挤压膨化技术及设备介绍
挤压膨化机的工作原理
挤压膨化机的工作原理挤压膨化机是一种常用的食品加工设备,它通过挤压和膨化的技术,将原料转换成具有特殊形态和组织的食品产品。
其工作原理涉及到物料的挤压和膨化过程,包括挤压螺杆、膨化腔室、加热系统等多个组成部分。
下面我们将详细介绍挤压膨化机的工作原理。
挤压膨化机的工作流程通常分为原料预处理、挤压膨化和成型几个阶段。
在原料预处理阶段,原料需要经过清洗、破碎、调配等工序,以确保原料的品质和稳定性。
在挤压膨化阶段,挤压螺杆将原料送入到膨化腔室中,并受到高温高压的作用,从而实现了原料的挤压和膨化。
通过成型部件将膨化好的原料进行成型,形成所需的食品产品。
在挤压膨化机中,挤压螺杆是实现原料挤压和输送的核心装置。
挤压螺杆通常呈螺旋状,可以利用旋转运动将原料从进料口输送到膨化腔室中。
挤压螺杆的压缩作用可以使得原料在膨化腔室内形成一定的压力,为后续的膨化过程奠定基础。
膨化腔室是挤压膨化机中至关重要的部件,它通常由加热筒和螺旋搅拌元件组成。
原料在进入膨化腔室后,首先经过加热筒的高温加热,使得原料内部的水分受热蒸发,同时原料本身也受到热胀冷缩的作用。
接着,螺旋搅拌元件产生剪切力和挤压力,使得原料在膨化腔室内形成高温高压状态,从而实现了原料的挤压和膨化。
膨化腔室内的高温高压环境有利于淀粉颗粒的破裂和水分的蒸发,促进原料的膨化和整合。
挤压膨化机中的加热系统也至关重要。
加热系统通常由电加热器或蒸汽加热器组成,通过对膨化腔室的加热,提高了原料内部的温度和压力,加速了原料的膨化过程。
加热系统还可以对原料进行杀菌和烘干处理,提高了产品的卫生安全性和质量稳定性。
挤压膨化机通过挤压和膨化的技术,将原料转化成具有特殊形态和组织的食品产品。
其工作原理主要涉及到挤压螺杆、膨化腔室、加热系统等多个组成部分,通过对原料的挤压、加热和膨化处理,实现了食品产品的加工和生产。
挤压膨化技术在食品加工行业中具有广泛的应用,可以生产出各种口感丰富、营养丰富的食品产品,为人们的生活提供了便利和多样性。
食品挤压膨化技术
(二)按挤压机的受热方式进行分类
(1)自然式挤压机:
1)挤压中的热量来自物料与螺杆,物料与机筒间的摩擦; 2)挤压温度受生产能力,水分含量。物料粘度,环境温 度,螺 杆转速等多方面因素的影响,故温度不易控制,偏 差较大; 3)设备一般只有较高转速,转速可达500~800r/min; 4)可用于小吃食品的生产,产品质量不易稳定,操作灵 活性小,控制困难; 1)靠外部加热的方式提高挤压机筒和物料的温度; 2) 加热方式有蒸汽加热,电 加热,电热丝加热,油加 热等方式; 3)还有等温式挤压机和变温式挤压机;
融段。
由于螺槽逐渐变浅,继续升温升压,食品物料得 到蒸煮,出现淀粉糊化,脂肪、蛋白质变性等一 系列复杂的生化反应,组织进一步均化,最后定 量、定压地由机头通道均匀挤出,称为计量均化
段。
图2 挤压加工过程示意图 1、加料输送段 2、压缩熔融段 3、计量均化段
时一 间种 变挤 化压 曲膨 线化 食 品 的 温 度 、
3.完整的挤压食品加工过程
原料粉碎 混 合 预合 粉碎 压 缩 输 送
切
断
烘干(冷却)
调
味
成品包装
几点说明
挤压生产过程实际上是连续渐变的 螺杆长径比L / D小的螺杆挤压机各段的区别不明显
