轧机介绍(带图片)
轧机详细介绍ppt课件
(10)薄(中厚)板坯连铸连轧。被认为是当今最成功的技术。 1989年在美国纽柯克劳福兹维尔厂采用西马克的CSP技术建成第 一条生产线。连铸机直接铸成50mm厚的薄板坯,经直通式隧道炉 均温后,直接进入精轧机轧成2.5~12.7mm的带钢。与传统热带钢 轧机相比:1)建设费用省20~34%;2)降低能耗70~80%;3) 生产周期短,可大幅降低流动资金占有量;4)吨钢成本下降80~ 100美元;5)经济规模在80~200万吨,非常适合日益兴起的短流 程小钢厂采用。
第一章 轧钢设备 基本知识
本章将讲述的主要内容
(1)简单介绍轧钢机的发展历史,并简单介绍轧钢机的基 本工作原理;
(2)简要介绍轧钢工艺及产品,使同学们能从感性上了解 轧钢生产过程及主要产品;
(3)简明讲解轧钢机的分类
(4)轧钢机主辅设备的基本组成和结构
(5)轧钢机的标称方法
(6)轧钢机的新发展
重点掌握:轧钢机分类方法;主机列及工作机座组成及各 部分作用;
名义直径作为轧钢机的标称。 例:1150二辊可逆初轧机
800三辊可逆/760×2三辊/650二辊两列横列式大型型钢轧机
(2)钢板轧机 用辊身长度标称,因为与能够轧制的钢板的最大宽度有关。
例: φ100/φ400×500四辊可逆冷轧板带轧机 1700二辊可逆/1700四辊可逆/1700×2四辊轧机/1700×7四辊连轧热带钢轧机
目的:降低轧制时主电机尖峰负荷,增加空载时的主电机
负荷,从而使负荷均匀化。
储存能量:
E GD2 n2 729
适用范围(1)轧制时间〈间隙时间;(2)轧辊不可逆。
Ⅰ主电机;Ⅱ传动机构(装置);Ⅲ工作机座
主电机:为轧辊旋转提供动力的设备 传动机构:通常由减速机、齿轮座、连接轴和连轴器等部件组成 工作机座(1)机架:在其窗口内安装轧辊的轴承 (2)轧辊:轧件在其间被轧制(压缩变形) (3)轧辊轴承:用于轧辊的支承和定位 (4)轧辊调整装置及上辊平衡装置:前者用于调整轧辊间的距离,后者用来消除上轴承 座与压下系统间的间隙 (5)导位装置:用来使轧件按照规定的位置、方向和状态准确进出孔型 (6)轨座(地脚板)机架安装在轨座上,轨座固定在基础上 不同类型轧机,工作机座组成部分大体一致。
1450五机架UCMW冷连轧轧机简介解析
名称
型号
数量 供货 重量 备注
对中行程:
+/- 100 mm
精确度: 纠偏辊 压辊
+/- 1mm以内
Φ1200mm(包括15mm的聚氨酯外 壳)×1700mm
2
Φ280mm×1700mm
1
带钢对中液压缸:
Ф180/100 mm X 280 mm
1
压辊气缸:
Ф250/63 mm X 100 mm
2
3.04 轧机入口液压剪
名称
型号/参数
数量
供货 重量
备注
开口度
720-1740mm
液压马达
13.7 Mpa×Approx.67 r/min 1套
宽度调整速度 10mm/s(单侧)
垂直辊子
Φ100mm×300mm
每侧2个
3.06.2 Three Roll Bridle
