无损检测工艺卡编写指南
无损检测工艺规程的编制
无损检测工艺规程的编制2012年3月第一节一般知识一、概念无损检测工艺规程由通用工艺规程和工艺卡两部分组成。
1、通用工艺规程通用工艺规程又称检验规程、工艺程序,是指本单位对结构件、承压设备和其他产品,在制造、安装、在役检验等方面对产品质量检测时,需要进行无损检测的通用的技术规定或规则,是原则性的指导文件,同时应符合有关标准、规程、法规的要求,并满足顾客的要求;针对某一类产品的特点进行编制,提出共有的规定,以便于统一实施;以文字说明为主,图表为辅,具有一定的覆盖性和通用性。
2、工艺卡工艺卡是根据通用工艺的规定和要求及有关标准和合同委托要求,针对某一具体产品、工件编制的专用工艺卡,要求检测工艺参数具体,检测方法和程序明确,以图表为主,适当辅以文字说明,在专用工艺卡的各项参数均要有具体数值,操作者可以直接运用这些数据操作。
二、编制依据和原则1、依据(1)依据现行执行的标准和法规。
如:¾《xx入级规范》、《xx建造规则》、《固容规》等等;¾CB/T3558、CB/T3559、GB/T3323、JB/T4730等等;¾国家颁布的相关文件。
(2)依据顾客的要求,即依据本单位顾客的具体情况,进行调查分析,对大多数顾客的要求进行明确的解答,提出处理意见。
(3)依据本单位技术水平,仪器装备情况,编制的工艺规程应做得到,切实可行。
2、原则(1)遵照国家现行执行的标准和法规的要求,在检测工艺上可以比国家或行业现行执行的标准、法规更细,更具体,要求更高。
在质量验收时应同时满足顾客要求和国家或行业现行执行的标准、法规。
(2)应根据本单位无损检测人员技术水平,检测能力应针对本单位或委托方产品特点,作到简明扼要,提出切实可行的工艺措施。
如现场检测,只编入需要的内容。
(3)工艺规程中每一个步骤都要写清楚做什么、由谁去做、采用什么设备和辅助器材、什么时机做、按什么标准做等,并明确对工作人员和责任人员的资质要求。
射线检测工艺卡的编制与优化
5.底片质量指标(包括:像质计型号与像 质计识别丝号、底片黑度);
6.胶片暗室处理参数(包括:显影/定影液 配方与温度、显影/定影时间等);
7.散射线的屏蔽处理、安全防护措施等。
在进行工艺卡编制时,要仔细审题,理解 题目的要求(考点),充分利用题目所给 出的条件与参数。
进行射线检测工艺卡编制时,应以控制 影响射线照相灵敏度的因素(即影响对比 度、不清晰度、颗粒度的因素)为主线, 针对受检工件的结构特点(包括规格、材 质、形状等)与客观条件(题目给出的检 测设备与器材、环境条件、对检测的特殊 要求等),分析可能产生的危害性缺陷, 综合考虑、选择适当的透照方式(工件、 设备、器材对缺陷检出率的影响)、几何 参数、曝光参数及散射线屏蔽、安全防护 等技术措施。
9、曝光量(曝光时间)确定:F=700mm时 ,曝光量不小于15mA·min。由所选用射线 机的曝光曲线图查得相应透照厚度、基准 焦距、射线能量(kV)所对应的基准曝光 量(曝光时间),并根据平方反比定律, 利用曝光因子(或)按实际使用焦距换算 成相应的曝光时间。
X射线照相曝光因子 i1·t1/F12= i2·t2/F22 γ射线照相曝光因子 A1·t1/F12= A2·t2/F22 10、定位(搭接)标记的摆放:应按照JB/T 4730.2-2005附录G的规定。
工艺卡中主要涉及的工艺参数有:
1.工件的检测比例与验收等级;
2.透照方式(射线源-工件-胶片-定位标记 的布置);
3.几何参数(包括:透照厚度、透照焦距 、透照次数、一次透照长度、搭接长度等 );
4.曝光参数(包括:射线源种类或探伤机 型号、胶片型号与增感屏规格、射线能量 (管电压kV)、曝光量与曝光时间);
若采用γ射线透照,且工件材质具有裂纹倾 向,按JB/T 4730.1-2005第4.2.4条和JB/T 4730.2-2005第3.5条的规定,选用T2类胶 片(如Agfa-D4型胶片)和前、后屏厚度均 为0.1mm的铅箔增感屏。(常见胶片类别 的划分:①T1类:Koda R、SR;Agfa-D2 、D3等;②T2类:Koda M、T;Agfa-D4 、D5;Fuji 50、80;天津V等;③T3类: Koda A A 、B;Agfa-D7、D8;Fuji 100; 天津Ⅲ等;)详见《指南》24页。
射线工艺卡编制
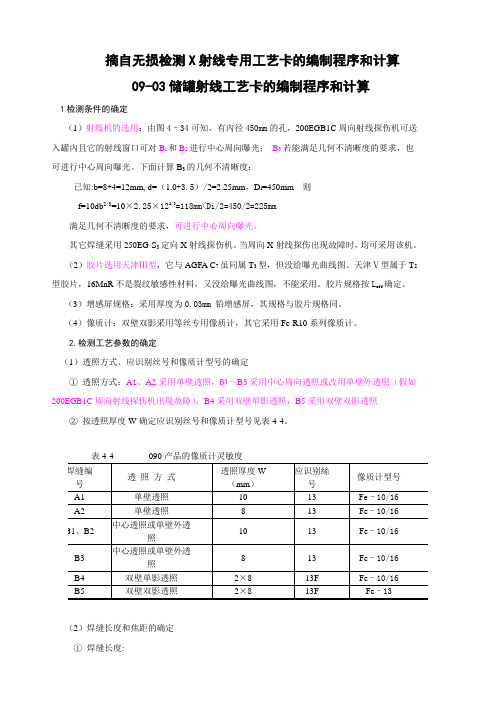