尤其是加热、熔融、升压几乎就在螺杆顶端与模头之间 的很窄的一个区域同时完成
(四)按螺杆转速进行分类
(1)普通挤压机 (2)高速挤压机 (3)超高速挤压机
1.螺杆挤压原理: 1)螺杆上的螺旋推挤可塑性物料向前运 动; 2)物料在出口模具的背后受阻形成压力; 3)螺杆的旋转和摩擦生热及外部加热, 使物料在机筒内受到高温高压剪切力的 作用,最后从摸孔中挤出。
挤压膨化技术精选全文

• 疏松原料从加料斗进入机筒,随着螺杆 加料输送段 的旋转,沿着螺槽方向向前输送
• 物料受到机头阻力作用压实,进而受到 螺杆与机筒强烈搅拌、混合、剪切,还
压缩熔融段 要受到外部加热,开始熔融
• 螺槽变浅继续升温升压,物料得到蒸煮, 出现淀粉糊化,脂肪Pro变性,组织进
计量均化段 一步均化,最后定量定压均匀挤出
食品挤压膨化技术
Nov 11,2014
膨化食品的概念和种类
利用油炸、挤压、沙炒、焙烤、微波等技术作 为熟化工艺的物料有体积明显增加现象的食品
国外又称挤压食品、喷爆食品、轻便食品
挤压膨化 油炸膨化
热空气膨化 其他膨化
主食类 糕点类 冷食类
油茶类 小食品类 军用食品
营养损失少 易被人体吸收 不易产生“回生”现象 便于长期保存 产生口感好 改变了产品风味 生产效率高 原料利用率高 无三废污染 食用方便 适用范围广
原料粉 碎
混合
预处理
喂料
压
粉
混
加
熔
升
缩
碎
合
热
融
压
挤出 烘干 冷却 调味
挤压过程中各成分的变化
淀粉:发生糊化、糊精化和降解 蛋白质:含量下降、变性、分子重排、组织化 脂肪:质量减少 食糖:焦化、与氨基酸发生美拉德反应
膨化前卸料模具的反向 作用、外部加热作用、物料与螺杆和机筒的内部摩 擦热作用
➢以上综合作用使物料处于3-8MPa的高压和200℃左 右高温的状态
➢物料由模具口挤出,压力骤降为常压,水分急骤 的蒸发,产生“爆炸”随之膨胀。水分从用料中散 发带走大量热量,使温度从高温骤降到80℃左右, 从而使物料固化定型,保持碰撞后的状态
挤压膨化加工原理
挤压膨化食品生产资料.
挤压膨化技术基础知识1.挤压机与挤压膨化的基本原理2.挤压膨化技术的特点3.挤压膨化技术的应用4.挤压休闲谷物食品和早餐谷物的区别5.食品配料对谷物挤压特性的影响6.挤压谷物食品产品配方设计要点7.操作参数对早餐谷物产品特性的影响8.挤压膨化食品喷涂技术1.挤压机与挤压膨化的基本原理连续挤压蒸煮工艺的核心设备是挤压机。
挤压机具有压缩、混合、混炼、熔融、膨化、成型等功能。
挤压机的腔体可以分成3-5个区,各区可以通过蒸汽或电加热,也可通过挤压摩擦加热,从而达到蒸煮物料的目的,物料在腔体中高温、高压的作用下,淀粉糊化、蛋白质变性。
当物料通过挤压机腔体各区的时候,可溶性的风味物资和色素可以通过腔体在高压的作用下注入到物料之中。
在挤压腔体的末端,熔融的物料通过在高压的作用下通过模板的模孔而挤出,由于压力的突然下降,水蒸汽迅速膨胀和散失,使产品形成多孔结构,然后膨化的物料被旋转刀切成一定大小的产品。
在早餐谷物食品生产中最常使用的是单螺杆挤压机和双螺杆挤压机,而双螺杆挤压机同单螺杆挤压机相比更具有优势,因为单螺杆挤压机对物料粒度、水分要求、组分要求严格,且容易产生物料倒流、螺杆易磨损等问题。
