试生产控制计划
样件控制计划、试生产控制计划、生产控制计划的区别是什么简版
样件控制计划、试生产控制计划、生产控制计划的区别是什么标题:样件控制计划、试生产控制计划、生产控制计划的区别是什么引言概述:在制造业中,为了确保产品的质量和生产的稳定性,常常会使用样件控制计划、试生产控制计划和生产控制计划等质量管理工具。
尽管它们的目标都是控制产品质量,但它们在实施方法和应用场景上存在一些区别。
本文将详细阐述这三种控制计划的不同之处。
正文内容:1. 样件控制计划1.1 样件控制计划的定义样件控制计划是在产品生命周期的早期阶段,制定用于控制样件质量的计划。
它通常用于新产品开发和产品改进阶段,以确保样件的质量符合设计要求。
1.2 样件控制计划的目的- 确保样件的质量符合设计要求,以便在后续的试生产和正式生产中能够生产出高质量的产品。
- 评估和验证新产品的设计和制造过程,以发现和解决潜在的问题。
- 帮助制定生产控制计划和质量控制计划,为正式生产做好准备。
2. 试生产控制计划2.1 试生产控制计划的定义试生产控制计划是在样件通过评估和验证后,进行小规模试生产前制定的控制计划。
它旨在确保产品在试生产阶段的质量和生产过程的稳定性。
2.2 试生产控制计划的目的- 评估产品设计和制造过程在试生产阶段的可行性和稳定性。
- 确定生产过程中的关键控制点和参数,以确保产品质量和生产效率。
- 修正和改进生产过程中的问题和缺陷,以提高产品质量和生产效率。
3. 生产控制计划3.1 生产控制计划的定义生产控制计划是在试生产阶段验证成功后,为正式生产制定的控制计划。
它包括详细的生产工艺和质量控制要求,以确保产品在正式生产中的质量和一致性。
3.2 生产控制计划的目的- 确定并规范正式生产中的生产工艺和质量控制要求。
- 确保产品在正式生产中的质量和一致性。
- 监控和控制生产过程中的关键参数和指标,以保证产品质量和生产效率。
总结:综上所述,样件控制计划、试生产控制计划和生产控制计划在质量管理中扮演着不同的角色。
样件控制计划主要用于新产品开发和产品改进阶段,试生产控制计划用于评估产品设计和制造过程在试生产阶段的可行性和稳定性,而生产控制计划则用于正式生产阶段,确保产品质量和生产过程的稳定性。
样件控制计划、试生产控制计划、生产控制计划的区别是什么
样件控制计划、试生产控制计划、生产控制计划的区别是什么标题:样件控制计划、试生产控制计划、生产控制计划的区别是什么引言概述:在创造业中,为了确保产品质量和生产效率,制定合理的控制计划是至关重要的。
样件控制计划、试生产控制计划、生产控制计划是三种不同的控制计划,它们在创造过程中扮演着不同的角色。
本文将详细介绍这三种控制计划的区别。
一、样件控制计划1.1 样件控制计划是针对新产品开辟阶段的控制计划,旨在确保新产品的质量和性能符合设计要求。
1.2 样件控制计划包括对原材料、工艺、设备等方面的控制要求,以确保生产出的样件符合设计标准。
1.3 样件控制计划通常由研发部门或者质量部门制定,并在新产品开辟过程中进行执行和监控。
二、试生产控制计划2.1 试生产控制计划是在通过样件试验验证新产品设计后,进行小批量试生产前制定的控制计划。
2.2 试生产控制计划包括对生产过程、工艺参数、设备设置等方面的详细规定,以验证生产过程的稳定性和可行性。
2.3 试生产控制计划通常由生产部门制定,并在试生产阶段进行执行和监控,以确保产品的质量和性能符合要求。
三、生产控制计划3.1 生产控制计划是在通过试生产验证产品性能和生产过程后,正式投入批量生产前制定的控制计划。
3.2 生产控制计划包括对生产流程、质量控制、设备维护等方面的全面规定,以确保产品质量和生产效率的稳定性。
3.3 生产控制计划通常由生产管理部门制定,并在批量生产过程中进行执行和监控,以实现持续改进和优化生产过程。
