V2500发动机进气道检查标准
简述发动机配气机构的检查

简述发动机配气机构的检查
发动机配气机构的检查主要包括以下几个方面:
1. 龙门架和凸轮轴:检查龙门架和凸轮轴是否有裂纹、弯曲和磨损等问题,并检查凸轮轴齿轮的磨损情况。
2. 摇臂、升降器和弹性元件:检查摇臂、升降器和弹性元件是否有变形和磨损,以及弹性元件是否松动或脱落。
3. 气门和气门座:检查气门和气门座是否有磨损和裂纹,并检查气门的密封性。
4. 推杆、挺杆和连杆:检查推杆、挺杆和连杆是否有磨损和变形,并检查铜套、垫片等零部件的磨损情况。
5. 摇杆轴、滚针和轴承:检查摇杆轴、滚针和轴承是否有磨损、裂纹和变形等问题。
6. 气门弹簧:检查气门弹簧是否有变形和疲劳断裂等问题,并检查弹簧的弹性是否正常。
7. 安装位置和间隙:检查所有零部件组装的位置和间隙是否符合要求。
通过对配气机构的全面检查,可以及时发现和排除各种问题,保证发动机正常运行,提高发动机的可靠性和使用寿命。
V2500发动机试车手册

中国南方航空股份有限公司黑龙江分公司飞机维修厂发动机试车手册手册版本号:01- 1 -修订记录- 2 -有效页清单编制人:祝征辉审核:张维波日期:2014-4-1- 3 -目录目录 (2)修订记录 (3)有效页清单 (4)一.飞机地面试车安全规则 (5)二.发动机工作限制和指导性指标 (12)三.发动机应急处理程序 (18)四.发动机地面试车检查单(APU可用) (27)五.正常发动机起动、停车程序 (34)六.使用外气源起动 (39)七.交输起动发动机 (41)八.测试项目 (43)1:干冷转渗漏检查 (43)2:湿冷转渗漏检查 (48)3:慢车渗漏检查 (53)4:E E C系统慢车检查 (54)5:振动测量 (55)6:发动机高功率验证测试 (58)7:已测试发动机的换发试车 (61)九.附录 (67)1:发动机噪声水平 (67)2:发动机进口危险区域 (68)3:发动机排气危险区域 (69)4:风向和风速限制 (72)5:慢车以上主滑油压力限制 (73)6:主滑油压差慢车修正公式 (74)7:N2慢车转速 (75)8:90%最大爬升E P R目标值 (77)- 4 -一.飞机地面试车安全规则PRECAUTIONS FOR ENGINE RUN-UP TEST ON GROUND(一). 试车人员Personnel1.持有机身和动力装置《维修人员执照》、经过机型培训和试车训练并考试合格、获得试车证书的人员才可以试车。
Persons, who have the authority to run engines, should have airframe and power plant“Maintenance Person License”, have the training c ourses of aircraft model and groundengine run-up test, and passed the related exams, and have got the “License For EngineRun-Up Test On Ground”.2.试车前,试车人员应了解该飞机和发动机的技术状况,包括有无不允许试车的故障和缺陷等。
发动机进气管真空度检测方法步骤(可表征气缸的密封性)

