首钢京唐1700冷轧镀锌机械设备简介
唐钢1700热轧线卷取机组能力
2018年第5期32唐钢1700热轧线卷取机组能力Power of Tanggang 1700 Hot Rolled Coil Unit供稿|吕耀强,张毅勃 / LV Yao-qiang, ZHANG Yi-boDOI: 10.3969/j.issn.1000–6826.2018.05.009作者单位:唐钢一钢轧厂,河北 唐山 063000唐钢第一条热轧线是连铸连轧生产线,由于生产的产品品种和规格不能满足需求,因此唐钢又建成了第二条1700热轧线以提升产品质量和拓展产品品种和规格,设计年产量300万t ,初期以供应下游冷轧厂冷轧原料为主,兼顾周边市场的普通中碳结构钢、低合金结构钢等。
随着市场的拓展和产品的开发,高强钢、高级别热轧汽车结构钢、薄规格等高附加值产品的生产逐步加强,生产强度逐渐达到了生产线设备能力的极限且成为生产高强度大断面厚规格产品的障碍。
1700热轧生产线产品定位:产品最大抗拉强度700 MPa ,卷取温度500~700℃。
由此参数可以看出设备能力已成为开发高强度大断面厚规格产品的瓶颈。
产品产品品种1700热轧生产线产品以冷轧原料为主,钢种除低碳钢、碳素结构钢、低合金钢、管线钢外还包括不锈钢(Cr 系)等。
产品规格普钢产品规格:厚度1.5~12.7mm ,宽度850~ 1550 mm ,钢卷内径φ759 mm ,钢卷外径φ1200~2025 mm ,最大卷重27 t 。
不锈钢产品规格:厚度2.5~6.0 mm ,宽度850~ 1550 mm ,钢卷内径φ759 mm ,钢卷外径φ1200~2025 mm ,最大卷重20 t 。
卷取机组能力分析根据热轧产品的卷取工艺,卷取机组的能力主要取决于夹送辊和卷取机主体设备,且这些设备的能力参数将决定产品的极限规格。
因此,依据1700热轧生产线的产品设计极限规格(表1)对卷取机组能力进行具体的计算和分析。
33产品拓展企业论坛Enterprise Forum表1产品设计极限规格夹送辊能力分析夹送辊组的作用主要是在夹送辊咬入带钢时克服带钢的弹塑性弯曲变形力矩,使带钢产生向下弯的弹塑性弯曲变形,以引导带钢通过导向板顺利地进入卷取机;另外,在F7精轧机抛钢后,使带钢在夹送辊与卷筒之间保持足够的卷取张力,确保卷取成功。
首钢京唐介绍
首钢京唐公司介绍首钢京唐钢铁联合有限责任公司钢铁厂项目是纳入国家“十一五”规划纲要的重点工程。
项目建设始终得到党中央、国务院的亲切关怀,得到了北京市、河北省和唐山市的大力支持,得到了社会各界的关心和帮助。
胡锦涛、吴邦国、温家宝、贾庆林、李长春、李克强、贺国强等党和国家领导人,相继到首钢京唐公司钢铁厂建设工地考察调研,对项目建设作出重要指示。
一、项目沿革2005年2月18日,国家发改委下发“发改工业〔2005〕273号《关于首钢实施搬迁、结构调整和环境治理方案的批复》”,批准首钢“按照循环经济的理念,结合首钢搬迁和唐山地区钢铁工业调整,在曹妃甸建设一个具有国际先进水平的钢铁联合企业”。
2005年10月9日,“首钢京唐钢铁联合有限责任公司”在唐山市注册成立。
2005年l0月22日,首钢京唐钢铁联合有限责任公司成立大会在曹妃甸隆重举行。
时任中共中央政治局委员、国务院副总理曾培炎莅会讲话并为公司揭牌2006年3月14日,十届全国人大四次会议表决通过的《中华人民共和国国民经济和社会发展第十一个五年规划纲要》提出:结合首钢等城市钢铁企业搬迁和淘汰落后生产能力,建设曹妃甸等钢铁基地。