四、样件控制计划、试生产控制计划、生产控制计划的区别4.1 样件控制计划主要针对新产品开辟阶段,试生产控制计划主要针对小批量试生产阶段,生产控制计划主要针对批量生产阶段。
4.2 样件控制计划侧重于验证新产品设计和工艺的可行性,试生产控制计划侧重于验证生产过程的稳定性,生产控制计划侧重于持续改进和优化生产过程。
4.3 样件控制计划、试生产控制计划、生产控制计划是一个逐步深入的过程,三者相互衔接,共同确保产品质量和生产效率。
样件控制计划、试生产控制计划、生产控制计划的区别是什么
样件控制计划、试生产控制计划、生产控制计划的区别是什么引言概述:在制造业中,为了确保产品的质量和生产的高效性,企业需要制定一系列的控制计划。
其中,样件控制计划、试生产控制计划和生产控制计划是常见的三种类型。
本文将详细阐述这三种控制计划的区别。
一、样件控制计划1.1 样件控制计划的定义样件控制计划是在产品设计和开发阶段制定的,用于控制样件的生产和质量。
样件是新产品开发过程中的一个重要环节,用于验证设计的可行性和产品的可靠性。
1.2 样件控制计划的内容样件控制计划包括以下三个方面的内容:1.2.1 样件生产过程控制:包括原材料的选择、加工工艺的确定、生产设备的选择和调试等,旨在确保样件的生产过程符合设计要求。
1.2.2 样件质量控制:包括对样件的尺寸、外观、性能等进行检测和测试,以验证样件的质量是否符合设计要求。
1.2.3 样件验证计划:包括对样件进行功能测试、可靠性测试、环境适应性测试等,以验证样件是否满足设计要求。
1.3 样件控制计划的目的样件控制计划的目的是确保样件的生产和质量符合设计要求,为后续的试生产和正式生产提供可靠的基础。
通过样件控制计划,企业可以及时发现和解决样件生产和质量方面的问题,降低产品开发风险。
二、试生产控制计划2.1 试生产控制计划的定义试生产控制计划是在样件验证通过后,为了进一步验证产品的生产可行性和质量稳定性而制定的。
试生产是在实际生产环境下进行的,但生产规模相对较小,主要用于验证生产过程和技术的可行性。
2.2 试生产控制计划的内容试生产控制计划包括以下三个方面的内容:2.2.1 生产工艺控制:包括生产工艺参数的确定、生产设备的调试和运行参数的优化等,旨在确保试生产过程符合产品的设计要求。
2.2.2 生产质量控制:包括对生产过程中关键环节的监控和控制,以确保产品的质量稳定性。
2.2.3 生产效率控制:包括对生产周期、生产能力和人员配备等进行合理规划,以提高生产效率和降低成本。
样件控制计划、试生产控制计划、生产控制计划的区别是什么
样件控制计划、试生产控制计划、生产控制计划的区别是什么引言概述:在制造业中,为了确保产品的质量和生产过程的稳定性,常常需要制定不同类型的控制计划。
其中,样件控制计划、试生产控制计划和生产控制计划是常见的三种类型。
尽管它们都是为了控制产品和过程的质量,但它们在目的、执行时间和方法上存在一些区别。
本文将详细介绍这三种控制计划的区别。
一、样件控制计划1.1 样件控制计划的目的样件控制计划是在产品开发和设计阶段制定的,其目的是确保样件的质量和性能符合设计要求。
通过对样件的严格控制,可以提前发现和解决产品设计和制造中的问题,以确保最终产品的质量和可靠性。
1.2 样件控制计划的执行时间样件控制计划的执行时间通常是在产品设计和开发的早期阶段,当产品的设计和制造过程中出现问题时,可以及时对样件进行调整和改进。
1.3 样件控制计划的方法样件控制计划通常包括对样件的检验和测试,以确保其质量和性能符合设计要求。
同时,还会对样件的制造过程进行严格控制,包括材料选择、加工工艺和装配过程等,以确保样件的一致性和可重复性。
二、试生产控制计划2.1 试生产控制计划的目的试生产控制计划是在产品开发和设计阶段之后,进行试制阶段制定的计划。
其目的是在产品正式投产之前,通过试制阶段的小批量生产,对产品的制造过程和质量进行验证和调整,以确保产品的可制造性和质量稳定性。
