余参数造成;二是数控系统CNC主板损坏。
区别这两种故障的方法是:在启动机床数控系统的同时按下机床面板上的“RESET”和“DELETE”两个键,若待一会儿后CRT上显示出FANUC公司的版本号,并出现正常画面,则系统CNC主板正常。
反之则系统CNC主板损坏。
同时按下这些键的功能是清除机床的全部参数,即将因机床长期闲置,电池耗尽程序丢失后的残余参数全部清除,以便重新安装系统程序。
注意,这种方法一定要慎用,除非是数控系统死机或不能运行。
否则将使正常工作的整个机床数控系统瘫痪!三、系统密级型功能参数的输入当系统成功启动后,首先应输入FANUC 0系统的密级型功能参数,然后才能输入机床的其它参数,否则数控系统不能工作。
具体方法如下:a、将机床面板上的选择开关拨到MDI方式;b、按下“PARAM”键,使CRT上显示SETTING2画面;c、设定“PWE=1”,同时将机床面板上的EDIT KEY开关打开;d、首先输入901#参数,此时CRT上会出现100#编程报警,用删除键将该报警消除。
然后输入900#~939#FANUC0系统密级型功能参数;e、回到SETTING2画面,将“PWE=1”设定为“PWE=0”,同时将机床面板上的EDIT KEY开关关闭;f、关闭机床电源后,重新启动机床系统,现在就可以输入FANUC 0系统的其它机床参数。
发那科维修讲义

¾ 控制单元环境温度、伺服单元的环境温度?(系统运转时0℃—55℃) ¾ 机床是否有振动
维修讲义
11
4。当你和服务中心联系时,还请确认一下各项: ¾ 机床制造商以及机床形式 ¾系统具体型号
维修讲义
6
2。更换部件时应注意的事项 ①更换NC部件时应先确认故障原因,拆卸NC内部板卡时注意拆卸方法和力度。
如:更换保险时,要先确认外部电压及外部短路原因 更换NC母板时,要确认系统内部的资料的备份,更换完成后进行资料的恢复 ②更换伺服单元时,报警为过流、高压等报警时要先确认外部的短路和强电回路 的连接及电压,a系列伺服更换时,其单元硬件跳线要与先前一致。 如果是连接绝对位置检出单元时,为防止原点丢失更换伺服单元动作要快。
什么报警?
¾ 显示在LCD上的报警内容? ¾ 伺服放大器上的LED显示? ¾ 系统及I/O单元的状态或电源指示灯显示? ¾ 当故障为加工位置不正确时
- 尺寸的误差是多少? - 位置画面的坐标显示与程序指令的对应状态? - G代码的模态?
维修讲义
10
其他情况 ¾ 机床周围有噪音吗?
Байду номын сангаас- 故障发生时是否有行车经过、机床周围是否有放电加工设备、供 电电网的运行情况如何?
维修讲义
伺服故障 软故障
系统报警 维修基础
4
维修基本手段
维修=维护+修理
z数控机床的维护 1)熟悉系统的基本画面操作,正确操作机床。 2)防止系统和驱动单元过热 3)注意电柜的防尘和密封 4)确保良好的接地系统 5)确认电网电压,加装稳压装置 6)存储器电池的检查和定期更换,做好数据备份 7)机床长期不用时,经常性系统通电(在机床锁住情况下运行) 8)机床润滑的定期检查 9)定期清洗液压系统中各过滤器,液压油和冷却液的更换
FANUC 维修说明书

- 请不要拆毁标牌。 标牌脱落时,注意保管。如果不知道电机的规格有可能会无法维护。如果是 内置主轴电机,必须附加在主轴上。
- 请不要让电机受到冲击和损伤。 这样会给电机的零部件带来不利的影响,从而导致电机不能正常运转。另 外,塑料部分、传感器和绕组等部件属于易损件,所以操作的时候需要十分 小心。特别要避免利用塑料部分、绕组和动力线抬起电机。