2007年2月7日,国务院常务会议讨论批准了国家发改委上报的《关于审批首钢京唐钢铁项目可行性研究报告的请示》,同意结合首钢搬迁,河北省淘汰落后产能,首钢京唐钢铁联合有限责任公司在河北曹妃甸建设年设计能力970万吨的钢铁项目。
2007年3月12日,首钢京唐钢铁联合有限责任公司钢铁厂项目开工仪式在首钢篮球中心隆重举行。
时任中共中央政治局委员、国务院副总理曾培炎作重要讲话,并宣布开工。
中共中央政治局委员、北京市委书记刘淇出席开工仪式。
二、建设目标、建设规模、建设内容建设目标:坚持高起点、高标准、高要求,实现产品一流、管理一流、环境一流、效益一流,成为科学发展、自主创新、循环经济的示范企业。
建设规模:项目设计年产铁898万吨、钢970万吨、钢材913万吨。
1700轧机工艺规程
冷轧机,是在“再结晶”温度(包括常温)下将一定厚度的板材轧成目标厚度的设备。
传统的冷轧机都是用力矩电机和直流电机来控制的。
冷轧机的设备一般由3部分组成,即开卷机、主机、卷取机(可逆轧机不分开卷和卷取)。
冷轧机主要用途:冷轧机用于轧制普碳、优特中炭钢、铝、铜、锌等金属带材。
应用领域:冷轧机主要应用在钢铁行业、冶金行业等。
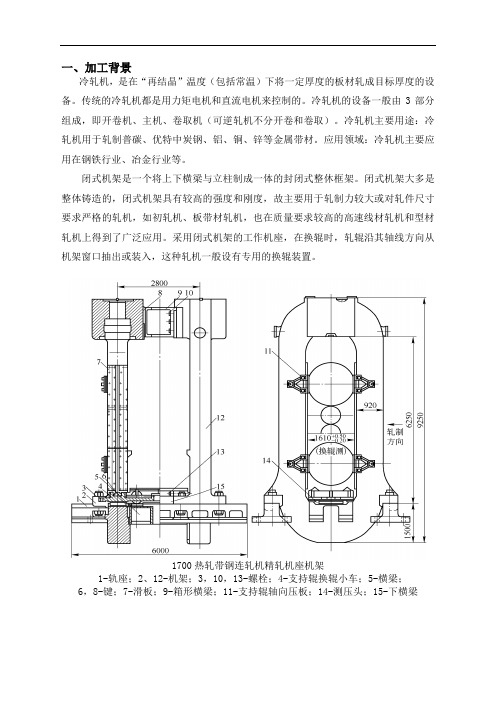
闭式机架是一个将上下横梁与立柱制成一体的封闭式整休框架。
闭式机架大多是整体铸造的,闭式机架具有较高的强度和刚度,故主要用于轧制力较大或对轧件尺寸要求严格的轧机,如初轧机、板带材轧机,也在质量要求较高的高速线材轧机和型材轧机上得到了广泛应用。
采用闭式机架的工作机座,在换辊时,轧辊沿其轴线方向从机架窗口抽出或装入,这种轧机一般设有专用的换辊装置。
1700热轧带钢连轧机精轧机座机架1-轨座;2、12-机架;3,10,13-螺栓;4-支持辊换辊小车;5-横梁;6,8-键;7-滑板;9-箱形横梁;11-支持辊轴向压板;14-测压头;15-下横梁1.工艺简况本生产线采用四段式连续加热炉,计算机模糊控制技术控制钢坯的加热温度;轧机布置形式为往复跟踪式布置,二辊式轧机;第一、二机架为直流、可逆式,第3~6机架为交流电动机传动、不可逆;成品轧件经热锯后冷却、离线矫直、检验入库。
本轧机以生产型钢为主,年设计能力30万吨;使用的主要燃料为焦炉煤气,连铸扁坯和方坯一火成材。
2.产品大纲槽钢12#~16#工字钢14#~16#角钢8#~12.5#球扁钢14#~20#轮辋钢7.00T、7.50V 矿用槽帮钢和刮板钢圆钢Φ50~Φ66、Φ75 薄板坯9.5~15.3³2403.生产工艺制度(1)轧制道次5-3-1-1-1-13-3-1-1-1-1(2)开、终轧温度开轧温度:1050℃~1180℃终轧温度:800~950℃左右轧制周期控制在5分钟以内三、加热工艺技术操作规程3.1 技术条件(包括技术参数、设备参数等)3.1.1 加热炉技术参数:a) 尺寸:有效尺寸32016*4524b)形式:四段连续式侧出料推钢加热炉c)进料排数: 1排d)使用燃料:焦炉煤气(热值:15910KJ/Nm3)e)加热钢料材质:普碳钢、低合金钢f)炉底强度:508Kg/h²m2g)额定生产能力:坯65t/hh)燃料最大消耗量:7000 m3/hi)空气最大消耗量:32200 m3/hj)单位热耗:1800KJ/Kg3.1.2 液压推钢机(一台)技术参数:a) 推力:P=120tb)推速:前进 v=0.1m/s;返回 v=0.15 m/sc)行程:工作行程 1600mm;最大行程 2500mm3.1.3 