特吕Tc5梳棉机说明书
德国特吕茨勒TC03
德国特吕茨勒TC03德国特吕茨勒TC-03型梳棉机主要技术特点1、⽤提⾼锡林位置的⽅法,增加梳理⾯积以提⾼梳理质量(1)将梳棉机锡林中⼼位置提⾼约20cm,使锡林与道夫刺辊之间的相对⼏何位置得到调整,使活动盖板前后固定盖板梳理弧在DK903型梳棉机的基础上增加20%,使前区梳理⾯积增加63%,后区梳理⾯积增加48%,TC-03型梳棉机与DK903型梳棉机相⽐,在同样的⽣条质量⽔平条件下,产量可相应增加,⽽在产量相同的条件下⽣条质量TC-03型梳棉机⽐DK903型梳棉机显著提⾼。
(2)在同样产量条件下,TC-03型梳棉机⽐DK903型梳棉机的⽣条质量明显改善。
TC-03型梳棉机与DK903型梳棉机⽣产环锭纱时在同等产质条件下13.3tex 环锭混纺纱细节减少23%,粗节减少55%,棉结减少49%,10万m纱疵A1减少87%,总纱疵减少69%,19.4tex纯棉精纱产量均为55kg,粗节减少30%,棉结减少24%,其他得重不匀、细节、纱线强⼒伸长率均基本相同。
⽣产29.2tex转环杯纱,产量增加75%,棉结减少57%,UT4微尘每100m增加稍许,其他纱线强⼒伸长率、细节、粗节、重不匀均变化不⼤。
总之,提⾼锡林位置、加和长梳理弧的技术措施改进后,使新型梳棉机不论⽣条质量及产量提⾼等⽅⾯都取得显著进步,这是TC-03型⾼产梳棉机技术进步的最重要⽅⾯。
2.固定盖板梳理技术的改进(1)由于锡林中⼼位置提⾼,使TC-03型梳棉机固定盖板梳理区加长了梳理弧长度,增加了梳理⾯积,使固定盖板数量进⼀步增加,⽽且可根据需要增减固定盖板数量,从⽽提⾼新型梳棉机对纺纱原料的适应性。
(2)新型固定盖板梳理区,包括有四种⽆件,其中分别是梳理元件(两根固定盖板组成的梳理件),清洁⽆件(带有除尘⼑的负压吸尘件),控制⽆件(通过负压调节控制棉⽹)及罩板件,在增减固定盖板时可发罩板的增减来调节,四种元件的设计具有平⾏互换性(见图2)(3)固定盖板梳理区的调节对不同的产品原料以及后⼯序不同纺纱⽅式对⽣条产质量的要求不同,可选配最佳的前后固定盖板等四种元件的配置。
立达梳棉机的操作方法

立达梳棉机的操作方法
1. 开机前,检查各部位是否安装到位,保证无松动、磨损等现象;
2. 打开电源,启动电机;
3. 在空载状态下运转5分钟,检查机器运转是否正常,无异响、无震动等现象;
4. 将原料放入梳棉机料斗中,开启梳棉机,梳理原料;
5. 调整梳棉机的输料量、输送速度和转速等参数,达到最佳效果;
6. 定期清理梳棉机内部和外部的积尘、毛屑等杂质,保持机器清洁卫生;
7. 关机时,先将原料处理完毕,然后关闭电机,对机器进行整体检查,确保机器在下次使用前无故障,无损坏现象。
第二章梳棉机械

给棉板各工艺尺寸间的关系
分梳工艺长度S=l0+l1=l0+l3+(R+Δ)tgα
l3为给棉板工作面在刺辊轴心水平线以上的一段长度,
即mn弦长;R-刺辊半径; Δ-隔距; α-给棉板工作面与
垂直线的夹角。
当Δ 和α一定时,S减小,棉束百分率下降,短绒百分
率增加;
所以S应与被加工纤维长度相适应,并且在加强分梳的 同时要尽可能减少纤维损伤;
青岛宏大FA201B型梳棉机
三项专利的三罗拉 剥棉、主传动、单 机滤尘箱;变频器 无级调速;前三后三 固定盖板;刺辊下装 有分梳板;新型优质 的金属齿条;数控显 示仪,无触点传感 器,显示出条速 度、班产量等及断 条、返花故障和多 处安全自停装置; 机上四点连续吸, 系统间歇吸。
