坯布布面常见疵点分析
纬编针织物常见疵点的原因及其解决措施(胚布)

纬编针织物常见疵点的原因及其解决措施1.针织圆机的结构要解决问题,那就先对事物有一定的了解和认识。
下面就先介绍一下针织大圆机的结构:纬编针织是将纱线由纬向喂入到针织机的工作针上,使纱线顺序地弯曲成圈并相互串套而形成织物的一种方法。
针织大圆机主要由给纱机构、编织机构、牵拉卷取机构、传动机构和辅助机构组成。
(一)给纱机构其作用是将纱线从筒子上退解下来,不断地输送到编织区域,以使编织能连续进行。
针织大圆机的给纱机构有积极式、半积极式和消极式3种类型。
目前生产中常采用积极式给纱机构,以固定的速度进行喂纱,控制针织物的线圈长度,使其保持恒定,以改善针织物的质量。
(二)成圈机构其作用是将喂入的纱线通过成圈机件的运动编织成针织物。
成圈机构由织针等多种成圈机件组成,能独自把喂入的纱线形成线圈而编织成针织物的编织机构单元称为成圈系统。
纬编机一般都装有较多的成圈系统,成圈系统数越多,机器一转多编织的横列数越多,生产效率就越高。
(三)牵拉卷取机构其作用是将已形成的针织物从成圈区域引出,并卷成一定形式的卷装,以使编织过程能顺利进行。
牵拉卷取量的调节对成圈过程和产品质量有很大的影响,为了使织物密度均匀、门幅一致,牵拉卷取必须连续进行,而且张力稳定。
此外,卷取坯布时还要求卷装成形良好。
(四)传动机构其作用是将动力传送给上述各个机构,使它们协调工作而完成各自的任务。
传动机构要求传动平稳、动力消耗小、便于调节、操作安全方便。
(五)辅助装置其作用是扩大机器的工艺可能性或使机器便于调节和看管,保证编织正常进行,如机器上的花型机构、自动加油装置、清洁除尘装置、各种自停装置等。
2.常见疵点针织大圆机在编织时出现的机械故障和织物疵点的原因较多且比较复杂。
纬编针织物常见疵点的原因及其解决措施(胚布)

纬编针织物常见疵点的原因及其解决措施1.针织圆机的结构要解决问题,那就先对事物有一定的了解和认识。
下面就先介绍一下针织大圆机的结构:纬编针织是将纱线由纬向喂入到针织机的工作针上,使纱线顺序地弯曲成圈并相互串套而形成织物的一种方法。
针织大圆机主要由给纱机构、编织机构、牵拉卷取机构、传动机构和辅助机构组成。
(一)给纱机构其作用是将纱线从筒子上退解下来,不断地输送到编织区域,以使编织能连续进行。
针织大圆机的给纱机构有积极式、半积极式和消极式3种类型。
目前生产中常采用积极式给纱机构,以固定的速度进行喂纱,控制针织物的线圈长度,使其保持恒定,以改善针织物的质量。
(二)成圈机构其作用是将喂入的纱线通过成圈机件的运动编织成针织物。
成圈机构由织针等多种成圈机件组成,能独自把喂入的纱线形成线圈而编织成针织物的编织机构单元称为成圈系统。
纬编机一般都装有较多的成圈系统,成圈系统数越多,机器一转多编织的横列数越多,生产效率就越高。
(三)牵拉卷取机构其作用是将已形成的针织物从成圈区域引出,并卷成一定形式的卷装,以使编织过程能顺利进行。