可横移摩擦式出钢机a) 最大推力:2.2tb)推钢速度:1.25m/sc)返回速度:2.45m/sd)工作行程:5.6me)最大行程:6m3.1.4 空气预热器(WJZ-3-3)(加热炉尾右侧烟道)技术参数:a) 形式:斜管插入件式b)换热面积:680 m2c)空气进口温度:常温20℃d)空气出口温度:150~350℃e)烟气进口温度:≈705℃f)烟气出口温度:≤345℃g)空气预热量:32600 m3/hh)入预热器的烟气量:37500 m3/hi)空气阻力:1900Paj)烟气阻力:90Pa3.1.5 装料辊道(加热炉尾部):辊子直径(mm)³辊身长度(mm)³辊距(mm)³辊数(mm)——辊道长度(mm)a) Ⅰ组:300³1200³900³9——8100b) Ⅱ组:300³1200³(1000³3+900³6)——8400c) 辊道速度:1—2m/s3.1.6 离心式通风机(2台,加热炉右风机房): a) 型号:9—19—NO16左旋135° b) 风量:44842 m 3/h c) 风压:14900Pad) 配电机型号:Y355M —4 电压:380V 功率:315KW 3.1.7 汽化冷却系统:a) 汽包(加热炉左侧):φ1228³14³8000内径:1200mm 公称长度:7000mm 容积:9.59 m 3 设计压力:1.4Mpa 工作压力:0.2—1.3 Mpa 安全阀开启压力:1.05 Mpab) 蒸汽产量:0—12.5t/h (平均:5t/h ) c) 给水压力:0—1.5 Mpa d) 给水(软水)量:0—25t/h e) 纵横水管、上升和下降管材质:20# f) 下降管集:1根 φ325³8 g) 上升管:11根 φ133³4h) 横水管:13根 φ159³30³6064;3根矩形管 200³160³25³6064 i) 纵水管:3根 φ114³16 j) 炉筋间距:1400mm k) 汽化冷却管道色环标志:序号 名称 颜色 说明1 汽包 红色 色环的宽度为100mm 左右,环间间距为可观察到。
首钢冷轧简介

37461 2.00
40720 2.18
420211 22.49
表 5 首钢热轧供料情况
>1130~1330
>1330~1530
t/a
%
t/a
%
43791 2.34 284 0.02
240716 12.88 168074 8.99
254685 13.63 196167 10.50
93144 4.98 59941 3.21
105000 30
52500 15
35000 10
350000 100
三、原料及金属平衡
1.原料
本项目所需的原料钢卷由首钢热轧厂供给,年需要量 186.856 万 t。原料种类采 用热轧低碳钢、超低碳钢(IF 钢)及低合金高强度钢等,强度级别如下:
软钢: σs : max.270 N/mm2 σb : max.390 N/mm2
首钢冷轧连退机组培训教材
简介
首钢冷轧薄板生产线简介
首钢冷轧薄板生产线位于北京市顺义区李桥镇工业开发区 B 区西侧,年生产规 模为 170 万 t,产品主要侧重于高级汽车板和家电板。 一、车间平面布置
本厂由六个横跨和两个纵跨组成。纵跨为轧后库,横跨布置机组设备、原料及 成品仓库。原料库和酸-轧联合机组布置在西边的两个横跨内;1#和 2#热镀锌机组 及 1#重卷检查机组、包装和 No.3 成品库布置在东边的一个横跨内;磨辊间及备件 库、连续退火机组及 2#重卷检查机组、包装和 No.1、No.2 成品库布置在中间的三 个横跨内。原料通过火车运入,成品通过南边的火车和汽车通道运出,工艺及物流 顺畅,生产方便。详见工艺平面布置图。