1.3.1.1 警告 ............................................................................................ s-8 1.3.1.2 注意 ............................................................................................ s-9 1.3.1.3 注释 .......................................................................................... s-10 1.3.2 试运行时的警告及注意................................................................. s-11 1.3.2.1 警告 .......................................................................................... s-11 1.3.2.2 注意 .......................................................................................... s-12 1.3.3 维护时的警告及注意..................................................................... s-13 1.3.3.1 警告 .......................................................................................... s-13 1.3.3.2 注意 .......................................................................................... s-14 1.3.3.3 注释 .......................................................................................... s-14
发那科系统维修与维护FANUC
报警 P/S5523
P/S5524
信息
内容
选择参数或功能包认证 在写入CNC选项或功能包时,
等待状态。
未进行选项认证,处于认证
等待,报警可复位。
选择参数或功能包认证 在写入CNC选项或功能包时, 等待状态(取消期限)。 未进行选项认证且期限已过,
时) ③拆卸主轴编码器与主轴的连接后。
位置调整:
①执行主轴定向,完成后复位退出定向状态,保持主轴自由状态。 ②盘动主轴至要求位置,读取诊断445数值(需先设定No3117#1=1) ③将该值设定至No4077中即可(设定时注意No4033需清零)
第二十一页,共86页。
轴的屏蔽方法
伺服放大器的屏蔽
正常设定
(用户负责MTB控制软件的恢复,发那科负责系统软件的恢复) ③当主板需要更换时,需恢复SRAM中数据
④当系统内部资料被更改而需要恢复时,需SRAM或FROM中MTB软件
第四页,共86页。
数据备份
BOOT画面备份与恢复
③
②
①
进入BOOT画面方式: ①软键最左边两个键
②数字键6+7 ③触摸屏左上角
开机
第八页,共86页。
数据备份
I/O LINK轴的参数数据备份
操作:
→ 【+】 → 【PM管理器】→【系统】 →【参数】 →【操作】
注:备份的文件名后缀为.PMM 。
第九页,共86页。
干扰与抗干扰
干扰的种类 ①电源进线端的浪涌电流。 ②感性负载(继电器、接触器)通断产生的电磁噪音的干扰。
③辐射噪音干扰。
发那科维修资料
21
主轴不制动,执行制动功能时主轴振动
查制动电路,检主轴控制装置
元器件损坏
更换元器件
6MB
22
变频控制器不工作
查NC故障,PLC接口故障,变频控制器本身故障
PLC接口故障,导致失电
修PLC接口17#板
6TB
23
数控柜不能启动
合ZK总开关,其他各部均正常
ZK总开关中电流继电器有一相烧坏
修继电器
6M
3TA
17
换刀停止,出现99号报警
查刀具对准主轴锥孔情况
定程器检测开关松动,计算机检测不到刀具上升的高度
重新固定定程器检测开关
3MC
18
机床工作台不能动作
控制液压阀的线路板中一只固态继电器损坏
外电源10500V变压器断了一相保险丝,变成单相
把控制线路板上没有用上功能的另一固态继电器拆下换上
6M
19
机床工作台不能动作