发动机进气管真空度检测方法步骤(可表征气缸的密封性)发动机进气管真空度随气缸密封性的变化而变化,因此,利用真空度检测汽油机进气管真空度,可以表征气缸的密封性。
检测进气管真空度时,首先将发动机预热到正常工作温度,同时检查发动机的燃料系、润滑系、冷却系、电器系统及外观状况,进行着车前的准备。
1、真空表要安装在节气门的后方,将真空表用软管同发动机进气歧管测压孔接头相连接,或连接在化油器下座雨刮器接头上。
2、变速器处于空档位置,发动机怠速运转。
3、检查真空表和进气歧管连接软管及各接头部位,均不得有泄漏。
4、在怠速、加速、减速等各种工况下读取真空表上的读数。
考虑到进气管真空度随海拔增加而降低,海拔每升高1000m,真空度将减少10kPa左右。
因此,在测定真空度时,应根据所在海拔高度修正真空度标准值。
真空度单位用kPa表示。
真空度表的量程为0~101.325kPa,旧式表头的量程为0~760m mHg(1mmHg≈0.133kPa)、。
(1)、发动机的点火系统、配气机构、密封性能等各部分良好且发动机温度正常时,在相当于海平面高度的条件下,发动机怠速运转时,真空度在57.33~71.66kPa(430~530mmHg)、之间,且较稳定,表示气缸密封性正常。
(2)、发动机在怠速工况下,迅速开启、关闭节气门时,真空度应在6.66~84.66kPa(50~635mmHg)、之间随之摆动,且变化较灵敏,则进一步说明气缸组技术状况良好。
(3)、怠速时,若指针低于正常值,主要是活塞环、进气管或化油器衬垫漏气造成的,也可能与点火过迟或配气过迟有关。
在此情况下,节气门若突然开启,指针会回落到0;若节气门突然关闭,指针也回跳不到84.66 kPa。
(4)、怠速时,指针时时跌落13.33kPa(100 mmHg)左右,说明某进气门口处有结胶。
(5)、怠速时,指针有规律在下跌某一数值,为某气门烧毁。
(6)、怠速时,指针跌落6.66kPa左右,表明气门与气门座不密合。
v2500发动机吊架余油口渗漏标准
v2500发动机吊架余油口渗漏标准
V2500发动机吊架余油口的渗漏标准需要根据具体的维护手册和操作
指南来判断。
以下是一些可能适用的标准和步骤:
1.启动发动机至慢车:在检查渗漏之前,先将发动机启动并运行至慢
车状态。
2.检查DRAIN MAST的渗漏:在发动机运行的情况下检查余油口是
否有渗漏现象。
3.冷天启动的特殊情况:如果在冷天气条件下启动发动机后发现地面
有燃油泵的DRAIN MAST渗漏,应运行发动机5分钟。
如果5分钟内渗漏停止,飞机可以不做任何维护工作即可放行。
4.渗漏标准:如果5分钟后渗漏依旧存在,需要参考相应的表格来确
保渗漏在可接受的范围内。
具体的渗漏率标准应参照航空维修手册
(AMM)或相关的技术文档。
5.超出标准的处理:如果渗漏超过了规定的标准,飞机可以继续飞行
25小时或者10个航段(以先到者为准),但必须确保渗漏不超过
另一个更为严格的标准。
6.液压油与燃油的区别:如果是液压油的渗漏,应查阅相关部件的漏
油标准;如果是燃油渗漏,通常情况下是不允许的。
7.严格执行维护提示:在进行任何维护工作时,都应严格按照工卡和
维护指南的要求执行。
8.文件和指南:对于具体的渗漏检查和维护操作,应参考南航机务工
程部等相关的文件和指南。
在进行V2500发动机吊架余油口渗漏的检查和维护时,务必遵循详细
的技术手册和操作指南,以确保安全和合规。
如果有必要,应咨询专业的航空维修工程师或制造商提供的技术支持。
