试生产控制计划范例
试生产方案模板
试生产方案模板11 合同主体甲方(委托方):____________________________地址:____________________________法定代表人:____________________________乙方(受托方):____________________________地址:____________________________法定代表人:____________________________111 合同标的本合同的标的为乙方为甲方制定的试生产方案。
该试生产方案应涵盖甲方新产品或新工艺从试生产前的准备工作、试生产过程中的操作流程、质量控制、安全保障,到试生产结束后的评估总结等各个环节的详细规划和安排。
112 权利义务甲方的权利和义务1121 权利有权对乙方制定的试生产方案提出修改意见和建议。
有权要求乙方按照合同约定的时间和质量标准提交试生产方案。
有权在试生产过程中对乙方的工作进行监督和检查。
1122 义务按照合同约定向乙方支付相应的费用。
为乙方提供制定试生产方案所需的必要资料和信息。
积极配合乙方的工作,协助解决试生产方案制定和实施过程中遇到的问题。
乙方的权利和义务1123 权利有权要求甲方按时提供所需的资料和信息。
有权按照合同约定收取费用。
1124 义务按照国家相关法律法规、行业标准和甲方的要求,制定科学、合理、可行的试生产方案。
确保试生产方案的内容完整、准确,具有可操作性。
对试生产方案的实施提供必要的技术支持和指导。
113 违约责任若甲方未按照合同约定向乙方支付费用,每逾期一天,应按照未支付金额的X%向乙方支付违约金。
逾期超过X天的,乙方有权解除合同,并要求甲方支付已完成工作的费用及相应的违约金。
若乙方未按照合同约定的时间提交试生产方案,每逾期一天,应按照合同总金额的X%向甲方支付违约金。
逾期超过X天的,甲方有权解除合同,并要求乙方返还已支付的费用,同时乙方应按照合同总金额的X%向甲方支付违约金。
试生产控制计划
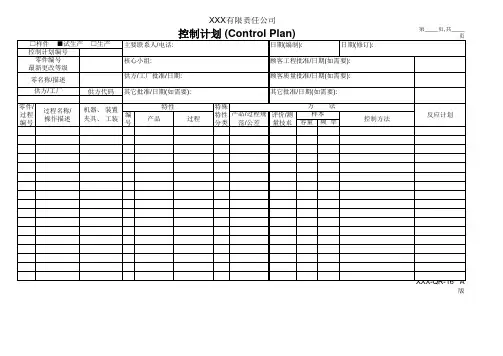
其它批准/日期(如需要):
零件/ 过程 编号
过程名称/ 操作描述
机器、 装置 夹具、 工装
编 号
特性 产品
过程
特殊
方法
特性 产品/过程规 评价/测
样本
分类 范/公差 量技朮 容量 频 率
控制方法
第____页,共____ 页
反应计划
XXX-QR-16 A 版
□样件 ■试生产 控制计划编号
零件编号 最新更改等级
□生产
零名称/描述
供方/工厂
供方代码
XXX有限责任公司
控制计划 (Control Plan)
主要联系人/电话:
日期(编制):
日期(修订):
核心小组:
顾客工程批准/日期(如需要):
供方/工厂批准/日期:
顾客质量批准/日期(如需要):
其它批准/日期(如需要):
试生产控制计划
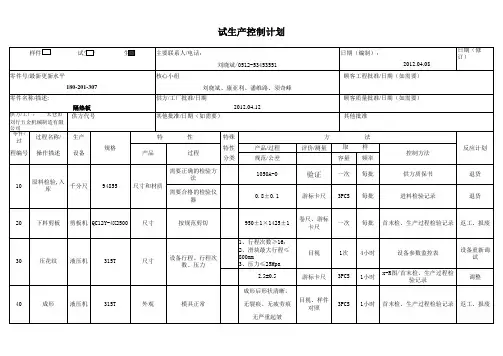
3PCS
1小时
首末检、生产过程检验记录
返工、报废
无外观不良现象 60 整形 液压机 315T 外观 尺寸合格
3PCS
1小时
首末检、生产过程检验记录
返工、报废
70
翻边、整形
液压机
315T
尺寸
尺寸合格
3PCS 游标卡尺 目视 检具对照 目视 样件对照 目视 样件对照 3PCS 游标卡尺 游标卡尺 目视 3pcs 样件对照 3PCS
1小时
首末检、生产过程检验记录
返工、报废
1小时
首末检、生产过程检验记录
返工、报废
80
压平、钢印
液压机
315T
尺寸
尺寸没有超差
90
冲孔
液压机
315T
尺寸
尺寸没有超差
*
1小时
首末检、生产过程检验记录
返工、报废
100
装垫圈
型号
型号正确
1小时
首末检、生产过程检验记录
返工、报废
110
装栓塞