青岛宏大FA231型梳棉机
盖板式梳棉机
2. 我国梳棉机的发展
• 20世纪50’s: 批量生产A181型,弹性针布,锡 林180r/min,斩刀剥棉
• 60’s中:A186,金属针布,锡林360r/min, 四罗拉剥棉,15~25kg/h
• 80’s: FA201装有分梳板和前后固定盖板,锡 林360r/min,40kg/h
3. FA201梳棉机简介
• 棉卷喂入、棉丛喂入(产量高)两种 • 棉卷→棉卷罗拉→给棉罗拉和给棉板共同握
持→刺辊分梳→刺辊分梳板梳理→除尘刀→ 三角小漏底→锡林→固定盖板→锡林+盖板 工作区→锡林+前固定盖板→道夫→剥棉罗 拉→喇叭口→大压辊→圈条器→条筒
FA201梳棉机
FA201梳棉机主要技术特征
高产梳棉机给棉和刺辊部分高产梳棉机以1~2 块分源自板代替小 漏底,以增加分 梳作用;
棉箱喂入 新型喂棉装置
AVENTICS 5 2-方向阀门系列TC15商品说明书

G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
G 1/4
Compressed air connection Exhaust G 1/4 G 1/4 G 1/4 G 1/4 G 1/4 G 1/4 G 1/4 G 1/4 G 1/4 G 1/4
Version Activation Sealing principle Working pressure min./max. Control pressure min./max. Ambient temperature min./max. Medium temperature min./max. Medium Max. particle size Oil content of compressed air Nominal flow Qn Connector standard Protection class,with connection Duty cycle Mounting on manifold strip Mounting screw tightening torque Weight
PDF creation date:
03.03.2019
PDF creation date:
03.03.2019
Page 2 | AVENTICS
Technical data
Part No.
0820058001 0820058051 0820058026 R422103063 0820058076 R422103065 0820058501 R422103067 0820058551 R422103069
技术▎设备大师支招梳棉机维护与保养

技术▎设备大师支招梳棉机维护与保养设备管理是棉纺厂五大基础管理的核心,必须建立科学的、有效的设备管理机制,加大设备日常管理力度,将理论与实际相结合,科学合理地制定设备的维护、保养计划。
梳棉是棉纺的“心脏”,本文就BC05和TC5-1梳棉机的维护保养工作与大家进行简单的探讨。
梳棉机的维护与保养工作主要分为三大块:日常点检、揩车保养,针布管理。
1 全民参与,全面点检点检就是指按照一定的标准、周期,对设备重要的部位进行检查,以便发现故障隐患,及时加以修理调整,为设备的安全运行奠定基础。
点检的前提要把梳棉机包机到人。
BC05和TC5-1梳棉机智能化程度高,生条质量、生产效率、TC5-1的每一次断头原因都可以在操作面板上查看。
