电阻焊操作规程
电阻式点焊机安全操作作业指导书(二篇)
电阻式点焊机安全操作作业指导书1.0.目的:1.1.制定本规程,确保点焊机的安全运行处于受控状态,保证产品的稳定性和可靠性。
2.0.范围:2.1.本规程适用于点焊机的安全运行和操作以及新员工培训之用.3.0.安全操作内容:3.1.操作前检查及操作规程:3.1.1.检查点焊机电源接线端子是否锁紧,绝对不可松动,以保安全。
3.1.2.检查冷却水流是否通畅(水流每分钟4公升)。
3.1.3.检查电极头与其他接触,注意清洁及锁紧螺丝。
如有特别发热处。
先检查是否接触不良。
若需更换电极头,应注意电极头接触完全用圆锥压入,斜度为1/10,取其出入时一定要用旋转,不能用锒头等用力敲打,否则容易损坏斜度,造成接触不良及漏水。
3.1.4.接上气管,气压指示不大于5kg/c㎡。
3.1.5.依据被焊接工件材料和外形尺寸,设定点焊参数。
详细设定方法见参数设定说明。
3.1.6.通过以上各项检查工作,即可开始试焊,先把控制电源和焊接电源开关接通,此时指示类亮,表示点焊机准备工作就绪。
3.1.7.将被焊接工件放在两个电极之间(即点焊头上),踩下脚踏开关即可进行一次焊接。
3.1.8.如需连续焊接,则将选择开关打向“连续”一边,踩住脚踏开关即可进行连续焊接。
4.0.使用方法:4.1.准备工作及注意事项:4.1.1.钢焊件焊前需清除焊点表面的一切脏物、油污、氧化皮及铁锈。
对热轧钢最好在焊接处经过酸洗或用砂纸清除氧化皮。
未经清理焊件虽能进行点焊,但是严重地降低电极的使用期限,同时影响点焊的生产率和质量。
4.1.2.对由镀锌或镀锡的低碳钢件,可直接施焊。
4.1.3.焊件装配应尽可能地彼此交接,避免折边不正,圆角半径不重合及皱折等缺陷,通常缝隙应在0.1____0.8mm以内。
4.2.焊机调整:4.2.1.焊接时应先调节电极臂之位置,使电极刚压致电焊接表面时,电极臂保持相互平行,并使其适合工作行程式。
接焊件厚度与材料性质,选择分级开关的档位。
电阻点焊机安全操作规程
更多优惠资料下载: 德信诚培训网电阻点焊机安全操作规程文件编号适用型号编制审核批准NO.作业顺序注意事项1 设备点检:1.接地可靠,机壳紧固,电缆无破损,无裸露;2.检查找正焊机是否处于水平位置,底脚应垫实;3.控制箱各显示窗口正常显示;4.冷却循环供水系统正常,水压流量符合5.供气系统正常,气压符合;6.脚踏开关灵敏有效;7.上电极臂加压头动作正常。
危险因素分析: 1.操作者无证上岗,不懂电气安全知识,在操作中易触发触电事故;2.设备接地不可靠,找操作中已引发触电事故;3.操作口没有戴口罩,焊接过程中吸入烟尘微粒,损害身体健康;4.操作工没有穿戴焊接皮手套,安全鞋及工作服,易被飞溅的火花灼伤;5.焊接作业区堆放易燃易爆物品,造成火灾隐患;6.操作过程中手,胳膊等伸入电极之间,被电极夹住,造成骨伤等伤害。
2 零件准备工作:1.钢铁焊件焊前需清除焊点表面的一切脏物、油污、氧化皮及铁锈。
对热轧钢最好在焊接处经过酸洗或用砂纸清除氧化皮。
2.对由镀锌或镀锡的低碳钢件,可直接施焊。
3.焊件装配应尽可能地彼此交接,避免折边不正,圆角半径不重合及皱折等缺陷,通常缝隙应在0.1∽0.8m m 以内。
3 焊接准备:1.焊机通入电源后,不得拆装机内任何1.将位于控制箱面板上的焊接电压调至最低档处,开启电源开关,检查后各指示灯,表针是否初一额定工作状态,冷却水是否流通;2.踩住脚踏开关,使电极下降,通过推拉加压头限位销调整电极行程;3.调整电极尺寸,使上下电极臂座之间的距离位于230∽240mm;4.因工艺需要,电极伸长300mm 时,气压调节最大值≤0.3MPa,以免电极产生永久变形;5.通过改变位于加压头的气缸罩上的调整螺栓,可任意调整电极上升,下降的速度。
右旋变快,左旋变慢,调得适当速度;6.根据工件形式及厚度,选择焊接工艺规范;调整适当的焊接电流,电压和空气压力设定值;7.当焊接规范选定后,将焊件置于两电极之间,踩下脚踏开关,主机便可进行程控操作;8.根据工件的焊接质量及焊点的强度,可修正焊接规范,直到获得最佳状态。
电阻点焊流程和方法
电阻点焊流程和方法电阻点焊是一种常用的金属连接方法,广泛应用于汽车制造、电子设备生产等领域。
本文将介绍电阻点焊的流程和方法。