查控制控制液压阀的固态继电器正常,但液压阀指示灯不亮,手推液压阀芯,工作台可动
液压阀内的小线路板虚焊
拆开液压阀,取出小线路板焊好
6M
20
机械手不能动
突然停电前,机械手换刀指令已读入,因停电,机械手没有执行动作,当外电源恢复供电后,换刀指令未复位
外电源突然停电
人为的把控制机械手的液压阀芯推向机械手的正常方向
更换75463驱动块
3T-F
34
刀库不拔刀
查LS12开关,查PC画面46.2参数
开关断线,信号没有反馈到PC
焊线
6M
35
刀号写不进去,读/写状态不一致。显示:地址00,01,02,03,04,05,…17,18,19;刀号01,01,03,03,05,05,…17,17,19,19;刀库回零产生报警,使用T指令时,单数09报警,双数10报警。
FANUC 0i-MD维修说明书B-64305CM_01

s-3
为了安全维修
B-64305CM/01
与更换作业有关的警告和注意
警告 1. 必须断开 CNC 装置的电源和强电盘部的主电源。 在仅仅断开 CNC 电源的情况下,伺服部的电源有可能尚处在激活状态,在 更换单元时,可能会导致单元的损坏或触电。 2. 为了预防静电引起的破损,触摸到印刷电路板或单元的情形以及连接电缆 时,应采取适当措施,如戴上腕带。 人体发出的静电,有时会损坏电路。 3. 更换重物时,必须有 2 名以上的作业人员配合进行。 如果仅由 1 名作业人员进行, 有时会由于更换单元的落下而导致作业人员受 伤。 4. 伺服放大器和主轴放大器上,即使在断开电源稍过一会之后仍然有残余电 压,触摸这类设备会导致触电。 请在断开电源经过 20 分后再更换放大器。 5. 更换单元时,应使更换前的单元与更换后的单元的设定和参数保持一致。 (详情请参阅该装置的说明书。) 如果不是在相同状态下进行运转, 则会因为机床预想不到的动作而损坏工件 和机床,或导致操作者受伤。
s-5
为了安全维修
注意 4. 液晶显示屏
B-64305CM/01
液晶显示屏使用非常精密的加工技术制作而成,但是由于其特性,有时会存 在像素缺陷和经常点亮的像素。但是这并非故障,请予谅解。
s-6
B-64305CM/01
前言
前言
本说明书由下列章节构成。
说明书的描述内容
1. 2. 画面的显示和操作 本说明书以画面中所显示的各项内容中维修所需的项目为中心进行说明。 硬件 本章就硬件配置、单元一览表、印刷电路板的更换方法等事项进行描述。 3. 输入/输出数据 本章就程序、参数、刀具补偿量等的输入/输出、对话型数据的输入/输出步 骤进行描述。 4. CNC 和 PMC 之间的接口 本章描述 PMC 的规格和 PMC 的系统配置、信号的一览表。 5. 嵌入式以太网功能 本章就嵌入式以太网进行描述。 6. 数字伺服 本章就伺服调整画面和返回参考点位置的调整方法进行描述。 7. AC 主轴 本章就主轴调整画面进行描述。 8. 故障排除步骤 本章就发生报警时的应对方法进行描述。 附录 A. 报警列表 B. 耗件一览表 C. 引导系统 D. 存储卡插槽 E. F. LED 显示 IPL 监控器
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
式中伺服电机 转输入脉冲数的设定是可 改变 (例)HC-KFE系列 令0000 pulse/rev的场合 如果设定值是0,可根据连接的伺服电机的 辨率自动的设定这个参数 初始值 令 设定范围 0 令~65535 AL.3以 过流 伺服放大器的输出电流超过了允许电流 < 要原因> <处理方法> ?伺服放大器输出侧②?三?上相存在短路 → 确接线 ?伺服放大器输出侧②?三?上相接地 → 确接线 ?由于外来噪声的干扰,过流检测电路出 错误 →实施抗干扰处理 ?伺服放大器晶体管(IPM)故障 →更换伺服放大器 AL.33 过压 直流母线电压的输入在400三 < 要原因> <处理方法> ?内置的再生 动电阻或再生 动选件的接线断路或接触 良 →更换电线 → 确接线
?伺服放大器和伺服电机之间的配合有误 →使用 确的配合
?参数No.0选择的伺服电机 当前使用的伺服放大器 匹配 → 确设定参数No.0
AL.以0 编码器异常以