559850 29.96
657857 35.21
目前已建和在建的中厚板厂及轧机介绍

目前已建和在建的中厚板厂及轧机型式作者:九九钢铁网论文资料参考日期:2009-05-17阅读:214国内企业名称轧机形式与尺寸鞍钢厚板厂4300×4舞阳厚板厂4200×4浦钢厚板厂4200×4/3500×4秦皇岛轧板厂3500×4济钢中厚板厂3200×4/3500×4酒钢中厚板厂2800×4新钢(厚板线) 3800×4邯钢(厚板线)3500×4首钢中板厂3500×4武钢轧板厂2800×2/2800×4邯钢(中板线) 2800×4济钢中板厂2500×4/2500×4天津中板厂2400×4/2400×4南钢中板厂2300×3/2500×4新钢(中板线) 2300×3/2500×4重钢中板厂2350×2/2450×4营口中板厂2450×4鞍钢中板厂2500×2/2450×4马钢中板厂2350×2/2300×4太钢不锈热轧厂2300×2/2300×4/1700卷安钢中板厂2800×4柳钢中板厂2800×4/2800×4韶钢中板厂2500×4临钢中板厂3300×4文丰中板厂2800×2/3000×4宝钢厚板厂5000×4沙钢厚板厂5000×4鞍钢厚板厂5500×4/5000×4国外宽幅中厚板轧机国家公司或厂址建厂年代轧机规格(mm)美国Lukens 1918 5,230前苏联莫斯科镰刀斧头工厂1940 5,300日本室兰1941 5,200前苏联下塔吉尔1950 5,300德国M·hem 1957 5,100法国Dunkerque 1962 3,350/4,320+5,000日本住友鹿岛1970 4,800+5,490德国Dillingen 1972 5,500+4,800日本新日铁大分1976 5,500日本川崎水岛2号1976 5,500日本NKK京浜1976 5,500前苏联伊尔诺斯克1984 5,000韩国6套中厚板轧机分别如下:1. 东国2550 三辊劳特式中板轧机2. 浦项3400 单机架四辊式中厚板轧机3. 浦项4724+4724 双机架四辊式宽厚板轧机4. 东国3400 单机架四辊式中厚板轧机5. 浦项4300 单机架PC四辊式中厚板轧机6. 东国4300 双机架四辊式中厚板轧机世界5m及以上级宽厚板轧机基本情况统计2009-04-22 15:59:07作者:铁诺咨询来源:制钢参考网浏览次数:0文字大小:【大】【中】【小】No 国家公司或厂址建厂年代轧机规格(mm) 轧机组成产量(×104) 备注1 美国Lukens 1918 5,230 4h 30 在2000年12版“Iron and Steel Works of the World”中已无记载。
京唐冷轧1700酸循环自动控制系统
文章 编号 : 1 0 0 7 . 9 4 1 6 ( 2 0 1 3 ) 0 5 — 0 0 0 7 — 0 2
引言
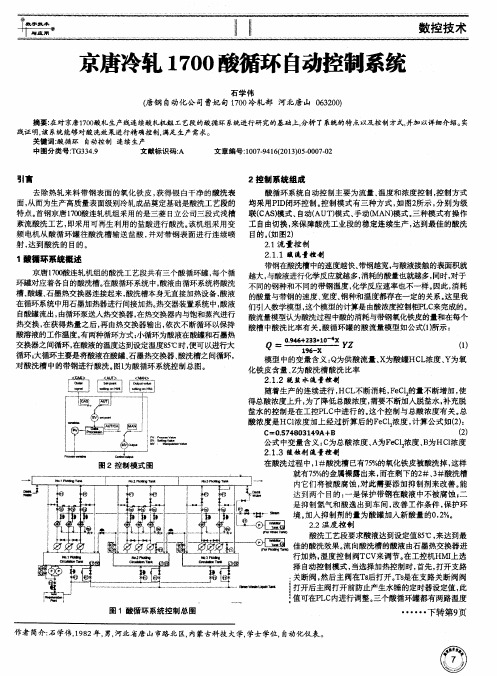
去除热轧来料带钢表 面的氧化铁皮 , 获得银 白干净 的酸洗表 面, 从而为生产高质量表面级别冷轧成品奠定基础是酸洗工艺段的 特点。 首钢京唐 1 7 0 0 酸连轧机组采用的是三菱 日 立公司三段式浅槽 紊流酸洗工艺 , 即采用可再生 利用 的盐酸进行酸洗 。 该机 组采用变 频 电机从酸 循环罐往酸洗槽 输送盐酸 , 并对带钢表面进行 连续喷 射, 达 到酸洗的 目的 。