Housing heating/coolingDirect steam additioninto the housing 2ControlmaindrivesControlcabinetauxiliarydrivesProcessControlSuction conveying to cooler/dryer VentingorDirectSteamSteam addition2Liquid 2Liquid 1314WaterWaterExtrusion System2.挤压膨化技术的特点*多变性好*生产能力大*成本低*产品形状多种多样*卫生,营养损失小,消化吸收率高*能量的利用率高*新食品的生产容易*食品原料几乎没有损失3.挤压膨化技术的应用u小吃食品和休闲食品u早餐谷物食品u通心面类食品(挤压温度50℃,螺杆转速80rpm,排气u速溶粉末婴幼儿食品u变性淀粉和变性谷物粉u面包片u速溶茶u大豆组织蛋白(原料水分43%,低于60℃/低于60℃/低于180℃/低于180℃u饲料生产u糖果与巧克力Extrusionline for modified Flours andStarchesH 2OH 2O Steam CCFlavour ,Spices, Colours,Emuls ifiers, etc.SteamfRaw materialsRaw materials Premixing MeteringPredrying/Cooling/TemperingConditioning FlakingToasting/Cooling PackagingExtrusionSyrup(malt extract, sugar, water, salt, etc.Syrup (malt extract, sugar, water, salt, etc.Water and Steam Water and Steam Extruder Line for Corn Flakes Extruder line for indirect expanded cerealswith sugar coating H 2OH 2OS t e a m食品配料对谷物挤压特性的影响小结l谷物挤压产品生产中,加入少量的还原糖(1%-5%左右,即可使产品组织结构变得均匀细密、产品色泽加深、风味加强、膨化度和水溶性指数加大、吸水指数变化不大。
饲料挤压膨化机结构原理
饲料挤压膨化机是一种用于加工动物饲料的设备,其结构原理如下:
进料系统:包括进料口、螺旋进料器和进料调节器,用于将原料送入机器内部。
挤压系统:包括螺旋挤压器、挤压腔和模头,用于将原料挤压成高压状态。
膨化系统:包括膨化腔和膨化器,用于将高压状态下的原料快速释放出来,产生膨化效果。
切割系统:包括切割器和切割调节器,用于将膨化后的饲料切割成所需长度。
出料系统:包括出料口和出料调节器,用于将加工好的饲料排出机器。
整个饲料挤压膨化机的工作原理是:原料经过进料系统进入机器内部,通过螺旋挤压器被挤压成高压状态,然后进入膨化腔,在膨化器的作用下,迅速释放出来,产生膨化效果。
最后通过切割系统将膨化后的饲料切割成所需长度,通过出料系统排出机器。
挤压膨化技术及设备介绍