编码器和伺服放大器之间通 异常
< 要原因> <处理方法>
?编码器接头CN以没有连接好 → 确接线
?编码器电缆故障(断路或短路) →修理或更换电缆
?伺服放大器内部故障 →更换伺服放大器
AL.以0 编码器异常以
编码器和伺服放大器之间通 异常
< 要原因> <处理方法>
?编码器接头CN以没有连接好 → 确接线
?编码器电缆故障(断路或短路) →修理或更换电缆
?编码器故障 →更换伺服电机
AL.令A 电机配合异常
伺服放大器和伺服电机之间配合有误
< 要原因> <处理方法>
新建文本文档.txt
菱伺服放大器内部故障处理方法
AL.令0 压
电源电压过 MR-E-□A:令60三
< 要原因> <处理方法>
?电源电压太 →检查电源系统
?控 电源瞬间停电在60欠s
→检查电源系统
?由于电源容 过小,导致启动时电源电压 降 →检查电源系统
?编码器故障 →更换伺服电机
AL.以4 电路异常
伺服电机输出端(②?三?上相)接地故障
< 要原因> <处理方法>
?在 电路端子(切E令) 电源输入和输出接线有断路 →修理电线
?伺服电机动力线表面损坏 →更换电线
?伺服放大器 电路故障 →更换伺服放大器
动电流超过内置再生 动电阻或再生 动选件的允许值
再生 动晶体管异常
□□□□
*令 *以 *3 *4
*令选择电机容
令00上
以00上
400上
500上
750上
令K上
令.5K上
以K上
*以 选择再生 动选件
用
备用(请 要设定)
MR-RB03以
MR-RB令以
MR-RB3以
MR-RB30
MR-RB50
*3选择电机系列
KFE
分FE
*4 选择控 模式
置
置和速度
速度
初始值 0000(MR-E-令0A), 令000(MR-E-以0A), 以000(MR-E-40A), 4000(MR-E-70A),
50令0(MR-E-令00A), 60令0(MR-E-以00A),
设定范围 0000h~79令以h
电路器件异常过热
< 要原因> <处理方法>
?伺服放大器异常 →更换伺服放大器
?过载状态 反复通过 ON-OFF 来继续运行 →检查运行方法
?伺服放大器冷却风扇停 运行 →修理伺服放大器的冷却风扇
AL.46 伺服电机过热
伺服电机温度 升热保护动作
< 要原因> <处理方法>
?伺服电机 境温度超过40度 →使伺服电机工作工作 境温度在0~40度之间
?伺服电机过载 → 小负载 →检查运行模式 →更换 率更大的伺服电机
?编码器中的热保护器件故障 →更换伺服电机
AL.50 过载令
超过了伺服放大器的承载能力
负载率300% 以.5s
?再生 动晶体管故障 →更换伺服放大器 ?内置再生 动电阻或再生 动选件的接线断路 →使用内置再生 动电阻时,更换伺服放 大器 →使用再生 动选件时,更换再生 动选件 ?内置再生 动电阻或再生 动选件的容 足 →使用再生 动选件或更换容 大的再生
动选件 ?电源电压太高 →检查电源系统 AL.35 指 脉冲频率异常 输入的指 脉冲的脉冲频率太高 < 要原因> <处理方法> ?指 脉冲频率太高 →改变指 脉冲频率使其达到合适的值 ?指 脉冲混入了噪声 →实施抗干扰处理 ?指 装置故障 →更换指 装置 AL.37 参数异常 参数设定值异常
?电源 断5秒 内再接通 →检查电源系统
?伺服放大器内部故障 →更换伺服放大器
AL.令以 存储器异常令
AL.令3 时钟异常
AL.令5 存储器异常以
AL.
RAM异常
AL.
印 电路板异常
AL.
EEPROM异常
< 要原因> <处理方法>
?伺服放大器内部故障 →更换伺服放大器
AL.令6 编码器异常令
编码器和伺服放大器之间通 异常
负载率以00% 令00s
< 要原因> <处理方法>
?伺服放大器用于负载大于其连续输出能力的场合 → 小负载 →检查运行模式 →更换
率更大的伺服电机
?伺服系统 稳定,发生振动 →进行几
速来完成自动增益调整 →修改自动增益调
整设定的响应速度 →停 自动增益调整 该用手动方式进行增益调整
第3页