牵拉卷取量的调节对成圈过程和产品质量有很大的影响,为了使织物密度均匀、门幅一致,牵拉卷取必须连续进行,而且张力稳定。
此外,卷取坯布时还要求卷装成形良好。
(四)传动机构其作用是将动力传送给上述各个机构,使它们协调工作而完成各自的任务。
传动机构要求传动平稳、动力消耗小、便于调节、操作安全方便。
(五)辅助装置其作用是扩大机器的工艺可能性或使机器便于调节和看管,保证编织正常进行,如机器上的花型机构、自动加油装置、清洁除尘装置、各种自停装置等。
2.常见疵点针织大圆机在编织时出现的机械故障和织物疵点的原因较多且比较复杂。
为了利于检修,根据实践经验,大致可以归纳为下列几个方面:(1)机械零件质量差,各零部件的安装配合不良,以及保全保养工作欠佳,在长期运转过程中造成零件的严重磨损。
(2)由于原料品质所引起的。
通常布面的疵点及其产生原因
通常布面的疵点及其产生原因.通常布面疵点1.疵布表磨损点:布面由于摩擦或非正常力的作用,使布面有所损坏。
2.背面的印渍:在印花过程中,常常背面有垫布,使染布的背面有印花的痕迹。
3.横档:在织造过程中,造成的质量问题。
4.斜纹路:针织,梭织布,纹路不直,或非直角状,构成斜纹路。
5.弓纱:弓经或弓纬(梭织和针织都有,往往是张力不匀引起。
6.粗纱:织造过程中由于纬纱用光而带来的引起的粗纬或弓纬,也有其它因素引起的可能7.斑点,粒子:当纬纱用完时,一个尾巴结入织物中,把它钩出来在织物中留下的空档8.飞色:A.纱或织物颜色B.象夹着染色物一样,引起的原因是仿纱或织造过程中的杂物和飞尘造成9.带色:色织物较多,梭织布的色纱经过布机时没,织布机上留下颜色所致,会使织物花形,图案的不全,针织布纱在导圈上留下颜色,同样造成图案和花形不良10.少色:印花过程中,阔色时,由于不平直导致未在布上沾上颜色。
11.色污:印花过程中,被粘污或图案被破坏12.折痕:不同于织档,它有可能贯穿于整个布面,而折痕仅仅是成品检验,折叠过程中折布造成很难在后道工序中把它清除掉13.直档:筒子布,在染色过程中的挤压导致,布面呈现直档14.吊经:由于布机布面张力太大,超过正常的要求,通常断头引起15.筘路:由于针和筘的关系显示洞和少针迹16.缩纬:无梭织机纬纱进去后缺少张力导致纬纱不平直17.印花中的干痕:由于刮刀关系,没有清洁好,通常留下长痕18.少纱:织布和针织机断纱时仍在运转19.飞花:长在纺纱过程中杂质等飞入导致,纱线不纯20.全横档(疵):边对边全排可见的疵点允许2-3次/100码,如果超过3处,就视作为降等,如在6码内出现这些疵点,应扣除这6码数量21.综落下:一般织物吊综带断,导致织造图案的破坏22.孔:破损或破洞23.少经:各种织机停经自动装置无或失灵,导致少经时机器仍在转24.缩皱:未温而皱,通常在两头较多,当布展开来的时候,表现出来为皱纹和波浪,有时在验布机上验布时,如果下面的罗拉紧一点,就会漏过这些疵点25.混纱:纤维或纱支,差错织入布中,布看上去有一些厚或薄,如果纤维不同成品后颜色也不同26.