一、电阻点焊的流程电阻点焊主要分为准备工作、设定焊接参数、夹紧工件、触电焊接、冷却工件等几个步骤。
1. 准备工作在进行电阻点焊之前,需要对工件进行清洁,以去除表面的氧化物和油污。
同时,还需要准备好焊接设备、焊接电极和冷却系统等。
2. 设定焊接参数根据工件的材料和尺寸,需要设定适当的焊接参数,包括焊接电流、焊接时间和焊接压力等。
这些参数的设定对焊接质量有着重要影响,需要根据实际情况进行调整。
3. 夹紧工件将要焊接的工件放置在夹具中,确保工件的位置准确、稳定,并且与电极接触良好。
夹紧工件的方式可以根据具体情况选择,常用的有手动夹紧和气动夹紧两种方式。
4. 触电焊接在夹紧好的工件上方放置焊接电极,使电极与工件紧密接触。
然后,通过控制焊接机的触发按钮或脚踏开关,使电流通过电极和工件之间形成电流回路。
电流的通过会使电阻点焊区域产生高温,从而使工件表面熔化并形成焊接点。
5. 冷却工件焊接完成后,需要对焊接区域进行冷却,以确保焊接点的稳定性和强度。
可以使用冷却水或气体进行冷却,也可以采用自然冷却的方式。
二、电阻点焊的方法电阻点焊主要有常规点焊和脉冲点焊两种方法,下面将分别介绍这两种方法的特点。
1. 常规点焊常规点焊是指在焊接过程中,保持一定的焊接时间和焊接电流,使焊接区域达到一定的温度,从而实现焊接的目的。
这种方法适用于大多数金属材料的焊接,具有焊接速度快、稳定性好的特点。
2. 脉冲点焊脉冲点焊是在常规点焊的基础上引入了脉冲电流,即在设定的焊接时间内,通过多次短暂的脉冲电流,使焊接区域温度快速升高并冷却。
这种方法适用于焊接特殊材料或对焊接区域要求较高的情况,具有焊接热影响区小、变形小的优点。
总结:电阻点焊是一种常用的金属连接方法,具有焊接速度快、稳定性好等优点。
它的流程包括准备工作、设定焊接参数、夹紧工件、触电焊接和冷却工件等步骤。
【优质文档】电阻焊作业指导书-优秀word范文 (8页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==电阻焊作业指导书篇一:点焊作业指导书点焊作业指导书1.目的: 指导操作工人按要求操作,满足产品质量要求.2.适用范围: 适用于公司所用产品点焊工序.3.职责: 由上岗操作工负责点焊作业.4.操作要求4.1 点焊设备?.名称: 点焊机?.型号: DN-754.2 材料要求?.低碳钢?.负载持续=20%时,钢焊件厚度2.5+2.5(毫米).?.负载持续<20%时,钢焊件厚度5+5(毫米).4.3 位置要求a. 两焊点的距离在25~32毫米之间.b. 焊接宽度在50毫米内的焊件,点焊两排,间距为25~32毫米.c. 焊接宽度大于50毫米的焊件,必须保证在每100平方厘米内均布9个焊点.4.4 焊接要求a. 焊件在施焊前须清洗油污及污垢.b. 焊接时间:0.2~0.35秒范围内调节.5.检验a. 检查焊件是否按要求焊接,按4操作要求执行.b. 焊接处两面无明显凹痕,无击穿现象。
篇二:电阻点焊作业指导书电阻点焊作业指导书一、电阻点焊基本原理 1、何谓电阻点焊将准备连接的工件置于两电极之间加压,并对焊接处通以电流,利用工件产生的热量加热并形成局部熔化(或达塑性状态),断电后,在压力继续作用下,形成牢固接头。
这种工艺过程即为电阻焊。
可见,电阻焊有如下两个最显著的特点:(1)、采用内部热源——利用电流通过焊接区的电阻产生的热量进行加热。
(2)、必须施加压力——在压力作用下,通电加热、冷却,形成接头。
2、电阻焊的优点(1)、因是内部热源,热量集中,加热时间短促,在焊点形成过程中始终被塑性环包围,故电阻焊冶金过程简单,热影响区小,变形小,易于获得质量较好的焊接接头。
(2)与铆接结构相比,重量轻,结构简化,易于得到形状复杂的零件。
(3)电阻焊因机械化、自动化程度高,可提高生产率,改善工作条件。
电阻点焊操作流程与注意事项

