立式加工中心精度检验表
摇篮式五轴立式加工中心五轴RTCP精度手动调试方法
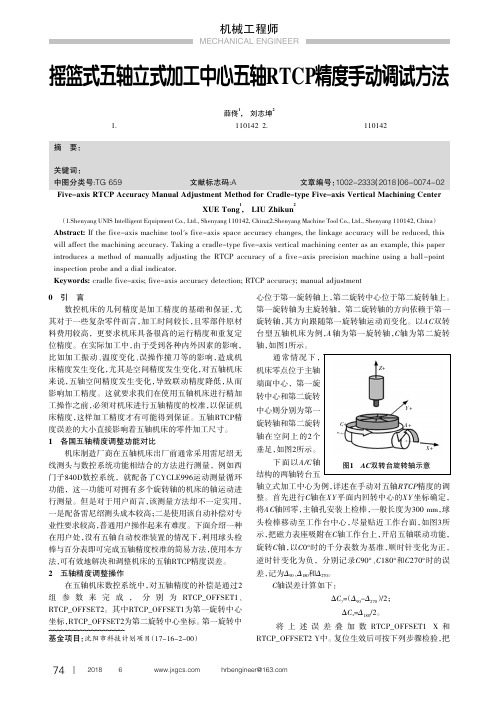
摇篮式五轴立式加工中心五轴RTCP精度手动调试方法薛佟1,刘志坤2(1.沈阳优尼斯智能装备有限公司,沈阳110142;2.沈阳机床股份有限公司,沈阳110142)摘要:对五轴机床来说,五轴空间精度发生变化,导致联动精度降低,从而影响加工精度。
文中以摇篮式五轴立式加工中心为例,介绍一种通过手动的方式,使用球头检棒和百分表对该机床的五轴精度的R T C P精度调整的方法。
关键词:摇篮式五轴;五轴精度检测;R T C P精度;手动调节中图分类号:TG659文献标志码:A文章编号:员园园圆原圆猿猿猿(圆园员8)06原园074原园2 Five-axis RTCP Accuracy Manual Adjustment Method for Cradle-type Five-axis Vertical Machining CenterXUE Tong1,LIU Zhikun2(1.Shenyang UNIS Intelligent Equipment Co.,Ltd.,Shenyang110142,China;2.Shenyang Machine Tool Co.,Ltd.,Shenyang110142,China)Abstract:If the five-axis machine tool's five-axis space accuracy changes,the linkage accuracy will be reduced,this will affect the machining accuracy.Taking a cradle-type five-axis vertical machining center as an example,this paper introduces a method of manually adjusting the RTCP accuracy of a five-axis precision machine using a ball-point inspection probe and a dial indicator.Keywords:cradle five-axis;five-axis accuracy detection;RTCP accuracy;manual adjustment0引言数控机床的几何精度是加工精度的基础和保证,尤其对于一些复杂零件而言,加工时间较长,且零部件原材料费用较高,更要求机床具备很高的运行精度和重复定位精度。
加工中心精度检验规范标准

mm项次NO检查项目Inspection item测试方法图Measuring methoddiagram许可差Permissibledeviation实际测量值Measured value1.1 床台X 轴方向运动之真直度Straightness of theX axismovementa.X-Z面内0.06/1000b.Y-Z面内1.2 床台Y 轴方向运动之真直度Straightness of theY axismovementa.X-Z面内0.06/1000b.Y-Z面内1-1单位Unit : mm项次NO检查项目Inspection item测试方法图Measuring methoddiagram许可差Permissible deviation实际测量值Measured value1.3 床台X轴方向之运动与其上面之平行度Parallelismbetweenmovement in Xaxis directionand table uppersurfaceX≦500 0.02500<X≦8000.025800<X≦1250 0.031250<X≦20000.041.4 床台Y轴方向之运动与其上面之平行度Parallelismbetweenmovement in Yaxis directionand table uppersurfaceY≦500 0.02500<Y≦8000.025800<Y≦1250 0.031250<Y≦20000.041.5 X轴方向运动与床台基准沟侧面之平行度Parallelismbetweenmovement in Xaxis directionand Sidesurface of tablereference slot每300mm的量测距离下许可差为0.015mm0.015for a measuringlength of 3001-2单位Unit : mm 项次NO检查项目Inspection item测试方法图Measuring method diagram许可差Permissibledeviation实际测量值Measured value 1.6各轴方向相互运动之直角度PerpendicularityBetweenmovement in Xaxisdirectionand Yaxisdirectionand Zaxisdirectiona.X-Y轴Place0.012/300b.X-Z轴Place0.012/300c.Y-Z轴Place0.012/3001.7主轴中心线与床台面之直角度Perpendicularity betweencenterline ofmain spindleand tablesurface.旋径每300Per3000.0151-3单位Unit : mm项次NO检查项目Inspection item测试方法图Measuring method diagram许可差Permissible deviation实际测量值Measured value1.8 主轴孔内面之偏摆Run out ofspindle taperhole固定端At spindle side end oftest bar0.005固定端300处At 300 position0.0151.9 主轴轴线与Z轴轴线运动间的平行度Parallelismbetween thespindle axisandthe Z-axismotiona:0.015/300b:0.015/3001.1 0 主轴在Z轴方向之移(松)动量Movement ofmain spindle inZ axis direction0.0051.1 1 主轴端面之偏摆Run out of mainspindle outersurface0.011.1 2 主軸外面之偏擺Run out of mainspindle outersurface0.01mm1.1 3 床檯X軸方向運動之直線度Straightness oftable movementin the X axis.1.Apply a fixed indicator to thestraight