型号
型号正确
目视
3pcs
1小时
首末检、生产过程检验记录
返工、报废
120
检验
外观、装配
1、栓塞卡在孔里,无 脱落2处。注意方向, 栓塞:N020 033 01 目视、检具 2、产品无变形,顺利 通过检具。 60pcs/1箱 目视、计数 仓库管理制 度
3pcs
1小时
首末检、生产过程检验记录
返工、报废
130
包装
数量
1箱
每次
返工
试生产控制计划
样件 试生产 生产 主要联系人/电话: 刘晓斌/0512-53453551 零件号/最新更新水平 180-201-307 零件名称/描述:
试生产控制计划
2020年5月29日
别克护套(碰撞套)试生产过程控制计划
编制:刘仁山 审核:批准:日期: .6.26
第
□样件門试生产□生产
控制计划编号BK02
主要联系人/电话 刘仁山/
编制日期:
-3-13
修订日期:
-10-9
零件号/最新更改水平
10276595/011097
核心小组
姜清波马青华王亚萌王家银
混合比
树脂:色母-100:1(Wt)
精度0.05Kg磅秤、
0.1g精度电子天平
1次
每次
配料加料记 录-n
重新配料
2
混合时间
1-3min
疋时计
第
过程 编号
过程名称/
操作描述
生产
设备
特性
特殊 特性 分类
方法
反应 计划
编 号
产品
过程
产品/过程 规范/公差
评价测 量技术
样 本
控制 方法
容量
频率
20
注塑
注射 机
05
原料接收
1
数量标识 外包装
采购合同
目测
100%
每批
检查、验证
隔离标识 通知采购员
10
原料检验
1
硬度
B
召B A87土5
邵A硬度计
2次
每年
原材料 检验报告
隔离、标识 通知采购员
2
拉伸强度
B
>10MPa
3
断裂伸长率
B
>100%
材料试验机
4
撕裂强度
B「
>90KN/m
r材料试验机
试生产控制计划范例(英文版)
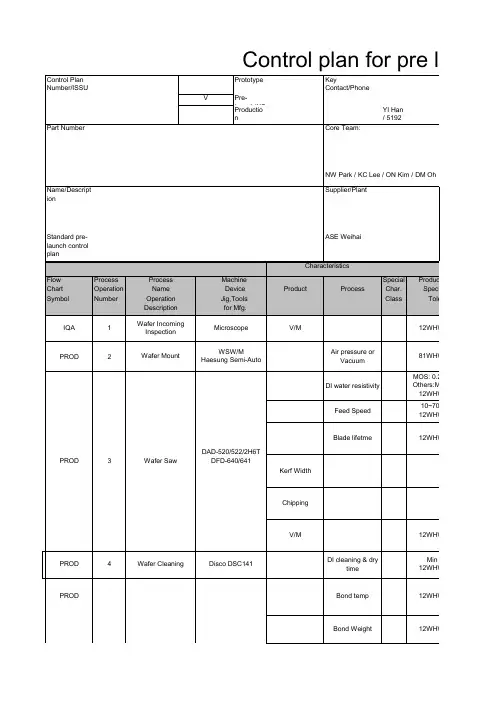
Log Sheet
Adjust
12WHW30002A
Dage Tester
10 balls
WHQ-6010
Die temp
81WHW40001A
ቤተ መጻሕፍቲ ባይዱ
Transfer pressure Transfer time PROD 7 Mold Fuse, Kotaki Clamp pressure Cure time Preheater condition V/M Delamination(Pro cess/QA eng'r confirm) PROD 8 PMC Wansan Deflash Machine Temp & Duration C-D/FTemp. C-D/F Time E-D/F Voltage
V/M
12WHW92106A
Al wire: M7200 plus, M360 Loop height PROD 6 Wire Bond Au wire : SWB700D/S, SWB-FA-UTC-10 Cu wire Eagle 60/AP
Wire pull test(Process/QA eng'r confirm)
Date(Orig.) Date(Rev.) Customer Engineering Approval(if Req'd) Kim / DM Oh Supplier Code Customer Quality Approval/Dtae(if Req'd) Sample Product/Process Specification/ Tolerance Evaluation Measurement Technique Control Method Reaction Plan
钢球试生产控制计划
日期(编制)
03/30/2000
日期(修改)
零件号/更新更改水平
核心小组
