FANUC-(0i-D)系统维修与调整
浅谈FANUC0iD系统数控机床故障诊断与维修

浅谈FANUC0iD系统数控机床故障诊断与维修1. 引言1.1 引言简介数统计等。
FANUC0iD系统是数控机床行业中常见的一个系统,其稳定性和高效性备受用户青睐。
在日常使用中,数控机床也会出现各种故障,需要及时进行诊断和维修。
本文将从FANUC0iD系统的概述、数控机床故障诊断方法、维修技巧、常见故障及解决方法以及预防措施等方面进行讨论,帮助读者更好地了解和掌握数控机床故障诊断与维修的知识,提高维护效率和机床的使用寿命。
通过深入的学习和实践,可以更好地应对各种机床故障,提高工作效率,保障生产安全和质量。
本文将对这一话题进行全面剖析,希望能为广大读者提供有益的指导和帮助。
2. 正文2.1 FANUC0iD系统概述FANUC0iD系统是一种先进的数控系统,由日本FANUC公司研发。
该系统具有高精度、高稳定性、高效率等优点,广泛应用于各种数控机床中。
FANUC0iD系统主要包括机床控制器、伺服驱动器、I/O模块等组成部分。
其控制器采用先进的数字化控制技术,能够实现高速、高精度的运动控制。
伺服驱动器采用先进的矢量控制技术,能够实现精准的位置控制。
I/O模块用于与外部设备进行数据交换,实现机床的自动化控制。
FANUC0iD系统还具有友好的人机界面,操作简单方便。
用户可以通过触摸屏或键盘输入指令,实现对机床的控制和监控。
系统还具有故障诊断功能,能够及时发现机床故障并给出相应的解决方法。
FANUC0iD系统是一种功能强大、性能稳定的数控系统,能够满足各种机床加工需求。
在使用过程中,只需要按照正常的操作流程进行操作,即可实现高效、精确的加工。
2.2 数控机床故障诊断方法数、段落分布等。
数控机床故障诊断是维修工作中的重要环节,正确的诊断方法可以帮助快速准确地找出故障原因,从而提高维修效率和机床的利用率。
以下是一些常用的数控机床故障诊断方法:1. 观察法维修人员可以通过仔细观察数控机床运行过程中的现象来初步判断故障的可能原因。
FANUC Oi-D机床参数全清手动恢复机床运行方法

59科技资讯 S CI EN CE & T EC HNO LO GY I NF OR MA TI ON 工 业 技 术1 数控系统上电全清参数方法上电前同时按住R E S E T +D E L E T E ,当出现ALL FILE INITIALIZE OK?(no=0,y e s =1),A D J V S TT H ED A TE /T I M E ?(no=0,yes=1),LOAD SYSTEM LABEL:E N D .选择1后系统参数就会全部清除。
2 系统参数恢复方法(1)采用存储卡恢复,这里不做详细讲F A N U C 0i -D 机床参数全清手动恢复机床运行方法①谢贺年(西安航空职业技术学院 陕西西安 710089)摘 要:本文论述了FANUC 0i-D机床参数全清手动恢复机床运行方法,对于机床内部参数的认知有一定作用的提升,从而为在参数全部丢失又无CF卡恢复的情况下提供一定理论参考。
关键词:FANUC 机床参数 恢复方法中图分类号:T G 5文献标识码:A 文章编号:1672-3791(2013)10(a)-0059-02解。
(2)采用手动输入各个参数的方法,那么参数全清后有那些报警提示又如何输入各个参数,又输入那些参数,这里我将详细向大家介绍。
3 数控系统上电全清后出现的各种报警提示在数控系统系统上电全清参数后,首先系统会变成英文界面(这个英文界面是不会出现报警的),并处于急停状态和多种报警,系统界面出现的报警如表1所示。
