控制计划-范例
控制计划模板
控制计划模板第一篇:控制计划模板概述一、控制计划的定义控制计划是指为了实现项目目标,对项目活动进行控制的计划。
控制计划包括如何监控项目活动,如何纠正偏差,如何识别潜在的问题,如何采取行动以及相应的时间表和责任人。
二、编制控制计划的目的1. 确保项目按时按质地达成预期目标,提高项目成功的几率;2. 帮助识别风险并采取措施以确保项目成功;3. 为项目团队提供具体而明确的行动计划,包括控制和纠正措施;4. 为项目团队提供实时反馈,以了解项目执行情况,确认目标是否仍然可行。
三、控制计划的编制步骤1. 确认项目目标和范围描述项目的预期结果以及实现这些结果所需的全部工作,并明确项目范围的界定。
2. 识别项目的主要风险明确可能对项目成功造成威胁的风险,并确定相关的控制计划。
3. 定义控制指标和标准定义用于衡量项目进度和质量方面的关键性能指标。
4. 描绘项目的时间表根据任务列表、资源可用性和所需的关键里程碑,制定项目进度表。
5. 分配责任分配任务,并确定负责人。
6. 制定监测和控制计划明确监测项目进展和采取纠正措施的方式。
四、控制计划的基础内容1. 项目目标和范围描述2. 项目进度表和时间表3. 项目成本和预算4. 项目人员安排5. 主要风险分析和控制计划6. 质量控制计划7. 项目变更管理计划8. 项目沟通计划9. 确认采购计划10. 项目审核计划五、控制计划的实施1. 采用信息系统实时监控项目进展;2. 每月向高层管理者报告项目状态;3. 根据实际情况及时调整控制计划。
第二篇:控制计划模板具体编写一、项目目标和范围描述项目名称:项目目标:项目范围:二、项目进度表和时间表项目开始日期:项目结束日期:任务编号任务名称负责人计划开始日期计划完成日期实际开始日期实际完成日期完成百分比三、项目成本和预算项目总预算:支出项目支出金额支出比例预算金额四、项目人员安排角色姓名安排时间五、主要风险分析和控制计划风险名称风险描述风险等级采取控制措施六、质量控制计划计划名称实施内容执行人员七、项目变更管理计划变更类型变更原因变更内容变更审批人八、项目沟通计划沟通形式沟通内容沟通对象沟通时间九、确认采购计划采购物品名称采购数量采购方式交付时间十、项目审核计划审核类型审核目的审核时间审核负责人第三篇:控制计划的执行和监督一、执行控制计划1. 分配任务并设定优先级根据任务的级别,将任务分配给适当的团队成员,并设定优先级,以确保任务按时完成。
内部控制计划(优质3篇)

内部控制计划(优质3篇)1.内部控制计划第1篇为规范学校内部控制,提高学校管理水平,根据文件精神要求,为了更好的做好学校内部控制建设工作,特制订本方案。
一、成立领导小组领导小组下设办公室,由司范省兼任办公室主任、刘刚任办公室副主任,负责处理日常业务。
二、建立各项规章制度,设置相互监督机制1、建立学校开支预决算制度。
每年初由财务室、总务处做好学校的总的预算。
交由学校班子会研究,决定学校各项开支的具体金额,最后得出最终的年初预算报告。
再由学校监督委员会负责监督收支情况。
每年末进行学校开支决算制度,旨在总结每年收支情况,使用情况,总结工作得失,作为下年预决算工作的指导。
2、建立学校财务审批制度。
学校各项开支,均由处室提出方案,做好预算。
然后提交给分管领导,再由分管领导提交学校班子会讨论决定是否执行。
最后由学校监督委员会负责监督,严格按照预算执行。
3、建立学校采购制度成立学校采购小组,应由六人以上组成。
需采购的物资,由学校各处室做出具体方案交由分管领导审核,再由分管领导提交班子会研究,决定是否采购。
最后,由分管领导具体负责到教育局相关部门报批,批准后交采购小组具体执行。
4、建立学校工程管理及学校校舍、设备维护维修工作制度。