摘自无损检测X射线专用工艺卡的编制程序和计算09-03储罐射线工艺卡的编制程序和计算1检测条件的确定(1)射线机的选用:由图4–34可知,有內径450mm的孔,200EGB1C周向射线探伤机可送入罐內且它的射线窗口可对B1和B2进行中心周向曝光;B3若能满足几何不清晰度的要求,也可进行中心周向曝光。
下面计算B3的几何不清晰度:已知:b=8+4=12mm, d=(1.0+3.5)/2=2.25mm,D i=450mm 则f=10db2/3=10×2.25×122/3=118mm<Di/2=450/2=225mm满足几何不清晰度的要求,可进行中心周向曝光。
其它焊缝采用250EG-S3定向X射线探伤机。
当周向X射线探伤出现故障时,均可采用该机。
(2)胶片选用天津Ⅲ型,它与AGFA C7虽同属T3型,但没给曝光曲线图。
天津Ⅴ型属于T2型胶片,16MnR不是裂纹敏感性材料,又没给曝光曲线图,不能采用。
胶片规格按L eff确定。
(3)增感屏规格:采用厚度为0.03mm 铅增感屏,其规格与胶片规格同。
(4)像质计:双壁双影采用等丝专用像质计,其它采用Fe-R10系列像质计。
2.检测工艺参数的确定(1)透照方式、应识别丝号和像质计型号的确定①透照方式:A1、A2采用单壁透照,B1~B3采用中心周向透照或改用单壁外透照(假如200EGB1C周向射线探伤机出现故障),B4采用双壁单影透照,B5采用双壁双影透照②按透照厚度W确定应识别丝号和像质计型号见表4-4。
(2)焊缝长度和焦距的确定①焊缝长度:A1为L=1800mm A2为L=280mmB1和B2总长为L=2(1200+20)π=2×3832.7(mm)B3为L=(450+16)π=1464 (mm)B4为L=273π=857.7 (mm)B5为L=89π=279.6mm②确定焦距由给定的曝光曲线图,再考虑到k值对一次透照长度的影响及工件结构原因,用定向探伤机各条焊缝焦距均采用600mm。
无损检测工艺规程和操作指导书工艺卡编制原则和技巧
无损检测工艺规程和操作指导书(工艺卡)编制原则和技巧无损检测工艺规程和操作指导书编制和范例讲解1.无损检测工艺规程1.1 根据NB/T47013.1-2015中4.3.2的要求,无损检测工艺规程是检测单位根据自身的实际情况、工作范围、人员设备能力等,在国家和行业标准允许的框架内选取、细化成自身可执行的要求,用以指导检测单位自身无损检测工作,在某种检测方法或某类产品范围内通用的程序文件。
是标准没有具体规定而又是本单位通用和共性的统一规定,也是各检测单位检测能力的反应。
1.2要点(1)涵盖本单位的检测范围,是通用性技术要求、原则性指导文件;(2)根据检测单位的特点和能力编写,是对现行标准规范的补充;(3)内容不能照搬照抄外单位的文件,必须有本单位的特色;(4)跟具体的工程项目没有必要的关联,是检测单位自身检测能力的体现;(5)由检测单位Ⅲ级专业人员编制,检测责任师审核,单位技术负责人批准;(6)工艺规程的编制应按NB/T47013.1~47013.13的规定明确其相关因素的具体范围或要求,如相关因素的变化超出规定时,应重新编制或修订。
(7)相应检测标准变更、采用新的检测工艺时,应对工艺规程进行修订,重新审批发布。
(如果来不及修订工艺规程时,所编制的操作指导书应由检测单位技术负责人批准)。
1.3编制原则(1)遵照国家现行标准和法规的要求,在检测工艺上可以比现行标准、法规更细,更具体,要求更高;(2)应根据本单位无损检测人员技术水平、检测能力,做到简明扼要,提出切实可行的工艺措施;(3)应采用本单位一些行之有效的做法,应有自己的特色;(4)工艺规程中每一步骤都要写清楚做什么、由谁去做、采用什么设备和辅助器材、什么时机做、按什么标准做;(5)采用非标准检测工艺(如非标准温度范围内的渗透检测、探头移动区不符合要求的超声波检测、焦距不符合要求的射线检测等)时,应对该检测工艺进行验证;(6)明确对操作人员和责任人员的职责和要求;(7)要融入其他施工质量验收规范中有关无损检测方面的内容(如SH/T3543-2007 石油化工建设工程项目施工过程技术文件规定 4.7条的要求:无损检测单位应按SH/T3503的规定提交无损检测报告。
工艺及工艺卡编制
承压设备焊接接头射线透照工艺及工艺卡编制一、焊接接头射线透照工艺1、承压设备焊接接头射线检测的特点:1)、承压设备射线检测采用JB/T4730(NB/T74013)标准,标准规定,射线检测只用于承压设备熔化焊对接接头,而不用于角接和T型接头的检测,角接和T型接头采用超声检测。