挤压膨化技术的发展历史一、行业发展自从 1856 年美国沃德申请了第一份有关膨化的专利以来,许多发达国家对挤压膨化相关的设备和工艺相继作了广泛研究,挤压膨化技术在工业中的应用越来越受到青睐。
挤压膨化技术应用于饲料工业起始于五十年代的美国,主要用于加工宠物饲料,对动物饲料进行预处理以改进消化性和适口性及生产反刍动物蛋白补充料的尿素饲料。
到了八十年代,挤压技术已经成为国外发展速度最快的饲料加工新技术,它在加工特种动物饲料、水产饲料、早期断奶仔猪料及饲料资源开发等方面具有传统加工方法无可比拟的优点。
膨化技术在我国的应用最早使用于正大集团所属的饲料加工企业,经过近十几年的宣传推广,膨化料的优越性已被广大的养殖企业所接受,膨化机生产技术也逐步走向成熟。
如果按照产业的发展阶段(导入期、发展期、高峰期、衰落期)分析,我国膨化机的生产及膨化机的应用目前处于发展期,预计 3 - 5 年将进入高峰期。
二、膨化机(一)、膨化机的基本组成膨化机主要由动力传动装置、喂料装置、预调质器、挤压部件及出料切割装置等组成。
挤压部件是核心部件,由螺杆、外筒及模头组成。
一般按外筒内螺杆的数量将挤压机分为单螺杆挤压机和双螺杆挤压机。
由于双螺杆挤压机的投资大,除生产某些特种饲料外较少使用。
目前,在饲料行业应用最广泛的是单螺杆挤压机,具有投资少、操作简单的优点。
根据在膨化过程中是否向物料中加蒸汽,挤压机又可分为干法膨化机和湿法膨化机。
干法膨化机依靠机械摩擦和挤压对物料进行加压加温处理,这种方法适用于含水和油脂较多的原料的加工,如全脂大豆的膨化。
对于其他含水和油脂较少的物料,在挤压膨化过程中需加入蒸气或水,常采用湿法膨化机。
挤压机膛一般是组装成的,便于所需要配置件的更换及保养。
机膛节段有直沟型和螺旋沟型。
直沟型有剪切、搅拌作用,一般位于挤压机膛中段;螺旋沟型有助于推进物料,通常位于进料口部位,靠近模板的节段也设计成螺旋沟,使模板压力和出料保持均匀。
挤压膨化技术
挤压膨化技术一、引言挤压膨化技术是一种利用高温高压将食材进行物理改性的技术。
该技术广泛应用于食品工业中,可以制备出各种口感独特、品质优良的食品。
二、挤压膨化技术的原理挤压膨化技术是利用高压和高温对食材进行物理改性。
首先,将原料加入挤出机中,经过加热和挤压后,在突然减压的情况下,由于溶液中的气体释放,使得溶液瞬间膨胀形成泡沫状物质。
此时,泡沫内部的水分会迅速蒸发,从而形成空心结构。
最终通过切割、干燥等工艺制成各种不同形态的食品。
三、挤压膨化技术的优点1. 提高产品口感:由于挤压膨化技术可以使得产品内部形成空心结构,因此可以提高产品的口感。
2. 增强产品营养:在加工过程中,由于温度较高且处理时间较短,因此可以保留更多原料中的营养成分。
3. 提高生产效率:由于挤压膨化技术可以一次性完成多个工序,因此可以提高生产效率。
四、挤压膨化技术在食品工业中的应用1. 膨化谷物类食品:如膨化玉米片、膨化米饼等。
2. 膨化豆制品:如豆腐干、豌豆饼等。
3. 膨化肉制品:如脱水肉丝、烤肉串等。
4. 膨化果蔬类食品:如果冻、水果干等。
五、挤压膨化技术的发展趋势1. 绿色环保:未来挤压膨化技术将更加注重环保和可持续发展,采用更加环保的原料和工艺,减少对环境的影响。
2. 个性定制:随着消费者需求不断增加,未来挤压膨化技术将更加注重个性定制,根据不同消费者需求生产出口感和营养价值更好的食品。
