首件检验记录表模版
冲压件首件检验记录(表格模板、格式)
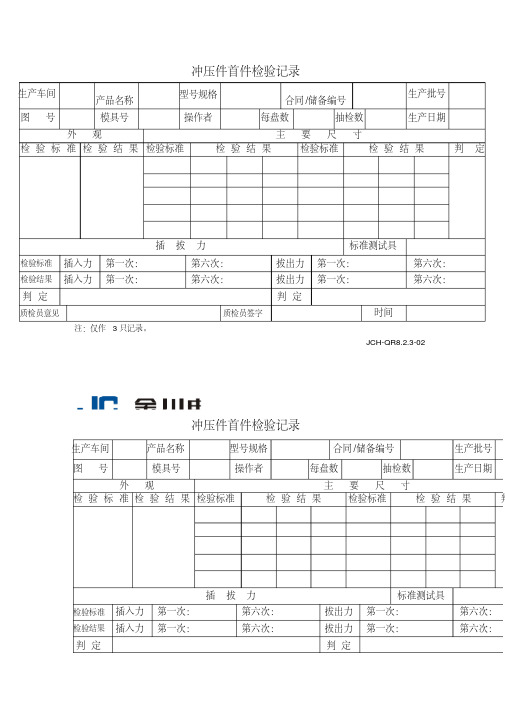
冲压件首件检验记录
生产车间
产品名称型号规格
合同/储备编号
生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判定
插拔力标准测试具
检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间
注:仅作3只记录。
JCH-QR8.2.3-02
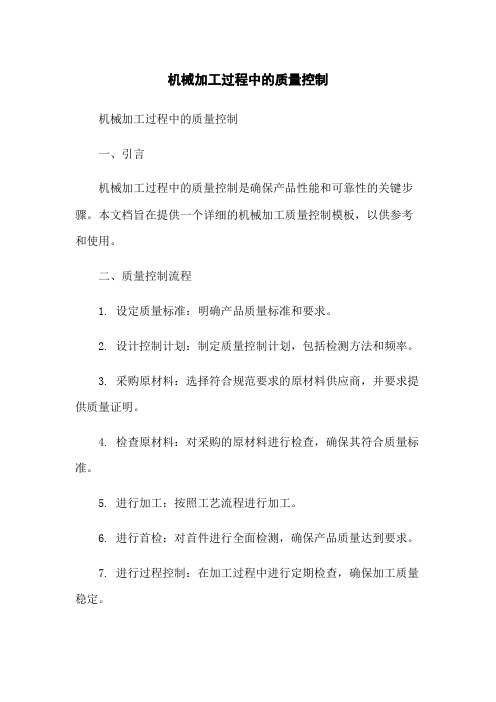
冲压件首件检验记录
生产车间产品名称型号规格合同/储备编号生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判
插拔力标准测试具检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间注:仅作3只记录。
机械加工过程中的质量控制
机械加工过程中的质量控制机械加工过程中的质量控制一、引言机械加工过程中的质量控制是确保产品性能和可靠性的关键步骤。
本文档旨在提供一个详细的机械加工质量控制模板,以供参考和使用。
二、质量控制流程1. 设定质量标准:明确产品质量标准和要求。
2. 设计控制计划:制定质量控制计划,包括检测方法和频率。
3. 采购原材料:选择符合规范要求的原材料供应商,并要求提供质量证明。
4. 检查原材料:对采购的原材料进行检查,确保其符合质量标准。
5. 进行加工:按照工艺流程进行加工。
6. 进行首检:对首件进行全面检测,确保产品质量达到要求。
7. 进行过程控制:在加工过程中进行定期检查,确保加工质量稳定。
8. 进行末检:对加工完成的产品进行全面检测,确保产品质量符合标准。
9. 进行性能检测:对产品进行性能测试,确保其满足设计要求。
10. 进行最终检验:对产品进行最终检验,确保产品质量合格。
11. 进行包装和出货:对合格的产品进行包装,并按照客户要求进行出货。
三、质量控制措施1. 使用先进设备:确保加工设备的稳定性和精确性。
2. 培训员工:提供培训,确保操作人员熟悉工艺和质量要求。
3. 保持工作环境清洁:减少杂质对产品质量的影响。
4. 实施防错措施:采取措施防止错误发生,确保产品质量。
5. 实施纪律和奖惩制度:强调质量意识,对质量问题进行追责和奖惩。
四、质量记录1. 原材料检验记录:记录原材料检验结果和质量证明。
2. 首检记录:记录首件检验结果和问题处理情况。
3. 过程控制记录:记录加工过程中的检验结果和问题处理情况。
4. 末检记录:记录产品最终检验结果和问题处理情况。
5. 性能测试记录:记录产品性能测试结果和问题处理情况。
6. 最终检验记录:记录产品最终检验结果和问题处理情况。
五、附件1. 质量标准文件:包括产品质量标准和要求。
2. 检验工具清单:列出用于质量控制的检验工具和仪器设备清单。
3. 工艺流程图:清晰展示产品加工流程的流程图。
来料、制程、成品抽样检验规范【范本模板】
来料/制程/成品抽样检验规范1.目的:规范来料检验、成品检验之抽样水准、抽样方案以统一检验标准,确保来料及成品的质量稳定、良好.2.范围:适用本公司监督检查委外加工厂执行状况及委外加工厂执行IQC进料检验、制程检验、OQC成品出货检验的所有产品。
3.职责:a)IQC、IPQC、OQC负责执行本规定b)品管部负责监督执行并视产品实际情况制定、修改本规定4.内容:4。
1.来料检验1)抽样标准:按MIL-STD—105D Ⅱ级检查水平一次抽样进行2)合格质量水准AQL规定:①电子料MAJOR:0。
65;MINOR:2。