2控 制 系统 组成
酸循环 系统 自动控 制主要为流量 、 温度和浓度控制 , 控制方式 均 采用P I D闭环控 制。 控制模 式有 三种方式 , 如 图2 所示 , 分别为级 联( C AS ) 模式、 自动( AuT ) 模式、 手动( MAN) 模式。 三种模 式有 操作 工 自由切换 , 来保 障酸洗工业段的稳定连续生产 , 达到最佳 的酸洗 目的。 ( 如 图2 ) 2 . 1流 量控 制
2 . 1 . 1 酸 流量 控 制
1酸循环系统概述
京唐 1 7 0 0 酸连 轧 机 组 的酸 洗 工 艺 段共 有 三 个 酸循 环 罐 , 每个 循 环 罐 对 应 着各 自的酸 洗槽 。 在 酸 循环 系 统 中 , 酸 液 由循环 系统 将 酸洗 槽、 酸罐 、 石墨热交换器 连接起来, 酸洗槽本身无直接加热设备 , 酸液 在循环系统中用石墨加热器进行间接加热。 热交器装置系统中, 酸液 自酸罐流出, 由循环泵送入热交换器 , 在热交换器 内与饱和蒸汽进行 热交换 , 在获得热量之后 , 再由热交换器输出, 依次不断循环 以保持
首钢冷轧简介
<45°C
CQ, DQ, DDQ, EDDQ, SEDDQ 和 HSS 钢种的卷取温度
3
630 - 770°C
首钢冷轧连退机组培训教材
简介
平直度
max. 220 I-Units
来料塔形
< +/- 50 mm(外三圈)< +/- 70 mm(里三圈)
换带时前后带钢最大宽度差
正常操作时,为:
200 mm;
计 % 1.7
14.9 40.9 25.5 12
5 100
首钢冷轧连退机组培训教材
简介
宽度(mm) 厚度(mm) 0.40~0.60 >0.60~0.80 >0.80~1.00 >1.00~1.60 >1.60~2.50 合计
表 3 汽车板为主的热镀锌产品规格
800~1100
>1100~1300
>1300~1500
66155 3.54 46059 2.46
59891 3.21 49468 2.65
758382 40.59 519993 27.83
>1530~1900
t
%
0
0.00
0
0.00
89477 4.79
21800 1.17
26339 1.41
32358 1.73
169974 9.10
合计
t
%
79906 4.28
105000 30
52500 15
35000 10
350000 100
三、原料及金属平衡
1.原料
本项目所需的原料钢卷由首钢热轧厂供给,年需要量 186.856 万 t。原料种类采 用热轧低碳钢、超低碳钢(IF 钢)及低合金高强度钢等,强度级别如下:
首钢京唐生产工艺简介
17
2250mm热轧设备能力介绍
3)R1轧机前立辊轧机E1 型 式: 上驱动 全液压AWC和SSC
轧制压力:
减 宽 量: 轧辊尺寸: 轧制速度:
5000kN
最大50mm 1100/1000×650 mm 0±2.1/4.2m/s
主电机参数: 2×01350kW×180/360r/min 4) R1二辊粗轧机 型 式: 二辊可逆式,双电机驱动, 35000kN 1350/1200mm×2250mm 0±2.1/4.2m/s 轧制压力: 轧辊尺寸: 轧辊转速:
12 JUNE 2006
BEIJIN SHOUGAN DESIGN INSTITUTE
3
厂址概况及建厂优势
地理位置
钢铁厂位于河北省唐山市南部渤海海湾的曹妃甸岛。
北距陆域海岸线18km 距唐山市80km 距首钢矿业公司120km 东距京唐港60km 距秦皇岛170km