遇到这些报警要如何解决呢?首先我们先要了解这些报警的含义。
4 报警含义在修改参数前先要将英文状态改变成为简体中文,其具体操作如下:点击软键盘O F S /S E T 找到L A N G 选择简体中文即可。
100为读写打开报警,出现100号报警代表数控机床处于可以写入状态,O T 代表输入\输出报警范围既I\O报警范畴。
SV代表伺服报警,知道了个报警主要的含义,在修改参数消除报警是时候我们就有针对性的查找问题对应的位置,以方便我们查询并修改。
FANUC0i系列伺服系统故障的诊断与维修

器。
第 二,机床 回参考点 , 但是每 次回到 的参考点的位置都不~样, 也就是 所说的绝对零点丢失。而绝对零点丢失一般都是因为基于 以 下几个 原因:首先,绝对位置编码 器的后备 电池 存在掉电情况;其 次,更 换了伺服放大器;再者 ,更换 了编码器或者是伺服 电机 。为 了判 断是以上的哪个 原因导致 出现 了绝对零点丢失的情况 ,首先就
机 、 自动控 制、精 密机械 、检测等 高新的技术 。随 着数控技 术的不 断发展 ,数 控机床的应用领域也越来越广泛 ,同时伴 随着的 系统故 障也 多样化 复杂化 。 本文就伺服 系统进行 介绍 , 然后针对 F A NUC 0 i
系 列伺 服 系统 故 障进 行 了主要 研 究 。
机械与设备
F A N U C 0 i 系列伺服系统故障的诊断与维修
刘学峰
( 中航工业南方航空工业 ( 集团 ) 有限公司 ,湖南 株 洲 4 1 2 0 0 2)
【 摘 要】 数控机床是典型 的机 电一体化设备 ,它综合 了计算
现 象进行分析 ,并给 出维修方法 。 第一 ,机床不 能回参考 点。所 谓的机 床不能够 回参 考点,就是 说手动 回零 的时候 ,机床不会 减速 ,而且会 出现 超程报 警的现 象, 又或者在采取手动 回零 时,机床会减速 ,但 是减速 以后 并没有 让轴 停止运动 ,最终 导致 出现 9 0 # 报警 。根据 增量回零条件 原理可 知, 出现上述 的现 象的原因可能为减速 开关进油或者是进水,又或者输
否有变化 。如果没有漂移 ,只是位置显示有偏差 ,则检查工件坐标 偏置是否有效;若机械 位置 偏移,则 绝对脉冲编码器故障 。 第三 ,在手动方式 下,机床不能运行 。这个故 障的原 因是显示
FANUC 0i-D 系统参数设定的基本方法
FANUC 0i-D系统参数设定的基本方法
任务内容
FANUC 0i-D/0i Mate-D数控系统参数的类型
典型参数的表达方式
参数的显示与搜索
用MDI方式设定参数
数控系统上电全清
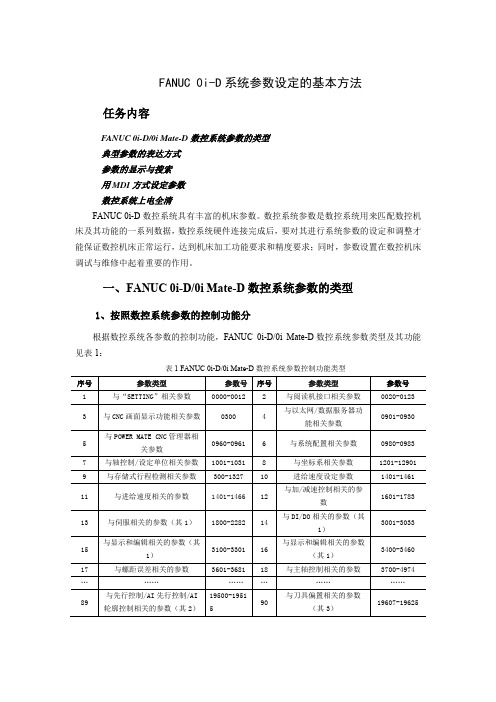
FANUC 0i-D数控系统具有丰富的机床参数。
数控系统参数是数控系统用来匹配数控机床及其功能的一系列数据,数控系统硬件连接完成后,要对其进行系统参数的设定和调整才能保证数控机床正常运行,达到机床加工功能要求和精度要求;同时,参数设置在数控机床调试与维修中起着重要的作用。
一、FANUC 0i-D/0i Mate-D数控系统参数的类型
1、按照数控系统参数的控制功能分
根据数控系统各参数的控制功能,FANUC 0i-D/0i Mate-D数控系统参数类型及其功能见表1:
表1 FANUC 0i-D/0i Mate-D数控系统参数控制功能类型。
FANUC_数控系统维修调整资料fanuc发那科维修说明书 故障分析解决