edge as the figure shown.2.Adjust to get reading at both endsof the straight edge.2.Move the table 300 mm in X-axisdirection.3.Record the largest value differenceas the measurement value.0.01/3001.1 4 床檯Y軸方向運動之直線度Straightness oftable movementin the Y axis1.Apply a fixed indicator to thestraight edge as the figure shown.2.Adjust to get reading at both endsof the straight edge.2.Move the table 300 mm in X-axisdirection.3.Record the largest value differenceas the measurement value.0.01/3001-41.1 5 旋轉檯旋轉偏擺Tablerunout(XY)0.015mm/3001.1 6 旋轉檯旋轉偏擺Table runout(Z)0.005mm1.1 7 車刀角度換刀後重複定位精度Repeatability oftool angle aftertool change.0.001mm1.1 8 車刀角度停止後重複定位精度Repeatability oftool angle aftertool stop.0.001mm1.2 0 車刀加工後定位精度Repeatability oftool angle aftermachining part0.001mm1.2 1 主軸振動檢測Spindlevibrationdetection≦0.6mm/s(Ref)2.0定位精度检查Positioning accuracy inspection 单位Unit : mm项次NO检查项目Inspectionitem测试方法图Measuring method diagram许可差Permissibledeviation实际测量值Measured value2.1 直线运动之定位精度ISO230-2循环次数:2次Positioningaccuracyof straightlinemovementByISO230-2Cycletimes: TwotimesXL≦10000.011000<L≦20000.015L≧20000.02YZ2.2 回转运动之定位精度Positioningaccuracyof straightlinemovementByISO230-2Cycletimes: TwotimesC15〞1-73.0反复精度检查Repetition accuracy inspection 单位Unit: sec项次NO检查项目Inspectionitem测试方法图Measuring method diagram许可差Permissibledeviation实际测量值Measured value3.1 直线运动之反复定位精度ISO230-2Positioningrepeatability ofstraightlinemovementByISO230-2Cycletimes: TwotimesX0.006YZ单位Unit: sec3.2 回转运动之重复定位精度ISO230-2Positioningrepeatabilityof straightlinemovementByISO230-2Cycle times: Two timesC 8〞1-83.0反复精度检查Repetition accuracy inspection 单位Unit: sec项次NO检查项目Inspectionitem测试方法图Measuring method diagram许可差Permissibledeviation实际测量值Measured value3.3 Maxreversalvalue最大反沖值Positionaccuracyqualifiedto ISO230-2X0.006YZ4.0循圓精度检查Repetition accuracy inspection 单位Unit: sec项次NO检查项目Inspectionitem测试方法图Measuring method diagram许可差Permissibledeviation实际测量值Measured value循圓精度RoundnessGeometrycontouringXY0.015。
立式加工中心精度检测记录表

9
主轴端面轴向跳动
B:
10
主轴端锥孔径向跳动
C:
11
主轴偏差(摆差)(主轴与主轴锥孔中心线的同轴度)
将检验棒插入主轴端锥孔内,将千分表分别打至检验棒外圆顶端与靠近主轴之根部,转动主轴,读取跳动数值之最大差为测量值。
A:
B:
12
主轴中心线与
Z轴方
向运动的平行度
X
Z
将检验棒插入主轴端锥孔内,将千分表打至检验棒外圆,并沿Z轴方向移动主轴,读取检验棒顶端与靠近主轴根部之跳动数值最大差为测量值。
Per 300
6
Z轴方
向运动与工作台面的垂直度
X
Z
将工作台移至X轴方向运动全程之中央,将角尺置于工作台上,再将固定于主轴头上之千分表与之接触,并沿Z轴方向移动主轴头,以千分表读数之最大差为测量值。
Per 300பைடு நூலகம்
Y
Z
将固定于主轴上之千分表与置于工作台上之角尺接触,并沿Z轴方向移动主轴,以千分表读数之最大差为测量值。
Per 300
7
主轴中心线与工作台面的垂直度
X
Z
将固定于主轴头之千分表与工作台顶面接触,并予以转动,以千分表读数之最大差为测量值。
旋径 300
Y
Z
旋径 300
8
主轴端外圆径向跳动
将千分表表座固定于工作台面或主轴座上,将千分表表针分别打至主轴端外圆、主轴端端面、主轴端锥孔壁,转动主轴,测量跳动数值差。
Per 300
4
X轴方向运动与工作台基准T形槽侧面的平行度
将直规之凸边与工作台基准T形槽侧面依靠,在其垂直面将固定于主轴头之千分表与之接触,并沿X轴方向移动工作台连同直规,以全程距离内千分表读数之最大差为测量值。
加工中心几何精度检测方法
机床名称:立式加工中心
机床型号:
出厂日期:
出厂编号:
本产品经检验合格,准予出厂;
检验依据:GB/
品质部经理签字: 年 月 日
检 验 员签字: 年 月 日
4 几何精度检验
线性运动的直线度
序号
简 图
检验项目
允 差
mm
检验工具
检验方法
参照GB/的有关条文
G1
X轴轴线运动的直线度:
a 在Z—X垂直平面内
或30μrad或6"
a
精密水平仪或光学角度偏差测量工具
b
光学角度偏差测量工具
c
精密水平仪
5.2.3.,..,
和5.2.3.