西距天津新港70km
12 JUNE 2006
BEIJIN SHOUGAN DESIGN INSTITUTE
23
2250mm热轧设备能力介绍
• • • • • • • • 12) 精轧机组 型式: 七机架四辊不可逆轧机 轧机类型:F2—F5: CVC Plus (或PC+弯辊) F1、F6—F7: 弯辊+窜辊 轧机除尘:F1-F3轧机设置了水雾抑尘系统 F4-F7轧机设置了管道除尘系统 轧辊辊缝工艺润滑: F1-F7入口上下各一个。 压力3 ~ 3.5 bar
12 JUNE 2006
BEIJIN SHOUGAN DESIGN INSTITUTE
9
连铸主要工艺配置
生产规模904.3万t /a。 两 台 2150mm 双 流 板 坯 连 机,生产654.3万t/a合格坯 供 给 2250mm 热 连 轧 车 间 567万t/a,供给1580mm热连 轧车间93.1 万t/a。 两 台 1650mm 双 流 板 坯 连 铸机,生产 250 万 t/a 合格 坯 供 给 1580mm 热 连 轧 车 间
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 设备组成:开卷机主要包括可胀缩
的芯轴、齿轮箱和调速电机、芯轴 主要包括套筒、4个表面渗氮的扇形
块、耐磨板、芯轴端部的2个圆锥轴
承和测量钢卷内径的线性编码器。
二、镀锌机械设备(入口段)
二、镀锌机械设备(入口段)
4、NO.1和NO.2开卷机外支撑轴承
• 位
• 功
置:分别位于两台开卷机芯轴旁边。
能:支撑芯轴端部,防止芯轴在负载时变弯。
速打开。
• 维护要点: • 1)对直头机传动万向节轴要定期检查接手螺栓是否松动。
• 2)对直头机辊面要利用定修时进行检查,有缺陷产生时要及时更换。
• 3)更换工作辊后要对直头机调零。
二、镀锌机械设备(入口段)
8、入口剪 功 能:剪切带头、便于 焊接 设备组成:曲柄连杆、剪 刃、油缸
维护要点:
1)每次更换剪刃后要按照维修技术标准测量剪刃间隙并做好相应的 记录(调整剪刃间隙0.06~0.08mm)。 2)更换完剪刃后要对极限规格的钢板作剪切试验,观察剪切状况。
二、镀锌机械设备(工艺段)
• 电解清洗
• 在碱液中和电极板上发生的化学反应如下: • 在碱液中NaOH→Na++OH- • 2H2O→(H3O)++ OH- 在阳极上 4OH-→2H2O+O2+4e
在阴极上
2(H3O)++2e→2H2O+H2
二、镀锌机械设备(工艺段)
2、退火炉 预热段 加热段 均热段 快冷段 均衡段
号实现对带钢速度的控制。
二、镀锌机械设备(工艺段)
2.2 工艺段设备
1、清洗段设备 2、退火炉 3、锌锅 4、气刀
5、光整拉矫机组
6、辊涂机
二、镀锌机械设备(工艺段)
1、清洗段
• 工艺描述:清除带钢表面的残留物。清洗段主要包括预清洗槽、碱洗 刷洗槽、电解清洗槽、刷洗漂洗槽、干燥风机及相关的循环系统、过 滤系统和控制系统。清洗段系统图见图
设备组成:主要包括2套钢焊接框架、4个碳
化钨涂层张力辊、3套气动抱闸、1个衬胶 压辊。电机和减速箱之间为弹性联轴器,
减速箱和辊子之间为齿式联轴器。
维护要点:(1)定期拆卸检查齿轮接手
(2)根据工艺要求、粗糙度变小,换辊
二、镀锌机械设备(入口段)
12、入口活套设备
功 能:储存足够的带钢,以保证入口段停车时工艺段以恒定速度运行。 设备组成:主要包括1个钢结构活套塔、1个钢结构活套小车(上有10个活动辊) 、8个固定辊、1套双钢丝绳卷扬机构、小车垂直运动导向机构和配重。 技术参数:
