DK7735型数控线切割机床使用说明书
线切割机床说明书
线切割机床说明书文件编码(008-TTIG-UTITD-GKBTT-PUUTI-WYTUI-8256)DK77系列数控线切割机床(机械、电气部分)目录一、概述二、主要技术参数三、机床传动系统四、机床电气系统五、机床安装、调整和操作六、机床的润滑七、机床的维护八、常见故障浙江省玉环县丰泰数控机床有限公司TEL:一、概述数控电火花线切割机床,简称线切割机床,是以运动的金属丝为工具电极,在控制系统的控制下,按预先设定的轨迹对工件进行加工。
线切割机床适合加工各种模具,切割微细精密及形状复杂的零件、样板,切割钨片、硅片等。
广泛应用在机械、电子电气等领域。
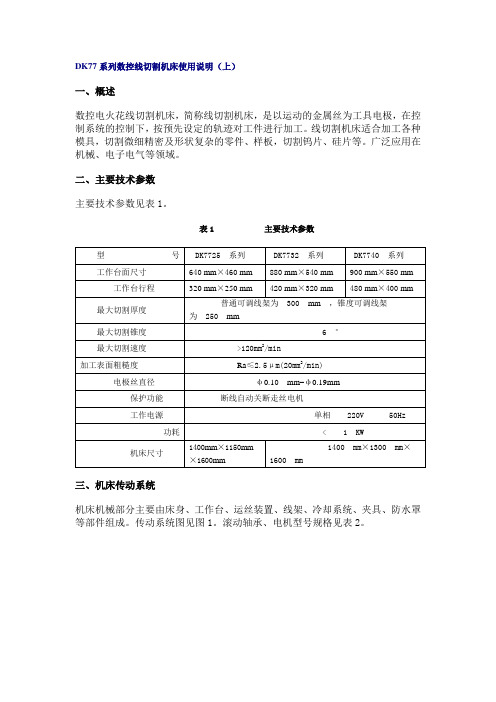
二、主要技术参数主要技术参数见表一。
表一主要技术参数三、机床传动系统机床机械部分主要由床身、工作台、运丝装置、线架、冷却系统、夹具、防水罩等部件组成。
传动系统图见图一。
滚动轴承、电机型号规格见表二。
图一传动系统图表二滚动轴承、电机型号规格1、工作台的传动过程:X方向:控制系统送出进给脉冲→→X轴步进电机MX→→齿轮6/齿轮5→→丝杆CX→→螺母LX→→下拖板;Y方向:控制系统送出进给脉冲→→Y轴步进电机MY→→齿轮7/齿轮8→→丝杆CY→→螺母LY→→上拖板;控制系统每送出一个脉冲,工作台拖板移动。
另外用X、Y方向两个手摇手柄也可以使工作台实现X、Y方向移动。
2、运丝装置的传动过程:运丝电机M→→联轴器→→贮丝筒高速旋转→→齿轮4/齿轮3→→齿轮2/齿轮1→→丝杆C→→螺母L→→行程开关;运丝装置带动电极丝按一定线速度运动,通过线架上的排丝轮、导轮将电极丝整齐地排绕在贮丝筒上,行程限位开关控制贮丝筒的正反转。
四、机床电气系统机床电气原理图见图二,符合有关国家标准。
机床与控制器、高频电源、步进电源的连线接口见图三。
机床电气操作面板示意图见图四。
机床电源为单相220V/50H,机床的三芯电源插座按标准接地,严禁供电插座的接地芯片与电源中性线相连。
照明灯规格为24V/40W。
中走丝线切割加实例

中走丝线切割加实例本实例采用苏州市航大数控机床有限公司生产的DK7735M(配CNC-22D 控制柜)数控中走丝线切割机床,线切割软件采用重庆华明光电有限公司生产的HF编控一体软件。
要求加工20×20 mm BCDE四方形,工件材料为Cr12,厚度40mm。
钼丝从穿丝孔A开始加工。
各点坐标A(=18,0) B(=10,=10) C(=10,10) D(0,-10)E(10,=10)◆第一步:画BCDE四方形并存盘鼠标左键点击【全绘编程】进入【全绘式编程】绘图界面,(以下“鼠标左键点击”简称“点击”)。
点击【绘直线】,点击【取轨迹新起点】,从键盘输入-10,-10按【Enter】键确认,(以下“按【Enter】键确认”简称“按【Enter】”。
屏幕上出现B点,点击【直线:终点】,从键盘输入-10,10按【Enter】,屏幕上出现C点。
从键盘输入10,10按【Enter】,屏幕上出现D点。
从键盘输入10,-10 按【Enter】,屏幕上出现E点。
从键盘输入-10,-10按【Enter】,屏幕上出现B点。
按键盘上【Esc】键,屏幕上出现一个四方形。
至此,BCDE四方形绘制结束。
上面给出了画BCDE四方形的一种方法,还有其它几种画法,用户可以参见≤HF线切割编控一体化系统说明书≥。
