压铸模具验收表
合集下载
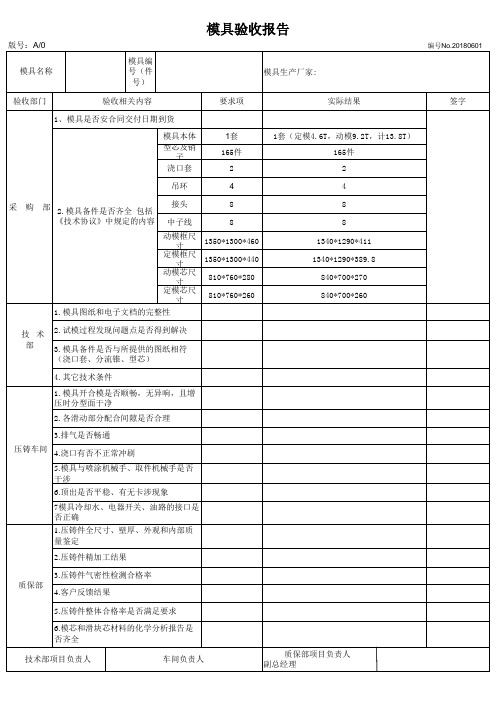
压铸模具验收报告
8
动模框尺 寸
定模框尺 寸
动模芯尺 寸
定模芯尺 寸
1350*1300*460 1350*1300*440
810*760*280 810*760*260
1.模具图纸和电子文档的完整性
8 8 1340*1290*411 1340*1290*389.8 840*700*270 840*700*260
技术 部
2.试模过程发现问题点是否得到解决
3.模具备件是否与所提供的图纸相符 (浇口套、分流锥、型芯)
4.其它技术条件
1.模具开合模是否顺畅,无异响,且增 压时分型面干净
2.各滑动部分配合间隙是否合理
3.排气是否畅通 压铸车间 4.浇口有否不正常冲刷
5.模具与喷涂机械手、取件机械手是否 干涉 6.顶出是否平稳、有无卡涉现象
号)
模具验收报告
模具生产厂家:
编号No.20180601
验收部门
验收相关内容
1、模具是否安合同交付日期到货
模具本体 型芯及销
子
浇口套
要求项
1套 165件
2
实际结果
1套(定模4.6T,动模9.2T,计13.8T) 165件 2
签字
吊环
4
4
采 购 部 2.模具备件是否齐全 包括
接头
8
《技术议》中规定的内容 中子线
7模具冷却水、电器开关、油路的接口是 否正确 1.压铸件全尺寸、壁厚、外观和内部质 量鉴定
2.压铸件精加工结果
3.压铸件气密性检测合格率 质保部
4.客户反馈结果
5.压铸件整体合格率是否满足要求
6.模芯和滑块芯材料的化学分析报告是 否齐全
技术部项目负责人
车间负责人
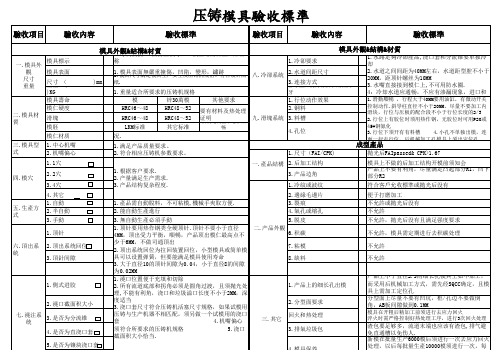
压铸模具检验验收标准
符合客戶允收標準或抛光后没有
五.生產方 式
4.其它 1.自動 2.半自動
3.手動
1.顶针
六.頂出系 2.顶出系统回位 統
3.頂針间隙
1.側式进胶
2.澆口截面积大小 七.澆注系 3.是否为分流锥
统 4.是否为直浇口套 5.是否为镶块浇口套
1.產品需自動脫料,不可粘模,機械手夾取方便.