类型:中间下压型 位置:1号轧机入口末端,装在轧机牌坊立柱间。 功能:通过液压压下中间辊,防止带钢在轧机入口跑偏。 中间辊的提升和降落是靠齿条齿轮同步机构实现同步。
辊颈轴承: 型号: φ245 mm/φ345 mm × 310 mm ,四列圆锥滚子 轴承; 厂家: KOYO, NSK, NTN 或同类轴承 单个轴承座重量:1003 kg/pc. 轧辊和轴承座装配后的总重: 5070 kg
3.07.3.2 中间辊轴承座
辊颈轴承: 型号: φ279.4 mm/φ393.7 mm × 320 mm ,四列圆锥滚子 轴承; 厂家: KOYO, NSK, NTN 或同类轴承 单个轴承座重量:1120 kg/pc. 轧辊和轴承座装配后的总重:6356 kg
压力测量: No.1 mill, Load cells No.2 --- No.5 mills, Pressure cells
轧机详细介绍

Ⅰ主电机;Ⅱ传动机构(装置);Ⅲ工作机座
主电机:为轧辊旋转提供动力的设备 传动机构:通常由减速机、齿轮座、连接轴和连轴器等部件组成 工作机座(1)机架:在其窗口内安装轧辊的轴承 (2)轧辊:轧件在其间被轧制(压缩变形) (3)轧辊轴承:用于轧辊的支承和定位 (4)轧辊调整装置及上辊平衡装置:前者用于调整轧辊间的距离,后者用来消除上轴承 座与压下系统间的间隙 (5)导位装置:用来使轧件按照规定的位置、方向和状态准确进出孔型 (6)轨座(地脚板)机架安装在轨座上,轨座固定在基础上 不同类型轧机,工作机座组成部分大体一致。
例:400轧管机组
1.7 轧钢机和技术新发展 1.7.1 我国政府颁布的淘汰技术
2005年7月8日,中国国家发改委颁布的《钢铁产业 发展政策》第十七条:叠轧薄板轧机、普钢初轧机及开坯 用中型轧机、三辊劳特式中板轧机、复二重式线材轧机、 横列式小型轧机、热轧窄带钢轧机、直径76mm以下热轧无 缝管机组等落后工艺技术装备。
1.2 轧钢机的定义和组成 1.2.1. 定义 狭义定义:轧制钢材的机械设备。它使轧件在旋转的轧辊间产生塑 性变形,轧出所需断面形状和尺寸的钢材。即主要设备——主机列。 (厚板、中板、薄板、轨梁、槽钢、角钢、螺纹钢筋、线材等) 广义定义:用于轧制钢材生产工艺全部所需的主要设备和辅助设备 的成套机组。包括轧制,运输、翻钢、冷却、剪切、矫直等设备。
800三辊可逆/760×2三辊/650二辊两列横列式大型型钢轧机
(2)钢板轧机 用辊身长度标称,因为与能够轧制的钢板的最大宽度有关。
例: φ100/φ400×500四辊可逆冷轧板带轧机 1700二辊可逆/1700四辊可逆/1700×2四辊轧机/1700×7四辊连轧热带钢轧机
(3)钢管轧机 用其所轧钢管最大外径来标称。
轧机图
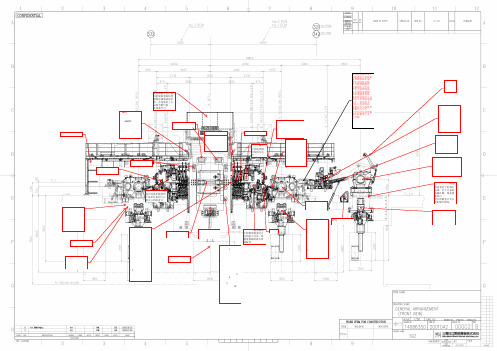
双ASU:由伺服阀 控制的液压缸驱动 齿轮和齿条运动, 驱动ABCD四根轴 上的鞍座内偏心环 旋转,从而实现轧 辊凸度调整。出入 口每侧七个液压缸
轧机罩和平台:轧 机机架和卷取机用 膨胀金属做成保护 罩,在卷取机上方 安装有烟气收 集罩和平台。