5②结构料MAJOR:1.0;MINOR:2.53)检查严格度:正常检验4)抽样方式:随机抽样5)抽样批量:每一订单作为一个检查批次6)生产部驻厂质检员对来料抽检的规定为,对3C关键性元器件采取每四批至少抽检一批确认外协加工厂来料检查执行情况,一般性器件采取每七批抽检一批的比例执行。
以上规定了来料检验通用抽样检验标准,部分物料特别规定的除外,参见具体物料检验标准,特殊情况由物料QE决定。
4。
2.制程检验1)抽样标准:按MIL—STD—105D Ⅱ级检查水平一次抽样进行2)合格质量水准AQL规定:①功能不良MAJOR:0.65;MINOR:2。
5②外观不良MAJOR:1.0;MINOR:2.53)检查严格度:正常检验4)抽样方式:随机抽样5)抽样批量:每四小时生产作为一个批量,低于4小时按照实际生产数量作为送检数量.6)生产部质检员依据每四批至少抽检一批的标准执行。
作业依据参见具体《物料检验标准》及《成品检验标准》,特殊情况由研发工程师决定.4。
3.成品出货检验1)抽样标准:按MIL—STD-105E(等同GB2828-87)Ⅱ级检查水平一次抽样方案进行2)合格质量水准AQL规定:①主机/键盘:CR:0。
4,MAJOR:0。
65;MINOR:2.53)检验严格度:正常检验4)抽样方式:随机抽样5)抽样批量①一般以客户每次的订单数量作为一个批量检验。
房建类建筑工程首件样板(样板引路)实施活动方案
明月岛·阅江台项目
3
中建地下空间有限公司
5、施工进度计划
明月岛·阅江台项目
中建地下空间有限公司 项目管理表格
表格编号
工程质量样板引路实施计划
CSCEC-SG-012-3
项目名称
项目编码
序号 分项工程名称
样板部位
计划时间
验收部门
根据各分部分项工期计划安排
1
基础混凝土
1#楼
2019.8 工程部、技术质量部
1
中建地下空间有限公司
首件样板实施活动方案
明月岛·阅江台项目
首件样板的施工管理必须做到“开工先打样,施工按样干,过程不走样,交 工按样查”,样板施工坚持求真务实的要求,实物样板不脱离工程本体并为施工 首件,不单独制定样板。原则上首件样板满足规范标准合格要求,提高施工标准。
1、目的及意义
为了切实提高在施项目质量管理水平,扎实做好质量管理基础工作,通过对 首件工程的各项工序,施工工艺,技术和质量指标进行综合评价,确定最佳工艺, 建立样板工程,以指导后续类似工程施工,预防和纠正后续工程中可能产生的质 量问题,起到样板引路作用。
2、样板实施内容
本项目位于四川省江油市,西北毗邻华丰街,南邻明月岛公园,东临涪江, 规划净用地 32990.27m²。本工程为一类高层建筑,建筑工程等级为一级,总建筑 面积 135925.50m²,其中地上 108925.33m²,地下 27000.17m²;设计使用年限 50 年,建筑抗震类别丙类,抗震设防烈度为 7 度。
2019.12 工程部、技术质量部
14
抹灰工程
1#楼
2020.6 工程部、技术质量部
15
内墙粉饰
1#楼
2020.6 工程部、技术质量部
首件检验记录表
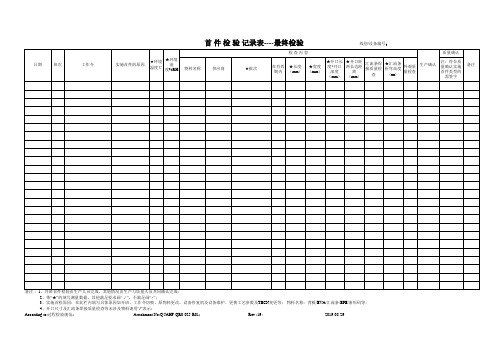
线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;物料名称:背板/EVA/汇流条/EPE/条形码等;4、开口尺寸及汇流条焊接质量检查等未涉及物料请用“/”表示;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01; Rev.:19; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:3; 2020-03-31记录表----最终检验线别/设备编号:2020-03-31首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:20; 2019-08-29Rev.:20; 