电阻点焊操作流程与注意事项英文回答:Resistance spot welding is a common welding processused to join two or more metal parts together. It involves the use of electric current and pressure to create a weldat the point of contact between the two parts. Here is a step-by-step guide to the resistance spot welding process along with some important considerations:1. Preparation:Ensure that the metal parts to be welded are clean and free from any contaminants such as oil, grease, or rust.Set up the welding machine and make sure it is in proper working condition.Adjust the welding parameters such as current, time, and pressure according to the material and thickness of theparts.2. Positioning:Place the metal parts in the desired position for welding.Ensure that the parts are aligned properly and securely clamped together.3. Electrode selection:Choose the appropriate electrodes based on the material and thickness of the parts.Electrodes should have good conductivity and thermal resistance to withstand the high temperatures generated during welding.4. Welding operation:Activate the welding machine to initiate the flow ofelectric current.The current passes through the electrodes and creates resistance at the point of contact between the parts.The resistance generates heat, which melts the metal at the joint and forms a weld nugget.Apply the required pressure to ensure proper contact between the parts and facilitate the welding process.Maintain the current flow and pressure for the specified duration to achieve a strong and reliable weld.5. Post-welding inspection:After completing the welding process, inspect the weld for any defects such as cracks, porosity, or incomplete fusion.Use non-destructive testing methods like visualinspection, X-ray, or ultrasonic testing to ensure the quality of the weld.Important considerations:Safety: Always wear appropriate personal protective equipment (PPE) such as gloves, goggles, and welding helmet to protect against electric shock, UV radiation, and