轧制线调整装置: 对轧制线进行调整
出入口圆盘剪:切 头切尾
此处出入口均有钢
卷秤:称重
此处出入口均有打 捆机:半自动打捆 机 对成品卷进行打 捆
测速仪保护罩:高 温计的保护装置用 于保护轧机的入口 和出口的温度计
压板和侧导辊:安 装在轧机入口处, 由硬木板构成。由 液压缸驱动上压 板,当穿带时,压 板抬起;穿带结 束,第一道次轧制 时压板压下。电机 驱动丝杆根据带钢 宽度调节两侧导板 位置。入口侧导辊 安装在入口压板的 框架上,分布于操 作侧和传动侧,每 侧3个辊。其驱动方 式依据带钢宽度, 通过液压马达实现 调节侧导辊宽度。
开卷机:开卷机将钢卷保 持在卷筒上并引导带钢进 入三辊喂料机。将带钢成 功地送入轧机后,轧制过 程中,提供后张力。
开卷机鞍座:钢卷 鞍座垂直于轧制中 心线、位于开卷机 的操作侧,用来接 收来自 天车的钢卷并为开 卷机储存钢卷。
开卷机小车:从鞍 座上提取钢卷,经 高度和宽度自动对 中后将钢卷自动插 入开卷机
上内牌坊提升液压 缸
粗擦辊
精擦辊:其目的是 将带钢表面残留的 乳化液擦拭、吹扫 干净,保证带钢表 面清洁度
边部吹扫
测厚仪测厚 仪实现带钢 厚度的自动 控
喂料辊:安装在导向辊 上面,主要用于卷取机 卷取时将带钢引导入卷 筒,卷取机开卷时将带 钢从卷筒引导向轧机区
穿带导板:入口和 出口卷取机穿带导 板安装在卷取机入 口处,其作用是根 据皮带助卷器和卷 取机钳口的位置自 动调整,来引导带 钢进入卷取机卷 筒。
轧机简介
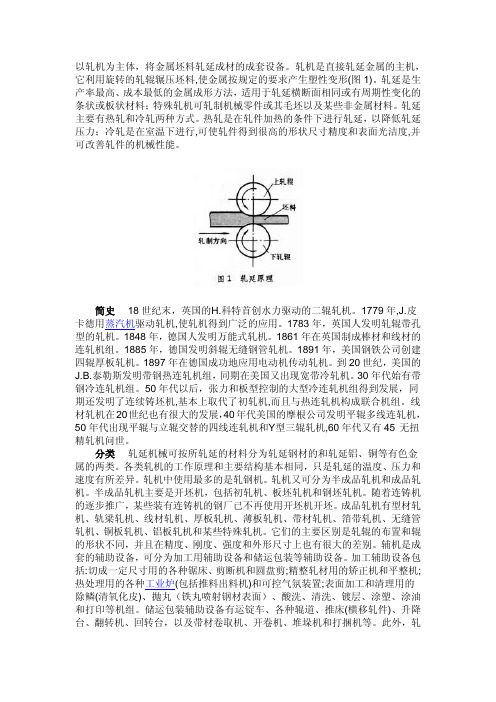
以轧机为主体,将金属坯料轧延成材的成套设备。
轧机是直接轧延金属的主机,它利用旋转的轧辊辗压坯料,使金属按规定的要求产生塑性变形(图1)。
轧延是生产率最高、成本最低的金属成形方法,适用于轧延横断面相同或有周期性变化的条状或板状材料;特殊轧机可轧制机械零件或其毛坯以及某些非金属材料。
轧延主要有热轧和冷轧两种方式。
热轧是在轧件加热的条件下进行轧延,以降低轧延压力;冷轧是在室温下进行,可使轧件得到很高的形状尺寸精度和表面光洁度,并可改善轧件的机械性能。
简史18世纪末,英国的H.科特首创水力驱动的二辊轧机。
1779年,J.皮卡德用蒸汽机驱动轧机,使轧机得到广泛的应用。
1783年,英国人发明轧辊带孔型的轧机。
1848年,德国人发明万能式轧机。
1861年在英国制成棒材和线材的连轧机组。
1885年,德国发明斜辊无缝钢管轧机。
1891年,美国钢铁公司创建四辊厚板轧机。
1897年在德国成功地应用电动机传动轧机。
到20世纪,美国的J.B.泰勒斯发明带钢热连轧机组,同期在美国又出现宽带冷轧机。
30年代始有带钢冷连轧机组。
50年代以后,张力和板型控制的大型冷连轧机组得到发展,同期还发明了连续铸坯机,基本上取代了初轧机,而且与热连轧机构成联合机组。
线材轧机在20世纪也有很大的发展,40年代美国的摩根公司发明平辊多线连轧机,50年代出现平辊与立辊交替的四线连轧机和Y型三辊轧机,60年代又有45°无扭精轧机问世。