顾客工程批准/日期(如需要)
零件名称/描述
11.1125钢球
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂:万向集团
浙江滚动体有限公司
供方代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过
程编号
零件/过
程编号
过程名称/
操作描述
生产
设备
特性
特殊
特性
分类
方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/
测量技术
样本
控制方法
容量
频率
40
硬磨
磨球机
直径
11.1330+0.015
扭簧比较仪
5粒
每时
每班2~4次
自检
巡检
隔离、返工
固定板
球形偏差
0.006
扭簧比较仪
5粒
每时
每班2~4次
自检
巡检
隔离、返工
表面质量
03/30/2000
日期(修改)
零件号/更新更改水平
核心小组
顾客工程批准/日期(如需要)
零件名称/描述
11.1125钢球
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂:万向集团
浙江滚动体有限公司
供方代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过
程编号
过程名称/
操作描述
试生产工作方案
试生产工作方案第一篇:试生产工作方案试生产工作方案(二)安全设施设计禁止使用国家明令淘汰的矿山设备及生产工艺;(三)露天矿山(不含型材矿)应当使用中深孔爆破技术;(四)地下矿山设计采用斜坡道、斜井、竖井开拓系统时,原则上应当按主井、副井、风井形式布置;(五)严格控制地下矿山井下最大班作业人数(每个工作面不得超过3人);(六)排土场(废石场)下部安全距离内不得有居民区、学校、重要工业设施等,试生产工作方案。
第十三条矿山建设项目的初步设计及其变更设计应当由项目核准或备案部门组织有关部门审查。
其中,《安全专篇》及其变更设计的审查由盛设区的市安全生产监督管理部门按照分级管理的原则负责。
建设单位申请《安全专篇》审查应当提供下列资料:(一)申请报告及申请表;(二)建设项目核准(备案)文件;(三)经有关部门评审、备案的地质勘查报告证明资料;(四)审查初步设计的批复文件;(五)建设项目的初步设计及《安全专篇》;(六)其他需要提交的材料。
第十四条建设单位应当依据批准的初步设计及安全专篇编制施工图设计,并组织设计、施工和监理单位对施工图设计进行审查,第十五条建设单位应当将主要负责人安全资格证、初步设计及安全专篇的批复文件、施工图设计、施工安全管理协议、工程监理安全管理协议等报设区的市安全生产监督管理部门备案后,方可开工建设,规划方案《试生产工作方案》。
第十六条矿山建设单位应当聘请具有相应资质的施工和监理单位进行施工建设和监理。
施工和监理单位不得违法分包、转包。
施工单位应当按照初步设计和施工图设计组织施工。
监理单位应当按照工程技术规范进行施工监理。
第十七条建设单位应当组织设计、施工、监理单位对隐蔽性工程进行分阶段验收,形成验收报告。
第十八条矿山建设项目经设区的市安全生产监督管理部门批准开工后,未在设计审批工期内竣工的,应当向原批准的安全生产监督管理部门提出延期建设申请,经原批准的安全生产监督管理部门同意后,方可延期建设。
试生产控制计划