针路:由于弯针引起,针的针痕,通常是垂直方向27.针孔:后加工过程中用于定28.印花错位:由于印花滚筒不是同步进行,导致颜色位置不对,而错位29.聚浆:由于印花过程中停机,导致这一位置中的染料太多30.皱边:预缩过程中导致皱边,缩边等31.筘路:由于筘号不符或用错导致整个图案的筘路32.经路不良:针织布由于针不良,尖针,跳针导致垂直方向的经路33.少经:针织布由于断针,导致少针,通常有断经自停装置34.折痕:布折处,经过印花机时,没有印上去35.背印:在印花过程中,由于印花压力而引起下面的布反印到布上36.松边或长边:布边比布身长,导致在拉布时走布起皱和波浪状。
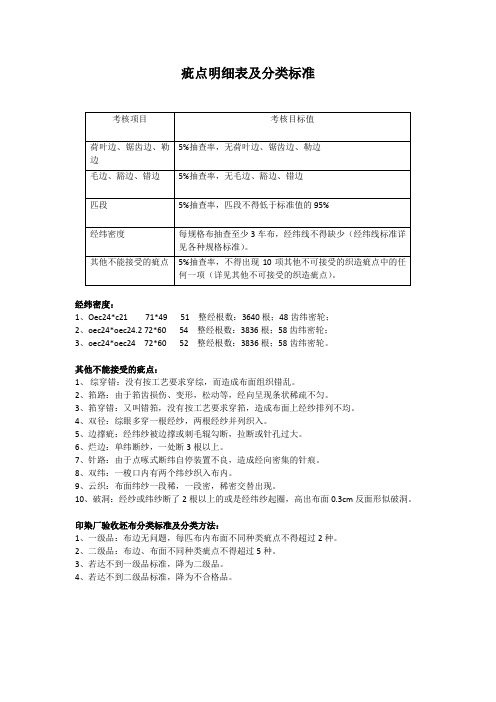
疵点明细表及分类标准
疵点明细表及分类标准
经纬密度:
1、Oec24*c21 71*49 51 整经根数:3640根;48齿纬密轮;
2、oec24*oec24.2 72*60 54 整经根数:3836根;58齿纬密轮;
3、oec24*oec24 72*60 52 整经根数:3836根;58齿纬密轮。
其他不能接受的疵点:
1、综穿错:没有按工艺要求穿综,而造成布面组织错乱。
2、筘路:由于筘齿损伤、变形,松动等,经向呈现条状稀疏不匀。
3、筘穿错:又叫错筘,没有按工艺要求穿筘,造成布面上经纱排列不均。
4、双径:综眼多穿一根经纱,两根经纱并列织入。
5、边撑疵:经纬纱被边撑或刺毛辊勾断,拉断或针孔过大。
6、烂边:单纬断纱,一处断3根以上。
7、针路:由于点啄式断纬自停装置不良,造成经向密集的针痕。
8、双纬:一梭口内有两个纬纱织入布内。
9、云织:布面纬纱一段稀,一段密,稀密交替出现。
10、破洞:经纱或纬纱断了2根以上的或是经纬纱起圈,高出布面0.3cm反面形似破洞。
印染厂验收坯布分类标准及分类方法:
1、一级品:布边无问题,每匹布内布面不同种类疵点不得超过2种。
2、二级品:布边、布面不同种类疵点不得超过5种。
3、若达不到一级品标准,降为二级品。
4、若达不到二级品标准,降为不合格品。
坯布验布评分标准
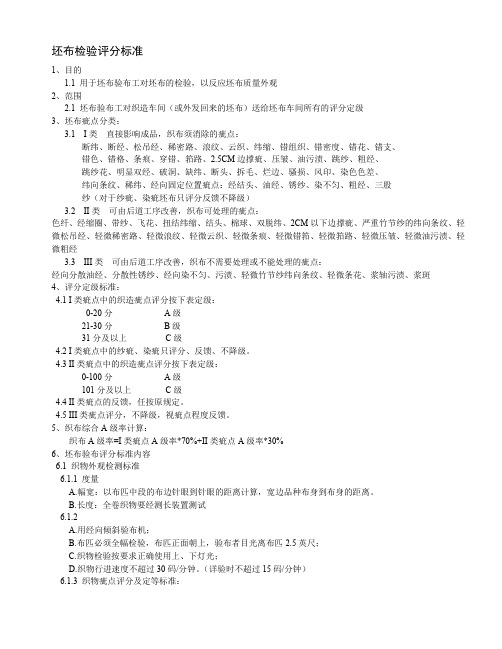
坯布检验评分标准1、目的1.1 用于坯布验布工对坯布的检验,以反应坯布质量外观2、范围2.1 坯布验布工对织造车间(或外发回来的坯布)送给坯布车间所有的评分定级3、坯布疵点分类:3.1 I类直接影响成品,织布须消除的疵点:断纬、断经、松吊经、稀密路、浪纹、云织、纬缩、错组织、错密度、错花、错支、错色、错格、条痕、穿错、筘路、2.5CM边撑疵、压皱、油污渍、跳纱、粗经、跳纱花、明显双经、破洞、缺纬、断头、拆毛、烂边、骚损、风印、染色色差、纬向条纹、稀纬、经向固定位置疵点:经结头、油经、锈纱、染不匀、粗经、三股纱(对于纱疵、染疵坯布只评分反馈不降级)3.2 II类可由后道工序改善,织布可处理的疵点:色纤、经缩圈、带纱、飞花、扭结纬缩、结头、棉球、双脱纬、2CM以下边撑疵、严重竹节纱的纬向条纹、轻微松吊经、轻微稀密路、轻微浪纹、轻微云织、轻微条痕、轻微错筘、轻微筘路、轻微压皱、轻微油污渍、轻微粗经3.3 