3. 机器智能化:未来挤压膨化机器将更加智能化,自动化程度更高,能够实现人机交互和远程控制。
六、结论挤压膨化技术是一种非常重要的食品加工技术,具有很多优点。
随着科技的不断进步和消费者需求的不断变化,未来挤压膨化技术将会得到更广泛的应用和发展。
饲料挤压膨化技术
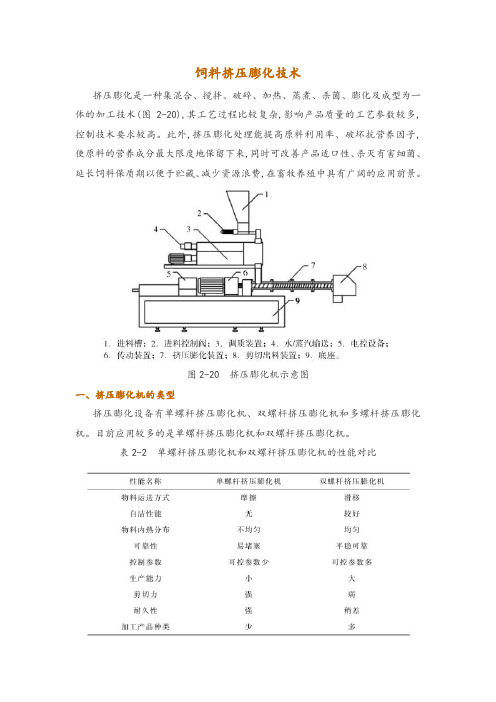
饲料挤压膨化技术挤压膨化是一种集混合、搅拌、破碎、加热、蒸煮、杀菌、膨化及成型为一体的加工技术(图2-20),其工艺过程比较复杂,影响产品质量的工艺参数较多,控制技术要求较高。
此外,挤压膨化处理能提高原料利用率、破坏抗营养因子,使原料的营养成分最大限度地保留下来,同时可改善产品适口性、杀灭有害细菌、延长饲料保质期以便于贮藏、减少资源浪费,在畜牧养殖中具有广阔的应用前景。
图2-20 挤压膨化机示意图一、挤压膨化机的类型挤压膨化设备有单螺杆挤压膨化机、双螺杆挤压膨化机和多螺杆挤压膨化机。
目前应用较多的是单螺杆挤压膨化机和双螺杆挤压膨化机。
表2-2 单螺杆挤压膨化机和双螺杆挤压膨化机的性能对比单螺杆挤压膨化机虽然生产成本低、能耗较低,但是工艺参数较难控制,人工操作较多,生产能力较低,且机器不容易清洗,产品形态较差,对原料要求高,主要用于淀粉含量较高的物料,不适用于油料作物。
双螺杆挤压膨化机以其性能佳、效率高、成本低、产品质量好和适用范围广而广泛应用于食品与饲料行业。
双螺杆挤压膨化机中有两根螺杆可以加工出饲料、食品领域的高级别膨化产品,内部两根螺杆旋转方向可以同时正转或反转,相比单螺杆挤压膨化机,双螺杆挤压膨化机具有更好的混合能力并且利用率更高。
一般而言,饲料原料加工主要以谷类为主,单螺杆挤压膨化机在挤压过程中,有可能会发生由于压力作用不能均匀分配所导致的错误,而使用双螺杆挤压膨化机就可以在一定程度上减少这种压力不能均匀分配的问题,而且也避免了由于单螺杆挤压膨化机所带来的无法精确剪切的问题。
二、挤压膨化过程中物料原料的结构变化饲料原料在挤压机中的螺杆作用下,经高温、高压及剪切多单元复合操作处理,由粉末变为糊状,蛋白质发生变性,其他营养物质也发生改变。
饲料原料被喷出的瞬间,由于压强瞬间降低,水分迅速气化,胶状原料中水蒸气逸出形成微孔并迅速冷却定型,原料膨化过程结束。
挤压膨化可通过改变物料原料的角蛋白空间结构,提高动物消化吸收率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
挤压膨化技术的发展历史一、行业发展自从 1856 年美国沃德申请了第一份有关膨化的专利以来,许多发达国家对挤压膨化相关的设备和工艺相继作了广泛研究,挤压膨化技术在工业中的应用越来越受到青睐。
挤压膨化技术应用于饲料工业起始于五十年代的美国,主要用于加工宠物饲料,对动物饲料进行预处理以改进消化性和适口性及生产反刍动物蛋白补充料的尿素饲料。
到了八十年代,挤压技术已经成为国外发展速度最快的饲料加工新技术,它在加工特种动物饲料、水产饲料、早期断奶仔猪料及饲料资源开发等方面具有传统加工方法无可比拟的优点。
膨化技术在我国的应用最早使用于正大集团所属的饲料加工企业,经过近十几年的宣传推广,膨化料的优越性已被广大的养殖企业所接受,膨化机生产技术也逐步走向成熟。
