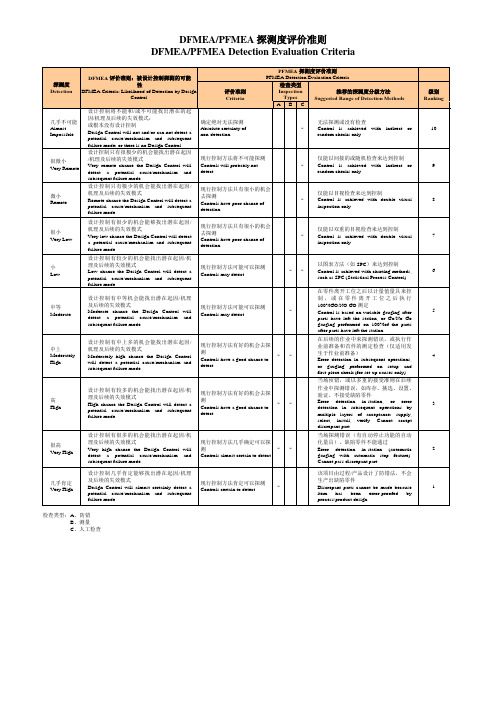
推荐的PFMEA探测度评价准则
DFMEA_PFMEA 探测度评价准则
Absolute certainty of non-detection.
×
无法探测或没有检查
Control is achieved with indirect or random checks only.
10
很微小
Very Remote
设计控制只有很极少的机会能找出潜在起因/机理及后续的失效模式
5
中上
Moderately High
设计控制有中上多的机会能找出潜在起因/机理及后续的失效模式
Moderately high chance the Design Control will detect a potential cause/mechanism and subsequent failure mode.
现行控制方法只有很小的机会去探测
Controls have poor chance of detection.
×
仅能以目视检查来达到控制
Control is achieved with double visual inspection only.
8
很小
Very Low
设计控制有很少的机会能够找出潜在起因/机理及后续的失效模式
×
仅能以间接的或随机检查来达到控制
Control is achieved with indirect or random checks only.
9
微小
Remote
设计控制只有极少的机会能找出潜在起因/机理及后续的失效模式
Remote chance the Design Control will detect a potential cause/mechanism and subsequent failure mode.
PFMEA的严重度频度探测度评分准则
PFMEA的严重度频度探测度评分准则PFMEA(Process Failure Mode and Effects Analysis),中文为过程失效模式和影响分析,是一种用于识别和评估潜在过程故障模式及其对产品质量造成的影响的方法。
在PFMEA中,严重度(Severity)、频度(Occurrence)和探测度(Detection)是评估风险的三个关键指标。
严重度(Severity)指的是当失效发生时,对产品质量造成的影响程度,评估失效对产品或顾客的影响有多严重。
评价严重度时,通常使用一个评分系统,其中每个等级对应不同程度的影响。
以下是一个例子:1-极低的严重度:失效不影响产品性能或顾客安全2-低的严重度:失效会导致轻微的降低产品性能或顾客满意度,但不影响顾客安全3-中等严重度:失效会导致明显的降低产品性能或顾客满意度,但不影响顾客安全4-高的严重度:失效会导致产品完全失效或明显降低顾客安全频度(Occurrence)是指失效在过程中发生的概率。
评估频度时,可以考虑失效的历史数据、过程控制水平、操作员的熟练程度等因素。
以下是一个例子:1-极低的频度:失效几乎不会发生,或发生的概率非常低2-低的频度:失效的概率较低,但不可忽略3-中等频度:失效的概率较为普遍,但不是非常常见4-高的频度:失效非常常见,几乎每次都会发生探测度(Detection)是指在当前的检测和控制环境中,能够及时检测和预防失效的能力。
评估探测度时,可以考虑当前的检测方法、控制措施、操作员的能力等因素。