因而透照工艺相对比较简单。
2)、承压设备对接接头厚度范围大(2-400mm),因此采用的设备包括普通X射线机、γ射线源和高能X射线机。
3)、承压设备检测包括制造、安装和在用检测,检测环境条件不同,检测目标不同,采用的检测方法和技术也不尽相同。
4)、承压设备用材包括普通碳钢、低合金钢、奥氏体不锈钢、镍及镍基合金、铜及铜合金、铝及铝合金、钛及钛合金等,材料种类多样,其焊接性差异较大,使用工况复杂,发生缺陷的机率和缺陷种类多,射线检测应针对具体情况采用不同方法技术,许多情况下还需采用多种无损检测组合检测。
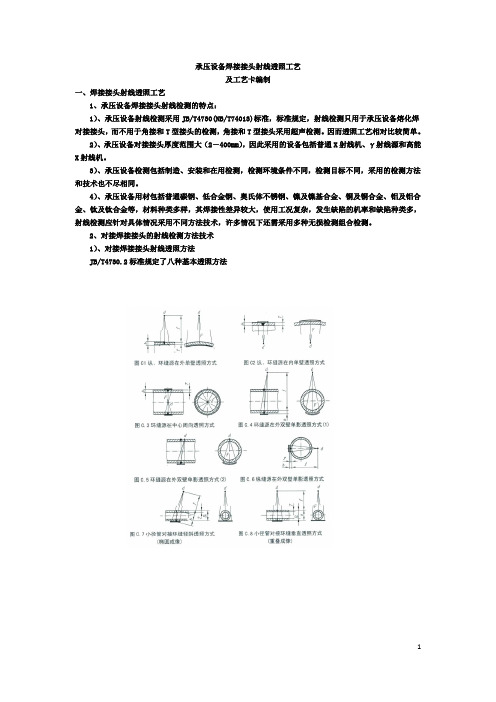
2、对接焊接接头的射线检测方法技术1)、对接焊接接头射线透照方法JB/T4730.2标准规定了八种基本透照方法⑴、各种透照方法的优劣从提高射线照相灵敏度、减小透照厚度比和横向裂纹检出角以及保证一次透照长度的角度考虑,单壁透照法优于双壁透照法,双壁单影法优于双壁双影法,内透法优于外透法,中心法又优于偏心法。
⑵、方法选择原则在可以实施的情况下应选用单壁透照方式,在单壁透照不能实施时才允许采用双壁透照方式。
a、可能需采用双壁透照的场合:·小径管(D0≦100mm)环向对接接头透照;·管道安装不能使用管道爬行器的场合,管道定期检测;·锅炉压力容器制造时最后一道环向对接接头(无人孔进入);·锅炉压力容器定期检验无人孔或不能开罐的设备。
B 、环向对接接头在有周向曝光设备且检测条件允许的情况下应尽量采用中心曝光法。
2)、透照方向:除双壁双影倾斜透照和双壁单影透照外一般应使射线束垂直指向透照中心,需要时也可选用有利于发现缺陷的方向透照。
MT工艺
验收等级-验收标准也叫验评标准中规定验收等级, 而方法标准中一般不规定验收等级。如压力容器 安全技术监察规程,GB150 f) 检测程序;
g) 检测部位示意图; h) 编制(级别)和审核(级别)人 ;(编制(Ⅱ 或Ⅲ)审核(Ⅱ或Ⅲ)
三、工艺卡类型
工艺卡一般有两种格式,一种是:特种设备磁粉检测
11)光纤及检测环境: 使用荧光磁粉时,暗区的“环境光照度应小于20lx”,“黑光
辐照度应不小于1000μ W/cm2”。使用非荧光磁粉检测时, “可见光照度应大于或等于1000lx”;当现场采用便携式设备 检测时,由于条件所限制无法满足要求,可见光照度可适当降 低,但“不得低于500 lx”。 12)缺陷磁痕记录方式: 用“照相”、“贴印”、“录像”或“临摹草图”等任意一种。 13)磁化方法: 根据工件尺寸、结构、外形和欲发现缺陷的方向,选择“磁轭 法”、“交叉磁轭法”、“轴向通电法”、“触头法”、“线 圈法”、“中心导体法”等方法中的一种或几种的组合来进行 检测。
因线圈法又有低、中、高填充因素的三种公式,故计算填充因
素。S1/S2=(D1/D2)2= ( 500 / 48 )2= 10.422=108.5> 10。 因而属于低填充因素。但低填充因素又分偏心放置和中心放置。 这两种放置没有硬性规定,均可,但一般优先选用偏心,因为 磁场强度大,所需磁化电流小。 先看偏心放置: 偏心放置公式:首先计算 L/D=310/48= 6.46> 2,可直接采用 公式 45000 I
举例1
对在用高压压力容器设备法兰螺栓进行疲劳裂纹磁粉检测,
螺栓材质为35CrMoA,规格M48×310,按JB4730-2005 标准Ⅰ级验收,请自行选定最佳磁化方法、磁粉探伤设备 和器材后,制定螺栓磁粉探伤工艺卡(可选用的设备和器 材有:CYE—1A磁轭式磁粉探伤仪、CDE—ⅡE旋转磁场 磁粉探伤仪、CY—1000触点式磁粉探伤仪、CEW12000 固定式磁粉探伤仪、线圈(长500mm,10匝,内径 500mm)、黑光灯、A型、C型试片、磁粉、载液等)。
工艺卡及报告编制说明
编号: 共页第页产品名称制造编号产品类别规格mm 材质焊接方法设备型号设备编号焦点尺寸X mm胶片牌号胶片规格mm增感屏前Pb mm 后Pb mm显影液配方显影时间 min显影温度20℃底片黑度 2.0-4.0检测时机焊后,外观检查合格检测规程Q/XHGY01-2008 检测标准照相技术级别AB 验收等级焊缝编号焊缝长度(mm)检测比例﹪透照厚度W(mm)透照方式焦距f(mm)一次透照长度(mm)透照张数N像质计型号丝号□电压KV□活度Ci曝光时间min透照方式透照布置示意图:技术要求及说明1、像质计摆放要求:2、散射线屏蔽:3、标记摆放:4、本工艺卡未规定事项,按射线检测规程Q/XHGY01-2008执行。