学校的工程管理由分管副校长负责:具体成立以校长为组长的工程管理小组,对工程质量、安全、进度进行全程监督,确保工程安全合格。
学校校舍的维护维修及设备维护工作:建立合同管控制度。
严格执行工程审批制度,杜绝少批多建或多批少建。
5、建立完善的民生资金管理制度。
民生资金包括营养餐、困难生生活补助。
建立专款专用制度,及时办理。
建立督察制度,资金到位后及时打入学生账户,让学生及时享受国家惠顾政策。
6、建立监督机制,完善学校内控机制的监督。
(1)成立督查组。
(2)公布监督。
7、建立校长不直接分管制度。
学校校长总领全局,实行五不直接分管,实行副校长分管具体工作。
学校办公室工作由校长戴辉直属。
学校财务工作、总务工作、安全工作由副校长司范省分管。
控制计划模板3篇
控制计划模板一、控制计划模板控制计划是项目管理中的一个重要环节,可以帮助项目经理监控项目进展,并按照预定计划采取必要的调整措施,保证项目的顺利进行。
下面是一个基本的控制计划模板,供参考:1. 项目概述在此部分中,需要概述项目的目标、范围、要求和其他重要信息,以便更好地掌握项目计划的背景和依据。
2. 变更管理变更管理是指针对项目计划中存在的风险和问题,对计划进行及时的调整和更改,以确保项目进展顺利和按照计划进行。
此部分需要详细说明变更的处理流程和过程,并提供变更管理的相关文档。
3. 任务分解任务分解是指将项目拆分成若干个小任务模块,以便更好地进行管理和监控。
在此部分中,需要对任务分解的流程和内容进行详细描述,并提供一个完整的任务分解表格。
4. 进度管理进度管理是指通过各种手段,对项目进度进行跟踪和监控,以确保项目能够按照计划和时间表进行。
在此部分中,需要提供进度管理图表和报告,并对进度管理流程进行详细说明。
5. 成本管理成本管理是指对项目的成本进行估算和控制,以确保项目的经济效益和利润最大化。
在此部分中,需要提供成本估算表格和成本控制报告,并对成本管理流程进行详细的说明。
6. 质量管理质量管理是指通过各种手段,对项目的质量进行控制和管理,以确保项目能够达到预期的质量标准。
在此部分中,需要提供质量管理计划和验收标准,并对质量管理流程进行详细的说明。
7. 风险管理风险管理是指对项目中可能出现的风险进行评估和控制,以确保项目不会受到不可预测的干扰。
在此部分中,需要提供风险管理计划和风险评估报告,并对风险管理流程进行详细的说明。
8. 沟通管理沟通管理是指对项目中各利益相关者之间的信息交流进行管理和控制,以确保信息传递的准确性和及时性。
在此部分中,需要提供沟通管理计划和沟通报告,并对沟通管理流程进行详细的说明。
以上是一个基本的控制计划模板,可以根据具体项目的需求进行调整和补充。
二、项目控制计划模板1. 项目背景在此部分中,需要对项目的背景、目标、范围、需求和其他重要信息进行详细的介绍,以便更好地为控制计划提供依据和方向。
控制计划 范例

文書NO, BTQ25-11C
Page
8
of
Characteristics
Specification Tolerance
Control Spec.
高速切割机
寸 法 小
无
軽 裁片 指示値-0 -0 无 无 无
确认是否完全裁断 裁断桌刻度确认 裁刀外侧确认有否表皮材残留 绒布置放时以目视确认 绒布置放时以目视确认
目 ↑ ↑ ↑ ↑ ↑
視
毎 回 ↑ ↑ ↑ ↑ ↑ ↑ ↑
重 要
管 理 項 目 (要因系) 確 認 部 署
Process Characteristics
检 確 認 要 領
Control Point
验 方
法 記録方式
Record
程 原材 準備 本 编
料
治工具名
Machine, Device,Jig, Tools for Mfg.