sparks.Proper electrode maintenance: Clean and dress the electrodes regularly to remove any debris or contamination.Welding parameters: Adjust the welding parameters based on the material, thickness, and desired weld quality.Welding sequence: Determine the optimal sequence for welding multiple spots to minimize distortion and ensure uniformity.Cooling: Allow the welded parts to cool down graduallyto avoid thermal stress and distortion.中文回答:电阻点焊是一种常用的焊接工艺,用于将两个或多个金属零件连接在一起。
电阻缝焊操作规程
1 目的和范围本规程规定了电阻缝焊设备的操作要求和工艺要求,以确保产品质量的施焊。
2 人员要求电阻缝焊操作工必须经培训考试取得合格证后,方可上岗。
3 准备工作3.1 检查电缆是否良好,接头是否牢固。
3.2 检查工作环境周围有无妨碍工作的物体、有无易燃、易爆物,若有应及时清理工作场地。
3.3检查工作场所周围环境是否有不安全因素,若有要及时排除。
3.4 检查滤气器内的凝气水是否放掉。
3.5 检查油雾分离器罐内是否加油;冷却水过滤器是否清洗。
3.6确认各控制按钮是否正常工作;冷却水是否正常流通。
3.7 检查是否按时给润滑部位注油。
3.8 检查缝焊轮是否修整,缝焊轮的尺寸及加工要求见附录A。
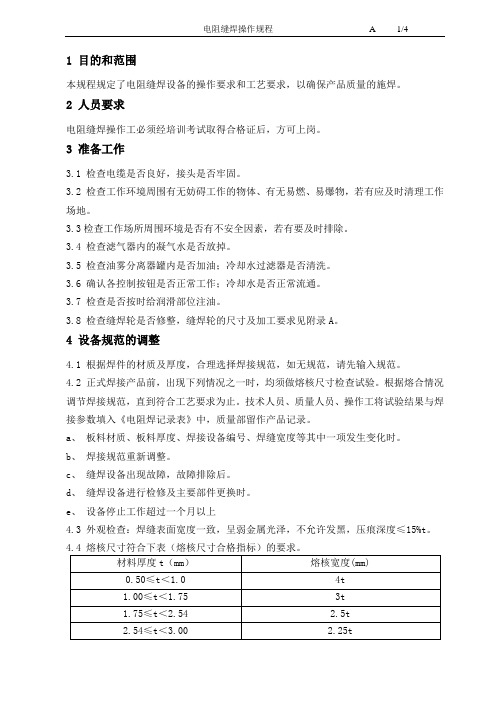
4 设备规范的调整4.1 根据焊件的材质及厚度,合理选择焊接规范,如无规范,请先输入规范。
4.2 正式焊接产品前,出现下列情况之一时,均须做熔核尺寸检查试验。
根据熔合情况调节焊接规范,直到符合工艺要求为止。
技术人员、质量人员、操作工将试验结果与焊接参数填入《电阻焊记录表》中,质量部留作产品记录。
a、板料材质、板料厚度、焊接设备编号、焊缝宽度等其中一项发生变化时。
b、焊接规范重新调整。
c、缝焊设备出现故障,故障排除后。
d、缝焊设备进行检修及主要部件更换时。
e、设备停止工作超过一个月以上4.3外观检查:焊缝表面宽度一致,呈弱金属光泽,不允许发黑,压痕深度≤15%t。
5 焊接产品时要求5.1 检查板片表面是否有污物,对有污物的板片表面先用丙酮擦洗。
缝焊时后必须保证板面清洁,不影响缝焊质量。
缝焊后擦干板对内外表面,以免影响后序工作。
5.2 板对在缝焊机工作台装卡时,要注意对板对表面的保护,不能划伤板对表面。
5.3 缝焊定距式板对时须从板对短边端头外起弧,保证缝焊起始段的质量。
5.4 缝焊窝状板对时建议从板对长边端头外起弧缝焊短边,再进行长边缝焊,保证缝焊起始段的质量。
5.5 缝焊时要将冷却水管摆放在合适位置对焊缝进行充分冷却。
电阻焊机安全操作规程
电阻焊机安全操作规程1. 目的本文档的目的是为了确保电阻焊机的安全操作,防止意外事故的发生。
2. 适用范围本文档适用于所有使用电阻焊机的工作人员。
3. 安全预防措施以下是使用电阻焊机时需要遵守的安全预防措施:3.1 使用人员应接受相关的安全培训,并具备操作电阻焊机所需的技能和知识。
3.2 在操作电阻焊机之前,应仔细检查设备是否完好无损,如有损坏或异常情况,应立即报告维修。
3.3 在操作之前,应确认电阻焊机的工作环境是否具备良好的通风条件和防火措施。
3.4 在操作期间,应戴上符合规定的个人防护装备,包括防护眼镜、耳塞、防护手套等。
3.5 遵循电阻焊机的操作手册和使用说明,正确设置参数和工作程序。
3.6 在操作过程中,应保持注意力集中,严禁分心或操劳过度。
3.7 在使用电阻焊机时,应注意周围环境的安全,确保没有可燃、易燃物品,并保持区域清洁。
3.8 操作完成后,应及时关闭电源,并清理工作区域,归还设备到指定位置。