因此,保全工每天必须及时查看显示屏显示的各项参数,检查设备有无异响、皮带有无磨损、通道是否挂花、油箱有无漏油、主要部位的螺丝有无松动等,对这些容易发生事故的部位都要进行点检,发现异常,及时处理。
BC05梳棉机与TC5-1梳棉机相比存在一个很大的缺陷,就是BC05梳棉机无法在显示屏上查询历史故障记录,这样对点检人员的检查工作带来一定的困难。
所以建议在每条梳棉生产线上挂一个故障记录本,运转人员可以将运转中效率低的机台或者坏车的机台故障内容填写在故障记录本上,这样可以大大提升点检人员的工作效率。
有些人认为点检是保全工的任务,与运转人员没有关系。
其实这种观点是错误的。
比如TC5-1梳棉机刺辊顶部的泛气罩容易积短绒,如果挡车工开车前不点检这个位置,就容易造成刺辊卡死。
因此,只有全民参与点检才能降低设备的故障率。
2 揩车保养,持之以恒揩车是状态维修的重要工作之一,应结合巡回检查,通过耳听、目视、手感、鼻闻等发现梳棉机运转中出现的异常状态,或听取挡车工人的反映,对揩车机台进行针对性的检修、保养。
梳棉机揩车保养维护的内容主要有:机器内、外表面的清洁;检查皮带、皮带轮有无磨损;检查油箱有无漏油、轴承是否缺油;检查各个部位传感器是否正常;对纤维的转移和排杂通道进行清理,做到通道光洁;清理弹性针布、道夫针布以及部分固定盖板针布等容易粘花的部位等。
纺织机紧固机手册说明书
M-code or by the operation of a convenient hand valve • Large actuator diameter produces higher forces than
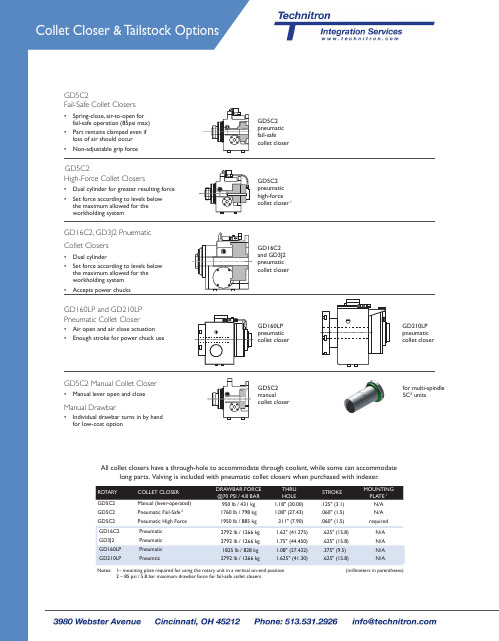
GD16C2, GD3J2 Pnuematic Collet Closers
• Dual cylinder • Set force according to levels below
the maximum allowed for the workholding system • Accepts power chucks
Manual Tailstock
• Manually-operated quill-type tailstock with convenient hand wheel – 1/4-turn quill lock
• #3 Morse taper spindle • Only live centers are recommended for use • Base locating pins to reference and configure with any
competitor's brands • Riser plate is supplied for all rotary devices with spindle
centerline above 4" (101.6) • Pneumatic valving included
特吕茨勒:新一代梳棉机TC10全球首发
特吕茨勒:新一代梳棉机TC10全球首发作者:暂无来源:《中国纺织》 2015年第7期文本刊记者梁瑞丽徐红“特吕茨勒此次以适合中国市场的最新设备和技术作为展示亮点,四个业务板块——纺纱、非织造、人造纤维和针布同台亮相上海纺机展,说明中国市场越来越被我们重视。
” 在上海纺机展上,特吕茨勒纺织机械(上海)有限公司CEO施博安先生表示。
优势机型备受关注特吕茨勒纺织机械(上海)有限公司隆重推出全新梳棉机TC10,备受关注,成为一大亮点。