以下是一个例子:1-控制措施可以有效地检测和防止失效的发生2-控制措施可以部分地检测和防止失效的发生3-控制措施的效果不确定4-控制措施无法有效地检测和防止失效的发生以上是一个评分准则的简单示例。
在实际应用中,可以根据具体的行业和产品特点,设计适合的评分准则。
在进行PFMEA分析时,将严重度、频度和探测度综合在一起,可以计算出一个“风险优先指数”(Risk Priority Number,RPN)。
PFMEA评价准则

现行过程控制现行的过程控制是对尽可能地防止失效模式或其起因/机理的发生或者将发生的失效模式或其起因/机理的控制的说明。
这些控制可以是诸如防失误/防错、统计过程控制(SPC)或过程后的评价,等。
评价可以在目标工序或后续工序进行。
有两类过程控制可以考虑:
预防:防止失效的起因/机理或失效模式出现,或者降低其出现的几率。
探测:探测出失效的起因/机理或者失效模式,导致采取纠正措施。
推荐的PFMEA严重度评价准则
推荐的PFMEA探测度评价准则
小组应对相互一致的评定准则和定级方法达成一致意见,尽管对个别产品分析可作调整。
探测度应用表8作为估算导则。
注:级数1专用于“肯定能探测出”的情况。
推荐的PFMEA频度评价准则
小组对评价准则和相互一致的分级方法应达成一致意见,尽管个别过程分析可做些调整。
(见表7)。
应以表7为导则估算频度数:
注:级数1专门用于“级低,失效不大可能发生。
”
表7.推荐的PFMEA频度评价准则
表2.推荐的DFMEA严重评价准则。
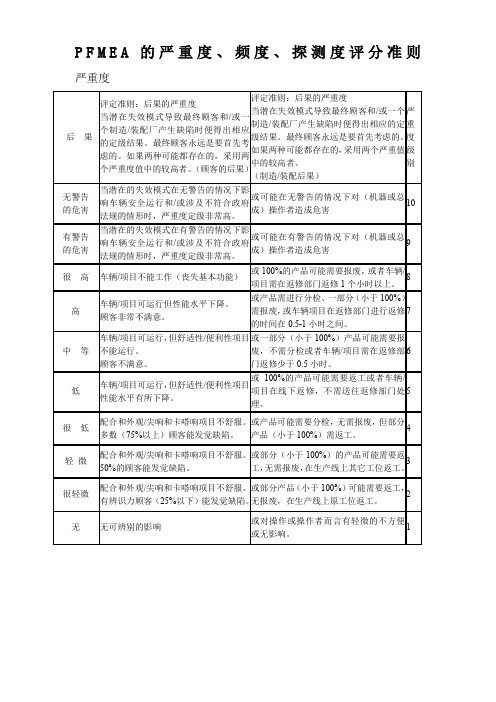
PFMEA的严重度、频度、探测度评分准则
X
在后续工位上的误差探测,或在作业准备时进行测量和首件检查(仅适用于作业准备的原因)
4
高
控制有较多机会可探测出
XXLeabharlann 在工位上的误差探测,或利用多层验收在后续工序上进行误差探测:供应、选择、安装、确认。不能接受有差异零件。
3
很高
控制几乎肯定能探测出
X
X
在工位上的误差探测(自动测量并自动停机)。不能通过有差异的零件。
很低
配合和外观/尖响和卡嗒响项目不舒服。多数(75%以上)顾客能发觉缺陷。
或产品可能需要分检,无需报废,但部分产品(小于100%)需返工。
4
轻微
配合和外观/尖响和卡嗒响项目不舒服。50%的顾客能发觉缺陷。
或部分(小于100%)的产品可能需要返工,无需报废,在生产线上其它工位返工。
3
很轻微
配合和外观/尖响和卡嗒响项目不舒服。有辨识力顾客(25%以下)能发觉缺陷。
2
很高
肯定能探测出
X
由于有关项目已通过过程/产品设计采用了防错措施,有差异的零件不可能产出。
1
频度
失效发生可能性
可能的失效率*
频度
很高:持续性失效
≥100个,每1000件
10
50个,每1000件
9
高:经常性失效
20个,每1000件
8
10个,每1000件
7
中等:偶然性失效
5个,每1000件
6
2个,每1000件
7
中等
车辆/项目可运行,但舒适性/便利性项目不能运行。
顾客不满意。
或一部分(小于100%)产品可能需要报废,不需分检或者车辆/项目需在返修部门返修少于0.5小时。
PFMEA的严重度频度探测度评分准则
PFMEA的严重度频度探测度评分准则PFMEA(Process Failure Modes and Effects Analysis)是一种系统性的方法,用于识别和评估潜在过程故障模式及其对产品或过程的影响。