新建文本文档.txt ?机械故障 →检查运行模式 →安装限 开关 ?伺服电机接线错误 伺服放大器的输出②?三?上和伺服电机的输入②?三?上相 没有接对 → 确接线 ?编码器故障 →更换伺服电机 编码器故障: 使伺服马达停 输出,缓慢旋转伺服马达的轴,这时反馈的脉冲累积的数值 应和转动的角度成比例关系,可判断编码器有故障 AL.5以 误差过大 偏差计数器中的滞留脉冲超出了编码器 辨率能力×令0 pulse < 要原因> <处理方法> ? 速时间常数太小 →增大 速时间常数 ?转矩限 值(参数No.以8)太小 →增大转矩限 值 ?由于电源电压 降,致使转矩 足,伺服电机 能启动 →检查电源的容 →更换 率 更大的伺服电机 ? 置控 增益令(参数No.6)的值太小 →将设定值调整到伺服系统能 确运行的范围 ?由于外力,伺服电机的轴发生旋转 →达到转矩限 的场合,增大转矩限 值 → 小负 载 →选择 率更大的伺服电机 ?机械冲突 →检查运行模式 →安装限 开关 ?编码器故障 →更换伺服电机 ?伺服电机接线错误 伺服放大器的输出②?三?上和伺服电机的输入②?三?上相 没有接对 → 确接线 参数No.以8 有*标 的参数,设定后需将电源断开,再重新接通电源,参数才会生效 内部转矩限 令 设定最大转矩=令00% 用 限 伺服电机的最大输出转矩 如果设定 0,那么 输出转矩 初始值 令00 % 设定范围 0~令00 % 用于设定 置 令的增益 如果增益变大,对 置指 的跟踪能力也增强 自动调整时,这个参数将被自动设 自动调整的结果 初始值 35 rad/s 设定范围 4~以000 rad/s AL.8A 串行通 超时 R分-以3以C或R分-4以以通 中断的时间超过了参数No.56的设定值 < 要原因> <处理方法> ?通 电缆断路 →修理或更换通 电缆 ?通 周期长于参数No.56 的设定值 → 确设定参数 ?通 协 错误 →修改通 协 参数No.56 有*标 的参数,设定后需将电源断开,再重新接通电源,参数才会生效 串行通 超时选择 用于设定通 超时的时间与分] 如果设定 0,那么 做超时检查 初始值 0 设定范围 0 令~60 s AL.8E 串行通 异常 伺服放大器和通 设备(计算机等)之间出 通 出错 < 要原因> <处理方法> ?通 电缆故障 (断路或短路) →修理或更换电缆 ?通 设备(计算机等)故障 →更换通 设备(计算机等) 88888 看门狗 CP②?部件异常 < 要原因> <处理方法> ?伺服放大器内部故障 →更换伺服放大器
内容 动电流超过内置再生 动电阻或再生 动选件的允许值
第令页
新建文本文档.txt < 要原因> <处理方法> ?参数No.0设定错误 → 确设定参数No.0 ?未连接内置的再生 动电阻或再生 动选件 → 确接线 ?电源电压异常(以60三 ) →检查电源 ?高频度或连续再生 动运行使再生电流超过了内置再生 动电阻或再生 动选件的允许 值 →降 动频度 →更换容 大的再生 动电阻或再生 动选件 → 小负载 内容 再生 动晶体管异常 < 要原因> <处理方法> ?内置再生 动电阻或再生 动选件故障 →更换伺服放大器或再生 动选件 ?再生 动晶体管故障 →更换伺服放大器 AL.3令 超速 转速超出了瞬时允许转速 < 要原因> <处理方法> ?指 输入脉冲频率过高 → 确设定指 脉冲频率 ? 速时间过小导致超调过大 →增大 速时间常数 ?伺服系统 稳定导致超调 →重新设定增益 能重新设定增益的场合 负载转动惯 比设定的小一些 重新检查 速时间常数的设定 ?电子齿轮比太大 (参数No.3 No.4) → 确设定 ?编码器故障 →更换伺服电机 参数No.3 有*标 的参数,设定后需将电源断开,再重新接通电源,参数才会生效 电子齿轮(指 脉冲倍率 子) 电子齿轮设定错误可能导致错误运行,必须在伺服放大器停 输出的状态 进行设定
< 要原因> <处理方法>
?接头CN以没有连接好 → 确接线
?编码器故障 →更换伺服电机
?编码器电缆故障 (断路或短路) →修理或更换电缆
?伺服放大器和伺服电机之间配合有误 →使用 确的配合
AL.令7 电路板异常以
AL.令9 存储器异常3
AL.
CP②?零部件异常
AL.
ROM存储器异常
< 要原因> <处理方法>
第4页
第以页
新建文本文档.txt
< 要原因> <处理方法>