编制(资格): RT-Ⅱ日期:年月日审核(资格): RT-Ⅱ日期:年月日编号: 共页第页工程名称工程编号管线名称检测部位材质管线编号设备型号设备编号焊接方法胶片牌号胶片规格mm 焦点尺寸 X mm显影液配方显影时间 min增感屏前Pb mm 后Pb mm显影温度20℃底片黑度 2.0-4.0检测时机焊后,外观检查合格检测规程Q/XHGY/Z/01-2008 检测标准照相技术级别AB 验收等级规格mm 焊缝长度(mm)检测比例﹪透照厚度mm透照方式焦距f(mm)一次透照长度(mm)透照张数N像质计型号丝号□电压KV□活度Ci曝光时间min透照方式技术要求及说明1、像质计摆放要求:2、散射线屏蔽:3、标记摆放:4、本工艺卡未规定事项,按压力管道射线检测工艺规程Q/XHGY/Z/01-2008执行。
编制(资格): RT-Ⅱ日期:年月日审核(资格): RT-Ⅱ日期:年月日C15-05 超声检测工艺卡编号: 共页第页C15-06 磁粉检测工艺卡编号: 共页第页C15-07 渗透检测工艺卡编号: 共页第页检测报告与工艺卡填写方法与说明JB/T4730-2005与原版本差别较大,为改变过去的习惯,现就有关内容和说明整理如下,望各检测站遵照填写:一、射线检测:1、检测标准:JB/T4730.2-2005或按委托单填写;2、检测部位:焊缝及热影响区;3、检测时机:焊后,外观检查合格(一般情况);焊后24小时,外观检查合格(有延迟裂纹倾向材料《容规》);焊后36小时,外观检查合格(《球罐》);4、技术级别:AB5、设备型号:TS-1A(ΥIr射线机)/XXG-3005,XXG2505,300EGS2(X射线机);6、设备编号:5408-xxxx(ΥIr射线机)/ 5401-xxxx(X射线机),编号按实际填写;7、胶片型号:AGFA-C78、增感屏:前后Pb0.1mm(Υ射线), 前后Pb0.03mm(X射线机);9、像质计型号:Fe1-7/ Fe6-12/Fe10-16;10、像质计丝号:按标准填写;11、黑度范围:2.0-4.0;小径管(X射线)1.5-4.0;12、透照厚度:填公称厚度,不加余高;13、透照方式:A单壁透照,B环缝外透,C偏心内透,D中心周向,E双壁单影,F双壁双影 G垂直透照,重叠成像;(G应用于小径管3次透照工艺)14、检测比例:设备类填写实际计算比例;管道填写100%;特殊情况应符合验收规范;15、一次透照长度:按实际计算(一般);双壁单影法填50%;1、检测标准:JB/T4730.3-2005或按委托单填写;2、检测部位:勾选;3、检测时机:焊后,外观检查合格(一般情况);焊后24小时,外观检查合格(有延迟裂纹倾向材料《容规》);焊后36小时,外观检查合格(《球罐》);4、技术等级:B5、设备型号:PXUT-240B(数字)/CTS-26(模拟);6、设备编号:5402-xxxx,编号按实际填写;7、表面制备:探头移动区域打磨光滑;8、表面补偿:4 dB;9、试块:CSK-ⅠA,CSK-ⅢA;10、检测灵敏度:不低于评定线灵敏度(例:T=8mm 的检测灵敏度Φ1X6-12dB);11、耦合方式:接触法;12、扫描调节:水平1:1;垂直1:1;声程1:1;13、扫查方式:锯齿形;14、DAC曲线绘制:按标准填写;15、检测面:单面双侧或双面单侧;16、扫查速度:<150mm/s;17、覆盖率:>15%;18、耦合方式:直接接触法;19、探头移动区:1.25P,P=2KT 填写计算数值。
无损检测专用工艺
从统计资料中可以反映出总的工作量和消 耗量。个人工作量和消耗量,以此作为工 作考核的主要依据。
射线检测工艺的管理
从统计资料上应能分析出产生废片的原 因和提高质量减少废片的途径,以作为降 低成本,提高成片率的依据。
统计工作还应包括焊工的焊接一次合格 率和焊接质量的统计。作为分析焊接返修 的原因和提高焊接质量途径的依据之一。
无损检测专用工艺
山东省特种设备检验研究院 淄博分院 刘铁民
2008年10月23日
无损检测专用工艺
无损检测专用工艺是具体产品 检测的作业指导性文件,一般用 表、卡形式展现,故称无损检测 工艺卡。现介绍无损检测工艺卡 的编制、检测工艺卡的格式及填 写说明摘要。
无损检测专用工艺