Check Methods
関連標準書 基準類
209602778.xls
ANPQP ANPQP -管理計画書 -管理計画書 ANPQP ANPQP -CONTROL -CONTROL PLAN PLAN
工 系 统 图 工 程
Process Process Flow
設 名
備
・
品 質 特 性 (結果系)
Product Characteristics
Procedure/ Standard
维修
Maintenance
检验防错
PokaYoke
異常処置
Reaction Plan
番号
No.
特
性
名
特
性
値
度
IATF 16949 新版控制计划 ( 填写范例 )
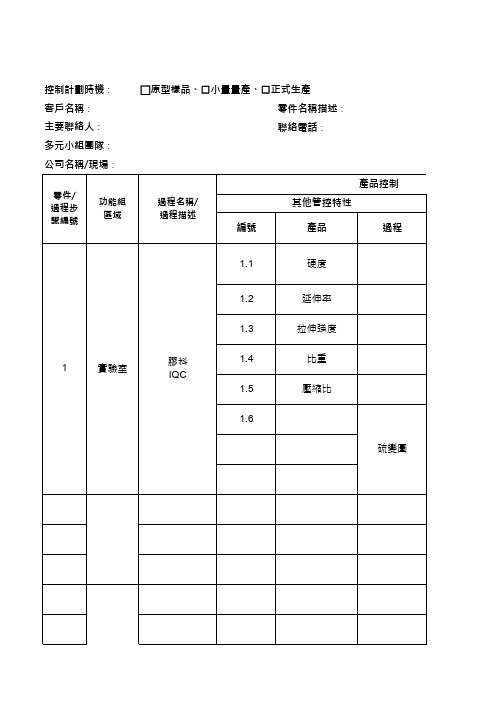
1.6 硫變圖
備註:“●”表示過程特殊特性;“★” 表示產品關鍵特性;“▲”表示產品重要特性
控制
控制計畫編號: 零件編號/最新版本號: 項目工程師/簽署日期:
控制計劃
供應商代碼:
特殊特 性分類
範圍/公差
過程條件 參數或 公差
特殊特 性分類
過程控制 機器/模夾治具
名稱
識別代號
硬度標準值
硬度計
Q001
ASTM D412 ASTM D412
拉伸機
+/- 0.02
ASTM D395
★
硫變儀
Q007
硫變分析
A固定座
R101
B固定座
E202
品重要特性
計劃
維護計畫 每週/次
評估或 測量技術
制定日期:
修訂日期:
客戶工程批準日期(如需要):
客戶品質批準日期(如需要):
其他批準日期(如需要):
監控方法
防錯
抽樣樣品
數量
頻率
Shore A Type M
系統防呆 系統防呆
每批
控制方法
作業指導書 /人員培訓 / PQC1測試
系統防呆
系統防呆
系統防呆
每年/次
1次
每首
使用後保養 使用後保養
正確使用 固定座
工程變更等級:
反應計劃
處理方式 參考文件
負責 人員
安全隱憂
1.重新確認 2.異常反饋單
IQC人員
安全防護要組團隊: 公司名稱/現場:
零件/ 過程步 驟編號
功能組 區域
□原型樣品、□小量量產、□正式生產 零件名稱描述: 聯絡電話:
過程名稱/ 過程描述
控制计划范本

点胶机设定值 点胶机设定值 目视/示波器测试
1 1 100%
1次/4H 1次/4H
1.《作业方法书》MCE-F-3345001-0060 2.治具点检表(编号:未制作)
标识、隔离,发出《MCA00302 品 质异常联络书》
1.《MCE-F-3345-001-0060 作业方
法书》
标识、隔离,发出《MCA00302 品
样件 Prototype 控制计划编号 Control Plan Number
试生产 Pre-launch
零件号/最新更改水平 Part Number/Latest Change Level
零件名称/描述 Part Name/Description
供方/厂 Supplier/Plant
XXXXXX
零件/过程 编号 Part/
样本 Sample
大小 Size
频率 Freq.