2019-08-29线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:23; 2020-03-31记录表----最终检验线别/设备编号:mm)2020-03-31线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、中间电池片距汇流条距离仅适用半片电池组件(未涉及半片电池组件用“/”)According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:19; 2019-08-29。
首件工程评估实施细则的相关规定
首件工程评估实施细则为切实抓好悬臂浇筑连续梁 (刚构) 首件工程评估工作,确保公司承建的时速 200km/h 及以上铁路建设项目的悬臂浇筑连续梁 (刚构) 首件工程一次性通过建设单位初评及铁道部工程管理中心评估,现将有关工作要求通知如下:一、加强组织领导1. 为切实抓好悬臂浇筑连续梁 (刚构) 首件工程评估工作组织领导,公司成立“悬臂浇筑连续梁 (刚构) 首件工程评估领导小组”,由公司副总经理王广钟任组长,副总工程师郜小群任副组长,工程、安质环保、科技、成本部相关专业工程师为组员,负责公司悬臂浇筑连续梁 (刚构) 首件工程评估的技术指导和公司首件工程评估验收工作。
2. 公司项目经理部 (指挥部) 及承担悬臂浇筑连续梁 (刚构) 施工任务的子公司要成立相应的首件工程评估小组,负责首件工程评估工作的具体策划及项目实施过程中的督促检查。
二、首件工程原则上为建设单位指定的悬臂浇筑连续梁 (刚构) 工点,当建设单位未指定或已经指定其他施工单位悬臂浇筑连续梁 (刚构) 工点为首件工程时,由公司项目经理部 (指挥部) 根据全线最先开始施工且具有代表性的原则选取指定一处悬臂浇筑连续梁 (刚构) 工点作为公司在该线的首件工程,报经公司同意后组织开展首件工程评估申报的各项准备工作。
三、悬臂浇筑连续梁 (刚构) 首件工程评估实施的工作流程和主要内容1. 连续梁 (刚构) 0#段正式施工 (支架、托架) 前三个月,按公司有关技术管理文件的规定,报送连续梁 (刚构) 的实施性施工组织设计、上部结构专项施工技术方案,经公司和相关单位审批后组织实施。
2. 首件工程专项作业指导书应按照《铁路建设项目施工作业指导书编制暂行办法》(建建〔2009〕107 号) 规定的格式和内容进行编写。
专项作业指导书应就 0#段、边跨现浇段支架或托架搭设拆除工序,0#段、边跨现浇段支架或托架预压工序,临时支墩或支座安装工序、永久支座安装工序,模板加工和安装工序,钢筋加工和安装工序,预应力管道和预埋件加工安装工序,挂篮加工、安装、加载试验、走行、拆除工序,0#段混凝土制备、运输、浇筑工序,悬浇段混凝土制备、运输、浇筑工序,边跨及中跨合龙段劲性骨架、临时预应力束张拉工序,边跨及中跨合龙段混凝土制备、运输、浇筑工序,预应力筋穿束、张拉、压浆、封锚等工序分别进行编写。
中国雄安集团首件验收管理规定

中国雄安集团有限公司建设项目工程首件验收管理规定(试行)第一章总则第一条为加强集团建设项目工程质量管理,强化质量检查程序,规范作业人员的质量意识和行为,确保工程施工质量管理有章、有序、有效地实施,创造建设工程“雄安质量”,特制订本规定。
第二条首件验收是指施工单位、监理单位、勘察单位、设计单位、建设单位,共同对同一工艺首次施工的不同分项工程或工序,进行的检查验收。
验收合格后,为后续同类工程提供样板。
第三条首件验收规定的指导原则是对工程质量管理程序的进一步完善和加强,以首件样本的标准在分项工程每一个检验批的施工过程中得以推广,认真落实质量控制程序,实现工序检查和中间验收标准化,统一工作程序和操作规范,从而带动工程整体质量水平的提高。
第四条本规定适用于集团公司及二级公司负责投资或管理的建设工程项目。
第二章首件验收小组组成及职责第五条首件验收小组成员主要为参建五方人员(如项目含全过程咨询单位也应参加),必要时可聘请专家。