2.能自動生產進行
3.無自動生產必須手動
1.顶针要用热作钢类全硬顶针.顶针不要小于直径 4MM,顶出受力平衡,順暢,产品顶出模仁最高点不 少于6MM,不做司通顶出 2.顶出系统回位为拉回装置回位,小型模具或简单模 具可以设置弹簧,但要能满足模具使用寿命 3.大于直径10的顶针间隙为0.04,小于直径8的间隙 为0.02MM
1.澆口位置便于充填和切除
2.所有流道底部和拐角必须是圆角过渡,且须抛光处
理,不能有利角,浇口和垃圾溢口长度不小于2MM,深
度适当
3.浇口套尺寸符合压铸机活塞尺寸规格,如果试模用
压铸与生产机器不相匹配,须另做一个试模用的浇口
套
4.机嘴偏心
须符合所要求的压铸机规格
5.浇口
截面积大小恰当.
2.邊緣毛邊片 3.裂痕 4.氣孔或缩孔 5.脱皮 二.产品外觀 6.积碳 7.粘模 8.缺料
1.行位动作效果 2.钢料 九.滑塊系統 3.料槽
4.孔位
1.滑動順暢 ,行程大于40MM要用油缸,有微动开关 控制动作.斜导柱直径不小于20MM,尽量不要加工内 滑块,行位与压板的配合段不小于行位长度的2/3 2.行位上有胶位时须用热作钢,无胶位时可用P20或 45#钢氮化 3.行位下须开有有料槽 4.小孔不单独出模,连 面一起走行位,后机械加工孔模具上须出定位孔
五.生產方 式
4.其它 1.自動 2.半自動
3.手動
1.顶针
六.頂出系 2.顶出系统回位 統
3.頂針间隙
1.側式进胶
2.澆口截面积大小 七.澆注系 3.是否为分流锥
统 4.是否为直浇口套 5.是否为镶块浇口套
1.產品需自動脫料,不可粘模,機械手夾取方便.
2.能自動生產進行
3.無自動生產必須手動
1.顶针要用热作钢类全硬顶针.顶针不要小于直径 4MM,顶出受力平衡,順暢,产品顶出模仁最高点不 少于6MM,不做司通顶出 2.顶出系统回位为拉回装置回位,小型模具或简单模 具可以设置弹簧,但要能满足模具使用寿命 3.大于直径10的顶针间隙为0.04,小于直径8的间隙 为0.02MM
1.澆口位置便于充填和切除
2.所有流道底部和拐角必须是圆角过渡,且须抛光处
理,不能有利角,浇口和垃圾溢口长度不小于2MM,深
度适当
3.浇口套尺寸符合压铸机活塞尺寸规格,如果试模用
压铸与生产机器不相匹配,须另做一个试模用的浇口
套
4.机嘴偏心
须符合所要求的压铸机规格
5.浇口
截面积大小恰当.
2.邊緣毛邊片 3.裂痕 4.氣孔或缩孔 5.脱皮 二.产品外觀 6.积碳 7.粘模 8.缺料
1.行位动作效果 2.钢料 九.滑塊系統 3.料槽
4.孔位
1.滑動順暢 ,行程大于40MM要用油缸,有微动开关 控制动作.斜导柱直径不小于20MM,尽量不要加工内 滑块,行位与压板的配合段不小于行位长度的2/3 2.行位上有胶位时须用热作钢,无胶位时可用P20或 45#钢氮化 3.行位下须开有有料槽 4.小孔不单独出模,连 面一起走行位,后机械加工孔模具上须出定位孔
模具验收报告表格

8. 根据模具结构是否安装有定位圈
23.喷嘴与浇口弧面之间无溢料、断胶
9.压板与运水孔位置是否合理
24.产品出入平衡,无拉伤、缩水现象,抛光是否良好
10.动模表面是否有锈蚀,抛光或蚀纹面是否完好
25.
11.定模表面是否有锈蚀,抛光或蚀纹面是否完好
12.回位杆出入平衡无拉伤痕,回应效果是否良好
13.毛刺飞边不大于两处,每处不大于5mm
xxxxxxxxxxx灯具有限公司
模具验收报告
模具名称
模具编号
产品材料/颜色
设计部项目负责人
模腔数
模具制作
模具验收项目
模具检查项目
判定
产品检查项目
判定
1.是否有模具名称的标识或方向标识,是否正确
16.导柱和导套是否有拉伤痕
2.吊Байду номын сангаас孔的数量和位置合理
17.浇口形状、位置、大小是否合理
3.动模是否有足够的数量和足够冷却或加温效果的运水道
模具管理员: 审核: 批准:
14.顶杆出入平衡无拉伤、飞边,不会被射压顶回或旋转
15.进料口容易,后处理是否影响产品品质
成型车间验证:
签字:
生产技术部验证:
签字:
质保部验证:
签字:
设计部验证:
签字:
量产能力验证:
签字:
模具简图:
签字:
判断图示:合格“√” 可以接受“△” 不合格“×” 没有的项目“-”建议和判定意见可另附纸写明
18.排气效果是否良好
4、定模是否有足够的数量和足够冷却或加温效果的运水道
19.模具的结构强度设计合理
5.所有运水道无渗漏现象
20.斜顶出入平衡无拉伤,不会被射压顶回,回位效果良好
23.喷嘴与浇口弧面之间无溢料、断胶
9.压板与运水孔位置是否合理
24.产品出入平衡,无拉伤、缩水现象,抛光是否良好
10.动模表面是否有锈蚀,抛光或蚀纹面是否完好
25.
11.定模表面是否有锈蚀,抛光或蚀纹面是否完好
12.回位杆出入平衡无拉伤痕,回应效果是否良好
13.毛刺飞边不大于两处,每处不大于5mm
xxxxxxxxxxx灯具有限公司
模具验收报告
模具名称
模具编号
产品材料/颜色
设计部项目负责人
模腔数
模具制作
模具验收项目
模具检查项目
判定
产品检查项目
判定
1.是否有模具名称的标识或方向标识,是否正确
16.导柱和导套是否有拉伤痕
2.吊Байду номын сангаас孔的数量和位置合理
17.浇口形状、位置、大小是否合理
3.动模是否有足够的数量和足够冷却或加温效果的运水道
模具管理员: 审核: 批准:
14.顶杆出入平衡无拉伤、飞边,不会被射压顶回或旋转
15.进料口容易,后处理是否影响产品品质
成型车间验证:
签字:
生产技术部验证:
签字:
质保部验证:
签字:
设计部验证:
签字:
量产能力验证:
签字:
模具简图:
签字:
判断图示:合格“√” 可以接受“△” 不合格“×” 没有的项目“-”建议和判定意见可另附纸写明
18.排气效果是否良好
4、定模是否有足够的数量和足够冷却或加温效果的运水道
19.模具的结构强度设计合理
5.所有运水道无渗漏现象
20.斜顶出入平衡无拉伤,不会被射压顶回,回位效果良好
压铸模具进厂验收记录单

6、模具外面以及模芯、镶块、滑块是否刻字标识: 7、模具设计是否带有滑块: a)滑块配合是否完好: b)斜导柱配合是否完好: c)滑块是否有碰伤: 8、定模框是否有吊环孔: 9、定模是否有冷却水管: 10、动模是否有点冷却水: □有 □是 □是 □有 □有 □有 □有 □无 □否 □否 □无 □无 □无 □无
第 2 页,共 2 页
尺寸: f)毛坯高度: i)壁厚: l)烘烤起泡率: mm mm % g)口部直径: j)低部厚度: mm mm
验 车间主任验收意见:
收
意
见
签名: 技术部经理验收意见:
日期:
签名: 副总经理批准意见:
日期:
签名:
日期:
模具冷却水安装是否有松动、漏水情况: 定模冷却水管是否安装齐全: 模框导柱处是否有撬开槽: 11、模具配件是否齐全: 12、是否配有复底镶块:
浙江国阳机电制造有限公司 模具进厂验收记录单
13、铸件毛坯检验: a)铸件外观是否符合设计要求: b)铸件外观是否光滑、是否有明显缺陷: c)铸件乱花、刻字是否完整、整洁: d)中央Logo镶块尺寸: e)毛坯重量: h)口部厚度: K)试做报废率: m)其他补充说明: kg mm % □是 □是 □是 □否 □否 □否 补充说明: 补充说明: 补充说明:
浙江国阳机电制造有限公司 模具进厂验收记录单
模具编号: 产品编号: 检 1、模具重量: 设计重量: 模具供应商: 模具验收人: 验 kg 内 容 实际重量:
第 1 页,共 2 页
进厂日期:
kg
2、模具关键尺寸(具体要求参照《压铸模具设计要求》): a)渣包边缘至模芯边缘距离(不小于30mm) b)浇口直浇道长度(不小于30mm) c)动模嵌入木框的深度(不小于70mm) d)定模模芯的产品底部到模芯底面的距离(不小于55mm) e)模芯两侧边缘到模框两侧边缘的距离(不小于100mm) f)分流锥单边宽度距离(单边不小于40mm) 3、模具排气槽深度: 5、排气槽类型: mm □集中排气 □分散排气 □有 补充说明: 补充说明: 补充说明: 补充说明: 规格: 规格: 规格: □有 □有 □有 □是 □是 □无 □无 □无 □否 □否 补充说明: 补充说明: 补充说明: 补充说明: 数量: 块 复底片直径: mm 数量: 数量: 数量: □无 数量: 实际距离: 实际距离: 实际距离: 实际距离: 实际距离: 实际距离: 4、模具料筒形式: mm mm mm mm mm mm □整体料筒 是否符合: 是否符合: 是否符合: 是否符合: 是否符合: 是否符合: □分体料筒 □是 □是 □是 □是 □是 □是 □否 □否 □否 □否 □否 □否
压铸模具验收单
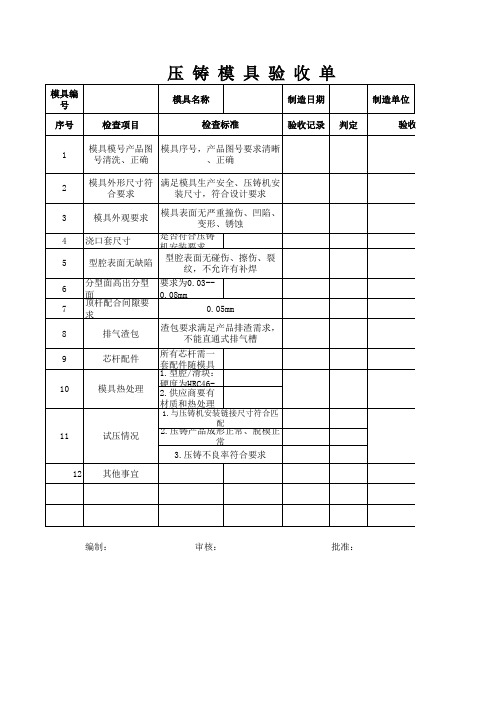
模具编 号
序号
检查项目
压铸模具验收单
模具名称
制造日期
制造单位
检查标准
验收记录 判定
验收人
1
模具模号产品图 模具序号,产品图号要求清晰
号清洗、正确
、Байду номын сангаас确
2
模具外形尺寸符 满足模具生产安全、压铸机安
合要求
装尺寸,符合设计要求
3
模具外观要求
模具表面无严重撞伤、凹陷、 变形、锈蚀
4 浇口套尺寸
是否符合压铸 机安装要求
5
型腔表面无缺陷
型腔表面无碰伤、擦伤、裂 纹,不允许有补焊
6
分型面高出分型 要求为0.03--
面
0.08mm
7
顶杆配合间隙要 求
0.05mm
8
排气渣包
渣包要求满足产品排渣需求, 不能直通式排气槽
9
芯杆配件
所有芯杆需一 套配件随模具
1.型腔/滑块:
10
模具热处理
硬度为HRC462.供应商要有
材质和热处理
1.与压铸机安装链接尺寸符合匹
配
11
试压情况
2.压铸产品成形正常、脱模正 常
3.压铸不良率符合要求
12 其他事宜
编制:
审核:
批准:
验收人
序号
检查项目
压铸模具验收单
模具名称
制造日期
制造单位
检查标准
验收记录 判定
验收人
1
模具模号产品图 模具序号,产品图号要求清晰
号清洗、正确
、Байду номын сангаас确
2
模具外形尺寸符 满足模具生产安全、压铸机安
合要求
装尺寸,符合设计要求
3
模具外观要求
模具表面无严重撞伤、凹陷、 变形、锈蚀
4 浇口套尺寸
是否符合压铸 机安装要求
5
型腔表面无缺陷
型腔表面无碰伤、擦伤、裂 纹,不允许有补焊
6
分型面高出分型 要求为0.03--
面
0.08mm
7
顶杆配合间隙要 求
0.05mm
8
排气渣包
渣包要求满足产品排渣需求, 不能直通式排气槽
9
芯杆配件
所有芯杆需一 套配件随模具
1.型腔/滑块:
10
模具热处理
硬度为HRC462.供应商要有
材质和热处理
1.与压铸机安装链接尺寸符合匹
配
11
试压情况
2.压铸产品成形正常、脱模正 常
3.压铸不良率符合要求
12 其他事宜
编制:
审核:
批准:
验收人
压铸模试模验收报告
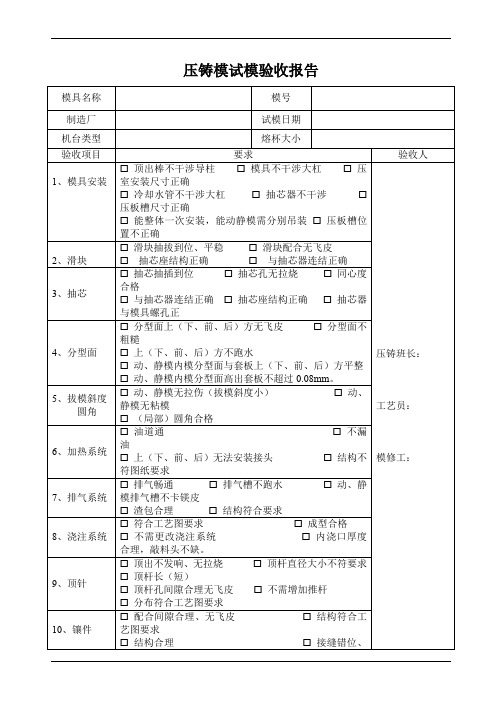
压铸模试模验收报告
模具名称
模号
制造厂
试模日期
机台类型
熔杯大小
验收项目
要求
验收人
1、模具安装
顶出棒不干涉导柱模具不干涉大杠压室安装尺寸正确
冷却水管不干涉大杠抽芯器不干涉压板槽尺寸正确
能整体一次安装,能动静模需分别吊装压板槽位置不正确
压铸班长:
工艺员:
模修工:
2、滑块
滑块抽拔到位、平稳滑块配合无飞皮
抽芯座结构正确与抽芯器连结正确
分布符合工艺图要求
10、镶件
配合间隙合理、无飞皮结构符合工艺图要求
结构合理接缝错位、不平不超过0.5mm
11、嵌件安装配合
型芯合格,内孔不包铝限位型芯正常,端面不包铝
限位型正常,嵌件无破裂嵌件安装正常
12、字头安装
模具型腔面配平安装尺寸符合图纸要求
有快速安装结构有防错结构
模修工:
13、模面
粗糙度
静模型腔模面粗糙度合格动模型强型腔模面粗糙度合格
模具自带字样认可合格
生产调度:
压铸课长、工艺技术会签意见
会签:年月日
模具技术员
意见
模具技术员:年月日
不符合项整改意见
模具技术员:年月日
保全工艺部门负责人:年月日
说明:
1、模具技术员向压铸生产部提出新模试模计划,并将该表交现场工艺组织填写本表,该表作为模具终验收的附件;
2、该表“单项验收结论”栏符合打“√”,不符合写明实际情况,若存在不符合项在对应“”上打“√”。
大小符合要求配合间隙合理
16、导柱导套
大小符合要求位置合理配合间隙大
导柱导套无拉烧导柱导套无拉出合模导柱导套无碰撞
17、产品外观
模具名称
模号
制造厂
试模日期
机台类型
熔杯大小
验收项目
要求
验收人
1、模具安装
顶出棒不干涉导柱模具不干涉大杠压室安装尺寸正确
冷却水管不干涉大杠抽芯器不干涉压板槽尺寸正确
能整体一次安装,能动静模需分别吊装压板槽位置不正确
压铸班长:
工艺员:
模修工:
2、滑块
滑块抽拔到位、平稳滑块配合无飞皮
抽芯座结构正确与抽芯器连结正确
分布符合工艺图要求
10、镶件
配合间隙合理、无飞皮结构符合工艺图要求
结构合理接缝错位、不平不超过0.5mm
11、嵌件安装配合
型芯合格,内孔不包铝限位型芯正常,端面不包铝
限位型正常,嵌件无破裂嵌件安装正常
12、字头安装
模具型腔面配平安装尺寸符合图纸要求
有快速安装结构有防错结构
模修工:
13、模面
粗糙度
静模型腔模面粗糙度合格动模型强型腔模面粗糙度合格
模具自带字样认可合格
生产调度:
压铸课长、工艺技术会签意见
会签:年月日
模具技术员
意见
模具技术员:年月日
不符合项整改意见
模具技术员:年月日
保全工艺部门负责人:年月日
说明:
1、模具技术员向压铸生产部提出新模试模计划,并将该表交现场工艺组织填写本表,该表作为模具终验收的附件;
2、该表“单项验收结论”栏符合打“√”,不符合写明实际情况,若存在不符合项在对应“”上打“√”。
大小符合要求配合间隙合理
16、导柱导套
大小符合要求位置合理配合间隙大
导柱导套无拉烧导柱导套无拉出合模导柱导套无碰撞
17、产品外观
压铸模具检验记录表

15MM
导柱
光洁度Ra0.8配合自由
硬度
HRC44-50
型腔主要孔、型芯尺
2
模寸 芯 表面粗糙度
Ra0.4um
装配尺寸
凸出动、定模板0.1MM以上 合模后前后模间隙小于1MM
顶
3
出 顶针 部
位
复位杆
加工面顶针凹入01~0.30MM 非加工面凸出0.1~0.2MM
轴向间隙小理01MM
拉钩是否定位
与定模套板配制碰穿,碰穿间隙小于 0.1MM
产品名 称
设计者
序号
项目
产品名称、图号
压铸模检验记录表
产品图号
模具号
制造者
完工日 期
检 查内容技术要求检测Fra bibliotek录自查结论
质量中心检验员复核结 论
用CNC刻在模架上
吊装孔
位置合理、大小合理
1
模 架
压板槽
上下方向开通
125T/160T/180T/280T机φ110深
浇口套和机床联接 10MM,500T/630T/800T机φ165深
浇 浇口套内径,光洁度 设计直径Ra0.8
4
注 系
进料口,位置、载面 积
进料口厚度1.0~2.0MM
统 排气槽
要求开通
配 合模间隙
5
合
活 动
各活动部位
小于0.5MM,红彤配到位
位置准确,动作可靠,不得歪 斜,相 对固定零件不允许窜动
6
滑 块
配合部位
异滑灵活,运动平稳
合模后与锲块压紧,接触面积不 上
水路是否畅通 分流锥浇口套
是否有与水管连接的螺纹
冷
7
却 系 前后模芯
模具验收计划表格模板

[人员姓名 3]
4
模具材料
使用指定的材料,材质符合要求
材料检验报告审 核
[具体时间 4]
[人员姓名 4]
5
试模产品质量
产品无飞边、毛刺、缺料等缺 陷,尺寸精度符合要求
抽样检测产品
[具体时间 5]
[人员姓名 5]
6
模具标识
模具编号、名称、生产日期等标 识清晰准确
目视检查
[具体时间 6]
[人员姓名 6]
模具验收计划表格模板
序号
验收项目
验收标准
验收方法
验收时间
验收人员
1
模具外观
无明显划痕、锈迹、变形等缺陷 目视检查
[具体时间 1]
[人员姓名 1]
2
模具尺寸
符合设计图纸要求,公差在允许 范围内
ห้องสมุดไป่ตู้量具测量
[具体时间 2]
[人员姓名 2]
3
模具结构
结构稳固,运动部件灵活,无干 涉现象
手动操作检查
[具体时间 3]
备注
7
模具文件
提供完整的模具设计图纸、使用 说明书、维护手册等
文件审核
[具体时间 7]
[人员姓名 7]
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
理报告;
2 模具吊环
模具 生产
400T以下配备2个 螺纹规:M20以上 400T以上配备4个 螺纹规格:M30以上 15kg以上的油缸配备与模具相应的吊环
□合格 □不合格
□合格 □不合格
3 模具外观 4 飞料挡板
5 冷却水管
6
油缸
模具 模具 生产
模具 生产
模具 生产
模框外面喷涂蓝色油漆,模框上要求模具 □合格
□不合格
斜销和导柱不能干涉自动喷雾、取件
料头斜度的距离要求L: ¢60以下:L=15mm ¢70~¢80:L=25mm ¢90:L=35mm ¢90~¢110:L=35mm
□合格 □不合格
□合格 □不合格 □合格 □不合格
□合格 □不合格
18
全尺寸
技术 质量
样品全尺寸检验合格
□合格 □不合格
□合格 □不合格
生产
1、根据要求,重要部位的型芯、顶杆需采
用指定的品牌材料,如盘起等;
2、浇道、分流嘴上的顶杆必要要有镶套, 镶套壁不低于2mm; 3、异形顶杆、型芯必须有防呆结构;