1 无损检测工艺卡的编制及注意事项 1.1工艺卡与工艺规程的关系 无损检测通用的技术规则在工艺规程中已 明确阐述,但对某一具体受检产品,以X 射线检测为例.X射线机的型号、透照方 式、胶片牌号规格、增感屏厚度、像质计 型号、焦距、一次透照长度、拍照次数、 管电压、管电流、曝光时间等具体参数, 采用文字和图表的形式填在一张卡上,这 便是该检测方法对该工件检测的工艺卡。
射线检测工艺的管理
9.2.4 新技术、新工艺的试验,工艺的 评定工作 随着无损检测技术的发展,各种无损检 测新技术、新工艺不断出现。新技术、新 工艺能否在日常的无损检测工作中应用, 成为一种规定的工艺方法,应该有一定的 工艺评定或鉴定的程序,以保证新技术、 新工艺检测结果的可靠性。
射线检测工艺的管理
射线检测工艺的管理
9.2.1 工艺规程和工艺卡的编制,审核和 批准
编制工艺的目的,是为了保证无损检测 结果的一致性和可靠性。所谓射线检测工 艺实际上就是对射线检测的方法和要求作 出一个统一的规定,以符合有关规范、规 程,标准的要求,保证射线检测结果的一 致性和可靠性。
无损检测作业指导书
受控状态:编号QHZYZD-2011无损检测作业指导书编制单位: 青岛无损编制:年月日审核:年月日年月日年月日批准:年月日版次:第一版目录总则-----------------------------------------------------------------------------------------3 射线检测工艺-----------------------------------------------------------------------------7 超声波检测工艺-------------------------------------------------------------------------17 1超声波检测工艺流程图--------------------------------------------------------------17 2钢板超声波检测复验-----------------------------------------------------------------18 3对接焊缝超声波检测-----------------------------------------------------------------22 4管座角焊缝超声波检测--------------------------------------------------------------27 5T型角焊缝超声波检测---------------------------------------------------------------30 6管道对接焊缝超声波检测-----------------------------------------------------------33 7锻件超声波检测-----------------------------------------------------------------------378 无缝钢管超声波检测----------------------------------------------------------------399 超声波测定厚度----------------------------------------------------------------------41 磁粉检测工艺----------------------------------------------------------------------------45 渗透检测工艺----------------------------------------------------------------------------50 用于非标准温度的检测方法----------------------------------------------------------56 热处理作业指导-------------------------------------------------------------------------59 光谱作业指导书-------------------------------------------------------------------------64总则1主体内容与适用范围1.1本指导书适用于我公司所开展的锅炉、压力容器、压力管道和石化工程的射线检测、超声波检测、磁粉检测、渗透检测和超声波测厚。
