936型恒温电烙铁维修经验附电路图最全的
采用LM358的936焊台控制电路详细说明_自制

采用LM358的936焊台控制电路详细说明_自制制作人:何惠森2013/6/16936焊台电路原理图:备注:本款936采用的是单IC结构(LM358双运放),电路相对简单,已被多个品牌使用(1321发热芯)白光原厂控制电路加入了运放作缓冲器以及控制芯片C1701,所以结构更复杂一些,但基本结构相似说明:供电部分1)变压器通常为220V AC转24V AC,功率在100W左右,部分品牌有使用28V AC或32V AC的本电路采用4Ω的发热丝,则极限功率 (24V/4Ω)2 x 4Ω =144W2)为了简便使用,电路仅采用D1和D3两个1N4007构成半桥整流,只要C1电容足够大,就可以保证LM358的供电正常。
3)由于本结构中LM358需要控制没有经过整流的可控硅和发热丝电路,所以采用的是双电源结构,即通过两个7.5V稳压管(ZD1和ZD2)形成正负电源。
分别接到358的VCC端(8脚)和VEE端(4脚)4)为便于说明,我们将热电偶的负极端(Rx-)定义为0电位,故如图所示,两个稳压管两端分别为+7.5V和-7.5V。
且每个稳压管上各串了一个限流电阻,所以有358的VCC端(8脚)与热电偶的负极端(Rx-)之间的电压略大于+7.5V,358的VEE 端(4脚)与热电偶的负极端(Rx-)之间的电压略低于 - 7.5V。
5)两个稳压管(ZD1和ZD2)也可以使用9V的稳压管6)整流二极管D3上并联了一个330Ω的电阻R8,其作用是在交流电压较低时通过C1给双向可控硅微供电,防止可控硅关死。
控制部分1)热电偶通过航空插头的RX+和RX-两端接到358第一个放大器的两个输入端上,注意,热电偶是有正负极的,有些厂家用的是没有极性的热电阻替代的。
2)本电路中热电偶常温阻抗约在50Ω左右,随温度变化正比例变化。
300O C时阻抗约在90Ω左右。
3)RX+和RX-两端之间的电压是由热电偶电阻与电阻R4串联分压得到的,例如:热电偶阻抗(300O C)=90Ω,本电路R4=1KΩ,以RX-为0电位参考,得到RX+的电压为7.5V x 90Ω/(90Ω+1KΩ)=619mV 4)RX+和RX-两端之间的电压差通过358的第一个放大器进行电压放大,得到温度采样点评,此时微调旋钮VR2可以根据R3还有R6的比例关系控制放大的倍数。
电子温控恒温电烙铁电路原理。

电子温控恒温电烙铁电路原理。
TOP-936A型电子温控电烙铁是一种以低压工作的电子温控式电烙铁,具有恒温控制、温度可调以及防静电等功能。
这种通过电子电路来控制焊接温度的电烙铁,精致小巧,头部尖细,特别适合手工焊接微小型电子元器件。
1、TOP-936A型电子温控电烙铁的结构TOP-936A型电子温控电烙铁是由低压电烙铁和控制电路两部分构成。
其中低压电烙铁是一种通入低压电源发热的电热器件,用于产生热量焊接电子元器件;在低压烙铁内,还设置有热电偶元件用于感应烙铁的温度,为控制电路采集电烙铁的温度信息,便于控制电路自动调整供给电烙铁的电压,使电烙铁的工作温度保持在一定范围。
控制电路的作用是用于控制供给电烙铁的电流大小或电压高低,以可调方式或恒温方式控制电烙铁工作时的焊接温度。
2、TOP-936A型电子温控电烙铁的电路TOP-936A型电子温控电烙铁的控制电路如下图所示,它是采用一块LM358型双运放集成电路IC为核心,外设阻容元件和晶体管元件构成,用于调节控制电烙铁的工作电压。
TOP-936A型电子温控电烙铁的控制电路主要由直流电源电路、烙铁连接电路、烙铁供电电路、温度调控电路、自动温控电路、加热指示电路等功能单元构成。
直流电源电路由220V电源插头XP、电源开关S、保险丝FU、降压变压器T、整流二极管VD2和VD3、限流电阻器R6和R7、稳压二极管VD5~VD7、滤波电容器C1及C4和C5等组成。
变压器T中LI 为一次绕组,L2为二次绕组。
烙铁连接电路即是电烙铁与控制电路连接的接线端子,上图中JIK5P型专用接线插座XS,它有1、2、3、4、5五个接线端子。
1-2端用于连接压电烙铁的电热丝。
故由这两个接线端子向电热丝供入24V交流电压。
4-5端连接电烙铁内部的热电偶(温度传感器),由这两个接线端子为热电偶提供电源,同时也由这两个接线端子取出热电偶采集电烙铁温度的信息。
3端连接大地,用于泄放掉电烙铁上的静电。
白光(HAKK)936烙铁原理和修理

白光(HAKK)936烙铁原理和修理HAKKOHAKKO低压烙铁的原理及维护是日本白光有限公司的产品标志,主要产品有低压烙铁、锡枪、热风枪、自动拉锡机、离子风机、吸烟机、烙铁温度测试仪。
其中,最常用的是低压电烙铁,例如那些在手机商店修理手机和在工厂焊接的电烙铁。
其中大部分是HAKKO标志。
之所以有这么多用户,主要是因为它具有升温快、防静电、恒温的特点。
虽然有这么多支持者,但由于其他原因,制造商一般不附上原理图和电路图,这给维修带来了一些困难。
针对这种情况,本文详细介绍了HAKKO936和HAKKO951这两种使用频率较高且容易出现故障的车型的原理和维修方法,希望能给有需要的朋友提供一些帮助。
(-)箱根936的工作框图如图1所示。
物理图和电路图如图2和图3所示。
经D3整流,C1滤波,R1降压输出DC+20V电压供给IC2(LM324N)运算放大器的电源DC+20V,打开铬铁电源开关。
电源AC110V/220V 通过安全管到达变压器。
变压器初始转换和降压后,二次输出AC24V 通过印刷电路板,由D3整流,由电容C2和C3滤波。
然后,来自稳压管ZD1的稳压输出DC+5V被提供给IC1和IC2比较放大器的输入端,电位计电压被调节R10以降压,由ZD2稳定的DC+10V由IC2的10个引脚输入。
在放大器由VR2(温度微调电位计)调整到IC2的13引脚输入之后,12引脚IC2根据通过并联连接温度感测电阻器元件的电阻值变化和R5获得的电阻值,将放大器的1引脚输出与较大的IC2电压进行比较,并且IC1的4引脚电压也随着加热芯加热到由VR1调节的温度之后温度升高而改变温度感测元件需要由VR1(主温度调节电位计)电调整的电压。
然后R12限流比较放大电压由通过R7从IC2的14引脚输出耦合到2引脚输入IC2的内部逻辑电路控制,以阻止内部信号发生器将6引脚输出Q1的T2输出电压输出到铬铁加热芯引脚,从而控制加热IC2电压在7引脚输出之后被传送到IC1压控频率发生器的比较负输入IC2,根据2引脚的输入电压和3引脚输入的DC+5V电压将比较负输入ic2与IC2进行比较,当脚停止输出振荡信号后,Q1也停止导通。
电烙铁调温控制电路及贴片元件焊接图解教程

贴片元件焊接图解教程贴片元件焊接图解教程
首先来张全部焊接一个点的PCB图
当然这是焊接贴片的必须工具
这个是准备焊接的DD(晕倒,稍不小心会不见)
先用烙铁加热焊点
然后夹个贴片马上过去
等贴片固定后焊接另外一边!
焊接IC了,先在PCB上固定贴片IC的一个脚然后大规模全部堆满脚!成了这个样子
然后找跟细铜丝和松香象拉丝苹果
放到IC脚上!用铜丝吸锡
最后用酒精清洗(用棉签)你会发现松香很块就会融化而不见!
做点结尾工作完成的样子
电烙铁控制电路
电烙铁控制电路
调节电烙铁温度的电流控制电路适用一个高压集成调节器TL783(U1).如果用图中规定的元件值,则此电路只能用于25W或低于25
W的电烙铁。
恒温电烙铁电路图

恒温电烙铁电路图恒温电烙铁电路图如图为恒温电烙铁电路图。
市电AC220V经R1降压、D1半波整流、D2削波稳压、C1滤波后作为比较器件IC的电源电压及调温设定电压源。
IC-A③脚为热电偶检测电压输入端(与温度值对应);②脚为调温设定电压。
在②、③脚两端电压比较后,由①脚输出。
其中R5的作用是将输入的很少一部分反馈至同相输入端③脚,以使在小信号波动时输出锁定不变。
当热电偶检到温度偏低时;③脚电平相对②脚低,使输出①脚也低。
进而使IC-B放大器⑥脚相对于固定偏置的⑤脚偏低,使输出⑦脚为高。
由于IC-B⑤脚电压是由AC220V经R6、R7分压而得,因而,频率、相位完全与AC220V相同。
与⑥脚直流比较后在⑦脚输出交流电压。
该交流电压经C2、D4、D3和D4反向并联(作用同双向二极管)触发双向可控硅,使相应的电压加到烙铁电热丝上,以达到恒温的目的。
1.2部分元器件的功能介绍电路图设计好了,接下来就是布置元器件了,恒温可调电烙铁主要是通过热电偶、集成电路控温,恒温精度高,焊接温度可调,高强度工程塑料手柄,它主要是由这些元器件构成的:两个黑红二级管、烙铁芯、一个发光二级管、热电偶、一个可调电阻、一个传感器、HA17358一只,两个电解电容、一个金属膜电阻和一个稳压管等组成。
每个元器件都有各自的用处:可调电阻用来调节温度的,稳压管和金属膜电阻的所起的作用是保护电路,电解电容是用来滤波将交流转换为直流。
热电偶是用来检测烙铁芯的温度,当烙铁芯的温度达到调节手柄的温度时是通过它来停止加热的。
这是需要着重说明一下的是热电偶测温的应用原理:1.2.1热电偶测温的应用原理热电偶是工业上最常用的温度检测元件之一。
其优点是:①测量精度高。
因热电偶直接与被测对象接触,不受中间介质的影响。
②测量范围广。
常用的热电偶从-50~+1600℃均可边续测量,某些特殊热电偶最低可测到-269℃(如金铁镍铬),最高可达+2800℃(如钨-铼)。
DIY便携式936烙铁带数显电压电流超低成本

DIY便携式936烙铁带数显电压电流超低成本因为经常需要出去修机器。
随身烙铁必不可少。
用习惯了936,一时还不适应黄花的大块头。
于是自己网购了一些必须零件。
936手柄一个。
25元。
虽然有温度探头,这里没有使用。
12--24V可调电源一个,某宝26包邮。
电压电流双显表一个,某宝15一只,以前购买的。
利用起来。
表很小巧。
同时显示电流和电压。
表的功能和接口。
输入可以5--30V,所以我就跟输出电源并联了。
直接供电。
这是收到的可调电源插口。
这里刚好可以放表头。
这可调本来是用于笔记本充电的。
实测设计功率大约50W左右,卖家标称96W。
给936手柄用是不成问题的拉。
24V已经可以烧红烙铁头了。
先改里边。
把电流表的线引出来,还有表头的供电。
空间狭小,就用了铁氟龙套管和热缩管。
防止意外漏电。
接好表头。
焊的难看。
我不挑剔。
实用第一。
接好后的样子。
表的四角都剪掉了。
否则会挡住外壳的安装。
检流用的康铜丝也得躺下了。
表的正面。
输入电源部分剪掉了一些PCB。
保险丝和NTC都是临空一脚。
输入线用铁氟龙保护。
原本装三叉品字座的位置扩大了。
可以放下表头了。
基本已经挖到不能再挖了。
外部磨平,贴合表头。
这样会好看点。
表头装上。
康铜丝刚好在塑料柱旁边。
如果不改,这里是装不进外壳螺丝了。
OK。
装好的样子。
输入线只能在旁边了。
很遗憾没能找个好地方给它。
下次找根90度拐弯的插头线就完美了。
936焊台故障维修实例

936焊台故障维修实例936焊台是一种常用的焊接设备,用于电子元件的焊接工作。
然而,由于长时间使用或不当操作,936焊台有时会出现故障。
本文将以936焊台故障维修实例为题,介绍一种常见的故障现象及其解决方法,旨在帮助读者更好地了解和修复936焊台故障。
故障现象:936焊台无法加热故障原因分析:1. 电源线接触不良:检查电源线是否插紧,是否有断路现象。
2. 温控器故障:检查温控器的连接是否良好,是否有损坏现象。
3. 加热元件损坏:检查加热元件是否受损,是否需要更换。
解决方法:1. 检查电源线是否插紧,是否有断路现象。
如果发现电源线松动或有断路现象,应重新插紧或更换电源线。
2. 检查温控器的连接是否良好,是否有损坏现象。
如果发现温控器连接不良或损坏,应重新连接或更换温控器。
3. 检查加热元件是否受损,是否需要更换。
如果发现加热元件受损,应购买相应的加热元件进行更换。
故障现象:936焊台加热不均匀故障原因分析:1. 加热元件老化:长时间使用后,加热元件容易老化,导致加热不均匀。
2. 温控器故障:温控器可能存在误差,导致加热不均匀。
解决方法:1. 更换加热元件:如果加热元件老化严重,应购买相应的加热元件进行更换。
2. 调整温控器:根据实际需要,适当调整温控器的温度,使加热更加均匀。
故障现象:936焊台温度不稳定故障原因分析:1. 温控器故障:温控器可能存在误差,导致温度不稳定。
2. 加热元件老化:加热元件老化会导致温度不稳定。
解决方法:1. 更换温控器:如果温控器存在严重误差,应购买相应的温控器进行更换。
2. 更换加热元件:如果加热元件老化严重,应购买相应的加热元件进行更换。
总结:通过以上实例,我们了解到936焊台常见的故障现象及其解决方法。
在使用936焊台时,我们应注意保持设备的良好操作状态,及时检查和维护设备,以避免故障的发生。
当出现故障时,我们可以根据具体情况进行排查和修复,或者寻求专业人士的帮助。
恒温烙铁修理指导书
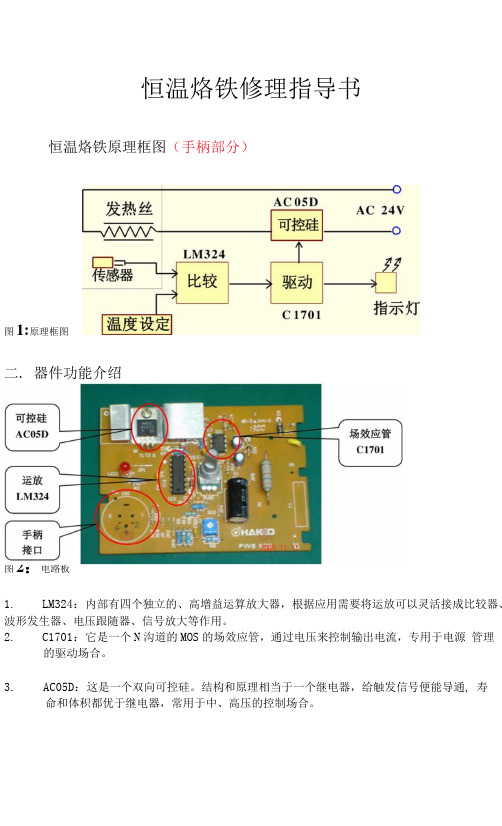
恒温烙铁修理指导书
恒温烙铁原理框图(手柄部分)
图1:原理框图
二. 器件功能介绍
图2:电路板
1.LM324:内部有四个独立的、高增益运算放大器,根据应用需要将运放可以灵活接成比较器、波形发生器、电压跟随器、信号放大等作用。
2.C1701:它是一个N沟道的MOS的场效应管,通过电压来控制输出电流,专用于电源管理
的驱动场合。
3.AC05D:这是一个双向可控硅。
结构和原理相当于一个继电器,给触发信号便能导通, 寿
命和体积都优于继电器,常用于中、高压的控制场合。
三. 烙铁本体常见故障及修理方法注意事项:
1.判断电路板故障之前先要确认变压器是否有24V交流输出,如果没有即要检查电源线、保险管、变压器是否OK,另外一定要把负载手柄接上本体,以下分析都是在保证以上条件都是0K的情况下进行。
2.更换IC前要正确、小心把电路板拆下来,先用吸锡枪把手柄六点焊口吸干净和温度调节旋
帽取下方可把板取下来。
要避免把电路板弄坏。
3.更换IC要用修理线的吸锡枪吸管脚,管脚方向要正确。
玻璃纤维1与2脚:为传感器,正常值43-58欧姆, 3脚:为地线脚,与烙铁头有0-2欧姆4与5脚:为发热
丝,正常值2.5—3.5欧姆,
手柄六针接口注意事项:
1. 判断手柄是否正常直接用万用表测量其引脚电阻值,测量时要正确和准确,通常测量有误
差,若偏大偏小几欧姆也视为正常。
2. 更换发热丝时别漏了玻璃纤维管,它有绝缘利隔热的作用,掉了后果很严重。
3. 接地弹簧不能少,它与烙铁头相连接到地,防止焊接时LD 劣化等。
判断标准值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
936型恒温电烙铁维修经验附电路图936 烙铁是一种可恒温、低电压、长寿命烙铁,具有可靠接地线,并与市电隔离,在修理各种含有贴片元件和集成电路的印制电路板时。
尤为方便安全。
其控制电路由两部分组成(见附图所示).一路以IC2-3 (运放)、VR、IC2-2 (运放)组成的可调基准电压电路;另一路以与加热丝L2 (图中的Heater)绕在一起的温度传感电阻丝RT、IC2-4、IC2-1组成的温控电路。
这两部分控制信号.分别输入至ICI(C1701C)③脚和
④脚,经比较处理后从⑥脚输出触发控制双向可控硅Q1的导通角,以调节L2 (加热丝)的加热功率来调温/恒温。
故障 1 LED1 (加热指示灯)亮但烙铁不热
LEDI亮,则电源正常。
测加热线圈阻值正常(为4Q)再检查烙铁至控制盒的5根(包括地线)连线无断线,插座接触良好,但双向可控硅
Q1无输出电压。
测ICI⑦脚输出电压正常(为14V),查ICI⑥脚有触发信号(直流电压为13.8V)。
取下Q1测量已不能触发导通.将其更换后烙铁加热恒温正常。
故障 2 LEDI 不亮,烙铁也不发热
先测电源端有正常的14V,则ICI⑤脚电压为正常的 5.4V;④脚为
8.03V,调整VR时ICI③脚电压能变化,但当ICI③脚电压高于④脚时,烙铁仍不能加热。
查Q1 未坏,判断为ICI 坏,将其更换后一切正常。
字串9
故障 3 LEDI 亮的时间很短.烙铁温度低
经查是VR2失调.因烙铁使用一段时间后.VR2的参数有变动,调整后工作正常。
故障4烙铁温度和恒温点经常变化
此故障一般是VR接触不良,使ICI③脚电位不稳定.导致温度失控。
若温度失控而高于310C时.容易使细密的敷铜线烫脱。
更换VR后调温、恒温正常。
注意:手柄型号要一致,因为各型号手柄里面的加热丝参数不一致。
维修时根据以上参数来分析排查。
附:IC1 (C1701C)弓I脚功能描述,IC2是一个普通的四运放
1 —基准电压输出(3.7-4.2V); 2—比较放大器的输出端;3—比较放大
器的反相输入端;4—比较放大器的同向输入端;5—电源(-8V) 输入端;6—脉冲输出端;7—GND ; 8—同步信号输入端,工作电流40mA,同步信号电流5mA ( RMS)。
恒温恪
TOPS56Ajt?台一1 ?!' ij'ft
T - ^.3
拿~f-'■-*
RIO
I5Q
Run
17
心
so v R
5
I
O
k
U1E *
'.MJ5
&
DJ 1^W7
r—
-------------
1
丽.注
卜一
C4
*仆—i
止理N
<i—_.'CJ yKH
■
•
5DV
RWI
2
R2 rh
J.^d
01
7 ?MJ90
f L_
"JC£-
0?比
IMDC7
CZ
JK5P AC22O
V ---
N
OE
看下这个电路图后,936烙铁不在神密,相信大家一看就懂,嘿嘿!。