III类可由后道工序改善,织布不需要处理或不能处理的疵点:经向分散油经、分散性锈纱、经向染不匀、污渍、轻微竹节纱纬向条纹、轻微条花、浆轴污渍、浆斑4、评分定级标准:4.1 I类疵点中的织造疵点评分按下表定级:0-20分A级21-30分B级31分及以上C级4.2 I类疵点中的纱疵、染疵只评分、反馈、不降级。
4.3 II类疵点中的织造疵点评分按下表定级:0-100分A级101分及以上C级4.4 II类疵点的反馈,任按原规定。
4.5 III类疵点评分,不降级,视疵点程度反馈。
5、织布综合A级率计算:织布A级率=I类疵点A级率*70%+II类疵点A级率*30%6、坯布验布评分标准内容6.1 织物外观检测标准6.1.1 度量A.幅宽:以布匹中段的布边针眼到针眼的距离计算,宽边品种布身到布身的距离。
B.长度:全卷织物要经测长装置测试6.1.2A.用经向倾斜验布机;B.布匹必须全幅检验,布匹正面朝上,验布者目光离布匹2.5英尺;C.织物检验按要求正确使用上、下灯光;D.织物行进速度不超过30码/分钟。
面料及坯布疵点分析大全

面料及坯布疵点分析大全(1)棉粒(Nep)外观:布面呈现类似接头大小之棉纤维团,且系纺入纱中者.如将之拔下,则纱呈断裂或将至断裂之状态。
低等级原棉纺成之粗纱,常有此种瑕疵.成因:1)。
原棉中有死棉纤维团,于清花过程中未彻底除去。
2).梳棉时锡林或针板之针不够尖锐,或两者间之隔距设定不当,未能充份发挥梳理作用.(2)棉籽皮(Seeds)外观:纯棉或棉纤维混纺之胚布面,有甚小黑色或深色之非纤维纤碎片点。
成因:1)。
轧棉工程在将棉纤维与棉籽分离时,纤维根端带有棉籽皮,或棉籽被碾碎而掺附于原棉中. 2).清花过程未能将棉籽皮彻底清除.(3)粗结(Slub)外观:织物之经纱或纬纱上,偶有一小段长约5至20mm较纱之正常直径为粗,较炒之正常捻数为少之簇状纤维。
成因:1).精纺时喂入之粗纱内,纤维内密度不均匀,有较小型密集之梭状纤维束。
2)。
精纺机之皮辊及皮圈未能均一将喂入之粗纱把持。
(4)飞花(Flyer)外观:与粗结相似,但其较粗,不像粗结般之细长,纤维成团状。
将纱略予退捻,可不致使纱断裂.成因:细纱间内飘浮于空中之纤维团,或积集在机器喂入附近台面上之纤维团,缠绕于纱上。
(5)节纱(Cockled Yarn)外观:在约纤物幅宽长度之一段纱中,有间隔性之大粗结。
纱之粗细变化似竹节状,一般在粗纱织物之纬纱较常见,故亦称竹节纬。
成因:精纺机之牵伸罗拉设定大紧,罗拉盖太松,喂入之粗纱中偶有异长之纤维。
(6)纱支不均(Uneven Yarn)外观:由织物长面观察,织入之纱有粗细不均匀之现象.一般多发生在纬纱.成因:细纱机纺出之纱,由于牵伸机构故障,或性能不良,致纺出之纱在一段间,时有略粗时有略细者。
(7)云织(Cloudd of Weaaving)外观:纬纱之支数显著不均匀,织造时粗者或细者恰好集中排列在一起,形成片状,布面外观似片片浮云,故称云织。