FANUC_数控系统维修调整资料fanuc发那科维修说明书故障分析解决FANUC 数控系统维修调整资料(WIA日照工厂)2007-2-19说明本资料是根据网络收集的部分资料以及韩国工程技术人员来WIA培训的部分笔记整理而成,主要针对平时工作中能遇到几率高的问题,时间仓促,加上本人的笔记可能不全面,错误在所难免,如果大家发现有错误或遗漏,请及时补正修改,以方便大家工作。
WIA日照工厂所用的数控系统主要是FANUC系列中的0系列、0i系列、POWER MATE 系列和110M,本资料试图将这几个系列的系统的数据备份、恢复、原点调整、ALARM信息以及相关的参数做详细说明,并附录了0系列故障诊断与处理的部分,希望能对大家的工作有所帮助。
FANUC 0TT 原点设置方法WIA日照工厂内WA30-10T采用的就是本类型.下面以两轴系统(X轴Z轴)为例,说明原点调整的方法。
1( MODE选择为HANDLE,将X轴Z轴手动调整好原点(参照系统的原点标志,使之对齐)。
2( MODE选择为MDI ,按DNGOS,直至出现PARAMETER画面,用?下找PWE参数,将其修改为“1”。
3( 按NO.,输入22,按INPUT,屏幕(CRT)显示参数号为21。
的参数,将参数“21”的值全部修改为“0”。
4( 关闭NC电源,5秒后打开,按“运行准备”。
5( 按DNGOS,直至出现PARAMETER画面,按NO.,输入22,按INPUT,屏幕(CRT)显示参数号为21。
的参数,将参数“21”的后3位修改为“101”。
( 修改PWE参数为“0”。
6( 出现ALARM100 ALARM000,关闭NC电源,5秒后再开,系统显7示X轴Z轴坐标为“0.000”,原点调整完毕。
参数说明:FANUC 0MC 原点设置方法此处以3轴系统为例,说明此系统恢复原点的方法。
修改相应参数的方法以及相关参数的含义参照0TT 的修改步骤。
1) 将PWE“0”改为“1”,更改参数NO.76.1=1,NO.22改为00000000,(此时CRT显示“300”报警即X、Y、Z轴必须手动返回参考点。
FANUC-(0i-D)系统维修与调整
电池的更换方法 : 当在LCD画面上出现“BAT”闪烁警告信息,应尽快更换电 池。 有两种电池: • 安装在CNC控制单元内的锂电池更换方法: ① 接通CNC系统的电源大约30秒后,然后断开电源。 ② 拉出CNC单元背面右下方的电池单元。 ③ 安装上准备好的新电池单元。确认闩锁已经卡住。
• 外设电池盒,使用碱性干电池(一号电池)的更换方
伺服种类
AC伺服电机 (数字控制)
在中国大陆的应用 量很多
当前市场FANUC CNC产品。 FS-0i-D系列: 高可靠性、高性能价格比的纳米级CNC。 30i系列: 高速、高精度复合型多轴多系统控制的纳米级CNC
FANUC Series 30i/31i/32i-MODEL A/B 适应于5轴加工机、复合加工机、多轴多路径的尖端机 床
故障位置和处理办法 : (1)确认是否由于连接于通道号z(1-4)的I/O Link线上的组
号yy(0-15)的从控设备电源瞬断,或者电压发生了变动 。 (2)从连接于通道号z(1-4)的I/O Link线上的组号yy-1(015)的JD1A,确认是否由于连接组号yy(0-15)的JD1B的 电缆不良或者连接不良。 (3)更换连接于通道号z(1-4)的I/O Link线上的组号yy(015)的从控设备。 (4)通过上述确认仍然不能解决问题时,可能是由于其他方 面的原因,请将显示出错误发生时的情况(包括显示信 息、系统配置、操作、发生的时机、发生频次等)的内 部错误代码告知我公司。