□合格 □不合格
4、根据要求,重要的型芯表面做涂层;
5、型芯、顶杆备件各2套。
各型腔表面包括浇道、滑块表面的粗糙度 □合格
要达到Ra1.6以上
模具验收检查记录表
模具编号:
模 穴:
模具寿命:
模具生产商:
表单编号:
序号 检查内容 责任部门
基准
检查阶段
模具进料检查 试做过程检查 整改后检查 首次量产检查 检查人员/日期 检查人员/日期 检查人员/日期 检查人员/日期
备注
1 文件资料
技术
1、2D、3D,包括型芯、滑块图纸,必须与
模具一致;
□合格
2、型腔、滑块以及重要镶件等材料、热处 □不合格
□合格 □不合格
□合格 □不合格
□合格 □不合格
□合格 □不合格
模具验收检查记录表
模具编号:
号:
序号 检查内容 责任部门
基准
检查阶段
模具进料检查 试做过程检查 整改后检查 首次量产检查 检查人员/日期 检查人员/日期 检查人员/日期 检查人员/日期
备注
7 压板槽规格
模具编号:
模 穴:
模具寿命:
模具生产商:
表单编号:
序号 检查内容 责任部门
基准
检查阶段
模具进料检查 试做过程检查 整改后检查 首次量产检查 检查人员/日期 检查人员/日期 检查人员/日期 检查人员/日期
14 型芯、顶杆
型腔、滑块 15 等表面粗糙
度 16 斜销、导柱
17 料头长度
模具 生产
模具 生产 生产
9 防错结构
10
型芯台阶厚 度
11 预复位孔
12 沉孔要求
13
浇口套
模具 生产
1、滑块/镶件自身的安装要求防呆; 2、滑块/镶件与滑块/镶件之间要求防呆; □合格 3、两个或两个以上共模的滑块/镶件上要 □不合格 求对应的刻字编号
模具 技术
模具 生产
模具 生产
模具 生产
型芯台阶厚度不得小于直径的1/3
模具 生产
1、420T以下:压板槽与模框距离30mm 420T以上压板槽与模框距离50mm
2、压板槽宽度大于30mm,深度大于30mm
□合格 □不合格
□合格 □不合格
8
模脚
模具 生产
模脚高度100mm;下方有油缸、斜销的,模 □合格 脚高度必须大于油缸、斜销最大尺寸100mm □不合格
□合格 □不合格
的相关信息名牌
□不合格
模具分型面要设置飞料挡板(安全)
□合格 □不合格
1、使用耐高压、高温的水管,水管接头采
用快速急插的结构(同气管结构一样);
2、进水管颜色为蓝色,出水管颜色为红 □合格
色;
□不合格
3、集中水座配日东牌快速接头:6TPM
4、对于每个管路要求调节开关;
1、油缸品牌:南五 2、油缸接头采用日东牌6TPM
280T以下:M14 280T~420T:M16 500T~800T:M18 800T以上:M30
□合格 □不合格
□合格 □不合格
顶针、型芯、螺丝沉孔底部是平面非锥形 □合格
面
□不合格
浇口套防错,避免浇道错位
□合格 □不合格
□合格 □不合格
□合格 □不合格
□合格 □不合格
□合格 □不合格
模具验收检查记录表
19 龟裂要求
生产 质量
4万模内无龟裂
□合格 □不合格
20
模具回火去 应力
注释:
技术 生产
第一次:试样合格后一次回火 第二次:生产2万模二次回火 第三次:生产8万模三次回火
□合格 □不合格
□合格 □不合格
备注
模具编号:
模 穴:
序号 检查内容 责任部门
模具验收检查记录表
基准
模具寿命:
模具生产商:
表单编号:
检查阶段
模具进料检查 试做过程检查 整改后检查 首次量产检查 检查人员/日期 检查人员/日期 检查人员/日期 检查人员/日期
备注
技术确认
模具确认
生产确认