在进行PFMEA时,常常需要对故障的严重度、频度和探测度进行评分。
这些评分准则有助于确定哪些故障应该优先考虑,并采取适当的预防和控制措施。
在下面的文章中,将详细介绍PFMEA的严重度、频度和探测度评分准则。
1. 严重度评分准则(Severity):严重度是指故障对产品或过程的影响程度。
在评估严重度时,通常使用1到10的评分量表,其中1表示非常低的影响,10表示非常严重的影响。
以下是一些严重度评级准则的例子:1-3:故障对产品或过程的影响非常低,对用户几乎不可察觉,且不会引起任何损失。
4-6:故障对产品或过程的影响适中,可能引起一些损失,但不会对产品功能和性能产生重大影响。
7-9:故障对产品或过程的影响较大,可能导致功能故障或性能下降,对用户产生一定的不满意度。
10:故障对产品或过程的影响非常严重,可能导致安全隐患或严重故障,对用户造成重大损失或伤害。
2. 频度评分准则(Frequency):频度是指故障发生的可能性或发生的次数。
在评估频度时,通常使用1到10的评分量表,其中1表示非常低的发生频率,10表示非常高的发生频率。
以下是一些频度评级准则的例子:1-3:非常低的频度,可能发生的概率非常低,甚至几乎不会发生。
4-6:中等频度,可能在一段时间内发生一次或多次,但不会频繁发生。
7-9:较高的频度,可能在一段时间内频繁发生,但不是持续性的。
10:非常高的频度,可能持续性地发生,对产品或过程造成持续的风险。
3. 探测度评分准则(Detection):探测度是指发现和检测故障的能力。
在评估探测度时,通常使用1到10的评分量表,其中1表示非常低的探测度,10表示非常高的探测度。
以下是一些探测度评级准则的例子:1-3:非常低的探测度,几乎没有任何探测手段,难以发现故障。
PFMEA评价准则

附件一:PFMEA严重度(S)评价准则后果评定准则:后果的严重度严重度级别 当潜在失效模式导致最终客户和/或一个制造/装配厂产生缺陷时便得出相应的定级结果。
最终客户永远是要首先考虑的。
如果两种可能都存在的话,采用两个严重度中较高者。
客户的后果制造/装配的后果无警告的危害当潜在的失效模式在无警告的情况下影响产品的安全运行和/或涉及不符合政府法规的情形时,严惩度定级非常高。
或可能在无警告的情况下对(机器或总成)操作者造成危害10有警告的危害当潜在的失效模式在有警告的情况下影响产品的安全运行和/或涉及不符合政府法规的情形时,严重度定级非常高。
或可能在有警告的情况下对(机器或总成)操作者造成危害9很高产品/项目不能工作(丧失基本功能)。
或100%的产品可能需要报废8高产品/项目可运行但性能水平下降。
客户非常不满意。
或产品需进行分检,一部分(小于100%)需报废。
7中等产品/项目可运行但舒适性/便利性项目不能运行。
客户不满意。
或产品不需分检,一部分(小于100%)可能需要报废。
6低产品/项目可运行但舒适性/便利性项目性能水平有所下降。
或100%的产品可能需要返工。
5很低多数(75%以上)客户能发或产品可能需要分检,无需报废,但部分产品(小4觉缺陷。
于100%)需返工。
轻微50%的客户能发觉缺陷。
或部分(小于100%)产品可能需要返工,无需报废,在生产线上其它工位返工。
3很轻微有辨识力的客户(25%以下)能发觉缺陷。