成因:纬纱有规律性之不匀,于织造时纬纱之排列又恰好粗者或细者汇集在一起。
大圆机针织坯布疵点的分析与控制
大圆机针织坯布疵点的分析与控制大圆机针织坯布疵点的分析与控制石蕾秭妨针织张磷春几年来,对我公司生产的针织坯布(主要超璺亘毁组织及棉毛组织)的出残情况及控制办法进行各种试验,摸索了点经验,取得了一些成绩,我公司针纵坯布的出日合格率逐年提高,扶l990年灼g3呖提高到现在的97呖.一,大皿机针织坯布外观疵点的综合分析针织布面的疵点分为单项疵点横残及长残疵段三种.现以日本福源车FXC一3s生产精梳18tex单面纬平组织为伽,搬据部颁标准考核,分散残疵及横残情况分析如衰J.由表l可见,影响大圆机针织坯布质量的单项疵点主要是粗纱,细纱油柿.莲续性长残在表1中未反应出,从实际生产中发现,主要有稀路,直漏,油针臆攒条和横条等.=,针织布面疵点的产生原因及控制办法'l,单项疵点TK1328(精梳I8rex2aG单面纬平组织)粗纱27.37嘞,,纽l6-5%I纱总化粕.74嚷大目纱2.4O嘶J色纱0.45铀/柏棉44.O8拓,破捅I4.72面漏针2.aI啼I耋【l戏总比例63-26魄赫点1.53啼I接头fJI2啼J油榴在苴残中占有很高比铡.表】虽将油棉列入织残比例但实际生产中,我们发现因纱线本身带入的油棉也不少.为分析油棉产生的原因,曾做了如下试验, 方法是:①找出有飞花附着的妙筒;@将有飞花附着的纱(有夹入纱中的,有附着在纱线上无加捻的)导在黑板上(留样)分别编号,如图所示.'p'z,'5'乎j,,,,,'I,@将此纱再绕至筒子上进行编胡.宴验结果:~4[4①,@在坯布上形成油棉⑥,⑦形成色纤;||,-其它均形成破洞.由此可见,油棉☆:生既可能是纺纱砷形成,也可能是织造过程中产生,应从两个方面进行控制.除纱场应尽量减少纱线上飞花附入或兜入外,织造车问应在操作及除尘上进行控制.目前我们所采用的为集体式除尘, 车问由~台压缩机控制各台针织机,并有手枪吹风.此除尘方式造价低,除尘效果好.缺点是飞花仍在车间中乱飞,只解决了织机局部飞芘.故挡车工在操作上清洁机白时~定要由里向外吹,由上向下吹. 编织过程申,储纱轮及其附近地区牯有飞花的可厨捻棍清洁.油棉一旦形成后,补救办法是可修的油棉挑修掉.此办法可提高一等品率4—5%纱线质量对予钟织坯布质量的影响非常大,除油棉外,主要为粗细纱.且所织织物纱线愈粗,因纱线质量好坏所产生的残疵所占比例也就愈大.粗纱不仅能引起破洞,而且易损坏针舌,针钩,是造成集罔,破嗣,稀密路等织残的原因之一.相反,细纱所造成盼残疵往往反映在深加工和成品使用阶段.细纱的强力低,织成坯布后,经牵伸.漂冼,定型等,细纱易在细节外断开而不能修补,必须裁剪下来.因此,无论是外购纱还是启纺纱,应选用质量好的针织用纱.严格控制好络纱工序,可大大减少粗细纱及纺纱过程中夹入飞花的粗节纱.清纱器的切断范围要通过反复试验调节到比较合适的水平,使影响布面疵点的纱残小到最低.