简析V2500漏油检查和放行标准
简析V2500漏油检查和放行标准作者:沈伟来源:《科学与财富》2020年第15期发动机漏油是飞机航线维护工作中最常遇到的问题,它影响飞机的正常运行,极大地威胁着飞行安全。
对于V2500发动机常见的漏油就是航前启动漏油,下面是V2500漏油的检查方法和放行标准。
一、V2500发动机下部Drainmaster漏油的检查V2500发动机漏油分内漏和外漏。
当检查V2500发动机DRAIN MASTER处漏油则属于内漏。
首先应判断哪个孔在漏油,以及漏油的种类(液压油、滑油或燃油),可能存在多种油混合;一旦不易确认,则需试车检查,建议拆下DRAIN MASTER排放口或断开部件余油管接头确认具体哪个部件漏油;对于滑油、燃油系统漏油部件,还应大车或长时间慢车才能确认渗漏。
一般情况下,通过气味颜色就可以初步确定是哪种油液的渗漏:燃油有一股煤油味,比较清亮;液压油有股刺鼻气味,颜色为淡蓝色;滑油为淡黄色且比较粘稠。
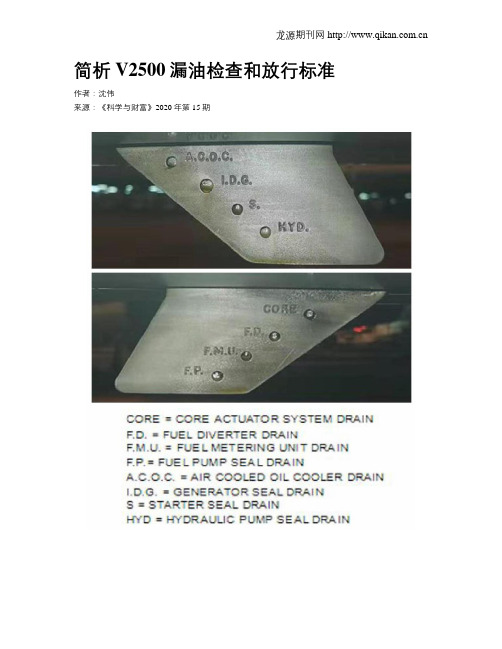
V2500发动机的多个部件均有自己的余油口,在排放口上也有明确的标识,因此,一旦排放口发生渗漏,我们很容易判断出是哪个部件发生了渗漏。
同时,发动机核心机如果发生渗漏,只能从“CORE”排放口排出,所以,一旦核心机区域漏油,需要进一步检查处理。
V2500发动机Drainmaster渗漏油液有3种类型:滑油、液压油和燃油。
CORE、F.D、F.M.U、F.P和A.C.O.C五个排放口漏的是燃油,I.D.G和S排放口漏的是滑油,HYD排放口漏的是液压油。
二、V2500发动机下部Drainmaster漏油的放行标准Drainmaster渗漏检查手册参考标准:AMM71-70-00-600-010A,注意V2500发动机余油口没有静态标准,手册中提及的均指动态标准。
一旦发现Drainmaster漏油,需在发动机运转时进一步确认渗漏源(观察两侧带标记的余油孔,建议拆下DRAIN MASTER排放口或断开部件余油管接头确认具体哪个部件漏油)和渗漏速率(单位为滴/每分钟),确认是哪种渗漏油液,渗漏源和渗漏速率,检查程序如下:1.启动发动机,慢车稳定五分钟,若渗漏消失,则可正常放行飞机,若慢车五分钟后渗漏未消失,则按《表1》检查排放桅杆,如果渗漏速率在放行标准内,就可以正常放行。
V2500发动机试车课件讲课讲稿
1.11 发动机起动请示
试车人员应得到机场管理部门和 警戒人员的许可后,才能开始试 车。
试车人员在每次改变发动机功率 状态或进行改变飞机构型之前应 得到机场管理部门和警戒人员的 许可后,方能进行。
2 发动机地面试车检查单
2.1 外 部 检 查 2.2 机 内 检 查
2.1.1机头对准风向,停机地面坚实、清洁
件会持续高温将近1小时。1.5小时(最好更长)内不 要对热部件或排气区域进行检查。 发动机停车5分内不要揭开滑油箱加油盖。 在发动机试车测试时需要接近发动机时,接近人员必 须在左座人员允许后,在警戒人员的监视下,按规定 的线路接近,接近人员在接近发动机时要将身上所佩 带物饰取下,不允许穿宽松上衣、戴帽子,避免被吸 入发动机内。
-如果发动机工作在高功率(1.33EPR)超过30 秒(含正常 加速时间),然后在慢车工作超过1分钟,则在突然加速前 应让发动机在慢车工作至少10分钟.