对于使用四新技术的首件工程需邀请集体质量安全部、规划建设统筹部参加验收。
首件验收由监理单位总监理工程师或总监理工程师代表主持。
小组人员主要包括:施工单位项目经理或项目总工、专业技术负责人、质检工程师;监理单位总监理工程师、专业监理工程师;设计单位专业负责人;勘察单位专业负责人;全过程咨询单位项目负责人(如有);建设单位项目负责人、安质部人员等。
其中,地基处理、基底验槽等涉及地质勘查专业的分项需勘察单位专业负责人参加,其余分项可不参加。
第六条施工单位首件验收小组人员职责质检工程师:自检首件产品或分项工程是否达到规范要求,实施过程质量控制,贯彻执行质量体系及程序文件、管理规定,整理内业资料;自检合格后向专业监理工程师报检;验收过程中配合各项工作。
专业技术负责人:首件产品或分项工程实施前进行技术交底,现场进行技术指导,贯彻执行各项技术标准及规范,实行过程控制;验收过程中配合各项工作。
项目经理/项目总工:组织编制首件施工方案,确定总体及各分项工程工艺流程,负责质量管理工作,贯彻执行质量体系及程序文件,确定每项首件验收时间并参加五方验收,积极与其他参建各方沟通。
关键过程质量检验记录

2
焊接质量
检查
1、漏焊、焊穿、虚焊、裂纹、夹渣等焊接缺陷不得多于3处。
2、测量转盘支架与吊耳接触处、各板簧支架与车架的焊角高度必须达到8mm。
3、贯穿横梁在贯穿处,其上下翼板与纵梁接触处不得施焊。
3
主要尺寸参数检查
1、车架长度12990±10
2、车架宽度2490±4
油漆表面不同颜色的油漆边界宽度不超过2毫米。
2
厚度
底漆层15~25微米
面漆层30~40微米
漆层总厚度45~60微米
结论:
作业负责人
质检员
检验日期
工序名称
行走机构安装
序号
检验内容
技术要求
检验结果
备注
1
外观检查
四轮胎牌号相同,花纹一致
左、右气室推杆自由行程差不大于2mm。
车轮转动灵活,无松旷,无擦碰,无异响。目测不得有明显的偏摆现象。
关键过程质量检验记录
车辆制造有限公司
质检部
关键过程质量检验记录
编号:TD/JL03-8.1-03 序号:01
产品型号
TDZ9401
流转单号
作业负责人
质检员
检验日期
工序名称
纵梁焊接
序号
检验内容
技术要求
检验结果
备注
1
外观检查
1、焊缝应平整均匀
2、焊渣清除干净,尖角及焊缝不平整处应打磨,遗漏处不得多于1处。
产品型号
TDZ9401
流转单号
作业负责人
质检员
检验日期
工序名称
喷漆
序号
检验内容
技术要求
检验结果
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺钉装配
目视
外观□
焊锡/渣
目视/显微镜
孔毛刺目视/显ຫໍສະໝຸດ 镜边毛刺目视/显微镜
划伤
目视/显微镜
元件方向
目视/显微镜
缺料
目视/显微镜
分层
目视/显微镜
变形
目视/显微镜
表面清洁度
目视/显微镜
总装□
信号线焊接
目视
导线焊接
目视
结构件组装
目视
其它□
□作业文件
□作业人员
□设备能力
综合判定
□合格???(开始量产);
□不合格??□重新调整工艺和设备??□停止生产,开《产品质量异常报告处理单》
备注:检验时发现有一项不合格则判首件确认不合格;(合格用“OK”表示,不合格用“NG”表示)
生产现场确认:???????????????????????????????????????????????????????????????签名:
首件检验记录表
检验日期: 年 月 日
产品图号
产品名称
数量
1
检验依据
□设计图纸 □标准样件 □制程检验标准 □产品标准 □其它
检验时机
□开机首检 □批量生产之前 □修模首件 □转产首件 □生产参数变更
检查项目
检查标准
检查方式
检查结果描述
判定
尺寸
设计图纸要求
游标卡尺
电装□
SMT贴片
目视/显微镜
手工焊接
目视/显微镜