点击【存盘】,点击【存轨迹图】,屏幕左下角提示:“存入轨迹线的文件名〔〕〔.HGT〕?”,从键盘输入D:\123按【Enter】。
123是BCDE四方形的文件名,此文件存在D盘。
◆第二步:生成三次切割G代码在【全绘式编程】绘图界面,点击【调图】,点击【调轨迹图】,屏幕左下角提示:“要调用的文件名〔.HGT〕?”从键盘输入D:\123按【Enter】。
屏幕上出现BCDE四方形。
点击【引入线引出线】,再点击【作引线(端点法)】,对话提示框显示“引入线的起点(Ax,Ay)?”,从键盘输入-18,-10按【Enter】确认,对话提示框显示“引入在【全绘式编程】绘图界面,点击【调图】,点击【调轨迹图】,屏幕左下角提示:要调用的文件名〔.HGT〕?”,从键盘输入D:\123按【Enter】。
CNC数控电火花线切割机床操作指导书

1.0目的:对设备进行有效控制,合理操作,使设备处于良好状态,满足生产需要。
2.0适用范围:适用于公司DK77系列数数控电火线切割机床操作规程. 3.0职责:3.1操作者应严格按本作业指导书操作及日常维护。
3.2设备维修员负责设备的定期维护和保养。
4.0操作过程4.1操作前准备 4.1开机前准备.4.1.1检查气动雾化油装置中润滑油冷却液是否足够. 4.1.2开启电源,检查切割机运转是否正常. 4.1.3 检查气动夹紧装置是否到位,否则调整到位. 4.14检查气动回路压力是否正常. 4.2切割操作:4.2.1根据工件的切割要求,调整刀片的切入角度. 4.2.2按工件长度,定好长度标尺. 4.2.3定置好工件,按夹料按钮, 夹紧工件. 4.2.4按切料按钮,切断工件. 4.2.5松开夹紧装置,取下工件. 4.3关机:4.3.1按停止按钮,关闭主电机,卸去气压回路中的压力. 4.3.2将加工工件的工件放置在指定地点.XXX 有限公司DK77系列数控电火花机线切割机床文件编号: QE-QG-02版本号:A生效日期: 2011-3-28 制订 审核页 次: 第1页共2页4.3.3工作结束后应将机床试擦干净,在易腐蚀的表面上涂一层机油,并定期进行大清理. 4.4注意事项:4.4.1夹紧工序中,注意手部不要放在罩盖范围内.4.4.2发现机床有异常响动,应立即停机,报告主管,通知设备维修人员. 4.5维护与保养4.5.1维护与保养要求4.5.2相应人员维护与保养时应填写(设备日常保养项目表) 5.0相关文件\ 6.0质量手册( )月设备日常保养记录XXX 有限公司DK77系列数控电火花机线切割机床文件编号: QE-QG-02版本号:A生效日期: 2011-3-28 制订审核页 次: 第1页共2页序号 保养项目 保养内容保养周期 责任人 1 机床润滑 检查润滑情况,喷油油壶油量日常 操作者 2 导轨保护 刷防锈油2天 操作者 3 机床清洁 打开后护罩彻底清扫机床周围 日常 操作者 4 锯片 锯片磨损或损坏,需重磨或更换定期 设备维修员 5汽液缸液压油更换3个月设备维修员。
线切割设备操作说明书
審 核
制 作
日 期
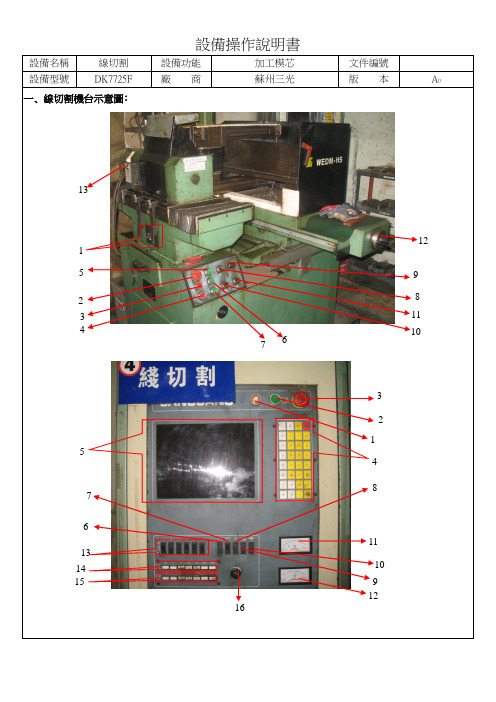
5﹕電源啟動開關 6﹕水泵啟動開關 7﹕運絲啟動開關 8﹕上絲開關
9﹕上絲速度調節開關10﹕斷絲保護開關 11﹕高頻開關 12﹕X軸手柄
13﹕運絲保護開關
圖二板面介紹﹕
1﹕電源指示燈2﹕電源啟動開關 3﹕緊急停止開關 4﹕數字字母鍵
5﹕顯示屏 6﹕X﹑Y坐標 7﹕U﹑V坐標 8﹕高頻開關