2○/3☆
4
4 (各通道)
4
i, i
○
i, i
○
-
○
○
-
-
○
-
○
-
-
○ (双通道合计)
FANUC0I-MD伺服参数调整研究

FANUC Oi-MD 伺服参数的调整研究杨俊一汽解放公司无锡柴油机厂摘要本文详细地介绍了FANUC数控的伺服系统的基本参数的设定、伺服参数初始化设定,并给出了防止过冲的调整、防止累计进给(爬行)的调整、全闭环伺服参数调整、重力轴防落调整的具体方法和实例,并举例说明参考点的故障现象,解决方法,便于维修人员对数控系统设置。
关键词FANUC 0I-MD 伺服参数调整在系统连接并通电运行后,首先要进行伺服参数的调整,包括基本伺服参数的设定以及按机床的机械特性和加工要求进行的优化调整,如果是全闭环,要先按半闭环设定(参数1815#1,伺服参数画面的N/M,位置反馈脉冲数,参考计数器容量),调整正常后再设定全闭环参数,重新进行调整。
以下就这几个方面进行介绍。
1.基本参数设定(FSSB)·参数1023设定为1;2;3等。
对应光缆接口X,Y,Z等。
·参数1902的位1= 0,伺服FSSB参数自动设定。
·在FSSB设定画面,指定各放大器连接的被控轴的轴号(1,2,3等)。
在CUR下面会显示放大器的电流(如40A),如果没有或显示--,则检查伺服放大器是否有电或光缆是否正确连接。
·按[SETING]软键。
(若显示警告信息,请重新设定)。
显示如下:* 先按[AMP] (放大器),再按[OPRT],选择[SETTING]如果正常设定,会出现000报警,关机再开机。
·在轴设定画面上,指定关于轴的信息,如分离型检测器接口单元的连接器号。
·按[SETING]键(若显示警告信息,重复上述步骤)。
此时,应关闭电源,然后开机,如果没有出现5138报警,则设定完成。
显示如下:* 按[AXIS](轴)上述的M1,M2表示全闭环的接口所连接的插座对应的轴,比如:M1的JF101连接y轴位置反馈,则在上面的y行的M1处设定为1。
2.伺服参数初始化设定·首先把3111#0 SVS设定为1显现伺服设定和伺服调整画面。
FANUC0i系统的原理框图和维修方法综述
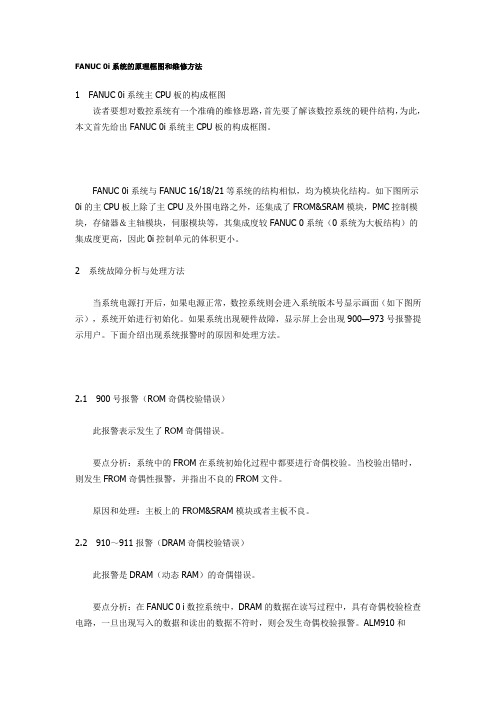
FANUC 0i系统的原理框图和维修方法1FANUC 0i系统主CPU板的构成框图读者要想对数控系统有一个准确的维修思路,首先要了解该数控系统的硬件结构,为此,本文首先给出FANUC 0i系统主CPU板的构成框图。
FANUC 0i系统与FANUC 16/18/21等系统的结构相似,均为模块化结构。
如下图所示0i的主CPU板上除了主CPU及外围电路之外,还集成了FROM&SRAM模块,PMC控制模块,存储器&主轴模块,伺服模块等,其集成度较FANUC 0系统(0系统为大板结构)的集成度更高,因此0i控制单元的体积更小。
2系统故障分析与处理方法当系统电源打开后,如果电源正常,数控系统则会进入系统版本号显示画面(如下图所示),系统开始进行初始化。
如果系统出现硬件故障,显示屏上会出现900—973号报警提示用户。
下面介绍出现系统报警时的原因和处理方法。
2.1900号报警(ROM奇偶校验错误)此报警表示发生了ROM奇偶错误。
要点分析:系统中的FROM在系统初始化过程中都要进行奇偶校验。
当校验出错时,则发生FROM奇偶性报警,并指出不良的FROM文件。
原因和处理:主板上的FROM&SRAM模块或者主板不良。