二、镀锌机械设备(入口段)
钢卷小车维护要点:
对钢卷小车行走轨道上的异物要及时清除。防止因异物造成电气计数错误,从 而引起小车超过行走极限而发生故障。 对移动盖板的行走轮支架要经常检查焊缝、螺栓紧固情况,防止盖板在行走中 脱落造成钢卷小车无法移动。
二、镀锌机械设备(入口段)
3、1#、2#开卷机
• 功 能:实现带钢在设定张力条 件下连续开卷。
1700冷轧镀锌机械设备简介
主讲人:张永国
时 间:2014.10.29
主要内容 一 二
镀锌工艺生产线简介
镀锌机械设备介绍
三
点检员的日常工作内容
一、镀锌产线简介
板带生产工艺流程
连退 炼 铁 炼 钢 热 轧 冷 轧
酸轧
镀锌
罩退
一、镀锌产线简介
一、镀锌产线简介
一、镀锌产线简介
生产工艺流程图
轧后冷硬卷 入口钢卷运输设备 手动拆捆带 锌锅 气刀 切边剪 测宽仪 带钢检查站
钢卷间距
步进梁水平行程
3100 mm
3100 mm
二、镀锌机械设备(入口段)
步进梁
地辊
带捆带钢卷
二、镀锌机械设备(入口段)
2、1#、2#钢卷小车
• 位 置:分别沿着NO.1和NO.2开卷机芯轴轴线方向布置。 • 功 能:从鞍座取卷后,分别为NO.1和NO.2开卷机上卷,并对钢卷进行径 向对中和测量卷径。 • 设备组成:主要包括1个焊接结构框架、“V”形尼龙衬板、提升导向框架、4 个滚轮+2套侧导轮和轨道,基座上装有光电管测宽装置,1组激光光电管用 于测量钢卷卷径。 • 结构特点:钢卷支撑垂直导向通过“V”形轮在“V”形轨道上滑动实现,液压 缸驱动提升;行走机构由液压齿轮马达和齿轮齿条机构组成,小车地坑带有 滑动盖板,提升和行走距离由脉冲发生器控制,用于获得自动操作所必需的 定位精度。 • 技术参数: • -提升速度 1.2 m/min和4 m/min,可调节 • -小车有效行程 约5 m • -行走速度 5 m/min和30 m/min,可调节 • -最大钢卷卷重 38 t
二、镀锌机械设备(工艺段)
3、锌锅设备 • CGL1布置有1个GI锌锅和1个GA锌锅,分
GA
别用于生产普通镀锌产品和合金化产品;
• CGL2只有1个GI锌锅(无提升机构),并 预留1个GF锌锅的位置。 • 总图中考虑在两条线之间预留一个电阻加 热保温锌锅的位置。生产线锌锅更换感应 器时可通过锌液泵将锌液输送到保温锅中 。
二、镀锌机械设备(入口段)
10、月牙剪设备
月牙剪主要用于不同规格宽度的带钢进行焊接后,在焊缝两侧切一个月牙 形的切边,防止焊缝边部对工艺线上的其他设备造成划伤。月牙剪包括 两个独立的剪刃,分别位于操作侧和驱动侧,剪切动作由液压缸驱动。
二、镀锌机械设备(入口段)
11、NO.1张力辊组
功 能:正常运行保持入口段带钢张力, 入口段停车时维持入口活套内张力。
小车有效行程
活套有效储存能力 有效储存带钢长度
24 m
160 s 480 m
活套维护要点:
(1)对钢丝绳要定期检查磨损和断丝情况。发现断丝超过10%时要及时更换。 (2)钢丝绳的润滑要采用专用润滑油,不可以用干油代替。 (活套小车钢丝绳更换前要经过预拉伸,防止小车跑偏。
活套配重
活套车
活套卷扬
活套塔顶钢结构上有一根带有两个链轮的同步传动轴,链轮通过链 条与配重块连接,从而保持活套小车在上下运动时始终处于水平状 态
开卷机送至入口夹送辊。 • 设备组成:包括两条无头皮带及支 撑框架和一套永磁体,2个压辊,位 于两皮带中间位置,皮带下部有一