检验工具应置于运动部件上
a)俯仰纵向;
b)偏摆水平;
c)倾斜横向;
沿行程在等距离的五个位置上检验;
应在每个位置的两个运动方向测取读数;最大与最小读数的差值应不超过允差;
当Y轴轴线运动引起主轴箱和工件夹持工作台同时产生角运动时,这两种角运动应同时测量并用代数式处理
序号
简 图
检验项目
允 差
mm
检验工具
检验方法
参照GB/的有关条文
G5
Y轴轴线运动的角度偏差:
a 在平行于移动方向的Y—Z垂直平面内俯仰
b 在X—Y水平面内偏摆
c 在垂直于移动方向的Z—X垂直平面内倾斜
a、b和c
1000
或60μrad或12"
局部公差:
在任意500测量长度上为1000
或30μrad或6"
Z轴轴线运动的直线度:
a 在平行于X轴轴线的Z—X垂直平面内
b 在平行于Y轴轴线的Y—Z垂直平面内
数控机床几何精度检验
6
使百分表/千分表读数在平尺的两端相等。手轮模式
下沿X轴线移动工作台,在全行程上进行检验。记录
百分表/千分表读数的最大差值,即为在XY水平面内
X轴线运动的直线度误差
整理、清洁。准备进行下一项目检验,不用的量检具应放回规定的位置,不能随 7
意在检验区域摆放
2.检验Y轴线运动的直线度 检验Y轴线运动的直线度方法见表3-12。
录指示器的最大读数差,即分别为在平行于X轴线的
ZX垂直平面内Z轴线运动的直线度及在平行于Y轴线
的YZ垂直平面内Z轴线运动的直线度
整理、清洁。准备进行下一项目检验,不用的量检具应放回规定的位置,不能 4
随意在检验区域摆放
二、线性运动的角度偏差
线性运动的角度偏差包括X轴、Y轴和Z轴线性运动的角度偏差,现 介绍X轴线性运动的角度偏差检验方法,见表3-14。
1.检验X轴线运动的直线度
检验X轴线运动的直线度方法见表3-11。
表3-11 检验X轴线运动的直线度方法
检验项目G1
X轴线运动的直线度: a)在ZX垂直平面内; b)在XY水平面内
标准
GB/T 18400.2-2010《加工中心检验条件 第2部分:立式或带主回转轴的 万能主轴头机床几何精度检验(垂直Z轴)》规定,G1项公差为:
项目1 数控机床几何精度检验
任务三 立式加工中心几何精度检验验
项目1 数控铣床和立式加工中心几何精度检验 任务三 立式加工中心几何精度检验
国家标准GB/T 18400.2-2010《加工中心检验 条件 第2部分:立式或带主回转轴的万能主 轴头机床几何精度检验(垂直Z轴)》
一、线性运动的直线度
线性运动的直线度包括X轴、Y轴和Z轴的线性运动直线度
加工中心精度检验单
B:0.02
G5
工作台面对工作台移动的平行度
A、横向
B、纵向
A:0.025/300
B:0.025/300
G6
中央基准T型槽对工作台纵向移动的平行度
0.015/300
0.04
G7
工作台横向移动对工作台纵向移动的垂直度
0.02/300
G8
直线运动坐标的定位精度
A、纵向
B、横向
C、垂向
A:0.04
0.020/500
G10
主轴的周期性轴向窜动
0.005
G11
主轴锥孔的径向跳动
a)靠近主轴端部
b)距主轴端部300mm处
a) 0.007
b) 0.015
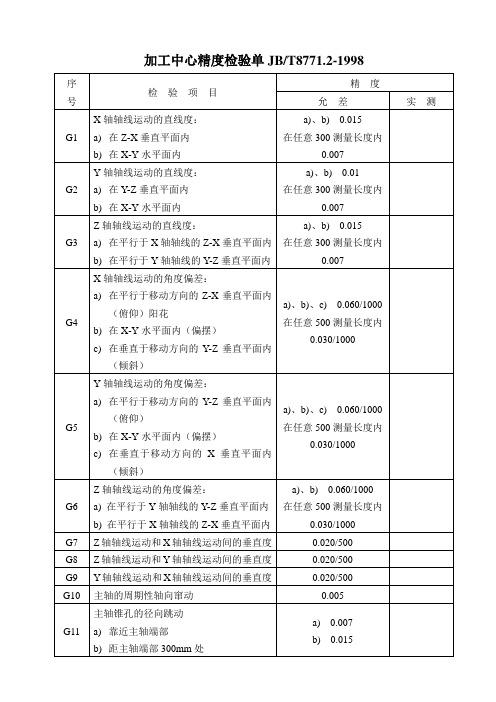
加工中心精度检验单JB/T8771.2-1998
序
号
检验项目
精度
允差
实测
G12
主轴轴线和Z轴轴线运动间的平行度
a)在平行于Y轴轴线的Y-Z垂直平面内
G6
Z轴轴线运动的角度偏差:
a)在平行于Y轴轴线的Y-Z垂直平面内
b)在平行于X轴轴线的Z-X垂直平面内
a)、b) 0.060/1000
在任意500测量长度内0.030/1000
G7
Z轴轴线运动和X轴轴线运动间的垂直度
0.020/500
G8
Z轴轴线运动和Y轴轴线运动间的垂直度
0.020/500
G9
Y轴轴线运动和X轴轴线运动间的垂直度
G17
工作台面和Y轴轴线运动间的平行度
0.020
G18
工作台面和Z轴轴线运动间的垂直度
a)在平行于X轴轴线的Z-X垂直平面内
b)在平行于Y轴轴线的Y-Z垂直平面内
数控加工中心CNC系统功能检查表
M19
1、切换MDI模式 2、程序下M19 3、检测主轴定位到其参考角度并且不动
39
自动模式检查
1、按下自动模式按键 2、打开一个程序
3、按下程序开始按键
4、检查程序运行
40
主轴正转按键检查
1、切换手动模式
2、按主轴正转按键,检查主轴正转
41
主轴停止按键检查
1、切换手动模式
2、按主轴停止按键,检查主轴停止
57
程序暂停按键检查
1、切换自动模式
2、选择程序,按程序开始按键 3、按程序停止按键
4、检测程序是否停止
58
注油时间间隔
1、机床维护登录
2、检查PLC变量设定值
59
注油时间
1、机床维护登录
2、检查PLC变量设定值
60
刀库回原点超时
1、机床维护登录
2、检查PLC变量设定值
61
刀套动作超时
1、机床维护登录
3、检测Z轴正向移动
46
Y轴点动正向按键检查