编号:GT-JS-13-20控制计划第1页共1页公司代码/标志:容量频率01成型四柱直立式35T液压机尺寸A A:4.5±0.25B:4.45±0.250-150mm卡尺10PCS首件/1h 首件、巡检记录停机调整02烘烤烤箱温度/时间B160℃±10℃/4H温度测试仪全检烘烤记录表停机调整03中检外观B全检作业指导书异常处理04切弯整切弯整工装尺寸 A:4.5±0.25B:4.45±0.25C:2.0MAXD:1.5±0.3E:0.8±0.30-150mm卡尺10PCS首件/1h 首件、巡检记录停机调整05印刷移印机清淅B字号、水平度差≤20°目测10PCS首件/1h 首件、巡检记录停机调整06检测CH2852TH2716BVR115L\QA L:2.2uH±20%Q:≥25测试仪全检作业指导书异常处理07外观检查外观B外观标准目测全检外观检查记录表异常处理08包装自动卷带包装机方向、数量、B包装作业指导书目测全检包装记录异常处理编制日期:零件名称/描述:公司批准/日期:顾客质量批准/日期(如需要):产品/过程规范/公差修订日期:零件编号、最新更改等级/水平:核心小组:见多功能小组名单顾客工程批准/日期(如需要):特性项目其它批准/日期(如需要):零件/过程编号过程名称/操作描述机器设备、装置、夹具、工装或工具特殊特性分类方 法反应计划 □样件 □试生产 □生产主要联系人/电话/传真:1评价/测量技术取样控制方法公司:其它批准/日期(如需要):√√。
试生产方案模板
试生产方案模板一、项目概述(一)项目名称:项目具体名称(二)项目建设地点:详细地址(三)项目建设单位:单位名称(四)项目负责人:负责人姓名(五)项目性质:新建/改建/扩建等(六)项目主要内容:简要描述项目的生产产品、生产工艺、生产规模等二、编制依据(一)相关法律法规和标准规范列举与项目试生产相关的法律法规、国家标准、行业标准等,如、等。
(二)项目可行性研究报告、初步设计文件说明项目可行性研究报告和初步设计文件中关于试生产的相关内容和要求。
(三)其他相关文件如项目环评报告、安评报告等。
三、试生产目的(一)检验工艺流程和设备的性能通过试生产,验证生产工艺流程的合理性和设备的稳定性、可靠性,发现并解决可能存在的问题。
(二)培训操作人员使操作人员熟悉生产工艺和设备操作,提高操作技能和应对突发情况的能力。
(三)检验产品质量生产出一定数量的产品,检验产品质量是否符合相关标准和要求。
(四)优化生产工艺和参数根据试生产过程中的实际情况,对生产工艺和参数进行优化调整,以提高生产效率和产品质量。
四、试生产准备工作(一)人员准备1、组建试生产组织机构,明确各部门和人员的职责和分工。
2、招聘和培训操作人员、技术人员、管理人员等,确保其具备相应的资质和技能。
(二)技术准备1、编制试生产方案、操作规程、安全规程等技术文件,并对相关人员进行培训。
2、收集和整理项目建设过程中的技术资料,如设计文件、设备说明书等。
(三)物资准备1、准备试生产所需的原材料、燃料、辅料、备品备件等物资,并确保其质量符合要求。
2、准备试生产所需的检测仪器、工具、防护用品等。
(四)设备准备1、对生产设备进行全面检查、调试和试运行,确保设备正常运行。
2、对特种设备进行检验和登记,取得相应的使用许可证。
(五)安全环保准备1、制定安全环保管理制度和应急预案,并对相关人员进行培训和演练。
2、配备安全环保设施和设备,如消防设施、废气处理设备、废水处理设备等,并确保其正常运行。
试生产方案模板
试生产方案模板一、项目概述(一)项目名称:具体项目名称(二)建设单位:建设单位名称(三)生产规模:详细说明生产规模,如年产多少产品等(四)产品方案:列举主要产品及规格型号(五)试生产起止时间:明确开始时间和预计结束时间二、编制依据(一)相关法律法规和标准规范,如、具体行业标准名称等。
(二)项目可行性研究报告、初步设计文件等。
(三)安全评价报告、环境影响评价报告等相关评价文件。
三、试生产目的(一)检验生产工艺流程、设备性能是否符合设计要求。
(二)验证公用工程系统(水、电、气等)的稳定性和可靠性。
(三)培训操作人员,使其熟悉生产工艺和操作流程,提高操作技能。
(四)发现并解决试生产过程中可能出现的问题,为正式生产做好准备。