如果按照产业的发展阶段(导入期、发展期、高峰期、衰落期)分析,我国膨化机的生产及膨化机的应用目前处于发展期,预计 3 - 5 年将进入高峰期。
二、膨化机(一)、膨化机的基本组成膨化机主要由动力传动装置、喂料装置、预调质器、挤压部件及出料切割装置等组成。
挤压部件是核心部件,由螺杆、外筒及模头组成。
一般按外筒内螺杆的数量将挤压机分为单螺杆挤压机和双螺杆挤压机。
由于双螺杆挤压机的投资大,除生产某些特种饲料外较少使用。
目前,在饲料行业应用最广泛的是单螺杆挤压机,具有投资少、操作简单的优点。
根据在膨化过程中是否向物料中加蒸汽,挤压机又可分为干法膨化机和湿法膨化机。
干法膨化机依靠机械摩擦和挤压对物料进行加压加温处理,这种方法适用于含水和油脂较多的原料的加工,如全脂大豆的膨化。
对于其他含水和油脂较少的物料,在挤压膨化过程中需加入蒸气或水,常采用湿法膨化机。
挤压机膛一般是组装成的,便于所需要配置件的更换及保养。
机膛节段有直沟型和螺旋沟型。
直沟型有剪切、搅拌作用,一般位于挤压机膛中段;螺旋沟型有助于推进物料,通常位于进料口部位,靠近模板的节段也设计成螺旋沟,使模板压力和出料保持均匀。
单螺杆从喂料端到出料端,螺根逐渐加粗,固定螺距的螺片逐渐变浅,使机内物料容量逐渐减少。
同时在螺杆中间安装一些直径不等的剪切锁以减缓物料流量而加强熟化。
双螺杆挤压机的双螺杆互相平行,有 4 种形式:非啮合同向旋转、非啮合相对旋转、啮合同向旋转和啮合相对旋转。
其中非啮合双螺杆挤压机可用作两个分离的并列螺杆使用,各有不同的充满度和出料。
双螺杆挤压机在质量控制及加工灵活性上有其优势,可以加工粘稠的、多油的或非常湿的原料以及在单螺杆挤压机中会打滑的原料。
(二)、膨化机各组成部分的功能1 、喂料器喂料器上方一般接缓冲仓,以储存一定量的物料,仓内物料在喂料器的推送下,连续均匀的进入调制器。
膨化机一般采用螺旋喂料器,进料段常采用变径或变距螺旋,以保证缓冲仓出口均匀卸料。
螺旋的直径和螺距,应与膨化机的生产率相适应,以避免供料波动。
一般喂料器的转速要高于 100RPM ,尽量减少低速引起的供料波动现象。
喂料器的转速应可调,调速开关应当设置在膨化机的操作现场,操作员可根据膨化机主机电流和工作状况随时调整喂料量。
2 、调质器调质器是一种将蒸汽和液体等添加剂与原料充分混合的机械装置。
调质器可改善物料的膨化性,提高产量,降低能耗,提高膨化机螺旋、气塞、膨化腔的寿命。
通过调质,物料得以软化,更具可塑性,避免了在膨化过程中大量的机械能转变为热能,同时减缓了螺旋、气塞、膨化腔的磨损。
调质器品种繁多,有单轴桨叶式调质器、蒸汽夹套调质器、双轴异径差速浆叶式调质器等。
目前市场上的膨化机三种形式的调质器均有。
一般膨化机采用单轴桨叶式调质器或蒸汽夹套调质器,水产膨化机采用双轴异径差速浆叶式调质器。
调质器主要有外腔和浆叶式转子组成。
为了维持调质器内有适量的物料,从而提供足够的时间使蒸汽与物料充分混合,进而被物料吸收,浆叶的角度应可调,一般单轴浆叶式调质器转速不应低于 150r/min ,最低不低于 100r/min 。