1、切换手动模式
2、同时按快速进给和Y轴正向点动按键
3、检测Y轴正向移动
47
X轴点动正向按键检查
1、切换手动模式
2、同时按快速进给和X轴正向点动按键
3、检测X轴正向移动
48
工作灯按键检查
1、按下工作灯按键
2、检查工作灯是否亮起,检测讯号
49
切削液按键检查
1、按下切削液按键
2、检查三轴的ACC和JERK
78
三轴的PID
1、优化软件或者系统自带功能检查三轴PID参数
79
三轴负载
1、程序下编制最大速度的轴移动速度,分别移动三轴。
jbt8772.7
J54JB/T8772.7-1998精密加工中心检验条件第7部分:精加工试件精度检验T est conditions of precision ma chining centresPa rt 7:Accuracy of a finished test piece1998-07-17 发布1998-12-01 实施国家机械工业局发布JB/T8772.7-1998前言本标准是根据JB/T 8771.7《加工中心检验条件第7部分:精加工试件精度检验》(该标准等效采用了ISO/DI S 10791–7《加工中心检验条件第7部分:精加工试件精度检验》)制订的。
在检验项目、检验方法、检验工具等内容上与JB/T 8771.7相同。
允差则在该标准基础上压缩(一般压缩公比约为1.6,个别压缩公比约为1.25)。
本标准是精密加工中心检验条件系列标准中的一个标准。
该系列标准包括以下13个部分,它们可以同时或单独使用:第1部分:卧式和带附加主轴头机床几何精度检验(水平Z轴);第2部分:立式加工中心几何精度检验;第3部分:带水平主回转轴的整体万能主轴头机床几何精度检验(垂直Z轴)(待制订);第4部分:线性和回转轴线的定位精度和重复定位精度检验;第5部分:工件夹持托板的定位精度和重复定位精度检验;第6部分:进给量、速度和插补精度检验(待制订);第7部分:精加工试件精度检验;第8部分:用圆形检验法的球形评定(待制订);第9部分:刀具转换和托板转换动作时间的评定(待制订);第10部分:热变形的评定(待制订);第11部分:噪声发射的评定(待制订);第12部分:振动强度的评定(待制订);第13部分:安全措施的评定(待制订)。
本标准由全国金属切削机床标准化技术委员会提出并归口。
本标准起草单位:北京机床研究所、昆明精密机床研究所、宁江机床厂。
本标准主要起草人:唐其寿、谢玲、谢宏、钱文明、陈明生。
I11 范围本标准规定了在精加工条件下标准试件的特征、尺寸及切削试验,用于评定机床的切削精度。
加工中心几何精度检验
加工中心几何精度检验检验项目主要有:各直线轴轴线运动直线度、各直线轴轴线运动的角度偏差、各直线轴相会垂直度检验、主轴的轴向窜动、主轴的径向跳动、主轴轴线与Z轴轴线运动间的平行度、工作台面的平面度等;1X轴轴线运动直线度检测a在Z-X垂直平面内 b在X-Y水平面内图8-1-7 X轴轴线运动直线度检测安装示意图根据国家标准可知,X轴轴线运动直线度检测允差为:X≤500mm时,允差为;500mm<X≤800mm时,允差为;800mm<X≤1250mm时,允差为;1250mm<X≤2000mm 时,允差为;局部公差要求为:在任意300mm测量长度上为;具体检测方法如下:①将平尺和机床工作台表面擦拭干净;②将平尺沿X轴放置在机床工作台中间位置,找正平尺,使平尺与X轴平行;③将磁性表座组装好并吸附在机床主轴箱上,将千分表安装在磁性表座表架上;④移动机床坐标轴X轴,使千分表测头垂直触及平尺工作面;安装示意图如图8-1—7所示;⑤移动机床X轴并读取千分表的变化值,其读数最大差值则为机床X轴轴线运动直线度;2Y轴轴线运动直线度检测Y轴轴线运动直线度检测实施步骤可参照X轴轴线运动直线度检测步骤,检测允差与X轴相同,安装示意图如图8-1-8所示;a在Y-Z垂直平面内 b在X-Y水平面内图8-1-8 Y轴轴线运动直线度检测安装示意图3Z轴轴线运动直线度检测Z轴轴线运动直线度检测实施步骤可参照X轴轴线运动直线度检测步骤,检测允差与X轴相同,安装示意图如图8-1-9所示;.a在Z-X垂直平面内 b在Y-Z垂直平面内图8-1-9 Z轴轴线运动直线度检测安装示意图注意:对所有结构型式的机床,平尺、钢丝、直线度反射器都应置于工作台上,如果主轴能锁紧,则指示器、显微镜、干涉仪可装在主轴上,否则检验工具应装在机床的主轴箱上;测量位置应尽可能靠近工作台的中央;4X轴轴线运动的角度偏差检测根据国家标准可知,X轴轴线运动的角度偏差检测允差为:1000mm;局部公差要求为:在任意500mm测量长度上为1000mm;具体检测方法如下:①将水平仪和机床工作台表面擦拭干净,将水平仪放置在机床工作台中间位置;②找正水平仪,使水平仪与X轴平行,安装示意图如图8-1-10所示;a在Z-X垂直平面内 b在X-Y水平面内 c在Y-Z垂直平面内图8-1-10 