四、生产组织与人员安排(一)成立试生产领导小组,明确组长、副组长及成员的职责。
组长职责:全面负责试生产工作的组织、协调和指挥。
副组长职责:协助组长工作,具体负责试生产过程中的技术指导、安全管理等工作。
成员职责:按照分工,做好试生产过程中的各项工作,如设备调试、质量检测、物料供应等。
(二)配备足够的操作人员、技术人员和管理人员,并明确其岗位职责。
操作人员职责:严格按照操作规程进行操作,及时发现并报告生产过程中的异常情况。
技术人员职责:解决试生产过程中的技术问题,对操作人员进行技术培训和指导。
管理人员职责:负责试生产过程中的组织协调、安全管理、质量管理等工作。
(三)制定人员培训计划,包括安全生产知识培训、操作规程培训、应急预案培训等。
五、生产工艺流程(一)详细描述生产工艺流程,包括原材料的投入、各工序的操作步骤、中间产品的流转、成品的产出等。
(二)绘制生产工艺流程图,标明主要设备、控制点和物料流向。
六、主要设备及设施(一)列出主要生产设备的名称、型号、规格、数量、生产厂家等信息。
(二)介绍设备的安装调试情况,包括单机调试和联动调试。
(三)说明公用工程设施(水、电、气、汽等)的供应情况,包括供应能力、压力、温度等参数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
样 容量
100% 100% 100% 100% 抽样计划 抽样计划 抽样计划 100%
本 频率
每批 每批 每批 每批 每批 每批 每批 每批
产品
规格 特性 数量 规格 性能 尺寸 外观 数量
过程
控制方法
《送货单》 《送货单》 《送货单》 进货验收单 进货验收单 进货验收单 进货验收单 进货验收单
应急计划
零件 过程名称 过程 操作描述 编号
仓库收料
特性 机器 工装治具 编号
1
方 特殊 特性 分类 产品公差 过程规范
《送货单》 《送货单》 《送货单》 参照《物料规格书》 参照《检验作业指导书》 参照《检验作业指导书》 参照《检验作业指导书》 参照送货单/纸箱内、包装标头数量
法 评价测 量技术
目测 目测 点数/称量 目测 测试仪器 卡尺 目测
控制计划
样件 控制计划编号: 零件规格: 零件名称/描述: 供方/工厂: 供方代号: 核心小组: 试生产 生产 主要联系人/电话: 日期(编制): 日期(修改): 顾客工程批准/日期 (如需要): 顾客质量批准/日期 (如需要): 其它批准/日期 (如需要):
供方/工厂批准日期: 其它批准日期(如需要):
通知采购退回厂商 通知采购退回厂商 通知采购补货 通知采购退回厂商 通知采购退回厂商 通知采购、发 质量不良联络书 通知采购、发 质量不良联络书 通知采购、发 质量不良联络书
1
2 3 1 2
2
来料检验
卡尺 检具
3 4 5
点数、台称/电子称
SMT加工/装配/包装: A面(锡膏面)
1 钢网 2 3 外观 厚度 寿命 刮刀速度 刷锡膏 1 印刷机 (MKMARKⅡ) 分离距离 刮刀压力 钢网清洗 2小时一次 酒精、钢网纸 1次 每2小时 点检 停线 1-3mm 5-9kg 每5pcs清洁一次 面板控制 面板控制 面板控制 1次 100% 1次 机种转线2H 连续 每5pcs 点检 点检 点检 停线或调整 停线或调整 停线或调整 脱摸速度 ★ 表面干净 0.13mm 10万次 30-60mm/s 0.2-1mm/s 面板控制 面板控制 1次 1次 机种转线2H 机种转线2H 点检 点检 停线或调整 停线或调整 目检 目检 1次 机种转线 钢网使用管制记录表 退货或维修
零件 过程名称 过程 操作描述 编号
目检
特性 机器 工装治具 编号 产品
外观全检 贴装精度
方 特殊 特性 分类
⊙
法 评价测 量技术
目检 PAM自动校正 目检 自动检测 PAM自动校正 目检 自动检测
过程
产品公差 过程规范