应普遍推行电子清纱器和自动捻接器,要防止错纱及乱纱带入纱简同时接规定对纱线进行上蜡.络纱工序非常关键,但人们往往容易忽视.这一工序可大大减少粗细纱,对减少针耗和破嗣有很大作用.2,连续性长残对于连续性长残最常见的有稀密路.花针.横条,直漏针等.一般直漏针只要找准位置及时换掉织针即可.稀密路在车上不容易发现,挡车工每下一匹布,在布头根据标样查找稀路,发现后及时换掉坏针或清理针槽.对于臆横条,应将布面松弛下来在蜘面查看.由于横条产生的原因较复杂,解决办法应视具体情况而定.根据实践经验,将横条产生原固及解决措施列于裹2袁2横条原圈措施0弯纱深度不一致测定每一系纡明纱(线速和张力,U有显横节弯纱深度.规条@辅线轮转动不灵激标记查找《律活或导纱眼有堵塞纱,换纱筒..臆同心度偏差百分表测量校横i条水平度超偏差囊詈至主不合I至雯警差化车间管理人员及公司管理人员每日查看及抽验各机台布面,及时发现问题,将损失减小到最低限度.保持机器状态良好,定期检修机器,一般检修周期不超过一个.检修时对用过的针,磨损较大的要挑出来.视织针磨损程度定期更换织针,新旧织针不要混用.要保证机器各零部件齐备.光洁,输线轮转动灵活,三角活动冉如.以上对脐止布面稀路及横条也有一定作用.加油量要视转速.机器型号不同而定,过多易造成油针,过少损伤机器.以布面不出现油污为准.3,色纤色纤在表1申反映出比例很小.因意1中所列残疵比例值均为(下转第32页> ?45?配方:染料x扩散铡NN0YGM般Z浴比l:l4一l6二氧亿硫腮o.2gL碱面1g/L天鹅缄染色直采用大浴此,以减少烈物问相互摩擦,叠压的机会.利于绒的平整染色时升降温速度不宜过快.涤纶纤维在玻璃化温度(约80℃)以j纤维大分子链段振动逐渐擞亿(解冻)纤维的脾闻孔穴尺寸逐渐增加可及性衽商用初染率较高的染料染色时.升温过恢易造成染色不匀若降温过侠织物在折叠状态下迅速通过玻璃亿温度使纤维大分子链段振动在折叠状蠢下冻结.'会造成死折印,因此升降温速度应严格控制.7轧柔软剖,短环烘干'轧柔软剂的目莳在于使织物手感柔软,其有良好的悬垂灶,提商兜泽等.柔软荆的加入可根据柔软荆品种的不同采用与染色同浴或单独浸轧等方法.我厂使用的柔软荆为有机硅30.易破乳,漂油,不易清理,因而不宜垂染扰中加入,而采用轧车浸轧法.工艺如下.Si一3O3g/L;水温30~40℃;压力3.14×10"---3.73×10Pa;车速8m/mi1"I;短环燃燥温度13O℃.轧柔软剂时需要注意:①.绒面朝上顺毛上机.②保证一定的成环量.以免张力过犬,造成卷边,落布边湿.③,轧车左右压力要一致.保持一定的轧余率.8.对于简易流程轧柔后再经定型即为成品.定型时皱面向上,删毛上枕,超喂要合理控制,保证满足克重要求.出布毯面要冷却至6O℃以下再进行堆置,否则易出折印至于长流,开松的作用主要是消除前几道工序造成的折皱,使倒伏的绒毛尽直立,以利于后工序的复剪烫剪船作用主要是在韧剪的罄础上使天鹅绒的绒面均匀j齐,保证绒毛具有一定高度.并对绒毛理顺和烫光.