2.2 试生产控制计划的执行时间试生产控制计划的执行时间通常是在产品开发和设计阶段之后,当产品设计和制造过程中需要进行小批量试制时,可以制定试生产控制计划进行控制。
2.3 试生产控制计划的方法试生产控制计划主要包括对试制产品的制造过程和质量进行控制和监测。
通过对试制产品的生产过程进行严格控制和监测,可以发现和解决生产过程中的问题,以确保产品的质量和性能符合设计要求。
三、生产控制计划3.1 生产控制计划的目的生产控制计划是在产品试制阶段之后,当产品正式投产并进入批量生产阶段时制定的计划。
试生产控制计划范例(英文版)
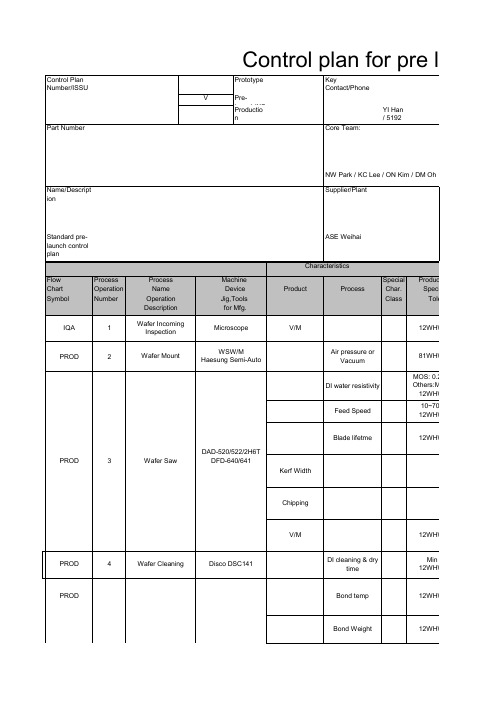
Log Sheet
Adjust
12WHW30002A
Dage Tester
10 balls
WHQ-6010
Die temp
81WHW40001A
ቤተ መጻሕፍቲ ባይዱ
Transfer pressure Transfer time PROD 7 Mold Fuse, Kotaki Clamp pressure Cure time Preheater condition V/M Delamination(Pro cess/QA eng'r confirm) PROD 8 PMC Wansan Deflash Machine Temp & Duration C-D/FTemp. C-D/F Time E-D/F Voltage
V/M
12WHW92106A
Al wire: M7200 plus, M360 Loop height PROD 6 Wire Bond Au wire : SWB700D/S, SWB-FA-UTC-10 Cu wire Eagle 60/AP
Wire pull test(Process/QA eng'r confirm)
Date(Orig.) Date(Rev.) Customer Engineering Approval(if Req'd) Kim / DM Oh Supplier Code Customer Quality Approval/Dtae(if Req'd) Sample Product/Process Specification/ Tolerance Evaluation Measurement Technique Control Method Reaction Plan
样件控制计划试生产控制计划生产控制计划的区别是什么
样件控制计划试生产控制计划生产控制计划的区别是什么Document serial number【LGGKGB-LGG98YT-LGGT8CB-LGUT-新产品开发通常有三个阶段:1、样件研制。
主要解决设计是否满足顾客要求,也就是要达到产品的设计定型;2、试生产。
主要解决的是工艺过程是否满足产品设计提出的要求,也就是要解决工艺定型;3、批量生产。
从质量和数量上满足顾客的需要。
控制计划样件研制、试生产、批量生产的时候,都要使用控制计划。
控制计划是描述质量策划结果的一份文件。
它从材料、方法、设备、测量、环境等方面考虑如何加以控制,编制成控制计划文件以后起到三方面的作用:1、反映质量策划的结果。
这是预防为主和检验把关的主要差别之一。
2、指导生产如何控制过程,确保产品质量。
生产的时候,如果按照控制计划执行,通常可以确保产品质量,万一过程发生问题,产品还可能是合格的。
这时候,针对过程采取措施,使过程恢复正常。
这对产品来说,起到了预防作用。
3、提供可追溯证据。
控制计划中记录了实际使用的材料、设备、工具、方法等信息。
以便将来需要时追溯。
4、知识积累。
控制计划必须根据工艺水平的发展,及时更改。
因此,它反映了质量管理体系当前的控制和测量水平。