2.2910~911报警(DRAM奇偶校验错误)此报警是DRAM(动态RAM)的奇偶错误。
要点分析:在FANUC 0 i数控系统中,DRAM的数据在读写过程中,具有奇偶校验检查电路,一旦出现写入的数据和读出的数据不符时,则会发生奇偶校验报警。
ALM910和ALM911分别提示低字节和高字节的报警。
原因和处理:应考虑主板上安装的DRAM不良。
更换主板。
2.3912~913报警(SRAM奇偶校验错误)此报警是SRAM(静态RAM)的奇偶错误。
要点分析:与DRAM一样,SRAM中的数据在读写过程中,也具有奇偶校验检查电路,一旦出现写入的数据和读出的数据不符时,则会发生奇偶校验报警。
ALM912和ALM913分别提示低字节和高字节的报警。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3) 更换FROM/SRAM模块时,需要恢复存储在FROM中的选项信息文件。在恢复 完之后,通电时会发生报警“PS5523 选项认证等待状态”,请在有效期限内 (报警发生后30日以内)联系北京发那科公司,获取认证文件。(报警 PS5523可以在有效期限内通过复位操作予以取消。) 4) 由于印刷电路板的更换,CNC识别号有时会发生变化。请在CNC画面上确认 CNC识别号。与数据表的记载事项不同的情况下,修改数据表的记载事项。
2,在IPL画面输入5,选择“SYSTEM ALARM UTILITY”(系统报警信息)。
3, 输入2,选择“2. OUTPUT SYSTEM ALARM FILE”(输出系统报警文件)。
4.,输入2,选择 “2. OUTPUT SYSTEM ALARM FILE FROM DRAM”(从DRAM输 出系统报警)。输入1,选择 “1. OUTPUT SYSTEM ALARM FILE FROM FILE-RAM”(从文件RAM输出系统报警)。 5,在4.中选择1时,显示出所保存的系统报警的列表,输入希望输出的文件号。 6,输入要输出到存储卡的文件名,执行输出。
④ 更换主板。恢复其它拆装部件,仔细检查确认无误。
轴卡的拆装方法 :
拆卸方法: ① 将固定轴卡的压片(2处)的卡爪向外拉,解除闩锁。(图a) ② 将轴卡向上方拉出。(图b)
FROM/SRAM模块的拆装方法 :
① 将板两侧的卡爪向外打开。(图a) ② 朝斜上方拔出模块。(图b)
更换控制单元的保险丝 :
第二单元:硬件连接
0i-D系统构成 综合连接图: 系统硬件及更换方法 外置检测器(SDU)接口单元
I/O LINK连接
控制单元的安装和使用环境 地线连接 噪声抑制 课程实习
0i-D系统构成 图中绘出了0i-MD (铣削系列) 的主要配置。0i-TD(单路径的车削系列)与此类似。
. • FANUC 0i-D系统维修与调整
目
录
第一单元:系统规格 第二单元:硬件连接 第三单元:PMC程序与信号 第四单元:数字伺服系统
第一单元:系统规格
FANUC CNC种类 AC伺服电机 0i-D系统类型
FANUC CNC 种类:
时间段 1976年 元件 IC 和LSI NC种类 FS-5系列 FS-7系列 Mete系列 1979年 FS-2系列 FS-3系列 FS-6系列 FS-9系列 1984年 FS-10系列 FS-11系列 FS-12系列 1985年 1987年 1990年 1991年 1992年 1993年 LSI(表面安装) LSI(3维安装) FS-0系列 FS-15系列 FS-16系列 FS-18系列 FS-20系列 FS-21系列 FS-0系列 量很多 AC伺服电机 (数字控制) 量少 量少 量多 AC伺服电机 量极少 量少 量极少 伺服种类 DC伺服电机 在中国大陆的应用 量少