1.4 发动机试车方案(续)
-发动机工作时,应保持飞机推力平衡。单发工作时允 许最大推力为1.20 EPR。如需进行更大功率,则第二台 发动机(非测试发动机)推力必须达到1.08EPR。当发 动机功率小于1.20EPR时,必须接通停留刹车。当发动 机功率大于1.20EPR时必须使用脚蹬试车。
一般不推荐使用化学干粉灭火剂灭火。干粉化 学灭火剂可引起发动机部件损伤。
1.7 发动机试车场地
试车要在指定的地点进行,地面应坚实、无油污、积 水、冰、雪及其他杂物,飞机的四周应按规定留有足 够的安全距离,不能紧靠停放的飞机和障碍物,包括 机库和大型永久性建筑。飞机前方50米不允许有障碍 物。
试车发动机的尾流吹气区域内有其他飞机经过时,警 戒人员应立即通知试车人员减速至慢车。当飞机离开 危险区后,警戒人员应及时发出解除信号。
发动机舱技术状况鉴定标准
发动机舱技术状况鉴定标准一、发动机外观1. 发动机各部件应无明显磕碰、划痕、破损等现象。
2. 发动机表面应保持干净,无油渍、水渍和污渍。
3. 发动机标牌应清晰,无明显磨损或褪色。
二、冷却系统1. 冷却液颜色应清澈,无明显杂质。
2. 冷却风扇运转应平稳,无异响。
3. 散热器、冷凝器等部件应无明显堵塞或污垢。
三、燃油系统1. 燃油泵工作应正常,无异响。
2. 燃油滤清器应清洁,无堵塞。
3. 喷油嘴工作应正常,无泄漏。
四、润滑系统1. 机油油面应处于适当位置,无明显杂质。
2. 机油滤清器应清洁,无堵塞。
3. 机油泵工作应正常,无异响。
五、进排气系统1. 进气歧管应无裂纹、漏气等现象。
2. 排气管应无明显磕碰、破损等现象。
3. 涡轮增压器工作应正常,无异响。
六、电气系统1. 发动机线束应无破损、老化等现象。
2. 传感器、执行器等部件应工作正常,无故障码。
3. 发动机控制单元工作应正常,无异常代码。
七、发动机舱清洁度1. 发动机舱内应无明显油渍、污渍。
2. 线束及管路应排列整齐,无杂乱现象。
3. 发动机舱内无杂物、灰尘堆积。
八、螺丝与固定件1. 各部件螺丝及固定件应紧固,无松动现象。
2. 螺丝及固定件表面应无锈蚀、破损等现象。
3. 垫片、密封圈等配件应完好,无老化、破损等现象。
九、橡胶件状态1. 发动机周围橡胶件(如:密封圈、垫片、管路等)应无老化、龟裂等现象。
2. 橡胶件应无异味、无异常变形。
教案-进气管真空度的检测

进气管真空度的检测发动机进气管真空度也称为进气管负压。
它是进气管管内的进气压力与外部大气压力的压力差,单位用KPa表示,它可以表示气缸组和进气管的密封性。
一、实训准备1.能够运转的发动机一台2.真空表以及组合工具二、实训要求1.做好人身安全保护2.做好车辆保护3.运用真空表对发动机进气管真空度进行检测4.分析测量数据,判断故障可能部位三、检测训练1.检测标准汽油发动机在怠速时,进气管真空度应在57---71KPa范围内(化油器式发动机为57---70KPa,电喷发动机为64---71KPa),进气管的真空度波动,6缸汽油发动机不超过3KPa,4缸汽油发动机不超过5KPa(大气压力以海平面为准)。
2.操作程序(1)将发动机按规定的怠速值无负荷运转预热至正常工作温度。
(2)拆下空气滤清器,将真空表软管连接在节气门后方的进气管专用接头上。
(3)读取真空表上的读数和指示状态。