控制方法 Control Method
第3页,共3页
反应计划 Reaction Plan
3 脱泡机、注胶机
5
脱泡机脱泡 时间
☆ 5~6分钟
防水性
★
参照《信赖性实验基准书》(编号:MC-D-3345001)
目视 目视
1
1次/4H
《MCE-F-3345-001-0070 作业方法 标识、隔离,发出《MCA00302 品
《MCE-F-3345-001-0050 作业方法 标识、隔离,发出《MCA00302 品
书》
质异常联络书》
承接治具 恒温烙铁
测试治具 FCT测试机
示波器
功能测试机
2
焊接质量
焊点不可假焊、短路、锡尖、漏焊
目视
控制计划模板范文

控制计划模板范文一、项目背景(此部分介绍项目的背景和目的)二、项目目标(此部分列出项目的目标,确保项目的成功实施)三、项目范围(此部分明确项目的范围,包括项目的关键要素和交付物)四、项目计划1.项目启动阶段a.目标:确保项目启动顺利进行,明确项目的范围和目标。
b.关键活动:-确定项目的范围、目标和可交付物。
-成立项目团队,并明确各自的职责和角色。
-确定项目的时间表和关键里程碑。
-制定项目的沟通计划和风险管理计划。
c.时间估计:启动阶段通常需要1-2周的时间。
2.项目执行阶段a.目标:根据项目计划和目标,按时交付各项可交付物。
b.关键活动:-分配任务和资源给项目团队成员。
-监督项目进展情况,及时解决问题和调整计划。
-确保项目符合质量标准,并满足相关的法规和规定。
-建立项目的风险管理和变更控制机制。
c.时间估计:执行阶段的时间根据项目的复杂性和规模而不同。
3.项目收尾阶段a.目标:确保项目交付并收尾顺利进行。
b.关键活动:-完成项目的可交付物并交付给客户。
-进行项目的评估和总结。
-正式关闭项目,并转移项目资产和知识。
-确保项目的文件和记录保存完整和可访问。
c.时间估计:收尾阶段的时间通常为1-2周。
五、项目资源(此部分列出项目所需的人力、物力和财力资源,并进行详细的规划)六、项目风险(此部分列出项目可能面临的风险,并进行风险分析和管理计划)七、项目沟通(此部分列出项目沟通的渠道、频率和内容,确保项目的信息流畅和准确)八、项目评估和改进(此部分列出项目的评估方法和周期,以及如何对项目进行改进和提高)九、项目监督和控制(此部分列出项目监督和控制的方法和措施,确保项目按计划进行,并及时解决问题)十、项目团队和角色(此部分列出项目团队的成员和各自的角色和职责)十一、项目时间表(此部分列出项目的时间表和关键里程碑,确保项目按时交付可交付物)十二、项目费用预算(此部分列出项目的费用预算和分配,确保项目在预算内进行)十三、项目验收和交付(此部分列出项目的验收标准和交付要求,确保项目顺利完成和移交)十四、项目控制台和报告(此部分列出项目的控制台和报告的内容和格式,确保项目的监控和报告的有效性)以上是一个控制计划模板的示例,你可以根据实际情况和项目需求进行相应的修改和补充,以确保项目的有效控制和管理。
控制计划

样件
□
试生产
□ 2)
控制计划编号 零件号/最新更改水平 3) 零件名称/描述 4) 供方/工厂 5) 零件/ 过程编号 15) 过程名称/ 操作描述 16)
6) 生产设备 17)
编号 18)
产
反应计划 规定在产品或过程变得不稳定情况下,应采取什么措施。这些措施通常应是最接近 过程的人员(如操作者、调整人员或监督者)的职责,反应计划可以是: -返工返修; -拒收; -停机处理; -通知质量负责人; -调整参数(设备、过程参数) -改变作业方式; -增加检验频次容量; -更换材料; -更换工装; -100%检验。
.控制计划检查清单
控制计划制订过程中及完成后APQP小组应依下列清单作评价
控制计划检查清单
顾客或厂内零件号 问 1 题 是 否 所要求的意见/措施 负责人 WHD-047 完成日期