X轴轴线运动的角度偏差检测安装示意图③移动机床X轴,读取水平仪的变化值,其读数最大差值则为机床X轴轴线运动的角度偏差;5Y轴轴线运动的角度偏差检测Y轴轴线运动的角度偏差检测实施步骤可参照X轴角度偏差检测步骤,检测允差与X轴相同,安装示意图如图8-1-l1所示;a在Y-Z垂直平面内 b在X-Y平面内 c在Z-X垂直平面内图8-1-11 Y轴轴线运动的角度偏差检测安装示意图6Z轴轴线运动的角度偏差检测Z轴轴线运动的角度偏差检测实施步骤可参照X轴角度偏差检测步骤,检测允差与X轴相同,安装示意图如图8-1-12所示;a在Y-Z垂直平面内 b在Z-X垂直平面内图8-1-12 Z轴轴线运动的角度偏差检测安装示意图在检测时,应注意:①检验工具应置于运动部件上;②沿行程在等距离的5个位置上检验;③应在每个位置的两个运动方向测取;最大与最小读数的差值应不超过允许公差;④当坐标轴轴线运动引起主轴箱和夹持工件的工作台同时产生角运动时,这两种角运动应测量并用数学方法处理;7Z轴轴线运动与X轴轴线运动间的垂直度检测根据国家标准可知,Z轴轴线运动与X轴轴线运动间的垂直度检测允差为:500mm;具体检测方法如下:①将机床工作台移动到各坐标轴中间位置;②将矩形角尺和机床工作台表面擦拭干净;③将矩形角尺或平尺沿X方向放置在机床工作台中间位置;④将磁性表座组装好并吸附在机床主轴或主轴箱上;⑤将千分表安装在磁性表座表架上,使千分表测头触及矩形角尺Y轴方向;⑥移动机床坐标轴X轴,调整矩形角尺或平尺位置,使矩形角尺或平尺一边与X轴平行;⑦将千分表测头靠在矩形角尺或直角尺检验面上X轴方向,安装示意图如图8-1-13a所示;⑧移动机床Z轴并读取千分表的变化值,其读数最大差值则为设备Z轴轴线运动和X轴轴线运动间的垂直度;Z轴轴线运动和Y轴轴线运动间的垂直度检测实施步骤可参照“Z轴轴线运动与X轴轴线运动间的垂直度检测”步骤,安装示意图如图8-1-l3b所示;Y轴轴线运动和X轴轴线运动间的垂直度检测实施步骤可参照“Z轴轴线运动与X轴轴线运动间的垂直度检测”步骤,安装示意图如图8-1-13c所示;aZ轴和X轴垂直度 bZ轴和Y轴垂直度 cY轴和X轴垂直度图8-1-13 线性运动间的垂直度检测安装示意图在检测时,应注意:①矩形角尺或平尺应平行于对应坐标轴轴线放置;②如主轴能锁紧,千分表可安装在机床主轴上,否则千分表应安装在机床主轴箱上;③为参考和修正方便,应记录α值是小于、等于还是大于90°;④测量前应将机床工作台移动到坐标轴中间位置,并把角尺放在工作台的中间位置;8主轴的轴向窜动检测方法主轴的轴向窜动是指主轴旋转时,在沿规定方向加轴向力以消除最小轴向游隙影响的情况下,主轴沿其轴线所作往复运动的范围;主轴的轴向窜动量过大会导致铣削工件时产生振动,影响加工零件的平面度和表面粗糙度,在攻丝时会产生单个螺纹的周期性螺距误差,严重时甚至会损坏刀具;所以机床出厂前和设备验收时都要对主轴的周期性轴向窜动进行检测;根据国家标准可知,主轴的轴向窜动检测允差为:;具体检测方法如下:①将拉钉安装到检验棒尾部;②将检验棒和主轴锥孔擦拭干净;③将检验棒安装到加工中心主轴锥孔内;④将磁性表座组装好并吸附在机床工作台上;⑤将千分表安装在磁性表座表架上,移动坐标轴调整千分表与检验棒的相对位置,使千分表测头触及检验棒端面中心处;检测安装示意图如图8-1-14所示;⑥启动机床主轴并读取千分表的变化值,其读数最大差值则为设备主轴轴向窜动量;注意:千分表测头应触及检验棒端面中心处,以避免检验棒端面跳动的影响;应在机床的所有工作主轴上进行检验;图8-1-14主轴轴向窜动检测安装示意图9主轴锥孔的径向跳动检测方法加工中心主轴锥孔径向跳动量过大会导致刀杆和铣刀径向跳动及摆差增大,铣槽时会引起槽宽超差或产生锥度;同时可导致加工会引起加工孔的尺寸、圆度和圆柱度超差圆变成椭圆,在使用小直径刀具加工时甚至会损坏刀具;所以机床出厂前和设备验收时都要对主轴锥孔的径向跳动进行检测;根据国家标准可知,主轴的轴向窜动检测允差为:靠近主轴端部为,距主轴端部300mm处为;具体检测方法如下:①将拉钉安装到检验棒尾部;②将检验棒和主轴锥孔擦拭干净;③将检验棒安装到加工中心主轴锥孔内;④将磁性表座组装好并吸附在机床工作台上;⑤将千分表安装在磁性表座表架上,移动机床坐标轴调整千分表与检验棒的相对位置,使千分表测头触及检验棒靠近主轴端部侧面母线图8-1-15的a位置;⑥起动机床主轴并读取千分表的变化值,其读数最大差值则为设备主轴锥孔近端径向跳动量;图8-1-15 