分类轧延机械可按所轧延的材料分为轧延钢材的和轧延铝、铜等有色金属的两类。
各类轧机的工作原理和主要结构基本相同,只是轧延的温度、压力和速度有所差异。
轧机中使用最多的是轧钢机。
轧机又可分为半成品轧机和成品轧机。
半成品轧机主要是开坯机,包括初轧机、板坯轧机和钢坯轧机。
随着连铸机的逐步推广,某些装有连铸机的钢厂已不再使用开坯机开坯。
成品轧机有型材轧机、轨梁轧机、线材轧机、厚板轧机、薄板轧机、带材轧机、箔带轧机、无缝管轧机、铜板轧机、铝板轧机和某些特殊轧机。
轧钢机介绍

轧钢机介绍轧机是实现金属轧制过程的设备。
泛指完成轧材生产全过程的装备﹐包括有主要设备﹑辅助设备﹑起重运输设备和附属设备等。
但一般所说的轧机往往仅指主要设备。
据说在14 世纪欧洲就有轧机﹐但有记载的是1480 年意大利人达' 芬奇(Leonardo da Vinci) 设计出轧机的草图。
1553 年法国人布律列尔(Brulier) 轧制出金和银板材﹐用以制造钱币。
此后在西班牙﹑比利时和英国相继出现轧机。
图1 1728 年设计的生产圆棒材用的轧机为1728 年英国设计的生产圆棒材用的轧机。
英国于1766 年有了串行式小型轧机﹐19 世纪中叶﹐第一台可逆式板材轧机在英国投产﹐并轧出了船用铁板。
1848 年德国发明了万能式轧机﹐1853 年美国开始用三辊式的型材轧机( 图2 最初的三辊式轧机侧视) ﹐并用蒸汽机传动的升降台实现机械化。
接着美国出现了劳特式轧机。
1859 年建造了第一台连轧机。
万能式型材轧机是在1872 年出现的﹔20 世纪初制成半连续式带钢轧机﹐由两架三辊粗轧机和五架四辊精轧机组成。
中国于1871 年在福州船政局所属拉铁厂( 轧钢厂) 开始用轧机﹔轧制厚15mm 以下的铁板﹐6 ~120mm 的方﹑圆钢。
1890 年汉冶萍公司汉阳铁厂装有蒸汽机拖动的横列双机架2450mm 二辊中板轧机和蒸汽机拖动的三机架横列二辊式轨梁轧机以及35 0/300mm 小型轧机。
随着冶金工业的发展﹐现已有多种类型轧机。
轧机的主要设备有工作机座和传动装置(图3 二辊可逆式初轧机示意) 。
工作机座由轧辊﹑轧辊轴承﹑机架﹑轨座﹑轧辊调整装置﹑上轧辊平衡装置和换辊装置等组成。
轧辊是使金属塑性变形的部件( 见轧辊) 。
轧辊轴承支承轧辊并保持轧辊在机架中的固定位置。
轧辊轴承工作负荷重而变化大﹐因此要求轴承摩擦系数小﹐具有足够的强度和刚度﹐而且要便于更换轧辊。
不同的轧机选用不同类型的轧辊轴承。
滚动轴承的刚性大﹐摩擦系数较小﹐但承压能力较小﹐且外形尺寸较大﹐多用于板带轧机工作辊。
轧机简介介绍

01
轧机的应用范围
轧机在工业中的应用
01
02
03
汽车制造
轧机用于生产汽车外板、 座椅、车门等部件,提高 了生产效率和产品质量。
建筑行业
轧机可以生产各种类型的 钢材,如H型钢、工字钢 等,用于建筑结构和桥梁 建设。
家电行业
轧机用于生产冰箱、洗衣 机等家电的内部结构件和 外部覆盖件。
轧机在冶金行业中的应用
传动装置包括电动机、减速机和齿轮箱等,负责驱动轧辊 旋转。工作机座是支撑和安装轧辊的基座,调整装置则用 于调整轧辊之间的距离和压力。安全保护装置则包括电气 保护、液压保护和机械保护等,确保操作人员的安全。