121110无损检测工艺卡
钢板超声波检验工艺卡编号:ZJ/ZC-15-739-01钢板规格(厚×宽)(㎜)钢管规格(㎜)材质检验标准日期9.5*2515 Ф813*9.5 L290MB SY/T6423.5 B2 E2级2012.12.18主要工艺参数灵敏度对比试块耦合剂Φ6/100%波高,补偿6dB Φ6 mm平底孔水类别设备型号探头规格探伤速度手动PXUT-350K 5P F5 Ф30 ≤150mm/s自动HSD-24 5P F5 Ф30 3m/min要求:1、仪器灵敏度调校频次:每4h用标样校验灵敏度一次,交接班时也应校验,并做好调校记录。
2、采用人工方式移动对比试块或探头,移动速度不小于正常检测速度调节设定灵敏度,使每个探头能检测出对比试块上的人工缺陷,且能触发报警系统。
3、检测扫查方式:超声波检查系统应采用平行带扫描方式进行检查,扫描至少应能覆盖表面的10%,钢板侧边25mm、板头150mm范围内必须100%进行手工超声波分层检查。
4、探头布置:钢板两侧边各布置2只探头,其余探头横向间距150mm,用于板头、板尾和钢板中部扫查。
5、手动超声波钢板探伤对自动钢板探伤显示可疑区域进行复查。
6、验收标准:1)未产生触发或报警的钢板判为合格。
产生触发或报警的钢板,则认为该钢板可疑,对钢板可疑区域应用手动超声波进行复查。
2)钢板端头及纵侧边上不允许存在分层。
钢板端部及纵侧边25mm范围内的分层均视为缺陷,有这种缺陷的钢板应切除,直到除去这种分层为止。
其它部位上的允许分层的限值为:任何方向不允许存在长度超过50mm的分层;长度在30mm~50mm的分层相互间距应大于500mm;长度小于30mm、相互间距小于板厚的若干小分层构成连串性分层,该连串性分层中的所有小分层长度总和不得大于80mm。
7、未叙及部分按SY/T6423.5 执行。
8、自动探探头分布:注:此批钢管管号为:ZJ-739-01-**编制:审核:批准:水压前超声波检验工艺卡编号:ZJ/ZC-15-739-02钢管规格(㎜)材质检验标准日期Ф813*9.5 L290MB SY/T6423.3 2012.12.18主要工艺参数检测时机灵敏度(%)对比标样探头规格耦合剂正常焊缝Φ1.6/100%波高,补偿6dB Φ1.6竖通孔 2.5P8×12K2.5 化学浆糊设备型号探头移动区域校验/探伤速度PXUT-350直射波一次反射波≤150mm/s 0~1.5KT(0-36)1.5KT~2.5KT(36-59)要求:1、仪器灵敏度调校频次:每工作班内每4小时校验灵敏度一次,交接班时也应校验,并做好调校记录。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢构作业指导书无损检测工艺卡编写指南文件编号:版本号:编制:批准:生效日期:无损检测工艺卡编写指南1.通用部分2.每张工艺卡至少应包括以下内容:3.委托编号、工艺卡编号、工程名称、工件名称、工件特征、技术要求、探伤器材、操作工艺、示意图、人员签署等。
4.编写时机:检测工程师接收派工到现场勘查后,检测实施前。
5.编写依据:检测合同、设计图纸或产品技术要求、相关规范或产品技术条件、检测方案、委托单、各种检测方法标准、相关无损检测作业指导书、仪器操作规程等。
6.委托编号:检测工程师接收派工后,办公系统中将会自动生成一个派工编号,该派工编号即为委托编号,例如PG201400001。
7.工艺卡编号:由委托编号+后缀,后缀表示方法为探伤方法(UT/RT/MT/PT)+序列号(01),例如PG201400001UT01。
8.工程名称:以委托单为依据,填写委托单中的工程名称,例如XXX钢结构工程。
9.工件名称:以委托单为依据,填写委托单中的工件名称,例如钢柱或钢梁。
10.检测部位:以委托单为依据,填写委托单中的检测部位,一般为工件名称+零件名称与零件名称连接焊缝,例如钢柱翼板与腹板连接焊缝。
11.母材材质:以委托单为依据,填写委托单中的母材材质,例如Q235A或Q345B等。
12.接头类型:以设计图纸、现场勘查为依据,主要有对接、T接、角接、搭接、十字接头、管座角接等。