那么,试生产是样件研制后进入批量生产前的控制计划和量产的控制计划,在哪些方面有区别呢试生产控制计划和批量生产控制计划的主要差别,根据前面新产品研制的三个阶段和控制计划的作用,我们可以推论得到试生产控制计划和批量生产控制计划的主要差别如下:1、试生产控制计划需要设置控制点要比批量生产控制计划多一些。
2、控制的内容比批量控制计划要多。
考虑到新产品采用的某些工艺是否合适。
因此,控制的内容要比批量生产控制计划多一些,检验和测量的内容也可能多,抽样的频率也要高一些。
3、在试生产阶段通常要做统计评价。
也就是要分析过程是否稳定稳定后再分析过程能力是否满足要求等。
而批量控制计划主要是监视过程的稳定而已。
机械厂试生产计划

机械厂试生产计划
一、前言
为了满足市场需求,提高生产效率,降低生产成本,我厂决定试行新的生产计划。
本计划旨在优化生产流程,合理利用资源,提高产品质量,增强企业竞争力。
二、生产目标
1. 年产值目标:万元
2. 主导产品产量目标:台/件
3. 新产品投产目标:种
三、生产安排
1. 生产线路优化
重新规划生产线路布局,缩短运输距离,减少中间环节,提高物流效率。
2. 工艺流程改进
对现有工艺流程进行分析评估,消除不必要的环节,引进新工艺,提高自动化水平。
3. 班组合理化
科学设置作业班次,合理安排人员,充分利用设备,提高设备利用率。
四、质量管理
1. 制定严格的质量标准和检测制度
2. 加强员工质量意识培训
3. 建立完善的质量追溯体系
五、节能减排
1. 推广应用清洁生产工艺
2. 加大环保投入,治理"三废"排放
3. 发展循环经济,促进资源综合利用
六、实施保障
1. 加强宣传教育,增强员工参与意识
2. 完善绩效考核,建立激励约束机制
3. 加大资金和技术投入
以上是我厂试生产计划的主要内容,相信通过全员的共同努力,一定能够圆满实施,取得预期效果。
试生产控制计划
试生产控制计划试生产控制计划一、引言试生产是指在正式生产之前,对新产品或新工艺进行小批量的试制和试验,以验证产品性能和工艺流程的可行性。
试生产控制计划是指为了确保试生产过程顺利进行,达到预期目标而编制的一份管理文档。
本文将从计划目标、计划内容、计划流程、风险评估、质量控制等方面详细介绍试生产控制计划。
二、计划目标1. 确定试生产的目的和任务,明确试验要求和指标;2. 制定合理的时间表和进度安排,保证试验周期内完成预定任务;3. 确保设备、人员和材料等资源充足,并对其进行有效管理;4. 建立完善的质量管理体系,确保产品质量符合要求;5. 识别潜在风险并采取相应措施,确保安全稳定地进行试验。
三、计划内容1. 人员组成:确定参与试验的人员数量及职责分工,并建立相应的组织架构;2. 设备配置:根据实际需求确定所需设备及其配置方案,并建立设备管理制度;3. 材料准备:根据试验要求确定所需材料及其数量,并建立材料管理制度;4. 工艺流程:确定试验工艺流程及其操作规范,并建立相应的标准化管理制度;5. 质量控制:建立完善的质量控制体系,确保产品质量符合要求;6. 安全措施:识别潜在风险并采取相应措施,确保安全稳定地进行试验。
四、计划流程1. 确定试验目的和任务,明确试验要求和指标;2. 制定试验计划,包括时间表和进度安排;3. 确认所需资源(人员、设备、材料等)并进行有效管理;4. 确定试验工艺流程及其操作规范,并建立相应的标准化管理制度;5. 建立完善的质量控制体系,确保产品质量符合要求;6. 识别潜在风险并采取相应措施,确保安全稳定地进行试验。
五、风险评估1. 风险识别:对可能出现的问题进行识别和分析,包括技术风险、质量风险、安全风险等;2. 风险评估:对已识别的风险进行评估,包括风险的概率、影响程度、应对措施等;3. 风险应对:制定相应的风险应对措施,包括预防措施、纠正措施、补救措施等;4. 风险监控:对试验过程中可能出现的问题进行实时监控和跟踪,及时采取相应措施。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3PCS