01
轧机的工作原理
轧机的工作原理
• 轧机是金属压力加工的重要设备之一,广泛应用于生产各种形 状的金属板材、管材、型材等。它通过一系列的机械和液压系 统,将金属原材料在两个或多个旋转的轧辊之间通过压力进行 塑性加工,从而得到所需的形状和尺寸。
01
轧机的维护与保养
轧机的日常维护
保持设备清洁
经常清理轧机表面的灰尘和污垢,避 免积累导致设备故障。
检查紧固件
定期检查轧机上的螺丝、螺母、螺栓 等紧固件是否松动,若有松动及时拧 紧。
检查润滑系统
确保轧机的润滑系统正常工作,油路 畅通,油位合适,避免润滑不良引起 设备磨损。
检查电机和传动系统
检查电机运转是否正常,传动系统是 否有异常响声或振动。
操作过程中,必须穿戴劳动防 护用品,如安全帽、防护眼镜 、防护手套等。
严禁在轧机运转时进行维修或 更换部件,必须停机并切断电 源后进行。
严禁在轧机区域吸烟或使用明 火,防止火灾事故的发生。
轧机事故的预防措施
冷连轧机详细介绍

近些年国内冷轧带钢的生产设备也由过去的主要依靠引进发展到自主开发设 备,八辊冷连轧机具有设备投资少,生产效率高的特点,受到用户欢迎,预计 未来仍然有较好的市场。
1450-1400
0.5
0.4
0.3
0.2
0.1
0.0 0
100 200 300 400 500 600 700 800
轴 向 位 置 mm
■第三代八辊轧机背衬辊组的宽度接近带钢宽度,减少了工作辊和中间辊的有害弯曲, 提高了轧机的横向刚度,增大了弯辊力控制板形的能力。
■右图是第二代轧机生产不同宽度带钢时的辊缝曲线,从分析可以看出,带钢宽度越 接近背衬辊的宽度,辊缝的凸度越小。在轧制时带钢宽度之外的背衬辊和中间辊给 工作辊施加了一个有害的反向弯曲力,使带钢边部辊缝减小,需要消耗工作辊的弯 辊力来保持正常辊缝。
优点: 塔形辊系使轧制力呈扇 形传递给外支撑辊,外 支撑辊通过多支点支撑 鞍座均匀地传递给机架, 轧机刚度大,可以轧制 高精度的带材产品。
八辊冷连轧机
八辊轧机机架是一个整体铸 钢件,由于上述塔形辊系布 置方式使轧制力呈扇形传递 给外支撑辊,外支撑辊通过 多支点梁的形式,将轧制力 沿辊身长度方向传递给机架。 机架体积小,重量轻,更容 易加工制造。可减少车间面 积,降低车间高度,减小天 车起重吨位。
八辊冷连轧机
1450四辊轧机支撑辊受力后的变形
按13000KN轧制力计算
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Double AS-U
Edge wave
Feature of High Speed Silicon Steel Rolling
6
0.14 0.12 0.1 0.08 0.06 0.04 0.02 0
0
Acceleration
Friction Coefficient
High Speed Rolling Large Rolling Load Deviation at Acc.& Dec.