双轴异径差速浆叶式调质器单独通过对其浆叶角度的调节可以使调质时间在几十秒至 240 秒内变动,所以一般工作中不需要改变桨叶轴的转速,浆叶角度的调节可以从入料口处调质器长度方向上 1/3 以后的浆叶开始,如需增加调质时间,可增加大径低速正浆叶片与桨叶轴的夹角。
双轴异径差速浆叶式调质器虽然粘壁滞留现象有所改善,但是有的物料粘壁滞留现象还是比较严重,此时可以适当减小小径高速反浆叶片与搅动轴的的夹角,以此来加剧反浆叶片对粉料的逆向搓动,减少残留量。
3 、挤压部件挤压部件是膨化机的主要工作部件,包括:膨化腔、螺杆、气塞和揉切块等机械部件。
在单螺杆挤压腔中物料基本上紧密围绕在螺杆的周围,呈螺旋形的连续带状,螺杆转动时物料沿着螺旋就像螺母一样向前移动 , 但当物料与螺杆的摩擦力大于物料与机筒的摩擦力时 , 物料将与螺杆产生共转 , 这就不能实现对物料的向前挤压和输送作用了。
当物料的水分、油分越高,这种趋势就越明显。
为避免这些问题,现在大多数的单螺杆挤压膨化机采用分段式,单、双螺旋,压力环与捏合环交错排列的组合螺杆和内壁开槽机筒,以适应机腔内物料的变化情况。
(1)、膨化腔:为便于所需要配置件的更换及保养,膨化腔一般是组装成的。
膨化腔为圆筒状,为增大与物料的摩擦剪切力,与螺杆仅有少量的间隙。
膨化腔内壁有直沟型和螺旋沟型。
直沟型有剪切、搅拌作用,一般位于挤压机膛中段;螺旋沟型有助于推进物料,通常位于进料口部位,靠近模板的节段也设计成螺旋沟,使模板压力和出料保持均匀。
膨化腔也可做成夹套型,便于通入蒸汽或冷却水。
为便于操作,一般在膨化腔上安装压力传感器和温度表。
(2)、螺杆:螺杆是膨化机的最主要配件之一,螺杆的质量是衡量膨化机质量的主要指标。
目前市场上的螺杆材质主要有: 40 铬钼铝、高铬铸铁、不锈钢及合金钢渗碳、渗氮、渗碳化钨处理。
不同的材质,耐磨性不同,价格差距很大。
表示螺杆结构的参数主要有:直径、螺距、根径、螺旋角和叶片断面结构。
螺杆分单头螺杆和多头螺杆。
(3)、汽塞:汽塞没有传输能力,对物料的流动起阻挡作用,当物料从一个螺旋传送到另一个螺旋时,汽塞可使物料内外翻转,伴随着流动和混合。
汽塞可以产生高低不同的剪切区域,有很强的剪切和揉搓效果,对通过的物料有强烈的摩擦作用,升温效果显著。
通常通过改变汽塞的使用数量和直径来得到不同膨化度的产品。
(4)、出料装置膨化机的出料装置是产品通过膨化机的最后关卡,对产品的形状、质地、密度及外观特征及其膨化机的生产量有很大影响。
膨化机的出料通常有单孔出料、环隙出料及模孔出料三种形式。
出料模的特性:饲料用膨化机的出料模常采用经处理的钢模;饲料用膨化机的工作压力一般在 21 - 175kgf/cm ;模孔对物料应有适当的控制,以保证足够长度的膨化腔被充满。
(5)、切割装置膨化机常用的切割装置有三种 ;同步切刀:装在膨化机主轴上的切刀;异步切刀:由单独动力驱动的切刀;截断切刀:用于切段较长或慢速挤压的场合。
通常在操作之前就调整好切刀与压模的间隙,刀片位置可以个别调整;对成型要求较高的场合,一般采用弹簧刀片,刀片与模面保持接触。
(6)、蒸汽系统蒸汽是调质时水分和热量的来源,因此其质量的好坏直接影响调质的效果,浆叶式调质器在安装时必须合理的设计蒸汽管路,使用稳定可靠的蒸汽减压阀和疏水阀,保证进入调质器的是压力稳定的干饱和蒸汽;蒸汽应从切线进入调质器,沿轴向喷出使之与粉料混合更强烈;蒸汽方向不可垂直对着调质器轴,那样不仅达不到好的混和效果,反而使蒸汽对调制质器轴产生“ 汽蚀” 而割断调质器轴。