或部分产品(小于100%)可能需要返工,无报废,在生产上原工位返工。
2无无可辨别的影响。
或对操作或操作者而轻微的不方便或无影响。
1附件二:PFMEA频度(O)评价准则失效的机率失效的比率可能CPK等级很高:持续性失效≥1/2<0.3310 1/3≥0.339高:经常性失效1/8≥0.518 1/20≥0.677中等:偶然性失效1/80≥0.836 1/400≥1.005低:相对很少发生的失效1/2,000≥1.174 1/15,000≥1.333极低:失效不太可能发生1/150,000≥1.502 1/1,500,000≥1.671附件三:PFMEA探测度(D)评价准则探测性准 则检 查 类 别探 测 方 法 的 推 荐范 围探测度A B C几乎不可能绝对肯定不可能探测×不能探测或没有检查10很微小控制方法可能探测不出来×只能通过间接或随机检查来实现控制9微小控制有很少的机会能探测出×只通过目测检查来实现控制8很小控制有很少的机会能探测出×只通过双重目测检查来实现控制7小控制可能能探测出××用制图的方法,如SPC(统计过程控制)来实现控制6中等控制可能能探测出×控制基于制品离开工位后的计量测量,或者制品离开工位后100%的止/通测量5中上控制有较多机会可探测出××在后续工位上的误差探测,或在作业准备时进行测量和首件检查(仅适用于作业准备的原4因)高控制有较多机会可探测出××在工位上的误差探测,或利用多层验收在后续工序上进行误差探测:选择、确认。
PFMEA评价准则
PFMEA评价准则PFMEA(Process Failure Mode and Effects Analysis)是一种通过分析和评估潜在故障模式及其对制造过程的影响的方法。
在PFMEA中,评价准则主要包括严重度(Severity)、频度(Occurrence)和探测度(Detection)。
下面将详细介绍这三个评价准则。
首先,严重度(Severity)是评估故障模式对最终产品或客户的影响程度。
严重度评分通常使用1到10的等级,其中10表示最严重影响,1表示影响较小。
在评估严重度时,需要考虑可能导致的后果,如安全问题、产品性能下降、产生垃圾或费用等。
评估严重度时,也需要考虑到故障模式的潜在隐蔽性,即是否会导致不可逆的后果或长期的影响。
其次,频度(Occurrence)是评估故障模式发生的可能性。
频度评分通常也使用1到10的等级,其中10表示故障频繁发生,1表示发生较少。
在评估频度时,需要考虑故障模式出现的原因和制造过程中的变异性。
如果一个故障模式的原因多且变异性高,那么它的频度评分就会较高。
频度评分的目的是为了识别可能发生的故障,以便采取相应措施来降低其发生的可能性。
最后,探测度(Detection)是评估故障模式在制造过程中能否被探测到的程度。
探测度评分通常使用1到10的等级,其中10表示非常容易被探测到,1表示难以被探测到。
探测度评分考虑的是制造过程中是否存在能够及时发现故障模式的检测措施,并且这些措施是否可靠。
探测度评分的目的是为了确定是否需要增加更多的探测措施,以及提高探测措施的可靠性。
通过考虑严重度、频度和探测度这三个评价准则,可以确定制造过程中的优先级和风险。
一般来说,严重度评分较高且探测度评分较低的故障模式应视为高优先级,因为它们可能导致严重的后果,并且在制造过程中很难被探测到。
这些故障模式需要优先考虑并采取措施来控制和预防。