参见印刷标准作业指导书 参见元件贴装标准作业指导书
样 容量
1次% 1次 1次 100% 1次 1次 100%
本 频率
每批 1年 转线 连续 1年 转线 连续 每批
控制方法
应急计划
锡膏印刷检查日报表
返工 调整
2
贴片
JUKI(KE2050)
贴装程序 气压 贴装精度
★
准确无误 5± 0.5kg 参见元件贴装标准作业指导书
转拉单 日点检报表
修改 调整 调整
3
贴IC
JUKI(KE2060)
贴装程序 气压
★
准确无误 5± 0.5kg
转拉单 日点检报表 QC检验报告
修改 调整 维修或调整
4
中检(炉前目 检)
防静电手套、防 静电有线手环、 镊子
外观检查 温度
⊙ ★ ★ ★
无少件、连锡、偏位、反向、错件 等外观不良 250± 5度 0.6米/分钟 227度以上60-90秒 炉温测试仪
100%
5
过无铅回流焊
LF-808
速度 时间
1次
机种转线 24H
温度曲线标准图
调整
6
AOI测试机器 后检(AOI检 (阿立得ALD-H查) 350B)
表面状态测 试
⊙
无空焊、短路、元件变值、贴错、 贴反
自动检测
100%
每批
AIO测试日报表
调整
B面(锡膏面)
1 钢网 2 外观 厚度 表面干净 0.13mm 目检 目检 1次 机种转线 钢网使用管制记录表 退货或维修
转拉单 日点检报表
修改 调整 调整
3
贴IC
JUKI(KE2060)
贴装程序 气压
★
准确无误 5± 0.5kg
转拉单 日点检报表 QC检验报告
修改 调整 维修或调整
4
中检(炉前目 检)
防静电手套、防 静电有线手环、 镊子
外观检查 温度
⊙ ★ ★ ★
无少件、连锡、偏位、反向、错件 等外观不良 250± 5度 0.6米/分钟 227度以上60-90秒 炉温测试仪
面板控制 面板控制 面板控制 面板控制 面板控制 酒精、钢网纸 目检 PAM自动校正 目检 自动检测 PAM自动校正 目检 自动检测
1次 1次 1次 100% 1次 1次 1次% 1次 1次 100% 1次 1次 100%
机种转线2H 机种转线2H 机种转线2H 连续 每5pcs 每2小时 每批 1年 转线 连续 1年 转线 连续 每批
点检 点检 点检 点检 点检 点检 锡膏印刷检查日报表
停线或调整 停线或调整 停线或调整 停线或调整 停线或调整 停线 返工 调整
目检
外观全检 贴装精度
⊙
参见印刷标准作业指导书 参见元件贴装标准作业指导书
2
贴片
JUKI(KE2050)
பைடு நூலகம்
贴装程序 气压 贴装精度
★
准确无误 5± 0.5kg 参见元件贴装标准作业指导书
控制计划
样件 控制计划编号: 零件规格: 零件名称/描述: 供方/工厂: 供方代号: 核心小组: 试生产 生产 主要联系人/电话: 日期(编制): 日期(修改): 顾客工程批准/日期 (如需要): 顾客质量批准/日期 (如需要): 其它批准/日期 (如需要):
供方/工厂批准日期: 其它批准日期(如需要):
零件 过程名称 过程 操作描述 编号
特性 机器 工装治具
钢网
方 特殊 特性 分类 产品公差 过程规范
10万次
法 评价测 量技术 样 容量 本 频率 控制方法 应急计划
编号
3
产品
寿命
过程
刮刀速度 刷锡膏 1 印刷机 (MKMARKⅡ) 分离距离 刮刀压力 钢网清洗 脱摸速度
★
30-60mm/s 0.2-1mm/s 1-3mm 5-9kg 每5pcs清洁一次 2小时一次
控制计划
样件 控制计划编号: 零件规格: 零件名称/描述:
1
试生产
生产
主要联系人/电话: 核心小组:
日期(编制): 日期(修改): 顾客工程批准/日期 (如需要): 顾客质量批准/日期 (如需要): 其它批准/日期 (如需要):
供方/工厂批准日期: 供方代号: 其它批准日期(如需要):
供方/工厂: