同轴送粉模拟
同轴送粉激光定向能量沉积和激光熔化沉积

同轴送粉激光定向能量沉积和激光熔化沉积同轴送粉激光定向能量沉积和激光熔化沉积技术是一种以激光为能量源、通过同轴送粉喷嘴将金属粉末送入熔池中,在激光辐照下完成加工的一种成形制造技术。
它在汽车、航空航天、船舶等领域中得到了广泛应用。
以下是该技术的分步骤阐述。
1.准备工作首先需要准备好所需的金属粉末,制备出合适的粉末组合。
同时,需要设置好激光加工设备,确保设备处于正常工作状态。
然后,需要将金属粉末送至喷嘴,并将其与激光光束重合,以便在激光照射的同时进行喷射。
最后,需要对工作环境进行清洁,保证尽量少的灰尘、杂质等不良物质进入到制品中。
2.同轴送粉激光定向能量沉积在将金属粉末送入到喷嘴后,需要对激光光束进行设置。
通常采用的是CO2激光,激光功率较大,可以进行大范围的加热和熔化,而且可以使制品质量更加均匀。
在进行同轴送粉激光定向能量沉积时,激光在打开的熔池中加热金属粉末所在的位置,使其熔化,然后逐层递进的加工到最终的形状。
3.激光熔化沉积同样需要准备好金属粉末以及激光加工设备,但是在熔化沉积过程中需要注意的是,激光功率和加工速度必须完全匹配,以避免制品质量的不稳定性。
激光照射在金属粉末上后,会在金属粉末和底板之间形成一个熔池,而激光照射的位置则会被不断的熔化和凝固,直到最终的制品形态形成。
在以上两项技术中,可以通过改变激光的功率、速度、重叠率等参数来优化制品的质量,使其达到更好的金属成形效果。
总之,同轴送粉激光定向能量沉积和激光熔化沉积技术是现代金属成形技术中的重要发展方向,其在制造行业中得到了广泛的应用。
随着科技的不断进步,相信这项技术也将不断发展,成为金属制造业中的一大利器。
激光同轴送丝 构造-概述说明以及解释

激光同轴送丝构造-概述说明以及解释1.引言1.1 概述概述激光同轴送丝是一种先进的材料加工技术,它利用激光束将金属线或粉末送入目标材料中进行加工。
传统的送丝技术存在一些局限性,例如传统的激光焊接技术难以实现高精度、高质量的加工。
而激光同轴送丝技术通过将激光束和送丝装置同轴排列,有效解决了这些问题。
激光同轴送丝技术的构造主要包括激光器、光纤传输系统、送丝装置和控制系统等。
激光器产生高能量、高密度的激光束,通过光纤传输系统将其输送到送丝装置中。
送丝装置通过精密控制机构,将金属线或粉末送入激光束中进行熔化或烧结。
控制系统则对整个加工过程进行实时监控和调节,确保加工的精度和稳定性。
激光同轴送丝技术在许多领域都有广泛的应用。
例如,它在航空航天、汽车制造、电子工业、医疗器械等方面发挥着重要的作用。
在航空航天领域,激光同轴送丝可用于制造复杂结构的航空发动机零部件,提高零部件的性能和耐用性。
在电子工业领域,激光同轴送丝可用于制造微观电子元件,提高电子设备的性能和稳定性。
总而言之,激光同轴送丝技术是一种先进的材料加工技术,它通过将激光束和送丝装置同轴排列,实现了高精度、高质量的材料加工。
该技术在许多领域具有广泛的应用前景。
本文将详细介绍激光同轴送丝的基本原理、构造和应用领域,并总结其优点和局限性,展望其未来的发展前景。
1.2文章结构文章结构文章的结构是指整篇文章按照一定逻辑组织的框架和顺序。
一个良好的文章结构可以使读者更容易理解文章的内容和主题。
本文将按照以下结构组织内容:引言:对激光同轴送丝进行简要的介绍,介绍本文的目的和结构。
正文:详细探讨激光同轴送丝的基本原理和构造,并介绍其应用领域。
结论:总结激光同轴送丝的优点和局限性,并展望其发展前景。
在正文部分,我们将首先介绍激光同轴送丝的基本原理和构造。
这包括激光同轴送丝技术的工作原理、主要构成部分以及其基本特点。
然后,我们将探讨激光同轴送丝技术在哪些领域有广泛的应用,例如在材料加工、制造业等领域的具体应用案例。
激光熔覆中同轴粉末流温度场的数值模拟_杨洗陈

第29卷 第11期光 学 学 报V ol.29,No.112009年11月ACTA OPTICA SINICANovember,2009文章编号:0253-2239(2009)11-3114-07激光熔覆中同轴粉末流温度场的数值模拟杨洗陈 栗 丽 张 烨(天津工业大学激光技术研究所,天津300160)摘要 在激光同轴送粉熔覆中,由于激光与粉末流相互作用,粉末流整体温度分布直接影响激光熔覆的质量。
基于非预混燃烧模型,将激光相处理为连续性介质,粉末颗粒相看作离散相物质,建立了激光作用下粉末流的质量、动量和能量方程。
用Fluent 软件进行了不同激光功率和粉末流速度条件下粉末流整体温度场数值模拟,讨论了各种参数对温度场分布的影响。
为了验证该模型的准确度,利用CCD 比色测温方法测量了粉末流整体温度场分布。
结果表明,数值模拟与CCD 检测结果具有良好的一致性,数值模拟结果对激光熔覆具有指导意义。
关键词 激光熔覆;粉末流;温度场;数值模拟;Fluent 软件;CCD 相机;温度测量中图分类号 T N 249 文献标识码 A doi :10.3788/AOS 20092911.3114Nume rical Simulation of Temperature Fie ld of Coaxial Powder Flowin Lase r CladdingYang Xichen Li Li Zhang Ye(La ser Pr ocessing Cent er ,T ian jin P olytechnic Un iver sit y ,T ia n jin 300160,Chin a )Abstract I n la ser coaxia l cladding,laser casing qualities are directly affected by temperature field of powder flow for the interaction between laser and powers.According to the model of non -premixed c om bustion,regarding laser beam as c ontinuity medium pha se and powder a s disperse medium phase,the conservation equations of mass,m oment um and energy are established in laser and powder puter simulations of tem perature field in different para meters are finished using Fluent software.Some effects of laser c ladding parameters on temperat ure distribution such as laser power and powder flow velocity are discussed.Temperature field distribution in the powder flow is measured by CCD c amera.It is shown that simulation and experimental results agree well,numeric al simulation of temperature field in powder flow is important for laser cladding.Key wo rds la ser cladding;powder flow;temperature field;num eric al simulation;Fluent software;CCD camera;m ea surments temperature收稿日期:2009-07-20;收到修改稿日期:2009-09-28基金项目:国家自然科学基金(60478004)和天津市科技支撑计划重点项目(08ZCKF GX02300)资助课题。
同轴送粉激光熔覆过程中粉光匹配影响因素及控制研究

.