四、检测结果分析(1)故障现象:怠速时,表针在16---64KPa之间大幅摆动故障性质:大缝隙变量漏气故障原因:气缸垫松动、烧毁故障分析:构造气压影响着缝隙的变化,漏气量较大,进气管真空度波动大(2)故障现象:怠速时,表针在16KPa以下故障性质:大缝隙定量漏气故障原因:进气管垫、喷油器垫等漏气故障分析:缸外漏气比缸内漏气对进气管真空度影响更大,重则熄火(3)故障现象:怠速时,进气管真空度低于正常值(64---71KPa),降低程度取决于磨损程度,快开节气门,表针下降为零故障性质:大缝隙定量漏气故障原因:活塞环、缸壁磨损、粘接对口、拉缸故障分析:活塞环的密封性变差,进气真空度降低,导致功率下降,上机油冒烟(蓝烟、黑烟)(4)故障现象:怠速时,进气真空度的跌落值更大故障性质:大缝隙定量漏气故障原因:液力挺柱顶死故障分析:液力挺柱损坏时易顶死气门或加大噪音(5)故障现象:怠速时,表针跌落值在6KPa以上,摆幅不大故障性质:小缝隙定量漏气故障原因:气门座、气门烧蚀、结胶故障性质:气门和气门座不严、导致进气管真空度降低。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
发动机进气道检查标准V2500
AMM71-11-11-200-001 参考自。
第一部分:进气道唇口检查标准(Examine the Air Intake Cowl Lip Skin):图1
的损伤。
区域允许最大深度不超过0.38mmJ、K1、K21、擦伤(Abrasion):在H、):Dent 2、凹坑(允许最大长度(任一方允许最大深度其深度不能超过长度的10%,向)距离最近铆钉位置必须大于25.4mm,两个2.54mm K1 区域25.4mm
相邻损伤之间的距离不2.54mm 50.8mm 区域H
能小于254mm,其中K1、5.08mm 区域50.8mm K2
K2区域最多允许2个凹5.08mm J 区域57.1mm
坑,H、J区域没有个数限制.
3、凿伤(Gouge):相邻凿伤位置之间距离不能小于254mm,凿伤位置经过铆钉头时可允许最大长度101.6mm深度0.13mm 的损伤,没有经过铆钉头时可允许最大长度101.6mm深度0.38mm的损伤。
4、擦挂(Scratch):允许最大长度152.4mm深度0.38mm。
若深度超出最大值,可视为裂纹处理。
5、裂口(Nick):允许任一方向最大长度25.4mm深度0.38mm的损伤,相邻损伤之间距离不能小于254mm。
若深度超出最大值,可视为裂纹处理。
6、裂纹(Crack):深度超出50.8mm,必须在下次飞行前进行修理。
打止裂孔,裂纹与其他损伤(含另一个裂纹)之间的距离不能小于305mm。
7、小孔(Hole):4个区域都不允许看到小孔。
8、紧固件丢失(Fastener loss):H和K1区域允许最大10个Fastener丢失;J和K2区域允许最大7个Fastener丢失。
一旦出现Fastener丢失必须在600个飞行小时、750个飞行循环(或100天)内进行维修。
第二部分:检查进气道外部(Examine the Air Intake Cowl Outer Barrel)
图2:
图3:
1、擦伤(Abrasion):在其R, S, T, U, V, W, X, Y, Z区域,擦伤允许最大控制在表面切合处。
且密封带(sealing tape)处于被保护状态;在G区域,唇口与进气道外筒的切合处下部最大允许的擦伤的深度为1.02mm,超出这个限制就必须进行修理才能继续飞行。
2、擦挂和凿伤(Gouge/Scratch):在其R, S, T, U, V, W, X, Y区域,允许最大长152.4mm深0.254mm宽0.254mm的损伤。
相邻的未处理的损伤之间最小距离允许为203.2mm。
在每个外筒的半边最多允许出现6处擦挂或凿伤;在Z区域,允许环形擦挂或凿伤的最大长度为152.4mm(径向擦挂或处擦挂或凿6的损伤。
同样的,在每个外筒的半边最多允许出现2.54mm)宽度为50.8mm凿伤为
伤。
R, S, T, U, V, W, X, Y区域,允许最大长152.4mm深):在其0.254mm宽0.254mm3、裂口(Nick的损伤。
相邻的未处理的损伤之间最小距离允许为101.6mm。
如果该裂口的长度超出最大值25.4mm以上,可以视为擦挂(Gouge)。
4、分层(Delamination):在其X、Y区域不允许有表面裂纹出现,允许分层的最大跨度(maximum