9﹕斷絲保護開關 10﹕加工開關 11﹕電流表 12﹕電壓表
設備名稱
線切割
設備功能
加工模芯
文件編號
設備型號
DK7725F
廠 商
蘇州三光
版 本
A0
一﹑線切割機台示意圖﹕
16
核 准
審 核
制 作
日 期
設備名稱
線切割
設備功能
加工模芯
文件編號
設備型號
DK7725F
廠 商
蘇州三光
版 本
A0
圖一板面介紹﹕
1﹕絲筒行程開關 2﹕緊急停止開關 3﹕水泵停止開關 4﹕運絲停止開關
13﹕功放管數量 14﹕脈寬選擇 15﹕脈沖間隔選擇16﹕速度調節
操作步驟﹕
一﹑首先旋轉打開電源開關(電源為380V)﹐起動馬達檢查機器是否有異常響聲。
二﹑對加工物件的步驟及事項﹕
1.按圖紙技朮要求選擇好材料。
2.加工物件前﹐首先把按圖紙技朮要求在電腦里將程序編寫好﹐并生成3B文件傳輸到控制機里。
3.加工物件時﹐應按照電腦里程序將加工物件水平夾緊在萬用平口鉗或吸附在機床平面上﹐再用百分表校正平行度﹐以免在加工中出現極大誤差或不平行。
6.當工件加工完后﹐線切割將自動停止。
四﹑注意事項
1.加工物一定要夾緊且平行﹐以免傷到他人。
DK77系列数控线切割机床使用说明
DK77系列数控线切割机床使用说明(上)一、概述数控电火花线切割机床,简称线切割机床,是以运动的金属丝为工具电极,在控制系统的控制下,按预先设定的轨迹对工件进行加工。
线切割机床适合加工各种模具,切割微细精密及形状复杂的零件、样板,切割钨片、硅片等。
广泛应用在机械、电子电气等领域。
二、主要技术参数主要技术参数见表1。
表1 主要技术参数三、机床传动系统机床机械部分主要由床身、工作台、运丝装置、线架、冷却系统、夹具、防水罩等部件组成。
传动系统图见图1。
滚动轴承、电机型号规格见表2。
图1 传动系统图表2 滚动轴承、电机型号规格编号名称型号规格精度数量安装部位X方向:控制系统送出进给脉冲→→X轴步进电机MX→→齿轮6/齿轮5→→丝杆CX→→螺母LX→→下拖板;Y方向:控制系统送出进给脉冲→→Y轴步进电机MY→→齿轮7/齿轮8→→丝杆CY→→螺母LY→→上拖板;控制系统每送出一个脉冲,工作台拖板移动0.001mm。
另外用X、Y方向两个手摇手柄也可以使工作台实现X、Y方向移动。
2、运丝装置的传动过程:运丝电机M→→联轴器→→贮丝筒高速旋转→→齿轮4/齿轮3→→齿轮2/齿轮1→→丝杆C→→螺母L→→行程开关;运丝装置带动电极丝按一定线速度运动,通过线架上的排丝轮、导轮将电极丝整齐地排绕在贮丝筒上,行程限位开关控制贮丝筒的正反转。
四、机床电气系统机床电气原理图见图2,符合有关国家标准。
机床与控制器、高频电源、步进电源的连线接口见图3。
机床电气操作面板示意图见图4。
机床电源为单相220V/50H,机床的三芯电源插座按标准接地,严禁供电插座的接地芯片与电源中性线相连。
照明灯规格为24V/40W。
机床电气器件清单见表3。
图2 机床电气原理图图3 连线接口图图4 操作面板图如图5示,安装好机床,接好电源线,合上闸,即可对机床进行操作。
图5 机床安装平面布置图1、将“丝速调整”旋钮SC置1档,使丝筒运转时比较慢,做好上丝前的准备。
数控快走丝电火花线切割机床操作
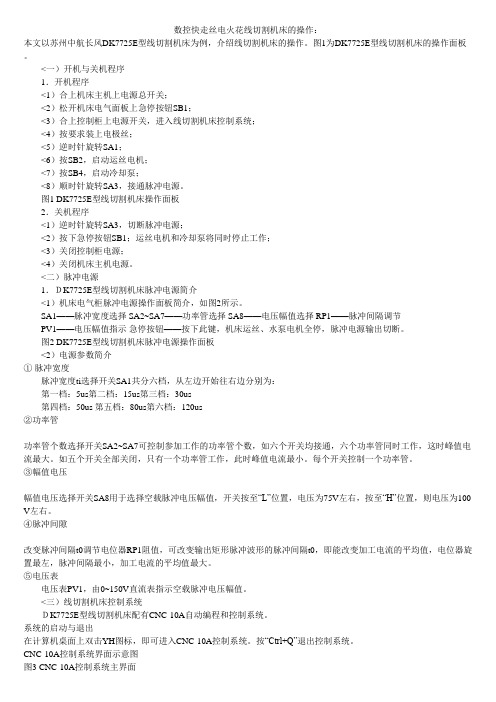
数控快走丝电火花线切割机床的操作:本文以苏州中航长风DK7725E型线切割机床为例,介绍线切割机床的操作。
图1为DK7725E型线切割机床的操作面板。