“市场对TC10 的反馈也让我惊喜不已,仅在开展前一周到今天,我们已经销售了200 台TC10。
”施博安先生在展会第三天接受采访时表示。
TC10 的工作幅宽为一米,是梳棉机领域的顶级设备。
该设备不仅秉承了特吕茨勒梳棉机一贯“高效环保节能”的设计理念,更拥有以下优势:卓越的品质,至高的产能,德国梳理技术,产能可达180KG/h ;梳理弧长达 2.83 米,为世界上最长,从而保证最佳的梳理品质;机身更短,占地面积更小,从而减少固定资产投资;可与一体式牵伸装置IDF 2 完美配合,是气流纺纱的最佳选择。
同台展出的还有新一代特吕茨勒并条机TD 8,此台并条机配有独立驱动的SERVO CREEL 导条架,并配置了新型喂入传感器DISC LEVELLERTD-DL 保证持续稳定的棉条支数,并显著地改善棉条不匀率。
并条机出条区域的新型质量传感器DISC MONITOR TD-DM 持续监控棉条的质量数据。
作为全球领先的纺织机械生产商之一,特吕茨勒集团已有超过125 年的历史。
其子公司特吕茨勒非织造和人造纤维有限公司在德国拥有两个生产基地,特吕茨勒针布有限公司在德国拥有一个生产基地。
此外,公司在印度,中国,巴西,美国和瑞士设有生产基地,在全球范围内设有众多服务中心站,能够为重要的纺织工业市场提供贴近客户的服务。
四大板块同台亮相特吕茨勒集团还是非织造和人造纤维设备系统以及针布专家。
特吕茨勒非织造板块包括高效高产的开松混合设备,广泛认可的高品质SkyCard 梳理机,铺网效果卓越的交叉铺网机,设计精良的牵伸机以及高效清洁烘干机SkyDry。
TC5-1型梳棉挡车工培训材料

TC5-1型梳棉挡车工操作要点培训特吕茨勒TC5-1型梳棉机是我公司引进的高产、高速梳棉机,具有产量高、质量控制好等优点。
TC5-1型梳棉机具有在线检测能力,梳棉机道夫下方安装数码照像机自动扫描棉网结杂,可自动监控瞬间剥棉罗拉棉网中的结杂含量及结杂颗粒的大小,及时向电子计算机报告棉网中结杂的含量并在荧屏上自动显示检测结果。
TC5-1梳棉机的T-CON装置是依靠对生产环境中变换数据的测量,可客观地计算出并设定各梳理元件间的距离,如梳棉机锡林与盖板间的隔距,还包括各种棉网清洁系统中的固定梳理原件与锡林间的距离。
可使梳棉机的工艺达到最优化的配置,从而使产品质量达到最佳水平。
一、梳棉机开、关流程:开车:滤尘→开梳棉机(20台梳棉机交叉开出)关车:道夫→锡林→滤尘(关锡林大约10分钟后再关滤尘)开车:1.计算机启动,显示屏闪烁几次之后切换到主屏幕中→开锡林。
2.输棉装置准备就绪等待开车。
3. 按住点动按钮。
关车:进行清洁或者修改设置之前,必须先将梳棉机中的棉絮完全排空,然后将梳棉机关闭。
如果也要将DFK喂棉器的棉箱排空,还必须阻止棉絮进入喂棉器中。
按照如下所述停止通过DFK喂棉器喂入棉絮:1.选择设定/编程2.选择维护功能3.选择DFK开启○M4.关闭DFK ○/5.让输棉装置运转片刻,直到输出罗拉之间不再出现棉絮时为止。
6.关闭输棉装置。
○▽7.让锡林电机运转大约10min,使除杂辊可以将盖板条清理干净,然后关闭锡林驱动装置。
8.关闭主开关(位置O)。
9.进行所有清洁和维护作业之前,应用挂锁将主开关锁住,防止重新开启。
二、挡车工主要工作1.上空桶,送满桶到预并条规定定置区域;2.处理断条;3.清洁工作;4.班组安排临时工作任务。