主轴径向跳动检测安装示意图⑦移动机床坐标轴使千分表测头触及检验棒距主轴端部300mm处侧面图8-1-15的b位置,再读取千分表的变化值,其读数最大差值则为设备主轴锥孔远端径向跳动量;注意:由于千分表测头上受到侧面的推力,检验结果可能受影响,为了避免误差,测头应严格对准旋转面的轴线;应在机床的所有工作主轴上进行检验,检验时主轴应至少旋转两整圈;10主轴轴线与Z轴轴线运动间的平行度检测方法加工中心主轴轴线和Z轴轴线运动间的平行度误差过大会导致加工零件的表面粗糙度增大,在孔加工时会引起加工孔的尺寸和形状超差比如圆变成椭圆;所以机床出厂前和设备验收时都要对主轴轴线和Z轴轴线运动间的平行度进行检测;根据国家标准可知,主轴轴线与Z轴轴线运动间的平行度检测允差为:在平行于Y轴轴线的Y-Z垂直平面内300mm测量长度上为,在平行于X轴轴线的Z-X垂直平面内300mm测量长度上为;具体检测方法如下:①将拉钉安装到检验棒尾部;②将检验棒和主轴锥孔擦拭干净;③将检验棒安装到加工中心主轴锥孔内;④将磁性表座组装好并吸附在机床工作台上;⑤将千分表安装在磁性表座表架上,移动机床坐标轴调整千分表与检验棒的相对位置,使千分表测头触及检验棒侧面母线,检测安装示意图如图8-1-16所示;aY-Z垂直平面内 bZ-X垂直平面内图8-1-16 主轴轴线和Z轴轴线平行度检测安装示意图⑥移动机床Z轴使千分表从靠近主轴端部移动到距主轴端部300mm处,读取千分表的变化值,其读数最大差值则为设备主轴轴线和Z轴轴线运动间的平行度;注意:X轴轴线应置于行程的中间位置;11主轴轴线与X轴、Y轴轴线运动间的垂直度检测方法加工中心主轴轴线与X轴、Y轴轴线运动间的垂直度误差过大会导致铣削轮廓产生锥度,影响加工零件的平面度和表面粗糙度,在孔加工时会引起加工孔的尺寸、圆度和圆柱度超差圆变成椭圆;所以机床出厂前和设备验收时都要对主轴轴线与X 轴、Y轴轴线运动间的垂直度进行检测;根据国家标准可知,主轴轴线与X轴、Y轴轴线运动间的垂直度检测允差为:300mm;具体检测方法如下:①将平尺和机床工作台表面擦拭干净,将平尺放置在机床工作台中间位置X或Y方向;②将专用支架装好并安装在机床主轴上;③将千分表安装在专用支架表架上,移动机床坐标轴使千分表测头垂直压向平尺;检测安装示意图如图8-1-l7所示;a主轴轴线与X轴轴线垂直度 b主轴轴线与Y轴轴线垂直度图8-1-17 主轴轴线垂直度检测安装示意图④手动旋转机床主轴180°,读取千分表的变化值,其读数最大差值则为设备主轴轴线与X轴、Y轴轴线运动间的垂直度;注意:如果可能,Y轴轴线和Z轴轴线锁紧;平尺应平行于X轴或Y轴轴线放置;为了参考和修正方便,应记录α值是小于、等于还是大于90°;12工作台面的平面度检测方法平面度指在规定的测量范围内,当所有点被包含在与该平面的总方向平行并相距给定值的两个平面内时,认为该面是平的;平面度检测时所使用的工具主要有自准直仪、精密水平仪和实物标准如平板、平尺等;根据国家标准可知,工作台面的平面度检测允差为:L≤500mm时,为;500mm<L≤800mm时,为;800mm<L≤1250mm时,为;1250mm<L≤2000mm时,为;在任意300mm测量长度上为其中L为工作台托板的较短边的长度;具体检测方法如下:①将机床工作台移到中间位置,并将水平仪和机床工作台擦拭干净;②将水平仪放置在被检平面上,按照图8-1-18所示规定方向移动;③记录所测得的数据并进行数据处理,最终得出平面度数值;图8-1-18 工作台平面度检测注意:X轴轴线和Z轴轴线应置于其行程中间位置;回转工作台面的平面度应检验两次,一次回转工作台锁紧,一次不锁紧如适用的话,两次测定的偏差均应符合允差要求;13工作台面与X轴轴线运动间的平行度检测根据国家标准可知,工作台面与X轴轴线运动间的平行度检测允差为:X≤500mm时,为;500mm<X≤800mm时,为;800mm<X≤1250mm时,为;1250mm<X≤2000mm时,为;具体检测方法如下:①将量块、平尺和机床工作台表面擦拭干净,将一对等高量块放置在机床工作台中间位置,将平尺放置在量块上X方向;②将磁性表座组装好并吸附在机床主轴箱上;③将千分表安装在磁性表座表架上;④找正平尺,使平尺与X轴平行;⑤移动X轴,使千分表测头从Z向垂直触及平尺工作面,安装示意图如图8-1-19a所示;a工作台面与X轴轴线平行度检测 b工作台面与Y轴轴线平行度检测图8-1-19 工作台面与坐标轴轴线运动间的平行度检测安装示意图⑥移动机床X轴并读取千分表的变化值,其读数最大差值则为设备台面与X轴轴线的平行度;14工作台面与Y轴轴线运动间的平行度检测根据国家标准可知,工作台面与Y轴轴线运动间的平行度检测允差为:Y≤500mm时,为;500mm<Y≤800mm时,为;800mm<Y≤1250mm时,为;1250mm<Y≤2000mm时,为;检测实施步骤可参照l3“工作台面与X轴轴线运动间的平行度检测”步骤,安装示意图如图8-1-19b所示;15工作台面与Z轴轴线运动间的垂直度检测根据国家标准可知,工作台面与Z轴轴线运动间的垂直度检测允差为:在500mm测量长度上为;检测实施步骤可参照l3工作台面与X轴轴线运动间的平行度检测”步骤,安装示意图如图8-1-20所示;aZ-X垂直平面内 bY-Z垂直平面内图8-1-20 