<一)开机与关机程序1.开机程序<1)合上机床主机上电源总开关;<2)松开机床电气面板上急停按钮SB1;<3)合上控制柜上电源开关,进入线切割机床控制系统;<4)按要求装上电极丝;<5)逆时针旋转SA1;<6)按SB2,启动运丝电机;<7)按SB4,启动冷却泵;<8)顺时针旋转SA3,接通脉冲电源。
图1 DK7725E型线切割机床操作面板2.关机程序<1)逆时针旋转SA3,切断脉冲电源;<2)按下急停按钮SB1;运丝电机和冷却泵将同时停止工作;<3)关闭控制柜电源;<4)关闭机床主机电源。
<二)脉冲电源1.DK7725E型线切割机床脉冲电源简介<1)机床电气柜脉冲电源操作面板简介,如图2所示。
SA1——脉冲宽度选择 SA2~SA7——功率管选择 SA8——电压幅值选择 RP1——脉冲间隔调节PV1——电压幅值指示急停按钮——按下此键,机床运丝、水泵电机全停,脉冲电源输出切断。
图2 DK7725E型线切割机床脉冲电源操作面板<2)电源参数简介①脉冲宽度脉冲宽度ti选择开关SA1共分六档,从左边开始往右边分别为:第一档:5us第二档:15us第三档:30us第四档:50us 第五档:80us第六档:120us②功率管功率管个数选择开关SA2~SA7可控制参加工作的功率管个数,如六个开关均接通,六个功率管同时工作,这时峰值电流最大。
如五个开关全部关闭,只有一个功率管工作,此时峰值电流最小。
每个开关控制一个功率管。
③幅值电压幅值电压选择开关SA8用于选择空载脉冲电压幅值,开关按至“L”位置,电压为75V左右,按至“H”位置,则电压为100 V左右。
④脉冲间隙改变脉冲间隔t0调节电位器RP1阻值,可改变输出矩形脉冲波形的脉冲间隔t0,即能改变加工电流的平均值,电位器旋置最左,脉冲间隔最小,加工电流的平均值最大。
DK7735 线割机操作说明
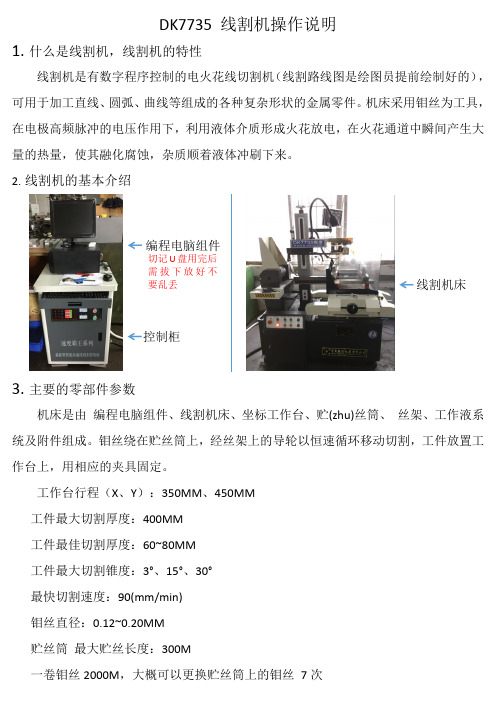
DK7735 线割机操作说明1. 什么是线割机,线割机的特性线割机是有数字程序控制的电火花线切割机(线割路线图是绘图员提前绘制好的),可用于加工直线、圆弧、曲线等组成的各种复杂形状的金属零件。
机床采用钼丝为工具,在电极高频脉冲的电压作用下,利用液体介质形成火花放电,在火花通道中瞬间产生大量的热量,使其融化腐蚀,杂质顺着液体冲刷下来。
2. 线割机的基本介绍编程电脑组件线割机床控制柜3. 主要的零部件参数机床是由 编程电脑组件、线割机床、坐标工作台、贮(zhu)丝筒、 丝架、工作液系统及附件组成。
钼丝绕在贮丝筒上,经丝架上的导轮以恒速循环移动切割,工件放置工作台上,用相应的夹具固定。
工作台行程(X 、Y ):350MM 、450MM工件最大切割厚度:400MM工件最佳切割厚度:60~80MM工件最大切割锥度:3°、15°、30°最快切割速度:90(mm/min)钼丝直径:0.12~0.20MM贮丝筒 最大贮丝长度:300M一卷钼丝2000M ,大概可以更换贮丝筒上的钼丝 7次切记U 盘用完后需拔下放好不要乱丢4. 开机步骤开机时,先要检查一下电脑主机上是否有U 盘,切记按照上面的标签内容操作(如图一) 打开线割机床控制系统的‘总控’(如图二) 打开控制柜的‘启动’(如图三,编程电脑会自动打开 (如图四) 根据工程提供的图纸,在线割机床上固定需要加工产品的相应夹具。