使其倒向一致. 减少漫反射,增加光泽,这里不冉详述.(上接第45页)验布机标准速度下荧光屏上检验.脒特别粗长明显的外,纽/J,的色纤不易被发删.我公司出口针织坯布几年来,客l户曾多次反映坯布上存在色纤而不易漂自及絷浅色.为分析解决色纤,我们专门成立了控制色纤质量小组,定期对坯市上色纤进行分析.我们发现.使用国产棉时,黑色及红色杂纤所占比例很大(其中黑色占48%, ?32?红色f4O呖)其它五f『绿色黄色兰色甚少(占l2劳).进口棉所古'比蝴较大时,则黑色杂纤甚少,主要为黄棕色棉杆结(黄橡岔74%,黑坦2j骺其它5和).经漂斌验证明,黑色杂纤不易澡掉,丽进j=『襁上黄棕色襁秆结经漂洗可除去.按包位挑检色纤,如发现色纤多的原棉批号.搭配技用控制配糯,良色纤保持在一定水平上.。
坯布布面常见疵点分析

1.密路:局部纬纱密度比布面正常情况大,表现为纬向出现一直横档,颜色偏向纬纱,透光性差。
2.稀路:局部纬纱密度比布面正常性情况小,表现观看,出现纬向一条路,颜色偏向经纱,易透光。
3.xx:一般正常品种,每一织口引入一根纬纱,双纬则引入两根纬纱在一起。
4.断纬:织入纬纱断一段或短一段,并未停车。
5.断经:经纱断裂,平纹有双经的外观,但在开下灯光时有透光现象。
6.纬缩:纬纱xx,织入布面在布面凸出或起圈。
7.错综:没有按工艺规定穿综顺序进行穿综,布面显示出组织有变化。
8.错筘:过筘时,没有按工艺规定,穿错筘,布面经向出现一稀密现象。
9.松吊经:在织物中,经纱张力一会儿紧,一会儿松,产生经向条痕,松经时经纱凸出布面,吊经时经纱凹入布面。
10.边撑疵:在织物布边,经纱或纬纱被边撑刺钩断、拉断或针孔过大。
11.跳纱、跳花:织物中,经纬纱没有按正常组织规律交织,单根成多根经(纬)纱浮在多根纬(经)纱上。
12.错支、错纱:织物中织入工艺要求外的纱,如颜色不对,纱支不对。
13.双经:织布时综眼里多穿了一根经纱,虽未组织错乱,但多穿部分已成为双经。
14.筘路:由于筘齿损伤、变形、发软松动等原因,使布面经向呈一直条疏密现象。
15.稀纬:纬纱比正常纱细一些,造成纬向一条痕,有有结和无结之分。
16.结头:打结纱尾过长(3mm以上)或因纱线太粗造成接头太大突出于布面。
17.油经、污经:经纱被油污沾上。
18.条花:布面出现颜色深浅程度相对比较明显的经向条形疵点。
19.纬向条纹:布面纬纱颜色不均匀,深浅不一,有时表现为横向抛物线状条纹。
20.色差:由于纬纱颜色有深浅,在布面形成纬向横档。
21.轻浆棉球:由于经纱浆纱不当,经纱毛羽多,织布后布面出现许多棉球,轻浆棉球一般能沿经纱上下滑动。
22.云织:布面纬纱一段稀,一段密,稀密交替出现。
23.油污渍:布面上沾上三条纱及以上的一块块油污痕渍。
24.经缩圈:织物表面经纱呈起圈现象,多发生在泡泡布和提花布上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
坯布布面常见疵点分析