13.母材厚度:以设计图纸、现场勘查为依据,是指母材的公称厚度,而非实测厚度,单位为mm,当检测部位为不等厚焊接时,按“薄板/厚板”填写,T型接头按“腹板/翼板”填写。
14.坡口型式:以设计图纸、现场勘查为依据,主要有I型、V型、单边V型、X型、K型、U型等。
2、焊接方法:以现场勘查为依据,主要有焊条电弧焊、气体保护焊、埋弧焊、氩弧焊等。
3、焊缝宽度(焊角):以现场勘查为依据,单位为mm。
4、检测标准:是指检测方法标准,当设计文件或产品技术条件中有明确要求时应以此为准;当设计文件或产品技术条件无要求时,以所采用的规范中规定检测方法或引用的检测标准为准;当设计文件或产品技术条件及所采用的规范均无要求时,应与委托方进行协商采用何种检测标准,经委托方同意后写入委托单中由委托方经办人确认。
例如GB/T11345-2013、GB/T3323-2005、JB/T6061-2007、JB/T6062-2007等。
5、抽样方法:当设计文件或产品技术条件中有明确要求时应以此为准;当设计文件或产品技术条件无要求时,以所采用的规范中规定的为准;当设计文件或产品技术条件及所采用的规范均无要求时,应与委托方进行协商,经委托方同意后写入委托单中由委托方经办人确认。
例如:按构件数量抽查50%,按焊缝条数抽查20%,按每条焊缝长度抽查10%等。
6、检验等级/合格级别:是指某种检测方法标准中所规定的检验等级和合格级别,当设计文件或产品技术条件中有明确要求时应以此为准;当设计文件或产品技术条件无要求时,以所采用的规范中规定的为准;当设计文件或产品技术条件及所采用的规范均无要求时,应与委托方进行协商,经委托方同意后写入委托单中由委托方经办人确认。
检验等级/合格级别的确定必须以检测标准确定为基础。
例如C-I级、B-II级等。
7、检测时机:当设计文件或产品技术条件中有明确要求时应以此为准;当设计文件或产品技术条件无要求时,以所采用的规范中规定的为准;当设计文件或产品技术条件及所采用的规范均无要求时,以所采用的检测方法标准中规定的为准;当设计文件或产品技术条件、所采用的规范及检测方法标准均无要求时,应与委托方进行协商,经委托方同意后写入委托单中由委托方经办人确认。
例如外观检查合格后、焊后24小时、焊后48小时、热处理后等。
8、检验评定范围:是指发现缺陷后,所有被发现的缺陷都应参与质量评定的一定范围。
当设计文件或产品技术条件中有明确要求时应以此为准,当设计文件或产品技术条件无要求时,以所采用的规范中规定的为准;当设计文件或产品技术条件及所采用的规范均无要求时,以所采用的检测方法标准中规定的为准;当设计文件或产品技术条件、所采用的规范及检测方法标准均无要求时,应与委托方进行协商,经委托方同意后写入委托单中由委托方经办人确认。
例如焊缝本身、焊缝本身及两侧10mm等。
9、示意图:表达清楚检测部位与检测器材的相对位置,以及检测器材的运动方向、间距等。
10、评级方法:是指发现缺陷后,根缺陷的类型、性质、形状、尺寸、数量、密集程度、位置等信息对检测部位进行质量评定的准则。
当设计文件或产品技术条件无要求时,以所采用的规范中规定的为准;当设计文件或产品技术条件及所采用的规范均无要求时,以所采用的检测方法标准中规定的为准;当设计文件或产品技术条件、所采用的规范及检测方法标准均无要求时,应与委托方进行协商,经委托方同意后写入委托单中由委托方经办人确认。
11、人员签署:编制由实际编制人员签署,审核必须由主任工程师签署或其他授权审核签字人。
签署日期在编写审核完成后,现场检测实施前。
二、超声波检测部分1、仪器型号:可选用公司已有的计量检定在有效期内的数字式超声波探伤仪,例如CTS-9006、HS600等型号。
2、 探头参数:填写探头标称参数,具体含义如下例如2.5 P 9×9 K 2.5 2.5表示探头频率为2.5MHz P 表示晶片材料为锆钛酸铅陶瓷9×9表示晶片尺寸形状为9mm ×9 mm 的正方形 K 表示探头类型为斜探头2.5表示斜探头的K 值(折射角的正切值)为2.5频率的选择:普通碳钢焊缝频率选择范围为2.5~5.0 MHz ,薄板探伤可选用5.0 MHz ,中厚板探伤可选用2.5MHz ;铸钢和奥氏体不锈钢焊缝频率选择范围为0.5~2.5 MHz ,具体的频率应通过试验确定,-波幅曲线间距应小于10dB晶片材料的选择:要求盲区较小的薄板探伤或要求分辨力较高的探伤应采用机械品质因子θm 较小的材料;高温环境探伤所选择材料的居里温度Tc 必须高于工件温度;一发一收的探头可分别选用压电应变常数d33和压电电压常数g33较大的材料,目前主要的几种压电材料性能参数如下:a sααα=+a 1c fα=3422s 34c Fd f d<c Fdf d c F d d>λαλλ⎧⎪=≈⎨⎪⎩晶片尺寸形状的选择:纵波探头一般为圆盘源,横波直探头一般为矩形源。