工作台面与Z轴轴线运动间的垂直度检测安装示意图注意:①矩形角尺、角尺或圆柱角尺应置于工作台的中央位置;②如主轴能锁紧,则指示器、显微镜或干涉仪可装在主轴上,否则检验工具应装在机床的主轴箱上;③指示器测头近似地置于刀具的工作位置,可在平行于工作台面放置的矩形角尺上进行测量;④回转工作台应在互成90°的4个回转位置处测量;16工作台基准T形槽与X轴轴线运动间的平行度检测方法工作台基准T形槽与X轴轴线运动间的平行度检测实施步骤如下:①将机床工作台移动到各坐标轴中间位置;②将标准销、矩形角尺和机床工作台表面及T形槽擦拭干净;③将标准销插入到机床T形槽内;④将矩形角尺沿X方向侧面紧靠标准销放置在机床工作台中间位置;⑤将磁性表座组装好并吸附在机床主轴或主轴箱上;⑥将千分表安装在磁性表座表架上,使千分表测头触及矩形角尺Y轴方向,安装示意图如图8-1-21所示;图8-1-21 工作台基准T形槽与X轴轴线运动间的平行度检测安装示意图⑦移动机床坐标轴X轴,并读取千分表的变化值,其读数最大差值则为设备基准T形槽和X轴轴线运动间的平行度;注意:①如果可能,Y轴轴线锁紧;②如主轴能锁紧,则千分表可安装在机床主轴上,否则千分表应安装在机床主轴箱上;③测量前应将机床工作台移动到坐标轴中间位置,并把矩形角尺放在工作台的中间位置;④定位销应与T形槽紧密接触;⑤矩形角尺应与定位销紧密接触;。
KIWA立式加工中心 KCW-10V 技术说明书
KIWA立式加工中心KCW-10V技术说明书株式会社 纪和机械目 录一、 机床外观照片二、 KCW-10V机床主要特点三、 机规格表四、 机床标准配件五、 数控系统标准配置六、 技术培训七、 安裝、调试、验收八、 售后服务一、机床外观照片二、机床主要特点:KIWA KCW-10V结构图1. KCW-10床身、主轴等关键部件均采用米汉纳(密烘)铸件。
铸件结构采用一体成型技术,箱体结构,加工上采用日本原装大型五面体加工机,一次装夹加工完成,机床具有高刚性、高强度,几何形体精度极佳。
并能保证机床长期的稳定性和高精度。
2. 立柱宽度达到1100mm,完全可以承受重切削。
完全一体铸造的床身能提供立柱,主轴及工作台最大的承载。
3. 独特的换刀机构及大容量的刀库机构,可存放24把刀,并采用最新的凸轮式换刀系统,刀库管理采用随意记忆式,使得刀具交换迅速,安全可靠。
4. 主轴采用精密高速轴承,除轴承内部采用特殊油脂润滑以外,有特殊的油气装置,主轴能在高速、长时间运转下保持高精度。
5. 主轴及三轴马达采用大马力的FANUC伺服马达,扭力输出大,加大刚性。
6. X、Y、Z 三轴滑轨均为高刚性的线性导轨,Y轴更使用宽度为45mm的线轨,提升刚性。
另外Z轴采用世界先进的滚柱型线轨技术,确保机床在重切下也能达到高精度及高寿命。
7. 电气箱使用热交换器,能较好隔绝灰尘,降低箱内温度。
8. KCW-10V具有全密闭切削防护罩,并考虑多项安全保护措施,如电控柜安全装置,安全操作门,操作门之特殊强化设计,两侧门滑轨开门设计能确保机械与人员之安全,符合ISO9000之标准。
9. 采用先进的无配重块设计,便机床在高速循环加工时更加平稳,提升加工精度及效率。
为确保整机质量,主要外购零件均采用世界名牌厂家产品: 控制器: 日本FANUC气压单元: 日本SMC轴承:日本NSK及NACHI主轴单元:日本KOYO线性滑轨:德国STAR滚珠螺杆:台湾 PMI电气元件:日本欧姆龙、富士等中央润滑系统:日本LUBE液压系统:日本YUKEN三、机械规格表机 型 KCW-10V X轴 行程 mm 1,000Y轴 行程 mm 550Z轴 行程 mm 510主轴中心到立柱距离 mm 585主轴鼻端到工作台距离 mm 140 - 650行程地面到台面距离 mm 935工作台尺寸 mm 1,100×550最大承载 kg 800工作台面形状 5个间距100mm的T型槽主轴转速 min-1 10000rpm (直联式)主轴扭距 Nm 95.5 (30 分钟)主轴锥度 ISO 7/24 Taper NT #40 主轴主轴中心出水 Mpa {1.5/4.0/7.0} 选项快移进给 (X/Y/Z) mm/min.X/Y: 32,000 Z: 24,000 进给切屑进给 (X/Y/Z) mm/min. 1 ~ 10,000mm/min刀柄形式 MAS BT40/CAT40拉钉类型 JIS刀具数量 24 把最大刀具直径 (相邻满刀 /空刀)mm φ100 / φ115最大刀具长度 mm 350最大刀具重量 kg 8刀库换刀时间 Tool to tool / Chipto chipsec. 2.3 / 5.0主轴马达功率 (cont. / 30 min.) kW 11 / 15马达进给马达功率 (X/Y/Z) kW 2.5/2.5/2.5电源电压 V 200-220电源供应 KVA 30空气压力 Mpa 0.5动力源空气流量 liters/min.300-320冷却水箱容量 liters 250容量润滑油箱容量 liters 1.8占地面积 mm 2,900 × 2,350机床高度 mm 2,970尺寸机床重量 kg 7500四、机床标准配件1. 主机标准配件1) 主轴转速 10,000rpm.