e pe i e t lr s t ho t e wa s s m ov d u nd e o a e ih t u x rm n a e uls s w h i ti e p a l ng t d w t he a gm e t o a re a l n f c r i r g s fux
第3 3卷 第 5期
21 0 2年 l O月
长 春 工 业 大 学 学 报( 自然 科 学 版 )
J u n lo a g h n Un v r i fTe h n l g ( t r l ce c iin) o r a fCh n c u i e st o c o o o y Na u a in e Ed t y S o
保证 激光 束 的高能 量 密 度 , 光 束 径 尺寸 一 般 均 激
控制 在较 小 的范 围 内变 化 。因 此 , 同轴 送 粉 激 对 光熔 覆而 言 , 现 良好 的粉 光 匹 配 是工 艺 实 施 的 实 关键技 术 , 中意 在 对 影 响送 粉 激 光熔 覆 过 程 中 文
覆材 料喷 嘴特性 的影 响作 用看 作 系统 因素 , 带 其 来 的影 响作用 相对 稳 定 , 响与 控 制 采用 其 它 方 影
法 进行处 理 。而送 粉速率 和 载气 流量是 实施 激光 熔 覆时 的可 变 工艺 参 数 。为 了简 化 分析 过 程 , 只 分 析熔覆 材料 粉束腰 直径 与送 粉速 率 和载气 流量 之 间的关 系 。 首先 假设 熔覆 材料粉 的 流速与 载气 的流 速相 同且 速度 不变 , 同时 假设 熔 覆 材 料 粉 流 动时 粉 体
激光熔覆送粉方式讲解

图4 同轴送粉喷嘴
图5 同轴送粉喷嘴结构示意图
同轴送粉粉末预热
图6 粉末预热效果
小 结
1、自动送粉方式:同步侧向送粉与同轴送粉 2、同步侧向送粉结构简单、价格较低,粉末利用率不 高,熔覆质量相对较差,适用于平面、轴类激光熔覆。 3、同轴送粉结构复杂、粉末经过预热,熔覆质量好,
通用性强
作业思考题
图3 同步侧送粉示意图
同步侧送粉的特点
1、结构简单、成本较低、粉末利用率相对较低 2、要求粉末具有较好的流动性(粉末粒度:40~160μm)
过细:粉末易结团过粗:易堵来自送料喷嘴 粉末需预热(100-120℃烘干)
3、运动方向变化时,送粉量受影响,熔覆层表面平整度差
同轴送粉
激光与粉末流同轴 集成焦距调节、气体保护、循环冷却、粉末流道、激光束通道等结构
1、对比分析同步侧送粉与同轴送粉的优缺点
2、现有一台光纤耦合激光器,激光头拟安装到机械手上,请问
选择哪个送粉方式比较合适?为什么?