在制定控制计划时是否使用了上述述控制计划方法? 为便于特殊产品/过程特性的选择,是否已识别所有已 知顾客关注的事项? 控制计划中是否包括了所有特殊产品/过程特性? 在制定控制计划时是否使用了DFMEA和PFMEA? 是否明确需检验的材料规范? 控制计划中是否明确从进货(材料/零件)到制造装配 (包括包装)的全过程? 是否涉及工程性能试验要求? 是否具备如控制计划所要求的量具和试验装置? 如要求,顾客是否已批准控制计划? 供方和顾客之间的测量方法是否一致? 修订日期: 第 1 页,共 1 页 制定人
产
指从制造工厂得到的批准。 评价/ 样 本 24)
控制方法 25) 23) 容量 频率
反应计划 26)
测量技术
填入被控制的零部件的编号。(如果为总成,使 用双件号,即主机厂及公司内部件号)填入 图样规范的最新工程更改等级或发布日期。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
评价/
测量技术
样本
控制方法
容量
频率
60
初研
研球机
直径
11.11250+0.013
扭簧比较仪
5粒
每班两次
每班2~4次
自检巡检
隔离返工
固定板
球形偏差
0.0004
扭簧比较仪
5粒
每班两次
每班2~4次
自检巡检
隔离返工
转动板
表面质量
无机械伤痕
目测
5粒
每班一次
每班2~4次
自检巡检
隔离
转动板转速
15~40r/min
03/30/2000
日期(修改)
零件号/更新更改水平
核心小组
顾客工程批准/日期(如需要)
零件名称/描述
11.1125钢球
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂:易腾公司
重庆滚动体有限公司
供方代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过
程编号
过程名称/
操作描述
生产
设备
供方代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过
程编号
过程名称/
操作描述
生产
设备
特性
特殊
特性
分类
方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/
测量技术
样本
控制方法
容量
频率
5
原材料进厂检验
理化分析仪
直径
8.00+0.05
千分尺
5~10件
每批
抽检
隔离
金相组织
2-4级
显微镜
5~10件
每批
控制计划编号
主要联系人/电话
日期(编制)
03/30/2000
日期(修改)
零件号/更新更改水平
核心小组
顾客工程批准/日期(如需要)
零件名称/描述
11.1125钢球
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂:易腾公司
重庆滚动体有限公司
供方代号
其它批准/日期(如需要)
其它批准/日期(如需要)
隔离、返工
防锈槽
无水碳酸钠
0.5-0.6%
镑称
100%
每批
记录
调整
亚硝酸钠
10-15%
镑秤
100%
每批
记录
调整
水
余量
镑称
100%
每批
记录
调整
时间
1分钟
时钟
100%
每批
记录
隔离、返工
控制计划
第8页,共12页
³样件试生产□生产
控制计划编号
主要联系人/电话
日期(编制)
03/30/2000
日期(修改)
零件号/更新更改水平
仪表控制
调整
铺料厚度
2-3层
目测
100%
每批
人工调整
调整
回火炉
硬度
(§)
HRC62~66
硬度计
5粒
每班4次
X-R控制图
调整
金相
2~4级
显微镜
5粒
每班4次
自检
调整
回火温度
150±5℃
温度仪
记录
手动调节
回火时间
3~4时
记录
记录
调整
控制计划
第5页,共12页
³样件试生产□生产
控制计划编号
主要联系人/电话
日期(编制)
自检
巡检
隔离
砂轮转速
开机时60r/min稳定后80r/min或者120r/min
自检
手动调节
重新调节
工作压力
6~8MPa
压力表
手动调节
重新调节
料盘转速
钢球均匀进入且无堆积
目检
手动调节
重新调节
控制计划
第6页,共12页
³样件试生产□生产
控制计划编号
主要联系人/电话
日期(编制)
03/30/2000
日期(修改)
隔离、调整
模具
环带直径
12.8
千分尺
5粒
每班开始工作时/更换产品时
每班两次
每班2~4次
首检