时间段 1996年
元件 LSI(3维安装)
NC种类 FS-16i系列
伺服种类 AC伺服电机 (数字控制)
在中国大陆的应用 量很多
FS-18i系列
FS-21i系列 FS-0i系列 1998年 FS-15i系列 Power Mete i系列
当前市场FANUC CNC产品。 FS-0i-D系列: 高可靠性、高性能价格比的纳米级CNC。 30i系列: 高速、高精度复合型多轴多系统控制的纳米级CNC FANUC Series 30i/31i/32i-MODEL A/B 适应于5轴加工机、复合加工机、多轴多路径的尖端机床
•电源报警
•FSSB电缆断线 3,其他报警 •由周边软件检测的报警
•伺服软件
•PMC软件(I/O Link通信异常等)
系统报警信息被保存在SRAM中,SRAM中可以保存最近发生的2次系统报警信息。 系统报警信息可以从IPL画面输出到存储卡中。 进入IPL画面操作: 1,在按“-”和“.键的同时,给系统通电。系统显示IPL画面如下:
0I-D系统类型
• FANUC Series 0i – MD • 加工中心用CNC • 最多控制8轴
•
FANUC Series 0i Mate – MD • 加工中心用CNC • 最多控制5轴
FANUC Series 0i – TD • 车床用CNC • 1路径 最多控制8轴 • 2路径 最多控制11轴 FANUC Series 0i Mate – TD • 车床用CNC • 最多控制5轴
5 ○/6~7 ☆
2 4 i, i ○
4 ○ / 5~7 ☆
2 ○ / 3 ☆ 4
FANUC Series 0i Mate - MODEL D 规格简表
○ :标准功能 ☆:选项功能 -:不可选择 0i Mate - TD Package 3 1 5 3 1○/2☆ 3 i ○ ○ ☆ ○ ○ ☆
主板LED显示:
① 系统发生报警时的报警LED显示(红色LED)。
7段码LED显示,参照维修手册时的注意事项: 1) 选项参数被作为选项信息文件(文件名“OPRM INF”)保存在FROM内。 该文 件只能在本系统中使用,不允许拷贝到其他系统中,否者会出现报警。 2) 在更换完印刷电路板后,系统数据可能会丢失,可根据需要执行SRAM数据和 用户文件的恢复。
0i--TD 双路径系统配置。
0i Mate --D 系统配置 。
硬件概要:
综合连接图:
综合连接图:
系统硬件及更换方法
显示屏背视图:
CNC主板的规格:
CNC主电路板:
电源、轴卡安装的位置:
FROM/SRAM安装的位置:
系统方块图:
系统报警 (SYS ALM***) 当系统出现异常状态时,进入系统报警状态画面,同时执行下列操作。 断开伺服、主轴放大器的励磁 切断I/O Link的通信 系统报警时的画面
•
•
FANUC Series 0i - MODEL D 规格简表
○ :标准功能 功能 控制通道数 最多总控制轴数 (进给轴数(含PMC轴) + 主轴) 进给轴数 (含PMC轴) 主轴数 同时控制轴数 可以连接的伺服 纳米插补 320K (800m) 最大程序容量 512K (1280m) 1M (2560m) 2M (5120m) PMC系统 ☆ PMC功能 - ○ - - PMC/L功能 PMC功能 0i - MD Package 1 1 8 Package 2 2 11 (1通道内 最多8) 8 ○ / 9 ☆ (1通道内 最多7) 2 ○ / 3~4 ☆ (1通道内 最多3) 4 (各通道) i, i ○ ○ - - ○ (双通道合计) - PMC/L功能 - ○ - ○ - ●:标准选择功能 ☆:选项功能 0i - TD Package 1 1 8 Package 2 -:不可选择
主板的更换方法 : • 本更换作业应该由受过专业培训的维修人员进行。 • 进行更换作业前,要确认CNC的SRAM存储器的内容是否已作备份。 更换步骤 : ① 拧下固定壳体的2个螺丝。 ② 解除闩锁在壳体上部两侧的卡爪,拉出壳体,连同风扇、电池一起拆下。
③ 拆除主板上的连接电缆,CA88A(PCMCIA接口连接器)、CA79A(视频信号接口连接 器)、CA122(用于软键的连接器),拧下固定主板的螺丝。注意主板与逆变器P.C.B通过 连接器CA121直接连接,向下移动拆下主板。
② 通信电缆不良、连接不良
③ 从控设备的故障
故障位置和处理办法 : (1) 确认是否由于连接于通道号z(1-4)的I/O Link线上的组号yy(0-15)的从控设备电源 瞬断,或者电压发生了变动。 (2) 从连接于通道号z(1-4)的I/O Link线上的组号yy-1(0-15)的JD1A,确认是否由于连 接组号yy(0-15)的JD1B的电缆不良或者连接不良。 (3) 更换连接于通道号z(1-4)的I/O Link线上的组号yy(0-15)的从控设备。 (4) 通过上述确认仍然不能解决问题时,可能是由于其他方面的原因,请将显示出错误 发生时的情况(包括显示信息、系统配置、操作、发生的时机、发生频次等)的内部 错误代码告知我公司。
电池的更换方法 : 当在LCD画面上出现“BAT”闪烁警告信息,应尽快更换电池。 有两种电池: • 安装在CNC控制单元内的锂电池更换方法: ① 接通CNC系统的电源大约30秒后,然后断开电源。 ② 拉出CNC单元背面右下方的电池单元。 ③ 安装上准备好的新电池单元。确认闩锁已经卡住。
• 外设电池盒,使用碱性干电池(一号电池)的更换方法: ① 接通控制单元的电源。
功能 控制通道数 最多总控制轴数 (进给轴(含PMC轴) + 主轴) 进给轴数(含PMC轴) 主轴数 同时控制轴数 可连接的伺服 显示器 纳米插补 PMC轴控制 最大程序容量 PMC系统 磨床用功能 PMC/L功能 512K (1280m) 8.4” 彩色LCD
0i Mate - MD Package 3 1 5 3○ / 4☆ 1 3 i ○ ○ ☆ ○ ○ ☆
•系统报警SYS_ALM(114~137)(FSSB的报警) FSSB上检测出报警。见附件报警表。
•系统报警SYS_ALM197,
表示与PMC、I/O Link相关的系统报警。原因可能是I/O Link通信异常或PMC控制电路故 障等。
检查PCXXX的编号,查对附件报警表。
举例: SYS_ALM197 EMBEDDED SOFTWARE SYSTEM ERROR EMBEDDED SOFTWARE SYSTEM ERROR:(40B0-0001) PC050 IOLINK ER1 CHz:GRyy:xx I/O Link发生通信错误。 在与通道号z、组号yy中所示的从控设备之间的通信被中断时会发生此报警。 z为通道号(1-4)。 yy表示有发生问题可能性的从控设备的组号(0-15)。 xx为内部错误代码。 有可能导致通信中断的原因有: ① 从控设备的瞬断、电压波动、电源电缆断开