(直联式)2) 主轴吹气装置3) 主轴马达 11KW/15KW4) 切削液单元5) 标准色6) 单色操作指示灯7) 荧光工作灯8) 中央润滑系统9) 三轴滑轨保护装置10) 全密闭式电气箱及热交换器11) 地基螺丝,垫块及工具箱12) 手动松刀装置13) 刚性攻牙14) 机械电气说明书15) 外持手摇脉冲发生器16) 30KVA 变压器2. 技术文件序号 内容 数量1 机床操作说明书(KIWA) 壹套2 FANUC系统操作说明书 壹套3 FANUC 系统维修说明书 壹套4 FANUC 系统参数说明书 壹套5 机床零件图(KIWA) 壹套6 电器原理图 壹套7 机床精度检查表(KIWA) 壹套8 机床参数软盘 (KIWA) 壹份3. KCW-10V 易损件清单序号 名称 品牌 供货商1 O-ring O型圈 NOK 纪和2 Solenoid Valve 电磁阀 SMC 纪和3 Air Seal Regulator 空气过滤器 SMC 纪和4 Ball Bearing 轴承 NSK 纪和五、数控系统说明 FANUC Oi-MC A包操作功能项目 规格自动运行(存储器)DNC运行 需要阅读机和穿孔接口 利用存储卡运行DNC运行 需要PCMCIA卡连接器MDI运行调度功能程序号检索顺序号检索顺序号比较与停止程序重新启动手动中断和恢复刚性攻丝回退缓冲寄存器空运行单程序段JOG进给手动返回参考点无档块设定参考点位置用机械撞块设定参考点位置磁力开关方式参考点设定参考点偏移手轮进给 MC,PC:最大3个,TC:最大2个插补功能项目 规格定位 G00(可以进行直线插补型定位) 单向定位 G60准确停止方式 G61准确停止 G09直线插补圆弧插补 可以是多象限进给暂停 秒指定或旋转数指定(M系统的旋转数指定需要螺纹切削`同步进给的选功能)圆柱插补螺旋插补 圆弧插补最多加2轴的直线插补 螺纹切削,同步切削跳过 G31高速跳过 输入点数为4点返回参考点 G28返回参考点检测 G27返回第2参考点返回第3/第4参考点法线方向控制进给功能项目 规格自动加速/减速 快速进给:直线切削进给:指数 快速进给铃型加速/减速切削进给插补后直线加速/减速进给速度倍率 0~254%JOG倍率 0~655.34%切削方式攻丝方式快速进给的程序段重叠外部减速AI前瞻控制程序输入项目 规格纸带代码 EIA RS244/ISO840标记跳过奇偶校检 水平和垂直校检 控制输入/输出选择程序段跳过 9最大可编程尺寸 ±8位数程序号 O4位数 外部存储和子程序调用功能顺序号 N5位数 绝对/增量编程 在同一程序段中可混用小数点编程/袖珍计算器小数点编程10倍输入单位平面选择 G17,G18,G19旋转轴指定旋转轴循环显示极坐标指令坐标系设定自动坐标系设定工件坐标系 G52~G59 附加工件坐标系 48对任意倒角/拐角R可编程数据输入 G10 子程序调用 4层嵌套用户宏程序B钻削固定循环倒削钻小孔循环R编程圆弧插补自动拐角倍率自动拐角减速按圆弧半径箝制进给速度比例缩放坐标系旋转可编程镜像六、技术培训1)用户工厂内培训:机床安装调试过程中,由我司服务人员对用户进行操作、编程及保养方面的培训。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MV(VMC)立式加工中心
合格证明书
工作台面长度:
工作台面宽度:
机床出厂编号:
中华人民共和国
合格证明书共 6 页
第 2 页
序号检验项目检验示图
精度mm
允差实测
1 X轴轴线运动的
角度偏差
a:在平行于移动
方向的Z-X垂直
平面内(俯仰)
b: 在垂直于移
动方向的Y-Z垂
直平面内(倾斜)
c::在XY水平面
内(偏摆)
a:b:
c
a)、b) 、c)
0.060/1000
2 Y轴轴线运动的
角度偏差
a) 在平行于移
动方向的Y-Z垂
直平面内(俯仰)
b)在垂直于移动
方向的Z-X垂
直平面内(倾
斜)
c::在XY水平面
内(偏摆)
a b
c
a)、b) 、c)
0.060/1000
合格证明书共 6 页
第 3 页
序号检验项目检验示图
精度mm
允差实测
3 Z轴轴线运动的
角度偏差
a)在平行于Y轴
轴线的Y-Z垂直
平面
b)在平行于X轴
轴线的Z-X垂直
平面
a: b:
a)和b)
0.060/1000
4 工作台沿X轴轴
线运动的直线
度:
a) 在Z-X垂直
平面内
b) 在X-Y水平
面内
a: b:
a)和b)
X≤500: 0.010
500<X≤800: 0.015
800<X≤1250: 0.02
1250<X≤2000:0.025
局部公差:
在任意300测量长度上
为0.007
和Y轴轴线运动间的垂直度
合格证明书共 6 页第 5 页
序号检验项目检验示图
精度mm
允差实测
9a:主轴的周期
性轴向窜动
b:主轴端面跳
动
a)0.005
b)0.010
10 主轴锥孔的径
向跳动:
a) 靠近主轴端
部
b) 距主轴端部
300mm处
a).0.010
b) 0.020。