三、清洁项目1.压辊(罗拉)两侧积花,保持随时干净;2.吸风管挂花,每班检查一次,如有故障及时处理(车间配挡板门钥匙及相关工具);3.龙头(需打开)清洁(配工具);4.滑片清洁(用小绞针或小菊花棒轻做,严禁用手处理);5.喇叭口清洁(无积花);6.输送管道挂花,交班前停车处理,预防堵塞;(配工具)7.地面清洁、车身表面清洁,保持随时干净。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
特吕Tc5梳棉机说明书
特吕Tc5梳棉参数仪使用说明
特吕Tc5智能计长仪是最新一代智能化计长控制、参数控制显示仪表。
该仪表核心原件采用进口产品,在软硬件设计上采取了多项保护措施,具有很强的抗干扰能力和稳定性
一、主要适用于各种型号的梳棉机,该仪表主要有如下功能:
1、四班次显示统计产量,定长4位显示,累计5位显示,单位:米。
2、防止开空车偷盗产量,开空车时自动停止计数。
3、出条速度测量显示,单位:米/分。
4、刺辊转速测量显示,单位:转/分
5、刺辊转速下限参数的设定和显示,并控制道夫电机。
6、满筒定长显示和控制功能。
7、断条监测自停功能,当发生断条后仪表不在计数,并报警输出,使道夫停转。
8、断条检测灵敏度可以数字式调节,使检测灵敏可靠。
9、仪表配有龙头过条轮,能够减少棉条意外牵伸和磨损,有效改善棉条条干质量。
10、梳棉机可省去光电断条检测自停装置
11、梳棉机可省去刺辊速度继电器。
12、面板具有满筒、刺辊低速、断条指示灯显示。
二、工作原理:
1、仪表工作时采样来自刺辊速度、长度计数、过条轮传感器的三个信号,并作计算处理。
开机后刺辊逐渐升速,当刺辊转速没有达到设定值时,仪表上“低速”指示灯亮,表内的刺辊转速继电器线圈断开,道夫电机不能启动。
2、当刺辊转速达到设定的转速时,仪表上“低速”指示灯灭,表内的刺辊转速继电器线圈导通,道夫电机可以启动。
3、当刺辊转速下降时,且其速度低于设定的转速时,仪表的“低速”指示灯亮,刺辊转速继电器线圈断开,道夫电机停转。
知道刺辊转速恢复设定转速时才能再开启道夫电机。
4、本仪表根据长度计数传感器的信号来计算当前筒内的棉条长度、累计产量、出条速度等。
当筒内棉条长度达到定长值时,表内的满筒继电气动作,常开点闭合,仪表上的“满筒”指示灯亮。
按“清零”键后,单筒长度清零,指示灯灭。
5、仪表根据过条轮的断条传感器信号来判断运行状态,当断条时,过条轮的转速逐渐降低,表内的断条继电器动作,常开点闭合,道夫电机停转,仪表停止计数,仪表上的“断条”指示灯亮,同时设备上的断条指示灯亮。
重新开车生头后,“断条”指示灯熄灭,表内的断条继电气线圈断电,其常开点断开。
三、面板布局与功能简介:
1、代码显示窗:第一位代码显示窗显示的是何种数据。
1、
2、
3、4对应工作班次的累计产量火当前筒棉条长度,P---定值显示和设置,F---速度显示。
2、数据显示窗:5位LED显示。
用三位显示出条线速度(单位:米/分),用四位显示单筒产量(单位i:米)、刺辊转速(单位:转/分),用五位显示分班累计产量(单位:米)
3、满筒指示灯:当单筒棉条长度达到设定值时,该指示灯亮。
4、低速指示灯:当刺辊转速低于设定值时,“低速”指示灯亮。
5、断条指示灯:当发生断条时,该指示灯亮。
6、操作控制键盘:共五键,每个按键分上下两档,具有双重功能,上档键用符号表示,用于定值的设定和修改,下档键用汉字表示,用于工作状态的操作。
四、操作方法:
1、工作状态操作:
上电后,仪表处于默认显示状态,即代码窗显示当前工作班序号,数据窗显示4位当前单筒产量,单位:米。
“速度”键:按该键,代码窗显示“F”,表示数据窗显示的是速度值。
第一次按速度键,数据窗先显示”r xxx”,并且“r”闪烁,这时刺辊转速,单位转/分。
再按一次“速度”键,数据窗显示“L XXX”,并且“L”闪烁,这是出条线速度,单位:米/分。
再按一次“速度”键,数据窗则返回单筒长度显示状态,代码窗显示当前工作班序号。
即:转速—出条线速—单筒长度。
“班产”键:按该键,功能代码窗显示班序号,数据窗显示对应班次的5位累计产量,单位:米。
每按一次“班产”键就显示下一个班的产量,四个班轮流一遍,直至回到4位单筒长度显示状态。
如果
显示的班次不是当前班次,则班次序号闪烁。
“换班”键:和“班产”键配合用于换班操作。
换班时,先按换班键,当显示要换的班次时,按“换班”键,完成换班操作。
仪表自动切换到单筒敞亮显示状态,并显示新的班次。
“清零”键:当满筒时,满筒指示灯亮,按“清零”键,单筒产量清成零。
当未满筒时,只按此键不起作用。
如有特殊情况,要在未满筒时清零,可以按住“清零”键持续2秒以上,则空场强制清零。
“清零”键不能清除各班产量。
“定值”键:按该键进入定值显示状态,显示修改各种设定值。
此时代码窗前显示“P”,表示数据窗显示的是定值。
定值有三种:满筒定长值、刺辊转速下限值和断条检测敏度系数。
满筒定长值:4位,数码窗显示“d××××”,并且“d”闪烁,单位(米);刺辊转速下限值:4位,数据窗显示“c××××”,并且“C”闪烁,单位:r/min(转/分);断条检测灵敏度系数:数据窗显示“b××”并且“b”闪烁。
按“定值”键循环显示三种定值。
2、定值设置修改操作
①使用“定值”键时,进入“定值显示状态”,使其显示欲修改的定值。
②在“定值显示状态”下,按“确认”键进入“定值修改状态”,在此状态下有一位数字闪烁。
③按“↑”或“↓”键可以改变闪烁位的值。
按“←”“→”键可以改变闪烁位的位置。
④当定值设定好以后,按“确认”键返回“定值显示状态”,新的定值将会存到系统中,该定值的修改操作完成。
⑤参照“定值”键的使用说明,可以进行其他的设置或修改。
注意:a、定值的设置或修改请在停车时进行。
b、刺辊转速下限出厂时预设为200转/分,仪表允许的设定范围是100---400转/分,超过范围的设定值将自动更正为200转/分。
请根据实际情况调节。
C、断条检测灵敏度系数出厂时预设为8,仪表允许的调节范围是3—20,超过此范围的设定值将自动更正为8,该系数越小,检测灵敏度越高,发生断条后停车月迅速,但灵敏度过高,容易引起误停车动作。
请根据实际情况调节。
五、接线方法:(参照仪表背面接线图)
仪表接线采用标准15芯电缆插头,试用了14根电缆,分为两组,一组为控制电缆,9根线,一组为传感器电缆,5根线。
六、安装方法:
1、将仪表安装在电器箱面板上。
2、仪表配套的过条轮安装在龙头导条器位置处,其传感器为断条检测传感器,将引线接好。
3、产量计数传感器安装在圈条器立柱内中间皮带轮位置,传感器头与尼龙盘的距离为3—5毫米。
4、刺辊速度传感器安装:将带磁钢的尼龙盘固定于刺辊轴上,对应的传感器支架固定在转盘下方,然后将传感器固定于传感器支架上,使传感器头对准磁钢,距离3—5毫米。
5、将引线按仪表背面的接线图接好,设定好各项定值,开机试运行。
七、注意事项:
仪表的常见故障主要是有传感器或安装不当引起的,安装时,三个传感器信号线次序接错。
本仪表的工作电压为交流AC12V,第一次安装请详细阅读使用手册,以免接错。