across)为50.8mm。
与其他损伤的距离不能小于203.2mm
Crack):允许的最大长度不能超过76.2mm,相邻损伤之间的距离不能小于、5裂纹(254mm。
需要打止裂孔。
在每次飞行后必须检查裂纹长度变化,尽早修理。
6、小孔(Hole):小孔位置与其他损伤的位置允许的最小距离为254mm,每段飞行结束后检查保护密封带(sealing tape)没有出现脱落的情况。
第三部分:检查进气道内筒(Examine the Air Intake Cowl Acoustic Inner Barrel)
图4:
图3:
1、擦挂(Scratch):在N1、P1、Q1区域,擦挂区允许其深处充满较为粗厚的网状层,允许的最大长度为63.5mm,与其他相似的损伤处的最小距离不能小于76.2mm。
该擦挂距离核心机匣边缘的距离必须大于38.1mm,一旦出现,每个A 检监控;在K、L、M区域,允许的最大深度为0.51mm长度为127mm,与其他相似损伤的距离不能小于76.2mm,每个A检监控。
2、凿伤(Gouge):在N1, P1, Q1, N2, P2, Q2区域,该处凿伤允许的最大深度0.51mm长度38.1mm宽度2.54mm,与其他相似损伤的最小距离不能小于152.4mm,确保底部光滑,修理材料为金属丝,每个A检监控。
在K, L, M区域,该处凿伤允许的最大深度0.254mm长度127mm宽度2.54mm,与其他相似损伤的最小距离不能小于76.2mm,最迟于在下个C检修理,每个A检监控。
3、裂口(Nick):在N1, P1, Q1区域,该处裂口允许的最大深度0.254mm长度6.35mm宽度2.54mm,与其他相似损伤的最小距离不能小于50.8mm,该裂口距离核心机匣边缘的距离必须大于38.1mm,如果该裂口长度超过0.635mm可以将其视为凿伤处理,参照凿伤的标准,每个A检监控。
在K, L,
M区域,在K, L, M区域,该处裂口允许的最大深度长度宽度同于N1, P1, Q1区域,与其他相似损伤的最小距离同样不能小于50.8mm,最迟于在下个C检修理,每个A检监控。
4、凹坑(Dent):在N1, N2, N3, P1, P2, P3, Q1, Q2, Q3区域,允许最大深度2.54mm长度38.1mm,与其他相似的损伤处的最小距离不能小于76.2mm。
该凹坑距离核心机匣边缘的距离必须大于38.1mm,A检监控。
在K, L, M区域,凹坑的允许最大深度0.254mm长度6.35mm宽度0.254mm,与其他相似的损伤处的最小距离不能小于50.8mm,最迟下个C 检修理,每个A检监控。
5、裂缝和撕口(Rip/Tear):在N1, P1, Q1区域,允许其深处充满较为粗厚的网状层,表面不能出现分层,最大长度38.1mm,距离核心机匣边缘的距离必须大于38.1mm。
如果撕口的金属丝分割严重,必须使其固定,A检监控。
Delamination):在N1, N2, N3, P1, P2, P3, Q1, Q2, Q3区域,沿任一方向的宽度不能超过
6、分层(38.1mm,距离其他
塌陷处或者其他分层的最小距离不能小于152.4mm,距离核心机匣边缘位置的最小距离不能小于38.1mm,每个A检监控。
在K, L, M区域,分层的延展不能超过切合处(joint)长度的15%,同时不能超出进气道消音层的嵌缝胶条(joint strip)边缘5.08mm之外,A检监控。
注:图4中,N3、P3、Q3为蜂窝芯(HONEYCOMB CORE),K、L、M为消音层的公共结合处(SPLICE JOINTS),N2、P2、Q2为机织纤维内表面层(WOVEN FIBER INNER FACE SHEET),N1、P1、Q1为机)WOVE WIRE AIR-WETTED SURFACE OVERLAY织金属丝空气受潮表面涂盖层(.。