自检
巡检
隔离、调整
切料机
位移
0.09
D1-D
5粒
每班开始工作时/更换产品时
每班两次
每班2~4次
首检
自检
巡检
隔离、调整
刀板
表面质量
无裂纹、毛刺
目测
5粒
每班两次
每班2~4次
自检
巡检
隔离
控制计划
第4页,共12页
³样件试生产□生产
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过
程编号
过程名称/
操作描述
生产
设备
特性
特殊
特性
分类
方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/
测量技术
样本
控制方法
容量
频率
10
冷镦
冷镦机
球坯直径D1、D
11.710+0.25
千分尺
5粒
每班开始工作时/更换产品时
每班两次
每班2~4次
首检
自检
巡检
核心小组
顾客工程批准/日期(如需要)
零件名称/描述
11.1125钢球
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂:易腾公司
重庆滚动体有限公司
供方代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过
程编号
过程名称/
操作描述
生产
设备
特性
特殊
特性
分类
方法
反应计划
编号
产品
过程
产品/过程
零件号/更新更改水平
核心小组
顾客工程批准/日期(如需要)
零件名称/描述
11.1125钢球
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂:易腾公司
重庆滚动体有限公司
供方代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过
程编号
过程名称/
操作描述
生产Leabharlann 设备特性特殊特性
分类
方法
反应计划
编号
零件/过
程编号
过程名称/
操作描述
生产
设备
特性
特殊
特性
分类
方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/
测量技术
样本
控制方法
容量
频率
30
热处理
网带炉
硬度
(§)
HRC≥64
显微硬度计
5粒
每班4次
自检
隔离
金相组织
2-4级
显微镜
5粒
每班4次
自检
隔离
淬火温度
855±5C
控温仪
记录
调整
网带速度
11-12分/米
抽检
隔离
控制计划
第2页,共12页
³样件试生产□生产
控制计划编号
主要联系人/电话
日期(编制)
03/30/2000
日期(修改)
零件号/更新更改水平
核心小组
顾客工程批准/日期(如需要)
零件名称/描述
11.1125钢球
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂:易腾公司
重庆滚动体有限公司
供方代号
控制计划
第1页,共12页
□样件试生产□生产
控制计划编号
主要联系人/电话
徐为义
日期(编制)
03/30/2000
日期(修改)
零件号/更新更改水平
核心小组王文正、陈峰
顾客工程批准/日期(如需要)
零件名称/描述
11.1125钢球
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂:易腾公司
重庆滚动体有限公司
手动调节
重新调节
工作压力
2.5~3.5MPa
压力表
手动调节
重新调节
料盘转速
钢球均匀进入且无堆积
目测
手动调节
重新调节
固定板更换
钢球嵌入固定板深度达到钢球直径的2./5
特性
特殊
特性
分类
方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/
测量技术
样本
控制方法
容量
频率
40
硬磨
磨球机
直径
11.1330+0.015
扭簧比较仪
5粒
每时
每班2~4次
自检
巡检
隔离、返工
固定板
球形偏差
0.006
扭簧比较仪
5粒
每时
每班2~4次
自检
巡检
隔离、返工
表面质量
无机械伤痕
目测
5粒
每时
每班2~4次
产品
过程
产品/过程