5. 从U 盘导图入文档到电脑U 盘插入编程电脑主机上 鼠标选择‘File 文件调入’(如图四) 回车 F4>dr v 调盘(按 键盘上的F4键 如图五) 键盘上的上下键选择‘E :USB 盘’(如图六) 回车 上下键选择要加工的文档(如图七,切记选择正确的文档) F3>save 存盘(按 键盘上的的F3键) 键盘上的上下键选择‘D :虚拟盘’(如图八) 回车 ESC 键返回主页面。
6. 电脑中打开文档选择‘Trans 格式转换’(如图九) 回车 选择‘DXF → DAT ’(如图十) 回车 回车 回车(直至回到主页面,如图三)。
中英文DK77系列数控电火花线切割机床使用说明书
封面:DK77 Series NC EDM Wire-Cutting Machine Tool DK77系列数控电火花线切割机床Use Description使用说明书Ningbo Zhongyuan Machine Tool Co., Ltd.宁波中原机床有限公司Catalogue目录Machine Tool Use机床用途Machine Tool Features机床特点Main Use主要用途Structure and Principle of Operation工作原理及结构Principle of Operation工作原理Mechanical System Structure机械系统结构Technical Parameters技术参数Characteristic Model Stipulations特性型号的规定Basic Parameters基本参数Machine Tool Handling and Installation机床的搬运与安装Machine Tool Handling and Hoisting机床的搬运与吊装Machine Tool Installation机床的安装Machine Tool Adjustment and Operation机床调整与操作Preparation Works准备工作Coil Holder Adjustment线架调整Worktable Regulation工作台调整Kinetic Wire Component Adjustment and Electrode Wire Coiling 运丝部件调整及电极丝绕装Guide Wheel Adjustment导轮的调整Work-Piece Clamping工件装夹Operation and Points for Attention操作及注意事项Machine Tool Maintenance and Trouble Removal机床的维护与故障的排除Machine Tool Maintenance机床的维护Common Troubles and Removals of the Machine Tool机床的常见故障与排除Vulnerable Part Table易损零件表Machine Tool Running System Installation and Use Description 机床电器安装及使用说明Summary of Machine Tool Running System and Control System电器控制系统概述Common Troubles of Machine Tool Running System: Causes and Removals电器常见故障:原因及排除Safety Protection Measures of Machine Tool Running System机床电器安全保护措施Schematic Drawing of 25V Drive Head Mains25伏驱头电源原理图Schematic Drawing of Machine Tool Running System机床电器原理图DK77 SeriesDK77系列Use Description of Machine Tool机床使用说明书38 Pages Total共38页Page 1第一页Machine Tool Use机床用途Machine Tool Features机床特点Max. feature of this serial product lies in the fact that it has no special requirements to the processed metal material properties. In principle, it can process all the conductive materials such as super-hard and hard alloy, quenching materials, stainless steel ductile materials, various magnet steel fragile materials, uneasily-clamped thin wall spares etc. If the Machine Tool gets the aid of the auxiliary extra-large specification of “Taper Cutting Device”and “Responsive Micro-Computer System” produced by this Company, then it can gain the satisfactory results in processing all kinds of the special spares which terrify other Machine Tools. Following the constant appearance of the high-tech products, it continuously prospers the national economy. We predict that the characteristics of this serial product will be further developed and utilized. It will find favor in the eyes of vast customers.本系列产品最大特点是对被加工的金属材料性质无特殊要求,原则上凡导电材料均可加工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
DK7735型数控线切割机床
使用说明书
(机床部分)
一、机床主要用途及特性
数字程序控制电火花线切割机床,可用于加工点、直线、圆弧组成的各种复杂形状的金属零件,本机床采用钼丝作为工具,电极在高频脉冲电压作用下,利用液体介质被击穿后形成火花放电时,在火花通道中瞬间产生大量的热量,使工件表面的金属部溶化甚至气化,使金属被蚀除下来。
本机床操作简便,加工效率高,稳定可靠,经济耐用,可广泛用于仪器、仪表、汽车行业模具制造,加工各种冲模、靠模、样板及异形零件。
二、主要规格及技术参数
1.工作台
工作台行程(X、Y):350×400mm
工作台手轮移动量:4mm/圈
切割锥度:3°—6°(根据用户选配)
2.贮丝筒
贮丝筒滑板移动量:100mm
贮丝筒转速:四级(交流电机只保留一级)
电极丝直径:0.12—0.18mm
最大贮丝长度:300m
3.工件
工件最大切割厚度:300mm
工件加工表面粗糙度:Ra=1.25—2.5µm
工件切割速度:20—80mm2/分
4.电源
电源:AC380V 50HZ 三相四线制
功率:<1KW
5.工作液
机床工作液为DX—1乳化液(浓度为7—15%)
工作液箱体容量:400×350×360mm
三、机床结构说明
机床是由床身、坐标工作台、贮丝筒、丝架、工作液系统及附件组成。
钼丝绕在贮丝筒上,经丝架上的导轮以恒速度循环移动。
工件放置工作台的夹具上,用压板螺母固定。
步进电机按控制机程序信号旋转,经由变速齿轮带动丝杠传动工作台,达到切割工件。
1.床身
床身是由优质槽钢焊接而成,经时效处理。
镶入大理石花岗岩作为床面,使整个床身稳定不变形,床身右边为电气控制箱,左边是工作液箱安放处。
2.工作台
坐标工作台主要是由工作台面、拖板、滚珠丝杠及变速齿轮箱组成,拖板的纵横运动采用滚动导轨结构,分别由步进电机齿轮传动滚珠丝杠来实现工作台运动。
滚珠丝杠副具有传动精度高、效率高、寿命长等优点。
3.贮丝筒
贮丝筒采用薄壁空心圆柱体铝合金与绝缘材料组合而成,具有重量轻、惯性小等优点。
电机通过摩擦轮带动贮丝筒运动,再经过变速系统传动丝杠带动拖板进行排丝。
贮丝筒拖板的频繁换向采用一组行程开关控制电机正反向旋转。
4.丝架
丝架系一铸件,刚性较好。
导轮采用密封式结构装入线架,上下导轮前面装一付“V”型宝石棒消振器,可使机床加工出来的零件光洁度和精度得到提高。
四、机床操作及切割注意事项
1.机床操作
(1)首先合上电源开关(位于床身箱体内)24V步进驱动电源开关及高频脉
冲电源开关,整机各控制处于起始状态。
(2)检查贮丝筒左、右撞块,使其固定在适当位置,按运丝绿色按钮,指示
灯亮,贮丝筒转动;开启液泵绿色按钮调节供液量适中(供液阀位于液泵出水处)。
(3)开启控制机(见阅电器部分说明)控制机在自动位,先开进给开关,依
次是高频、加工、调整高频电参数基金给微调开关使枝条到加工最佳稳定状态。
(4)加工结束先关控制机、高频开关、加工开关,再关机床运丝。
(5)机床操作面板说明:
①结束自动停机旋钮:当此旋钮在红点位置时,控制程序(3B)段末带有“DD”码时,机床加工到此段结束后,运丝和工作液会自动断电;此钮在空位将不执行上述功能。
②急停按钮:按下此钮切断机床控制电源回路,当断丝后从丝筒上抽丝时,按下此钮丝筒将失去刹车功能。
③运丝指示灯:当合上运丝后该灯点亮。
④运丝按钮:绿色为开启,红色为关闭。
⑤液泵指示灯:当合上液泵后,该灯点亮。
⑥液泵按钮:绿色为开启,红色为关闭。
⑦切割上丝旋钮:切割位置当机床自动切割工件时,出现断丝情况将自动关闭丝筒工作。
上丝位置是指给丝筒上丝或线架无丝情况,开启丝筒转动有效。
⑧调速:贮丝筒分为四个速度运行(交流机调速为电源指示灯)
2.切割时注意事项:
(1)加工中必须注意如下情况:
①一定记下加工起始点及关键点坐标值或手轮对零,利于加工出现断丝等不利因素时返回起点。
②对于没把握的程序和工件尺寸,可用薄板试割。
③程序输入控制机后应作校零或检查。
④合理调整进给速度,根据工件厚度,材料硬度,开机前调整运丝速度,高频参数使高频电流表值稳定为止。
⑤工作液一定要畅通,定期清理,否则将引起短路或断丝。
同时,要特别注意回流工作液不可流入机床外部各个电连接器,以防烧坏机床电器。
⑥切割中出现短路现象(无火花、无进给切割、高频电流有指值)可用手动回退排除;若不能排除可回原点采用倒割(程序采用指令倒走)来完成,应注意在切割过程中工作台手轮避免移动,以免损坏工件。
(2)机床使用中的几个问题:
①钼丝相对于工作的垂直度由用户自行调整(丝架出厂前已调整),其测量方法有两种:一种是光缝测量法,即在灯光下目测钼丝与垂直测量工件之间的光缝大小,以光缝上下均匀且基本看不见为好。
第二种是火花法,即打开高频电源,按下调试开关,功放管数量开至1个开启运丝Ⅰ速,移动工作台拖板使钼丝靠近垂直测量工件,刚刚接触上下能同时碰火花为宜,调整时,须在丝涨紧状态下进行。
②当需要更换导轮或轴承时,应当使用专用拆卸工具,更换后可采用上述两种方法调整X、Y方向垂直度,先调整导轮垂直度,后放入宝石棒再调整一次。
③当导电块及宝石棒长期使用出现凹痕时,应及时调整至新的位置使用,如果已无法调整,应及时更换,否则将出现接触不良,夹断钼丝或自动停机。
五、机床的润滑
机床的润滑按附表规定定期润滑,特别指出的是走丝系统的润滑,由于本机采用的是高速走丝系统,所以走丝系统传动的平稳与否,直接影响到加工精度和机床寿命,为此,请用户重视。
机床润滑表
六、常见故障及排除
1.断丝故障分析及排除方法
(1)刚开始切割工件即断丝
①产生原因:
a进给不稳,开始切入速度太快或电流过大。
b切割时,工作液没正常喷出,高频已放电。
c导轮及轴承已磨损或导轮轴向及径向跳动大,造成抖丝。
d线架尾部导轮没调整好,挡丝位置不合适造成叠丝。
e工件表面有毛刺,氧化皮。
②排除方法:
a刚开始切入时,速度应稍慢些,而视工件材料厚薄逐渐调整至合适位置。
b切割时,工作液正常喷出后,方能开高频,加工开关。
c尽量涨紧钼丝,消除抖动,效果不明显,应更换导轮或轴承,一般3—6个月更换一次(型号D60025)。
d检查钼丝在导电块上有无很深凹痕。
e消除工件表面毛刺及氧化皮。
(2)工件切割过程中突然断丝
①产生原因:
a贮丝筒换向时断丝的主要原因是贮丝筒换向时没有切断高频电源,致使钼丝烧断。
b工件材料热处理不均匀,造成工件变形。
c高频电参数选择不当。
d工作液使用不当,太稀或太脏,以及工作液量太小。
e导电块或宝石棒与钼丝接触不好,或已被钼丝割成凹痕,造成卡丝。
f钼丝质量不好或已霉变发脆。
②排除措施:
a排除贮丝筒换向不切断高频脉冲的故障或调整撞块上挤压螺钉的高度,使换向延时加高频时间较长。
b工件材料要求材质均匀,并经适当热处理,使切割时不易变形,且切割效率高,不易断丝。
c合理选择电参数。
d经常保持工作液的清洁,合理配制工作液。
e调整导电块位置,必要时可更换导电块或宝石棒。
f更换钼丝,切割较厚工件要用较粗的钼丝加工。
2.其它一些钼丝故障:
(1)导轮不转或不灵活,钼丝与导轮造成滑动摩擦而把钼丝拉断,应重新调
整导轮,电极丝受伤后,也会引起加工过程中的断丝,在涨丝时,一定要用涨丝轮不可用不恰当的工具。
(2)在工件接近切完时断丝,这种现象往往是工件材料变形,将钼丝夹断或
出现短路现象。
主要解决办法是选择正常的切割路线和材料,从而最大限度地减少变形。
(3)空运转时断丝,主要可检查钼丝是否在导轮,宝石棒内,钼丝排列有无
叠丝现象,检查导电块是否出现沟痕。
七、机床易损明细表
1.
2.易损件明细
导电块挡丝棒导轮导轮轴承。