激光熔覆送粉方式
课程:激光表面改性技术
主讲教师:林继兴
激光熔覆送粉方式
教学目标 通过本次课程的学习,掌握激光熔覆常见的两种送粉 方式及各自的优缺点。
自动送粉方式
同步侧送粉
图1
送 粉 方 式
同轴送粉
图2
同步侧送粉
粉末由送粉器经送粉管直接送到工件表面激光辐照区。 粉末到达熔区前先经过光束,被加热到红热状态,落入熔区后随即融化, 随基材的移动和粉末的连续送入,形成激光熔覆带。
送粉器的设计原理
3.2 送粉器的设计3.2.1 送粉器的粉末输送在双料斗载气式送粉器中,粉末的输送是设计的关键。
输送粉末时粉轮腔和出粉腔内的压缩气体,经出粉腔下端的出粉口形成稳定的气流携带粉末从出粉口流出,然后进入输送管道。
要想使粉末在输送管道中长距离正常地输送,根据粉体的气力输送理论,就要使粉体在管道中达到悬浮状态。
这时就要使输送物料的气流速度大于所输送物料的悬浮速度:ts v v (3-3) s v ——气流速度(m/s )tv ——物料的悬浮速度(m/s ) 颗粒就会悬浮起来并被气流推动。
但在输送过程中,由于颗粒相互间或与管壁间的碰撞、摩擦和粘附作用,加上管道中的气流速度不均以及其他因素的影响,实际输送气流速度要远大于物料悬浮速度。
对于激光涂敷来说,用小的气流速度输送出粉末,可以提高粉末的利用率。
同时还可以降低能耗、减小管道磨损。
但如果气流速度过小,物料流动状态就会变差,容易引起堵塞。
此外,为了防止管道的堵塞,还要保持有利于输送的混合比(物料量与空气量的比值)。
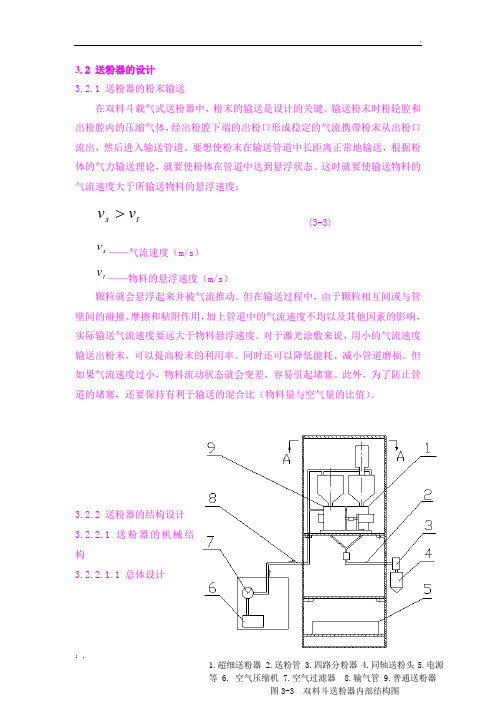
3.2.2 送粉器的结构设计3.2.2.1 送粉器的机械结构3.2.2.1.1 总体设计激光再制造双料斗送粉器,包括送粉部分、控制部分、配气部分和装置柜,送粉部分包括并联安装在装置柜上层的普通送粉器和超细送粉器、四路分粉器和送粉管。
其内部结构分布图如图3-3所示。
图3-4为图3-3的俯视剖面图,由图可以看出两个送粉器的安装位置。
图3-5为普通送粉器的外形图,图3-6为超细送粉器的外形图,图3-7为四路分粉器的实物图。
由图3-4可知,送粉时,普通送粉器和超细送粉器送出的粉末进入混粉器中,在气流作用下均匀混合,经一条送粉管输出进入四路分粉器,四路分粉器将粉流分为四路送入同轴送粉头,同轴送粉头将粉流聚集后送入加工区域,完成送粉过程。
工作原理如图3-8所示。
1.粉斗2.密封腔3.传动轴4.挠性联轴器5.交流电机6.电机支架7.支撑底板8.出粉管9.粉轮 10.粉轮腔 11.进气口 12.进气口 13.进料口图3-5 普通送粉器示意图 1.搅拌器 2.粉斗 3.密封腔 4.传动轴 5.联轴器 6.交流电机 7.电机支架 8.底板 9.出粉管 10.粉轮 11. 粉轮腔 12.进气口 13.进气口 14.进料口图3-6 超细送粉器示意图图3-7 四路分粉器1.超细送粉器2.普通送粉器3.装置柜图3-4 装置柜俯视剖面图3.2.2.1.2粉轮的设计送粉器根据机械力学原理和气动力学原理工作的,图3-9所示的是其原理示意图,它依靠气体协助输送粉末。
激光熔覆中同轴送粉气体一粉末流数值模拟

激 光 熔 覆 中 同轴 送 粉 气 体一 粉 末 流 数 值 模 拟
董 敢, 刘继常, 李媛媛
( 湖 南 大 学 汽 车 车 身 先 进设 计 制造 国家 重 点 实 验 室 ,长 沙 4 1 0 0 8 2 )
摘
要: 应用 F L UE NT 软 件 的 离 散 相 模 块 建 立 了激 光 熔 覆 中气 体 一 粉 末 流 的二 维 模 型 , 研 究 了 保 护 气 和
化 规律 , 并且 进 行 了试 验 验证 。
l 试 验 装 置
激 光熔 覆试 验装 置 由激光 器 、 同轴送 粉 系统 和检 测系 统构 成 , 其 中同轴 送粉 系 统 主要 由送粉 器 、 分 粉器 和 喷 嘴组成 。气粉 混合 流 由送粉 器送 出 , 经 过分 粉器 均 匀地 分 为 4路 , 同速 同量地 进 入 喷嘴 , 然 后 粉末 均 匀分 散 成环 形 , 再 汇聚后 与激 光束 同轴 输 出 。 在 既定 的工 艺参数 下 , 在相 同位 置粉 末 流的浓 度分 布 、 聚焦 特 性 和发 散 角都 是稳 定 不 变 的 , 所 以采用 快 门 速度 可 达 0 . 2 5 ms 、 有 效像 素达 1 2 3 0万 的尼 康 D5 0 0 0单 反 相机 拍摄 喷 嘴下 方 的粉末 流 分布 , 得到 的图片可 以
基于edem的激光熔覆粉末利用率仿真分析

第17卷第6期2019年12月福建工程学院学报JournalofFujianUniversityofTechnologyVol.17No.6Dec.2019doi:10.3969/j.issn.1672-4348.2019.06.011基于EDEM的激光熔覆粉末利用率仿真分析李春雨(福建工程学院机械与汽车工程学院ꎬ福建福州350118)摘要:针对现有同轴载气激光熔覆粉末利用率低的不足ꎬ设计环式同轴载气激光熔覆头ꎬ利用离散单元法对熔覆粉末在粉流道内的运动进行仿真分析ꎬ研究熔覆头喷嘴结构参数对粉末汇聚和利用率的影响规律ꎮ结果发现ꎬ粉流道夹角对粉焦距和汇聚性能影响较大ꎬ当夹角为36ʎ时ꎬ粉末颗粒分布较为集中ꎬ熔覆头的粉末利用率达到最高48.5%ꎮ研究成果可为熔覆头结构设计提供理论依据ꎮ关键词:激光熔覆ꎻ离散单元法ꎻ熔覆头设计ꎻ粉末利用率ꎻEDEM中图分类号:TN249ꎻTF124文献标志码:A㊀㊀㊀㊀㊀文章编号:1672-4348(2019)06-0569-06SimulationandanalysisonutilizationratiooflasercladdingpowderbasedonEDEMLIChunyu(SchoolofMechanicalandAutomotiveEngineeringꎬFujianUniversityofTechnologyꎬFuzhou350118ꎬChina)Abstract:Inviewofthelowutilizationratioofcladdingpowderoftheexistingcoaxialgas ̄carryinglaserclad ̄dingꎬaring ̄typecoaxialcarriergaslasercladdingheadwasdesignedꎬandthediscreteelementmethodwasusedtosimulateandanalyzethemovementofcladdingpowderinthepowderflowchannel.Theeffectsofthestructuralparametersofthecladdinghead snozzleonpowderconcentrationandutilizationratiowerestudied.Resultsshowthattheinclinationangleofthepowderchannelhasgreatimpactonthefocallengthandthecon ̄centrationofthepowder.Whentheanglewas36ʎꎬthedistributionofpowderparticleswasconcentratedꎬandthepowderutilizationrateofthecladdingheadreachedamaximumof48.5%.Theresearchresultsprovideatheoreticalbasisforthedesignofthecladdingheadstructure.Keywords:lasercladdingꎻdiscreteelementmethodꎻcladdingheaddesignꎻpowderutilizationratioꎻEDEM引言激光熔覆是指在高能量密度激光束的辐照下熔覆粉体和基体表层迅速熔融ꎬ并形成稀释度低㊁与基体成冶金结合的表面涂层ꎬ是激光加工领域较为前沿的新兴技术ꎬ根据送粉工艺不同又细分为预置粉式和同轴送粉式激光熔覆[1]ꎮ通过选择不同熔覆材料可显著改善基体表层的耐磨㊁耐蚀㊁耐热㊁抗氧化及电特性等ꎬ从而达到表面改性或修复的目的ꎬ既满足了对材料表面特定性能的要求ꎬ又可节省大量的贵重元素[2-3]ꎮ送粉喷嘴是激光熔覆工艺装备关键部件之一ꎬ运用仿真技术研究不同喷嘴结构的粉末流场对于工艺现象理解ꎬ以及研究粉末利用率及熔覆效果具有关键作用[4]ꎮHPan等[4]建立一种考虑颗粒形状效应的随机模型模拟整个熔覆过程ꎬ分析了激光熔覆头结构对粉末运动规律的影响ꎬ并通过实验验证了该随机型模型的有效性ꎮYan等[5]运用有限元建模分析方法研究适用于Ti-6Al-4V粉末在建筑薄壁结构中的沉积特性ꎬ通过优化喷嘴形状ꎬ获取粉末的高利用率和激光能量需求的最小化之间的平衡ꎮTakemura等[6]则收稿日期:2019-08-19基金项目:福建省教育厅项目(JA14208ꎬJA14216)ꎮ作者简介:李春雨(1981-)ꎬ女ꎬ黑龙江齐齐哈尔人ꎬ工程师ꎬ硕士ꎬ研究方向:检测与测量ꎬ增材制造ꎮ福建工程学院学报第17卷利用CFD多相流仿真分析研究了粉末的利用率问题ꎬ仿真结果发现粉焦距短于激光束焦距㊁降低气体流速可以改善粉末汇聚ꎬ提高粉末利用率ꎮ申卫国和王宁等[7-8]分别运用仿真手段研究了同轴送粉时粉末流的汇聚特性与喷嘴的结构参数的关联性ꎮ以上研究多是基于宏观尺度的有限元或多相流场的建模分析ꎬ而本文则是希望通过将宏观连续的粉末流离散为一系列颗粒ꎬ从粉末颗粒尺度出发研究粉流在喷嘴内部的流动特性ꎮ离散单元法以其考虑材料微结构及处理碰撞方面的独特优势ꎬ在工程领域得到广泛的应用[9-12]ꎮ本文采用颗粒离散元法对环式同轴式熔覆头喷嘴进行EDEM建模分析ꎬ研究结构参数㊁粉焦距㊁载气速度对于涂层粉末汇聚性能(粉斑直径㊁粉末速度)的影响规律ꎮ1㊀颗粒离散单元法建模离散单元法是将颗粒离散体看作有限离散元的组合ꎬ通过建模与仿真分析颗粒运动以及颗粒与颗粒之间应力的交互作用[9]ꎮ结合熔覆粉体特征ꎬ采用硬球模型的离散单元法ꎬ力学模型为Hertz ̄MD无滑移接触模型ꎬ忽略颗粒表面粘连ꎬ颗粒接触如图1所示ꎬ其法向力计算一般会采用半径分别为R1和R2的两球形颗粒发生了弹性接触ꎬ法向重叠量δn为:δn=R1+R2-r1-r2>0(1)式中R1和R2表示颗粒1和颗粒2的半径ꎻr1和r2是两颗粒的球心位置矢量ꎮ图1㊀Hertz理论中两球形颗粒弹性接触变形Fig.1㊀ElasticcontactdeformationoftwosphericalparticlesinHertztheory由于产生弹性变形ꎬ两颗粒接触面为圆形ꎬ定义接接触面的半径r∗ꎬ则r∗可用式(2)进行计算:r∗=㊀δnR∗(2)颗粒间法向力Fn可由式(3)求出[10]:Fn=43E∗R(∗)12δ32(3)式(2)和式(3)中ꎬR∗和E∗分别为有效颗粒半径和有效弹性模量ꎮ1R∗=1R1+1R2ꎬ1E∗=1-v21E1+1-v22E2(4)式中ꎬEi㊁vi分别为颗粒1和颗粒2的弹性模量和泊松比ꎮ设两颗粒间发生碰撞前的速度分别为V1㊁V2ꎬ发生碰撞时的法向单位矢量为nꎬ则相对速度的法向分量Vreln可由式(5)求出:Vreln=(V1-V2) n(5)则颗粒间的法向阻尼力Fdn为[13]Fdn=-256βSnm∗Vreln(6)式中m∗㊁β和Sn分别为等效颗粒质量㊁模型系数和法向刚度ꎬ可分别由下式计算[13]:m∗=m1m2m1+m2ꎬβ=lne㊀ln2e+π2ꎬSn=2E∗R∗δn(7)式中e为恢复系数ꎮ颗粒间的切向力Ft可由式(8)求出:Ft=-Stδt(8)式中δt为切向重叠量ꎻSt为切向刚度ꎬ可由式(9)求出[14]:St=8G∗R∗δn(9)式中G∗为等效剪切模量ꎬ可由式(10)求出[10]:G∗=2-v21G1+2-v22G2(10)式中G1ꎬG2为颗粒的剪切模量ꎬ可由材料的弹性模量和泊松比运算而得:G1=E121+v1()ꎬG2=E221+v2()(11)颗粒间的切向阻尼力Fdt可由下式求出[14]:Fdt=-256βStm∗vrelt(12)式中vrelt是切向相对速度ꎮ以上力学建模为后续仿真分析基础ꎬ模型建立后ꎬ只需在EDEM软件中设置相应参数即可获取颗粒的运动特性ꎮ075第6期李春雨:基于EDEM的激光熔覆粉末利用率仿真分析2㊀EDEM仿真环境设置EDEM是进行颗料力学建模与仿真的软件平台ꎬ主要由Creator㊁Simulator和Analyst三部份构成ꎮCreator是前处理工具ꎬ完成几何结构导入和颗粒模型建立等ꎮ如图2所示ꎬ将熔覆头三维模型导入EDEM中ꎬ设置中心位置ꎬ在熔覆头下端建立基体板料ꎬ设置为直线运动ꎮ同时ꎬ生成3个虚拟平面ꎬ用以生成颗粒ꎮ在仿真开始前ꎬ先要对环式载气同轴送粉喷嘴进行结构设计与分析ꎮ图2㊀熔覆头三维建模㊀Fig.2㊀3-Dmodelofthecladdinghead2.1㊀同轴送粉喷嘴结构环式载气同轴送粉喷嘴的工作原理如图3所示ꎬ其内部通道有冷却水通道㊁环形粉末通道㊁保护气体通道与激光光束通道ꎬ下部喷嘴具有冷却和送粉功能ꎻ喷嘴芯内孔的锥形孔为激光束通道ꎬ切向设计3个入粉口ꎬ粉末在载气作用下在环形送粉通道内充分分散ꎮ激光束的大部份能量汇聚于基体熔池区域ꎬ除用于热熔融ꎬ仍有部份以热辐射形式对外扩散ꎬ对喷嘴头的热作用很强烈ꎮ因此ꎬ粉末聚焦点和出粉口之间距离不宜过短ꎬ且喷嘴头应具有优良粉末汇聚性能ꎮ喷嘴头圆锥面与工件表面的距离为粉焦距为λꎻ喷嘴头圆锥面处孔径为φ=4.7mmꎬ孔中心线与喷嘴轴心线夹角为aꎻ通过光斑直径与激光镜片焦距ꎬ算得激光束夹角ꎻ当粉末聚焦点和光束焦点在熔池处重合ꎬ误差控制在1mm的范围内ꎮ2.2㊀EDEM仿真参数选取颗粒和流道内壁之间的接触力采用式(6)-式(12)建立的Hertz-MD理论计算颗粒-颗粒间图3㊀载气同轴送粉喷嘴工作原理Fig.3㊀Workingprincipleofthecoaxialgas ̄carryingpowderfeedingnozzle的作用力ꎬ并假定壁面不会因为颗粒和壁面相互碰撞而移动ꎮ通过实验观察ꎬ熔覆粉末基本呈现规则球形[2]ꎬ假设接触力为理论状态ꎬ颗粒的属性可以直接计算获得ꎮ颗粒接触方法为网格法ꎬ计算得时间步长设置为5%~40%ꎮ设置仿真时间步长为20%ꎬ仿真时间为2sꎮ仿真环境材料属性与边界接触参数选取见表1和表2ꎮ表1㊀材料属性Tab.1㊀Materialproperties材料泊松比剪切模量/Pa密度/(kg m-3)静电力Ni0.3107.90E+1085000青铜0.3208.20E+1096200Q235A0.2882.10E+1178600表2㊀材料接触属性Tab.2㊀Materialcontactproperties相互关系恢复系数静摩擦系数动摩擦系数镍粉-镍粉0.420.350.23镍粉-青铜0.530.620.48镍粉-钢0.210.630.533㊀仿真结果与分析本文主要探究喷嘴结构参数对粉末汇聚性能的影响ꎬ因此ꎬ不考虑激光热能对颗料运动的影响ꎬ仿真时只需将喷嘴进行建模处理即可ꎮ同时ꎬ175福建工程学院学报第17卷忽略粉末颗粒从送粉器被输送至熔覆头过程中的能量损失ꎮ3.1㊀颗粒速度仿真与分析由多次实验得知在激光行走速度为4mm/sꎬ激光功率为1800Wꎬ送粉速率为30g/min时ꎬ激光熔覆层品质较好[2]ꎮ设定重力加速度为9.81m/s2ꎬ大气压为标准大气压ꎮ图4为3.5m/s的载气初速度下ꎬ颗粒的速度变化趋势曲线ꎮ图4㊀颗粒速度图Fig.4㊀Particlevelocitydiagram由图4可知ꎬ颗粒在载气和重力的复合效应下ꎬ以一定加速度驱动速度提升ꎬ当颗粒第1次撞击到入粉孔内壁时ꎬ产生能量损失ꎬ当损失量大于颗粒受重力场施加的机械能时ꎬ颗粒做减速运动ꎬ这是颗粒的第1次减速ꎬ如图4所示ꎻ同时ꎬ后面加速运动的颗粒和之前减速的颗粒发生碰撞ꎬ由动量守恒定理知减速的颗粒将被加速ꎬ加速的颗粒被减速ꎮ由于颗粒碰撞是瞬态过程ꎬ在重力场的作用下ꎬ颗粒群仍会呈现加速运动趋势ꎬ即:颗粒从0.03s到1.40s左右发生持续加速状态ꎬ但后期出现速度不规则变化ꎮ当速度达到最大值25.3m/s时ꎬ颗粒接触到基体表面并出现大幅度下降ꎬ到1.60s时ꎬ粒子停止运动ꎬ速度仿真结果分析与实验现象相符ꎮ图5为喷嘴行走速度为v1=4m/sꎬ时间为t=2s的颗粒堆积形态ꎬ粉末生成速率为v2=30g/minꎬ镍粉的密度为e=8500kg/m3ꎬ颗粒的半径设置为r1=0.01mmꎬ则粉末利用率ε可由下式进行计算[15]:ε=eˑnˑr13/(v1t)(13)图5㊀颗粒堆积形态Fig.5㊀Particlepackingstatus式中n表示颗粒堆积数目ꎮ结合仿真统计结果可算得粉焦距为6mm时的粉末利用率为33.9%ꎬ粉末在基体表面的堆积形态符合实际熔覆层的分布状态ꎬ如图5所示ꎮ但在实际工艺实施中ꎬ熔覆颗粒在高能束下会产生热粘结现象ꎬ即当颗粒从出粉孔飞散出去后ꎬ受到激光的影响ꎬ颗粒之间发生粘结ꎬ造成颗粒与基体表面的撞击能量损失增大ꎬ缓解了颗粒飞散ꎬ更多的颗粒将粘结成熔覆层ꎬ致使粉末利用率将提高10%~13%左右[15]ꎮ因此ꎬ仿真结果与文献[4ꎬ16]载气式同轴送粉喷嘴的粉末利用率可达40%的结论一致ꎮ3.2㊀夹角a对粉末汇聚性能的影响分析如图3所示ꎬ送粉通道夹角a直接决定粉焦距ꎬ又同时影响粉斑大小ꎬa取值不同粉焦距不同ꎬ实验时应适配不同激光焦距ꎮ因此ꎬ本文仅针对喷嘴夹角a进行仿真优化ꎮa不应太小ꎬ影响到喷嘴芯的整体结构性ꎻa太大ꎬ则使入粉环式通道过小ꎮ通过查阅文献与初步计算a取值范围在30ʎ-38ʎ较为合理[15]ꎮ设置角度间隔为2ʎꎬ并分析不同粉焦距时粉末汇聚特性ꎬ仿真环境为:载气速度为15m/sꎬ离焦量为6mmꎬ送粉速率为30g/minꎬ熔覆头行走速度为4mm/sꎮ粉斑大小的确定是利用比例法ꎬ观察仿真边界切面上粉斑所占切面面积的比例可计算出粉斑直径和气流汇聚焦距[16]ꎮ图6为不同参数下喷嘴果颗粒的运动轨迹ꎬ由图6知a=36ʎ时ꎬ轨迹相对集中ꎮ根据仿真颗粒统计ꎬ可计算获得不同夹角a下的粉斑和粉焦距ꎬ见表3ꎮ仿真结果均与设计目标有所偏差ꎬ为了定量评价仿真结果ꎬ此处采用数值加权法分析夹角对汇聚性能的影响ꎮ275第6期李春雨:基于EDEM的激光熔覆粉末利用率仿真分析图6㊀不同夹角a时喷嘴颗粒的运动轨迹Fig.6㊀Movementtrajectoryofnozzleparticlesatdifferentinclinationanglesa表3㊀不同夹角a时熔覆头仿真获得的汇聚焦距和粉斑数值Tab.3㊀Powderfocallengthandpowderspotvaluesobtainedbysimulationatdifferentinclinationanglesa夹角a/(ʎ)气流汇聚焦距f/mm粉斑d/mm307.33.9327.23.5346.33.4365.93.1385.73.3由于设计依据激光光源的光斑直径为3.2mmꎬ光斑直径应大于粉末汇聚的粉斑直径是熔覆头设计的原则之一ꎬ以粉斑直径和光斑直径的外径差绝对值为指标ꎬ以Δd表示ꎮ设计的离焦量为6mmꎬ在激光熔覆加工时ꎬ为让激光光斑与粉斑重合ꎬ分析以气流汇聚焦距和离焦量6mm的距离差绝对值为指标ꎬ用Δf表示ꎬ如表4所示ꎮ由于环式结构头的环形通道ꎬ激光加工时不会出现粉末提前熔化堵塞出粉口的现象ꎮ因此ꎬ粉末汇聚焦距指标是影响不大的试验指标ꎬ在综合评分时ꎬ设该权值为0.3ꎮ本次分析的重点是研究粉斑直径ꎬ因此设定该权值为0.7[16]ꎮ综合评分越低ꎬ则说明熔覆头的汇聚性能越好ꎮ由表4的综合评分结果可知当a=36ʎ分值最小ꎬ为0.1ꎮ表4㊀仿真结果加权评分表Tab.4㊀Weightedscoresforsimulationresults试验号夹角a/(ʎ)仿真结果分析粉斑直径d/mm气流汇聚焦距f/mm试验指标粉斑直径Δd/3.2mm气流汇聚焦距Δf/6mm综合评分Δd∗0.7+Δf∗0.31303.96.90.70.90.762323.56.50.30.50.363343.46.30.20.30.234363.15.90.10.10.105383.35.70.10.30.163.3㊀粉焦距对粉末利用率的影响分析粉末利用率是评价熔覆头性能优良的关键参数之一ꎮ依据表3仿真结果知:在给定的粉流道夹角范围内ꎬ粉焦距在5~8mm范围内变化ꎮ为了扩大分析范围ꎬ粉焦距选取3~9mmꎬ仿真环境与表3相同ꎬ可结合式(13)粉末利用率的变化曲线ꎬ如图7所示ꎬ可以得到:在离焦量为6mm时ꎬ熔覆头粉末利用率较高ꎬ达到48.5%ꎬ当送粉孔离工件高度为3mm和9mm时ꎬ粉末利用率较低ꎮ375福建工程学院学报第17卷图7㊀粉末利用率图Fig.7㊀Powderutilizationratio4㊀总结本文以某型号激光光源为依据ꎬ设计了一种环式载气同轴送粉喷嘴ꎬ研究在不同夹角下送粉孔的对粉末汇聚特性及粉末利用率的影响ꎬ通过离散元力学建模与EDEM仿真分析获得的主要结果为:1)粉流道夹角越大ꎬ粉焦距越小ꎬ当夹角a=36ʎ时ꎬ此时喷嘴的粉焦距和粉斑大小与设计目标较为接近ꎬ汇聚性能最好ꎻ2)粉焦距与粉末利率呈现非线性关系ꎬ当粉焦距为6m时ꎬ粉末利率最高ꎮ参考文献:[1]李方义ꎬ李振ꎬ王黎明ꎬ等.内燃机增材再制造修复技术综述[J].中国机械工程ꎬ2019ꎬ30(9):1119-1127ꎬ1133. [2]练国富ꎬ姚明浦ꎬ陈昌荣ꎬ等.激光熔覆多道搭接成形质量与效率控制方法[J].表面技术ꎬ2018ꎬ47(9):229-239. [3]张天刚ꎬ庄怀风ꎬ肖海强ꎬ等.稀土添加对Ti基激光熔覆层组织与摩擦磨损性能的影响[J].中国激光ꎬ2019ꎬ46(9):1-16.[4]PANHꎬLIOUF.Numericalsimulationofmetallicpowderflowinacoaxialnozzleforthelaseraideddepositionprocess[J].JournalofMaterialsProcessingTechnologyꎬ2005ꎬ168(2):230-244.[5]YANJYꎬBATTIATOIꎬFADELG.Designofinjectionnozzleindirectmetaldeposition(DMD)manufacturingofthin-walledstructuresbasedon3Dmodels[J].TheInternationalJournalofAdvancedManufacturingTechnologyꎬ2017ꎬ91(1/2/3/4):605-616.[6]TAKEMURASꎬKOIKERꎬKAKINUMAYꎬetal.Designofpowdernozzleforhighresourceefficiencyindirectedenergydepositionbasedoncomputationalfluiddynamicssimulation[J].TheInternationalJournalofAdvancedManufacturingTech ̄nologyꎬ2019ꎬ66.[7]申卫国ꎬ岑虎ꎬ雷剑波ꎬ等.同轴送粉激光熔覆中激光透过率研究[J].机械工程学报ꎬ2014ꎬ50(8):59-65. [8]王宁ꎬ李旭东.多材料双通道激光熔覆过程的计算机仿真[J].甘肃科学学报ꎬ2017ꎬ29(6):111-116. [9]周爽ꎬ苏景林ꎬ刘晓星ꎬ等.多孔陶瓷材料力学特性的离散单元法定量模拟[J].中国科学:物理学力学天文学ꎬ2019ꎬ49(6):28-39.[10]沈国浪ꎬ童昕ꎬ李占福.基于离散单元法对振动筛仿真实验次数分析[J].机械设计与研究ꎬ2019ꎬ35(2):110-112ꎬ116.[11]罗晓龙ꎬ刘军ꎬ田始军ꎬ等.基于离散单元法的铝粉冲击加载过程三维数值模拟[J].中国机械工程ꎬ2018ꎬ29(20):2515-2519.[12]罗滔ꎬ李刚ꎬOOIETꎬ等.堆石体宏细观力学特性演化机制的离散元模拟[J].武汉大学学报(工学版)ꎬ2018ꎬ51(7):607-612.[13]LIZFꎬTongXꎬXIAHꎬetal.Astudyofparticlesloosenessinscreeningprocessofalinearvibratingscreen[J].JournalofVibroengineeringꎬ2016ꎬ18(2):671-681.[14]LIZFꎬTONGX.Astudyofparticlespenetrationinsievingprocessonalinearvibrationscreen[J].InternationalJournalofCoalScience&Technologyꎬ2015ꎬ2(4):299-305.[15]杨斌.激光熔覆送粉喷嘴的优化设计及制造[D].广州:华南理工大学ꎬ2011.[16]郗文超ꎬ宋博学ꎬ王钊ꎬ等.表面熔覆工艺的成形特征及粉末有效利用率研究[J].表面技术ꎬ2019ꎬ48(3):211-218.(责任编辑:方素华)475。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录1 绪论 ..................................................................................................................... 错误!未定义书签。
1.1 前言 ............................................................................................................. 错误!未定义书签。
1.2 课题背景的与现状...................................................................................... 错误!未定义书签。
1.2.1 国外研究情况.................................................................................. 错误!未定义书签。
1.2.2 国内研究情况.................................................................................. 错误!未定义书签。
1.3 送粉技术现状及存在的问题...................................................................... 错误!未定义书签。
1.3.1 送粉方式.......................................................................................... 错误!未定义书签。
1.3.2 目前送粉技术存在的问题.............................................................. 错误!未定义书签。
2 计算流体学的基本原理.......................................................................................... 错误!未定义书签。
2.1 流体力学基本方程...................................................................................... 错误!未定义书签。
2.1.1 质量守恒定律.................................................................................. 错误!未定义书签。
2.1.2 动量守恒方程.................................................................................. 错误!未定义书签。
2.1.3 能量守恒方程.................................................................................. 错误!未定义书签。
3FLUENT软件介绍 ................................................................................................. 错误!未定义书签。
3.1FLUENT软件概述 ..................................................................................... 错误!未定义书签。
3.1.1 网格划分技术.................................................................................. 错误!未定义书签。
3.1.2 软件的灵活设置.............................................................................. 错误!未定义书签。
3.1.3 软件的基本构成.............................................................................. 错误!未定义书签。
3.1.4 计算类型及应用领域...................................................................... 错误!未定义书签。
4 同轴送粉喷嘴模型的建立...................................................................................... 错误!未定义书签。
4.1 同轴送粉喷嘴模型...................................................................................... 错误!未定义书签。
4.2 同轴送粉模拟计算前处理.......................................................................... 错误!未定义书签。
4.2.1 同轴送粉喷嘴建模.......................................................................... 错误!未定义书签。
4.2.2 划分网格.......................................................................................... 错误!未定义书签。
4.2.3 设定边界类型.................................................................................. 错误!未定义书签。
4.3 同轴送粉喷嘴的模拟计算步骤.................................................................. 错误!未定义书签。
5 汇聚过程的计算结果与分析 (17)5.1同轴送粉的汇聚效果的总体分析 (17)5.2粉气同角时汇聚特性数值模拟 (17)5.2.1两腔锥角变化对汇聚性能影响 (17)5.2.2气腔进口速度对汇聚性能影响 (21)5.3粉气非同角时汇聚特性数值模拟 (24)5.3.1 气腔进口速度对汇聚性能影响 (24)5.3.2粉腔锥角变化的汇聚性能比较 (27)致谢 ............................................................................................................................. 错误!未定义书签。
参考文献 ......................................................................................................................... 错误!未定义书签。
附录 ............................................................................................................................. 错误!未定义书签。
1.绪论1.1.引言激光金属直接制造( LDMM) 技术是近十几年来兴起的一种先进制造技术, LDMM 技术采用高能量激光为热源, 以预置或同步供给金属粉末或金属丝为成形材料, 在金属基体上逐为金属零件。
同轴送粉喷嘴是实现激光直接制造的层堆积而成形关键部件, 它的主要作用是把金属粉末均匀、稳定地输送到熔池中。
在同轴送粉中, 由于粉末流与激光束同轴输出, 所以当粉末汇聚性差、汇聚焦距太小时( 粉末汇聚焦距是指喷嘴出口到粉末汇聚焦点的距离) , 在成形过程中粉末的反弹容易造成喷嘴堵粉而影响零件的成形质量, 国内外针对这一问题已做了大量的研究。
Lin[ 7] 研究了雷诺数为2000 时, 同轴送粉喷嘴内的气粉两相流动, 计算和分析了粉末流浓度的分布规律; 杨洗陈等[ 8~ 10] 研究建立了同轴送粉喷嘴粉末流浓度场和温度场的理论模型, 开发了一种新型数字粒子图像测速( DPIV ) 系统来检测粉末流的浓度场分布, 并研究了金属粉末流和载流气体的动量和质量传输过程。
本文应用气固两相流理论对同轴送粉喷嘴的粉末流场进行数值模拟,分析了送粉喷嘴锥角、粉末流速和保护气体流速对粉末流场汇聚特性的影响,及粉末流场参数的变化规律。
1.2 课题背景与现状1.2.1 国外研究现状近年来,采用快速成型制造设备最积极的地区是东亚(尤其是韩国、新加坡及我国的香港)。
美国的各种快速成型制造系统基本上都是在美国国家自然科学基金会的资助下研发并实现商品化的。
在Austin举行的2000年度快速成型制造年会上,许多大学和公司都推出了各自的成型系统。
日本以东京大学为首的一批学术机构及企业单位主要集中于SLA工艺(因为该工艺成型精度最高)、树脂材料研究开发和快速成型制造技术的应用方面。
澳大利亚建立了主要由快速成型制造领域的工业企业和学术机构参与的“欧洲快速原型制造行动(EARP)”项目。
1.2.2 国内研究现状为了加快快速成型制造技术在我国的发展,国家已组织实施了快速成型技术应用研究和推广服务工作。
经过国内多所大学及公司几年的努力,已经研制开发与国外SLA、LOM、SLS、FDM工艺相类似的一批设备。
这些设备都是多种技术的集成,主要是为了提高快速成型制造制作精度和可靠性,涉及工艺原理、工艺方法、温度控制、激光及冷却系统、精密机械传动等硬软件方面。
但快速成型制造技术在国内的应用还不十分广泛,设备安装台数不多,目前仅限于大型企业。
为改变此落后局面,西安交通大学已建立了中国快速成型制造网络站点,为我国快速成型制造制造商、快速成型制造技术应用服务中心、科研院校及广大用户提供信息服务。