4. 紧急处理措施以下是在电阻焊机操作过程中可能发生紧急情况时需要采取的处理措施:4.1 火灾事故:当发生火灾时,应立即拉下警报器,通知相关责任人员,并使用适当的灭火器材进行扑灭。
必要时,采取疏散人员的措施。
4.2 电击事故:如果发生电击事故,应立即切断电源,拨打急救电话进行救援,并将事故情况报告相关部门。
4.3 设备故障:如果发生设备故障或异常,应立即停止操作,通知维修人员进行检修或维护。
5. 操作规范以下是使用电阻焊机的操作规范:5.1 在操作之前,应先进行设备预热,达到适当的工作温度。
5.2 在操作时,应按照设备制造商提供的工作流程进行操作,确保每个步骤都正确无误。
5.3 在操作期间,应定期检查设备的工作状态,包括焊接电流、焊接时间等参数,并及时调整。
5.4 在操作结束后,应及时关闭电源,并进行设备的清洁和维护。
6. 处罚与奖励6.1 如发生违反本操作规程的情况,将依照公司相关制度进行相应处罚。
电阻焊安全操作规程精编版
电阻焊安全操作规程公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
电阻焊的安全操作规程
按电阻焊安全操作规程要求进行作业,其目的是防止焊工触电、压伤和撞伤、被喷溅火花灼伤以及可能产生的环境污染:
1)电阻焊设备上的启动按钮、脚踏开关等应布置在安全部位,并有防止误动的防护装置。
2)多点焊机上应装置防碰传感器、制动器、双手控制器等有效防护装置,以防止因误动或意外操作而导致伤害。
3)所有裸露传动元件都应有有效防护装置。
4)焊工应戴专用防护镜工作,用于防火花喷溅伤人的防护罩应由防火材料制成。
5)每台设备都应装置一个或多个(每个操作位布置一个)紧急停机按钮,便于发生意外时的紧急停机。
6)焊机必须可靠接地,安装必须保证稳固可靠,高于地面30 - 40cm ,周围应有排水沟,15m内不得有易燃、易爆物,且有消防设施。
7)焊接变压器一次绕组及其他与电源连接部分的线路,其对地绝缘电阻不小于1MΩ。
不与地线连接,且电压小于或等于交流36V或直流48V电气装置上的任一回路,其对地
绝缘电限不小于Ω。
当电压大于交流36V或直流48V者,其对地绝缘电阻不小于1MΩ。
8)装有高压电容器的焊机和控制面板,必须有合适的绝缘手段并且全封闭,所有机壳门都有合适的联锁装置,以保证机壳门或面板被打开时可有效地切断电源,并使所有高压电容器向适当的电阻性负载放电。
9)检修焊机控制箱时必须切断电源。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电阻焊的安全操作规程
按电阻焊安全操作规程要求进行作业,其目的是防止焊工触电、压伤和撞伤、被喷溅火花灼伤以及可能产生的环境污染:
(1)电阻焊设备上的启动按钮、脚踏开关等应布置在安全部位,并有防止误动的防护装置。
(2)焊接现场10m范围内,不得堆放油类、木材、氧气瓶、乙炔发生器等易燃、易爆物品。
(3)所有裸露传动元件都应有有效防护装置。
(4)焊工应戴专用防护镜工作,用于防火花喷溅伤人的防护罩应由防火材料制成。
(5)每台设备都应装置一个或多个(每个操作位布置一个)紧急停
机按钮,便于发生意外时的紧急停机。
(6)焊机必须可靠接地,安装必须保证稳固可靠,高于地面30 - 40cm ,周围应有排水沟,15m内不得有易燃、易爆物,且有消防设施。
接地线不得搭在易燃、易爆和带有热源的物品上,接地线不得接在管道、机床设备和建筑物金属构架或铁轨上,绝缘应良好,机壳接地电阻不大于4Ω。
(7)焊接变压器一次绕组及其他与电源连接部分的线路,其对地绝缘电阻不小于1MΩ。
不与地线连接,且电压小于或等于交流36V 或直流48V电气装置上的任一回路,其对地绝缘电限不小于0.4M Ω。
当电压大于交流36V或直流48V者,其对地绝缘电阻不小于1MΩ。
(8)装有高压电容器的焊机和控制面板,必须有合适的绝缘手段并且全封闭,所有机壳门都有合适的联锁装置,以保证机壳门或面板被打开时可有效地切断电源,并使所有高压电容器向适当的电阻性负载放电。
(9)移动电焊机时,应切断电源,检修焊机控制箱时必须切断电源。
不得用拖拉电缆的方法移动焊机。
当焊接中突然停电时,应立即切断电源。
(10)长期停电用的电焊机,使用时,须用摇表检查其绝缘电阻不得低于0.5MΩ,接线部分不得有腐蚀和受潮现象。