套可伸缩导板。
• 维护要点: 利用运行时间对磁力皮带的跑偏情况进行观察,有跑偏现象时在定
修时给予调整。
二、镀锌机械设备(入口段)
6、入口夹送辊 • 功 能:夹送带钢头部到入口剪。
合金化炉
入口1#钢卷小车 1#开卷机 1#夹送矫直机 入口剪 窄搭接焊机 入口2#钢卷小车 2#开卷机 2#夹送矫直机 镀后冷却
静电涂油机 分切剪 1#卷取机 出口1#钢卷小车 2#卷取机 出口2#钢卷小车
镀层测厚
中间活套 光整机 拉伸矫直机 钝化 出口活套
出口钢卷运输设备 钢卷称重机 钢卷打捆 热镀锌钢卷
• 设备组成:主要包括1个支撑摆臂的固定焊接框架、1个端部带凹形滚
轮的摆臂、1根自锁铰接连杆和1个双作用液压缸。
• 技术参数: • -凹形滚轮直径 • -液压缸 290/240 mm 125/90×500 mm
二、镀锌机械设备(入口段) Nhomakorabea二、镀锌机械设备(入口段)
5、NO.1和NO.2入口磁力皮带机 • 功 能:用上开卷方式把带钢从
二、镀锌机械设备(入口段)
9、焊机: • 功能原理:焊机的基本原理与电阻焊的基本原理相同(如图 2.1)都是利用在焊接件的上下两侧加以大的电流。当大量 电流瞬时通过,根据公式:Q=KI² Rt,在焊点上产生瞬时高
热,熔化焊接件金属,使焊接件被牢牢地焊接在一起。
上焊轮 压力
带头
带尾
下焊轮
二、镀锌机械设备(入口段)
整位置。
二、镀锌机械设备(工艺段)
清洗段设备-电解清洗槽 • 功能描述:通过电解作用产生的H2和O2气泡去除表面残留物。温度60~80℃ ,浓度为30~80 g/l。碱液与带钢的接触时间为3.3 s;电解时间为1.5 s( 工艺速度180 m/min)。平均电流密度为10 A/dm2,最大电流密度为12 A/dm2 。 • 设备组成:槽体为厚度8 mm的不锈钢板(304L),槽盖为厚度3 mm的不锈钢 盖;4个不锈钢喷射梁(8个喷嘴/喷射梁);8个电极,外表面衬有4 mm厚的 硬橡胶,以确保电极板和电解槽的绝缘;电解槽的出口和入口各有1各个转向 辊;电解槽的出口有2套挤干辊;1个沉没辊,其轴承采用紧固的陶瓷密封。 • 技术参数: • 电解清洗槽规格: 截面积1194×2534 mm2;高度7800 mm • 有效的浸没高度: 4460 mm • 体积: 12 m3 • 电极板长度: 2×1.125=2.5 m • 电极和带钢之间的距离: 75 mm • 转向辊的规格: Φ800×2170 mm (镀铬) • 沉没辊的规格: Φ800×2170 mm(衬胶硬度80 HS;厚 度20 mm) • 挤干辊规格: Φ300×2170 mm(衬胶)
二、镀锌机械设备(入口段)
13、纠偏单元
入口活套内配置有3套纠偏系统,每套纠偏系统都配有CPC液压控制单元,在 带钢跑偏时,带钢位置检测装置发出信号,使纠偏液压缸快速动作,移动铰 点框架,纠偏辊绕摆动支点动作,达到纠偏目的。
二、镀锌机械设备(入口段)
14、测张辊单元
活套内安装有测张辊单元,通过测张模块对带钢张力进行检测,由张力信
• 设备组成:1套焊接框架、1个镀铬辊、
1个衬胶传动辊、2个摆动臂驱动气缸和 1台衬胶辊驱动齿轮电机和万向节轴。
二、镀锌机械设备(入口段)
7、NO.1和NO.2带钢直头机
• 功 能:矫直带钢头尾,便于穿带。 • 设备组成:1套机架和5个工作辊 • 结构特点:5个工作辊由5根细长轴通 过一台齿轮箱集中驱动,下工作辊固 定;2个上工作辊高度通过丝杠可调 ,同时上工作辊可以由液压缸驱动快