Needs Heavy Rolling for middle & high grade silicon steel High total Reduction 1st Round Rolling
HGO:App.90%,HNO:App.80%
5
Capability
Technical Solution Tough & High Shape Control KZR-MILL
Rolling Speed (m/min)
Thick Gauge High Speed Rolling
Rolling Force (Ton) 800 700 600 500 400
0 200 400 600 800
Acceleration
Edge wave
Deceleration
High Shape Control Ability High Performance ASC
Thin finish gauge Min. 0.15mm Hard Material Silicon Steel
High Performance Automatic Shape Control
Neuro/Fuzzy Control
பைடு நூலகம்
At Acceleration & Deceleration
High Speed Rolling Large Rolling Load Deviation at Acc.& Dec. Large Roll Defection Large Shape Deviation at Acc. & Dec. High Shape Control Ability
10
B A
C D
B A
C D
(I-unit)
200
(I-unit) -5 scale Lower Limit
200
150
150
100
100
50
50
0
0
88 I-unit
-50 -50
-100
+5 scale Upper Limit
242 I-unit
-100
Width
Width
a) Convention ZR mill (single AS-U)
2
Double As-U
HZ-MILL (Large Size) Supply Record
① NIPPON STEEL YAWATA ② HITACH CABLE ③ Some Company Korea ④BAOSHAN NO.1 IRON & STEEL ⑤BAOSHAN NO.2 IRON & STEEL ⑥Some Company Japan ⑦WUHAN NO.1 IRON & STEEL ⑧WUHAN NO.2 IRON & STEEL ⑨ Some Company Korea ⑩Some Company Japan 1300mm Width For Special Steel 2001 Start up 700mm Width 1300mm Width 1300mm Width 1300mm Width 1300mm Width 1300mm Width 1300mm Width 1300mm Width 1300mm Width For Copper 2001 Start up
For Silicon Steel 2006 Start up For Silicon Steel 2008 Start up (Planning) For Silicon Steel 2008 Start up (Planning) For Special Steel 2008 Start up (Planning) For Silicon Steel 2008 Start up (Planning) For Silicon Steel 2008 Start up (Planning) For Silicon Steel 2009 Start up (Planning) For Special Steel 2009 Start up (Planning)
More Easy Operation
③ High Response by Direct Main Cylinder
Improved Gauge Accuracy
② Large rollopen clearance Approx. 80mm
More easy strip threading and disposal broken strip
Strip shape controllability of Double AS-U system is: δ2/δ1 = 2.4 times In case of ZR22BN,ZR21AN
δ2 P b) Double AS-U
Double AS-U Effect
Comparison of strip shape controllability (calculated)
1
HZ-MILL for Silicon Steel
(M-H Split housing type 20 High Sendzimir Mill)
Double As-U
January, 2008
M-H HZ-MILL( Split housing type 20 High Sendzimir Mill)(1/2)
Double AS-U Effect for High Speed Rolling (Calculation)
8
Double AS-U
Double AS-U Effect (1/2)
9
Strip shape controllability of Double AS-U system
a) Conventional single As-U system P・δ1=2×0.41P・δ・・・・・・ (1) Where, P; Rolling load δ1 ; Displacement of work roll when B and C backing bearing shafts are moved by δ in screw-down direction. 0.56P A 0 b) Double AS-U system P・δ2=2× (0.41P・δ+ 0.56P・δ)・・・・・・ (2) P Where, P ; Rolling load δ2 ; Displacement of work roll when A,B,C and D backing bearing shafts are moved byδ in screw-down direction. 0.41P B c) Comparison of Double AS-U with conventional single AS-U system A δ 0.56P δ δ 0.41P C 0.56P D δ a) Single AS-U system (conventional ZR-mill) δ1 B δ δ 0.41P 0.41P C 0.56P D 0
20 High Cluster & High Rigid HZ-MILL Construction Design
High Shape Control Ability
Double AS-U
Edge wave
Requirement for Silicon Steel Rolling and their technical solutions(2/2)
Requirement for Silicon Steel Rolling and their technical solutions(1/2)
Needs Heavy Rolling for middle & high grade silicon steel High total Reduction 1st Round Rolling
④
⑤ Neuro/Fuzzy Shape Control
High Speed Stable Rolling by Control of AS-U & 1st IMR Shifting
more free roll diameter combination
本页已使用福昕阅读器进行编辑。 福昕软件(C)2005-2007,版权所有, 仅供试用。
Double AS-U
Neuro/Fuzzy Control
Rolling Speed(m/min)
Thickness;1.88→1.73mm Width;1250mm SUS 304
Construction of Single ASU-System
7
Single AS-U
Construction of Double ASU-System
3
① Double AS-U & 1 IMR Shifting during rolling
st
⑥ Measuring Rolling Force by Load Cell
Improved Pre-set Accuracy
High Shape Control Ability (2.4~2.8 times Larger than Single AS-U)