对工件厚度较大(T ≥20mm )(对盲区要求小),检验等级较高(灵敏度要求高)的探伤,探伤面接触好的,宜选择大晶片尺寸(如13*13)的探头;对薄板探伤(T <8mm )、小径管探伤、曲面探伤等宜采用小晶片尺寸(如6*6)的探头;对工件厚度探伤(8≤T <20mm )平板探伤,可选用中等晶片尺寸(如9*9)的探头。
理论依据:探头类型的选择:探头类型有单直探头(Z )、单斜探头(K 表示K 值)或(X 表示角度)、分割探头(双晶探头)FG 、水浸聚焦探头(SJ )等。
纵波单直探头可用钢板探伤(T >20mm )、T 型接头焊缝探伤(翼板>20mm )、锻件探伤、铸件探伤;横波单斜探头可用于碳钢焊缝检测、钢板横波检测、钢管横波检测、锻件横波检测;纵波单斜探头可用于奥氏体钢或铸钢件焊缝检测;双晶探头纵波探头可用于钢板探伤(T ≤20mm )、T 型接头焊缝探伤(翼板≤20mm );双晶探头横波探头可用于碳钢焊缝检测((T <5mm );水浸聚焦探头可用于钢板在线探伤或钢管水浸探伤。
斜探头K 值的选择:三个原则(使声束扫查到整个焊缝截面;使声束中心线尽量与主要危险性缺陷垂直;保证有足够探伤灵敏度。
) 一个公式 K ≥(a+b+l0)/T 单位:mm 式中 a ——对接上焊缝宽度的一半或角接上焊角; b ——对接下焊缝宽度的一半或角接下焊角;l0——探头的前沿长度;T——焊缝母材厚度;K——斜探头K值;单面焊时,b可忽略不计。
当焊缝热影响区大于探头的前沿长度时,l0应为焊缝热影响区数值。
3、K值偏差:按检测标准中的规定执行,如JG/T203-2007中4.4.2条规定折射角偏差不应超过±2°;JB4730.3中则对K值偏差无规定。
4、允许前沿:按检测标准中的规定执行,如JG/T203-2007中4.4.1条规定允许前沿按表1执行;GB11345-2013和JB4730.3均无规定。
试块:按检测标准中的规定执行,GB11345-2013规定测定探头前沿、K值、调节时基线比例采用CSK-IA,灵敏度调节用RB系列试块(RB1<8-25>、RB2<8-100>、RB3<8-150>);JG/T203-2007规定管节点探伤采用CSK-ICj校核灵敏度与时基线,板节点探伤采用CSK-IDj校核灵敏度与时基线。
耦合剂:建议焊缝探伤采用工业浆糊,在役机械产品,机加工零件可采用机油等润滑油。
探伤面处理范围:探伤面+处理范围,处理范围大于或等于探头移动区域。
探伤面处理工艺:无、砂轮修磨、机械加工、抛丸、喷砂、酸洗或涂装等,有条件应尽量采用砂轮修磨,涂装表面需要作对比试验。
时基线扫描比例:声程1:1、水平1:1或深度1:1。
薄板按水平调节、厚板按深度调节。
最大探测范围:采用斜入射直射法时大于或等于1倍板厚;采用斜入射一次反射法时大于或等于2倍板厚;采直探头检测T型接头时大于或等于翼板厚度加焊缝及热影响区宽度。
表面补偿:由于试块表面比工件表面更光滑,探头与试块表面的耦合效果比探头与工件表面的耦合效果要好。
因此对工件进行探测时与试块相比会有一定的声能损失,这就需要增加3~4dB用于补偿这部分声能损失。
也可按实测数据补偿。
灵敏度调节:按相关检测标准执行。
JG/T203-2007标准依据检验等级斜探头按下表执行,JG/T203-2007中DAC为φ3×20;GB 50661-2011标准斜探头按下表执行,贴角焊缝二级DAC为φ1×2;其余均为φ3×40。
定量线DAC-6dBDAC-14dBDAC-10dBDAC-10dBDAC-6dBDAC-4dB评定线DAC-14dBDAC-20dBDAC-16dBDAC-16dBDAC-12dBDAC-10dB JG/T203-2007标准直探头按下表执行。
GB 50661-2011标准直探头按下表执行。
灵敏度对接与角接组合一级判废线φ6定量线φ3评定线φ25、探头位置:根据扫查示意图中探头所在位置编号填写。
6、探伤面:根据现场结构、检测标准中规定的检验等级选择检测面,如双面双侧、单面单侧、单面双侧、腹板双面单侧、翼板外侧等7、探伤法:填写直射法或一次反射,双面双侧一般采用只用直射法。