相反,严重度评分较低且探测度评分较高的故障模式可以作为次要关注的对象,因为它们可能对最终产品或客户影响较小,并且容易被探测到。
PFMEA的严重度、频度、探测度评分准则
1个,每1000件
4
低:相对很少发生的失效
0.5个,每1000件
3
0.1个,每1000件
2
极低:失效不太可能发生
≤0.01个,每1000件
1
2
很高
肯定能探测出
X
由于有关项目已通过过程/产品设计采用了防错措施,有差异的零件不可能产出。
1
频度
失效发生可能性
可能的失效率*
频度
很高:持续性失效
≥100个,每1000件
10
50个,每1000件
9
高:经常性失效
20个,每1000件
8
10个,每1000件
7
中等:偶然性失效
5个,每1000件
6
2个,每1000件
或部分产品(小于100%)可能需要返工,无报废,在生产线上原工位返工。
2
无
无可辨别的影响
或对操作或操作者而言有轻微的不方便或无影响。
1
探测度
探测性
准则
检查类别
探测方法的推荐范围
探测度
A
B
C
几乎
不可能
绝对肯定不可能探测
X
不能探测或没有检查
10
很微小
控制方法可能探测不出来
X
只能通过间接或随机检查来实现控制
或可能在有警告的情况下对(机器或总成)操作者造成危害
9
很高
车辆/项目不能工作(丧失基本功能)
或100%的产品可能需要报废,或者车辆/项目需在返修部门返修1个小时以上。
8
高
车辆/项目可运行但性能水平下降。
顾客非常不满意。
或产品需进行分检、一部分(小于100%)需报废,或车辆项目在返修部门进行返修的时间在0.5-1小时之间。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
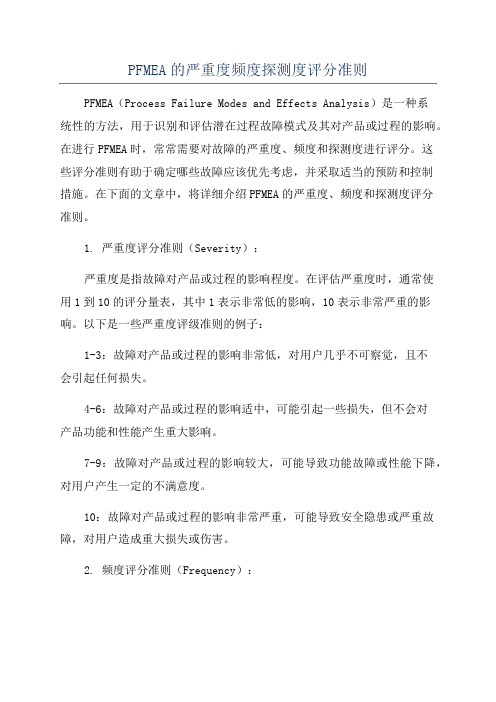
探测机会
评价准则:过程控制探测的可能性
级别
探测可能性
没有探测机会
没有现有控制,不能探测或不能分析
10
几乎不可能
在任何阶段不太可能探测
失效模式和/或错误(原因)不容易探测(如随机检查)
9
非常微小
加工后问题探测
操作者通过目视/排列/耳听法的事后失效模式探测
8
微小
从源头进行的问题探测
操作者通过直观/目视/排列/耳听法在工位上做失效模式探测或操作者通过使用特性测量(通/止,手动转矩检查等)做加工后探测
7
非常低
加工后问题探测
操作者通过使用各种测量进行加工后失效模式探测或操作者在位置上通过使用特性测量做事后失效模式探测(行/不行,手动转矩检查等)。
6
低
从源头进行的问题探测
操作者通过使用各种测量进行工位上的失效模式或错误(原因)探测,或由工位上的自动化控制设备探测不符合零件并通过(指示灯、鸣声)通知操作者。在作业前准备和首件检查时进行测量(仅用于探测作业前准备的起因)
5
中等
加工后问题探测
由自动化控制进行加工后失效模式探测。这种自动化控制能探测不符合零件并锁定零件以防止进一步的操作。
4
中上
开始时问题探测
由自动化控制进行工位上失效模式探测。这种自动化控制能探测不符合零件,并自动锁定工位上的零件以防止进一步
由自动化控制进行工位上错误(起因)探测。这种自动化控制能探测错误和预防不符合零件的制造。
2
非常高
错误预防
以夹具设计、机械设计或零件设计所做的错误(起因)预防,通过过程/产品设计进行防错项目,从而避免制造不符合零件。
1
几乎肯定