1.密路:局部纬纱密度比布面正常情况大,表现为纬向出现一直横档,颜色偏向纬纱,透光
性差。
2.稀路:局部纬纱密度比布面正常情况小,表现观看,出现纬向一条路,颜色偏向经纱,易
透光。
3.双纬:一般正常品种,每一织口引入一根纬纱,双纬则引入两根纬纱在一起。
4.断纬:织入纬纱断一段或短一段,并未停车。
5.断经:经纱断裂,平纹有双经的外观,但在开下灯光时有透光现象。
6.纬缩:纬纱松驰,织入布面在布面凸出或起圈。
7.错综:没有按工艺规定穿综顺序进行穿综,布面显示组织有变化。
8.错筘:过筘时,没有按工艺规定,穿错筘,布面经向出现一稀密现象。
9.松吊经:在织物中,经纱张力一会儿紧,一会儿松,产生经向条痕,松经时经纱凸出布
面,吊经时经纱凹入布面。
10.边撑疵:在织物布边,经纱或纬纱被边撑刺钩断,拉断或针孔过大。
11.跳纱、跳花:织物中,经纬纱没有按正常组织规律交织,单根成多根经(纬)纱浮在多根
纬(经)纱上。
12.错支、错纱:织物中织入工艺要求外的纱,如颜色不对,纱支不对。
13.双经:织布时综眼里多穿了一根经纱,虽未组织错乱,但多穿部分已成为双经。
14.筘路:由于筘齿损伤、变形、发软松动等原因,使布面经向呈一直条疏密现象。
15.稀纬:纬纱比正常纱细一些,造成纬向一条痕,有有结和无结之分。
16.结头:打结纱尾过长(3MM以上)或因纱线太粗造成接头太大突出于布面。
17.油经、污经:经纱被油污沾上。
18.条花:布面出现颜色深浅程度相对比较明显的经向条形疵点。
19.纬向条纹:布面纬纱颜色不均匀,深浅不一,有时表现出为横向抛物线状条纹。
20.色差:由于纬纱颜色有深浅,在布面形成纬向横档。
21.轻浆棉球:由于经纱浆纱不当,经纱毛羽多,织布后布面出现许多棉球,轻浆棉球一般能
沿经纱上下滑动。
22.云织:布面纬纱一段稀,一段密,稀密交替出现。
23.油污渍:布面上沾上三条纱及以上的一志块油污痕渍。
24.经缩圈:织物表面经纱呈起圈现象,多发生在泡泡布和提花布上。
25.边不良:织物布边不直不平,松驰或废边纱未剪断,对后整理有不良影响。
26.色纤维污染:条格布布面浅色区或一色清一色浅色布,织入其他颜色纤维。
27.错花、错格:经纬纱的颜色或花型根数不符合工艺规定排列,在纬向为错格,在经向为错
花。
28.带纱:一小截的废边纱或其它断纱织进布面,可以人工挑修出来,多见于纬向。
29.棕毛:异性纤维(头发,编织袋丝,羊毛等)纺到纱线中,对于较长的色纤维,外观与棕
毛相似,但棕毛一般色围住纱线而色纤维则浮在纱线表面,织入布内,色纤维为棉纤维。
30.破洞:经纱或纬纱断了2根及以上的。
31.搔损:布面经纬纱局部交织不匀有稀密。
32.经、纬粗节:粗度超过正常棉纱的1倍,长度超过1/2英寸。
33.条干不匀:布面出现比较密集的纱支粗细现象。
34.扭结:纱线起圈并发生扭曲。
(1)。
捻度不均匀,在捻度过大处扭结。
(2)。
股线并纱时两
单纱起纱长度不一致,经加捻后成扭结状。
35.三股纱:三根单纱经加捻而成,相对正常股线较粗。