调质时根据原料和配方以及气候的变化选用合适的蒸汽压力和添加量,湿度大的季节、原料水分含量高时应适当提高蒸汽压力,减少蒸汽添加量;干燥季节、原料水分含量低时应降低蒸汽压力、增加蒸汽添加量;夏天室温较高可降低蒸汽压力,因为低压蒸汽释放热量和水分更为迅速;冬季气温低可提高蒸汽压力,增强调质温度,减少蒸汽管道中的冷凝水,有助于粉料的熟化。
蒸汽压力不低于 5 - 7kgf/cm ;一般蒸汽供应量为干物料处理量的 10 %。
(7)、电控装置由于膨化原料的特性不同,膨化机的产量差距很大,喂料器和切刀的转速应可调。
控制柜应安装在现场,便于操作员随时调整。
(三)、膨化机的工作参数1 、喂料量通常情况下,喂料量要小到使膨化机处于“欠喂入”状态,即保持喂料段的螺旋叶片间隙不完全被物料充满,随着过渡段螺旋根径的增大以及膨化腔尺寸的减小,当物料进入均质段时,螺旋叶片间隙被完全充满。
2 、螺旋转速螺旋转速直接影响膨化腔的充满度、物料在膨化腔不同区域的滞留时间、热传导率、膨化机的机械能输入以及施予物料的力。
通常螺杆转速在 100 - 700 转 / 分的范围内。
3 、比机械能所谓的比机械能是指单位产量所消耗的电能。
比机械能与螺旋转速和主轴扭矩成正比,与喂料量成反比。
膨化不同的物料所要求的比机械能差距很大。
4 、膨化腔温度膨化机工作时大多需要控制温度,工作时,由于传导对流,热能逐步由膨化腔的物料充满区向非充满区扩散。
具体的热交换方式,不但取决于物料的物理特性(如比热、相变温度、湿度、比重、粒径)和流变学特性,而且也受制于膨化机的结构配置和电机功率。
直接膨化谷物原料,随糖份和脂肪含量的变化,腔内水分通常在 12 - 18 %之间,物料温度可达 180 度。
为防止物料被膨化腔内表面烧焦而过分褐变或限制蛋白变性程度,也可以在膨化腔隔层内加注冷水。
增加水分或油的含量,或通过降低螺杆转速或改变螺旋配置来降低剪切程度可以降低物料的温度。
膨化机温度的稳定性,直接影响其出料的连续性和产品质量。
影响膨化机温度的因素:膨化腔内部结诟;易损件磨损程度;原料;控制参数设置;热能输入变化;环境温度波动。
5 、膨化腔压力膨化腔压力与物料特性有关,一般粘度越大,膨化腔压力越大;一般膨化腔温度越高,膨化腔压力越大;一般膨化腔压力越大,功耗越大;膨化腔压力越大,磨损越严重。
6 、压模压力压模压力越大,成型状况越差;压模开空面积越大,压模压力越小;膨化机模孔内侧压力一般约为 25 - 40 巴;压模压力越大,膨化越强烈,闪蒸越严重,水分损失越大;压模压力越大,功耗越大;压模压力越大,压模损失越严重。
三、挤压过程中饲料营养成分的变化。
(一)、挤压过程中碳水化合物的变化碳水化合物是饲料中的主要组成成分,通常在饲料中占到 60% ~ 70% ,因此是影响挤压饲料特性的主要因素。
碳水化合物根据其分子量大小、结构及理化性质差异可分为淀粉、纤维、亲水胶体及糖四类,它们在挤压过程中的变化及作用各不相同。
1 、淀粉挤压作用能促使淀粉分子内 1-4 糖苷键断裂而生成葡萄糖、麦芽糖、麦芽三糖及麦芽糊精等低分子量产物,致使挤压后产物淀粉含量下降。
但挤压对淀粉的主要作用是促使其分子间氢键断裂而糊化。