1小时
首末检、生产过程检验记录
返工、报废
无外观不良现象 60 整形 液压机 315T 外观 尺寸合格
3PCS
1小时
首末检、生产过程检验记录
返工、报废
70
翻边、整形
液压机
315T
尺寸
尺寸合格
3PCS 游标卡尺 目视 检具对照 目视 样件对照 目视 样件对照 3PCS 游标卡尺 游标卡尺 目视 3pcs 样件对照 3PCS
1小时
首末检、生产过程检验记录
返工、报废
1小时
首末检、生产过程检验记录
返工、报废
80
压平、钢印
液压机
315T
尺寸
尺寸没有超差
90
冲孔
液压机
315T
尺寸
尺寸没有超差
*
1小时
首末检、生产过程检验记录
返工、报废
100
装垫圈
型号
型号正确
1小时
首末检、生产过程检验记录
返工、报废
110
装栓塞
型号
型号正确
目视
3pcs
1小时
首末检、生产过程检验记录
返工、报废
120
检验
外观、装配
1、栓塞卡在孔里,无 脱落2处。注意方向, 栓塞:N020 033 01 目视、检具 2、产品无变形,顺利 通过检具。 60pcs/1箱 目视、计数 仓库管理制 度
3pcs
1小时
首末检、生产过程检验记录
返工、报废
130
包装
数量
1箱
每次
返工
试生产控制计划
样件 试生产 生产 主要联系人/电话: 刘晓斌/0512-53453551 零件号/最新更新水平 180-201-307 零件名称/描述:
供方/工厂: 太仓市 刘行五金机械制造有限 公司
日期(编制): 2012.04.08 顾客工程批准/日期(如需要)
日期(修订)
核心小组 刘晓斌、康亚利、潘维路、须奇峰 供方/工厂批准/日期 隔热板 供方代号 生产 设备 规格 产品 2012.04.12 其他批准/日期(如需要) 特 性 过程 需要正确的检验方 法 94855 尺寸和材质 需要合格的检验仪 器 0.8±0.1 游标卡尺 特殊 特性 分类 产品/过程 规范/公差 1050A-O 方 评价/测量
1小时
首末检、生产过程检验记录
返工、报废
50
切边
液压机
315T
尺寸
模具正常
切边后无明显毛刺.无 目视.样件对 缺角 照 整形后形状清晰,无 目视.样件对 裂纹、无疲劳痕、无 照 严重起皱 符合图纸 翻边后,周边高度一 致 整形后形状清晰,无 裂纹、无疲劳痕、无 严重起皱 5±2 * 90°±1 符合图纸 轮廓清晰,二面紧密 贴合 钢印字迹清晰,内容 正确,位置符合图纸 冲孔后无明显毛刺, 勾脚无裂纹 4组勾脚孔,垫圈N903 350 04能装配 孔径:2-ø6.3﹢0.5 4-ø10﹢0.5 垫圈装配可靠,无脱 落,无漏装,4处 注意方向,垫圈N903 350 04 栓塞卡在孔里,无脱 落,2处 注意方向,栓塞N020 033 01 检具对照 目视 样件对照
顾客质量批准/日期(如需要) 其他批准 法 取 容量 样 频率 每批 控制方法 反应计划
零件/过 程编号
过程名称/ 操作描述
验证
一次
供方质保书
退货
10
原料检验,入 千分尺 库
3PCS
每批
进料检验记录
退货
20
下料剪板
剪板机 QC12Y-4X2500
尺寸
按规范剪切
950±1×1425±1 1、行程次数≥16; 2、滑块最大行程≤ 800mm 3、压力≤25Mpa 2.5± 0.5 成形后形状清晰,
140
入库 更改记录
防护
先进先出
全部
每批 更改人:
出库记录
返工 日期:
卷尺、游标 卡尺
一次
每批
首末检、生产过程检验记录
返工、报废
30
压花纹
液压机
315T
尺寸
设备行程、行程次 数、压力
目视
1次
4小时
设备参数监控表 x-R图/首末检、生产过程检 验记录
设备重新调试
游标卡尺
3PCS
1小时
调整
40
成形
液压机
315T
外观
模具正常
无裂痕、无疲劳痕 无严重起皱
目视、样件 对照
3PCS