4300厚板分厂步进式加热炉坯料跑偏的分析与改进
步进底式加热炉坯料“跑偏”探究及处理

步进底式加热炉坯料“跑偏”探究及处理
孙贻公
【期刊名称】《马钢技术》
【年(卷),期】1996(000)001
【总页数】3页(P36-38)
【作者】孙贻公
【作者单位】无
【正文语种】中文
【中图分类】TG307
【相关文献】
1.步进梁式加热炉坯料跑偏原因的探讨与控制 [J], 毕仕辉;梁秀丽
2.对步进底式加热炉坯料“跑偏”原因的探究及处理 [J], 孙贻公
3.对步进底式加热炉坯料“跑偏”原因的探究及处理 [J], 孙贻公
4.步进式方坯加热炉跑偏原因及调整方法 [J], 邓传威
5.步进式方坯加热炉跑偏原因及调整方法研究 [J], 徐孟月
因版权原因,仅展示原文概要,查看原文内容请购买。
浅谈炉区坯料跑偏的分析与改进

浅谈炉区坯料跑偏的分析与改进摘要:本文主要针对江阴兴澄特种钢铁有限公司4300厚板分厂坯料在生产过程中加热炉钢坯跑偏的问题,通过对步进炉炉前和炉底设备的故障原因深入研究与分析,提出造成钢坯跑偏的各种因素,确定完善改进钢坯跑偏现象的措施,降低钢坯跑偏对生产造成影响,提高生产节奏,确保生产安全高效稳定.关键词:步进式加热炉跑偏控制循坏前言:由于钢铁企业市场的激烈的竞争和精益生产趋势,根据公司高效率,低成本,快节奏,优服务的理念,现代化的热轧机应配备大型化,高度自动化的加热炉来满足现场配套设备的串联。
保证可靠的设备运行率,以提高产品质量,增强产品的市场竞争力。
一、设备功能与介绍江阴兴澄特种钢铁有限公司宽厚板设计3座加热炉,以满足年产量165万吨宽厚板的要求。
坯料厚度规格150mm,370mm,450mm等,装钢形式分为热装和冷装,通过坯料库行车夹钳吊运至入炉辊道,通过对中装置,板坯横移链输送至装料炉门口如图1所示,坯料在加热炉内的运动是通过炉内步进梁实现的,步进梁的步距是600mm,板坯一步一步地由装料端循坏步向出料端。
在传输过程中,根据坯料升温工艺的要求,采用蓄热式燃烧系统对坯料进行加热到轧制工艺温度。
板坯传输到出料端,被出料端的激光检测点检测到后停止,等待操作出钢命令。
得到出钢指令后,加热炉出了端炉门打开,出钢机根据PLC计算的行程进入炉内,到达设定行程后上升,托起板坯后退,板坯出炉,并将板坯放置在加热炉出料辊道上。
出炉的板坯由炉外辊道经过电机联轴器连接输送,经除磷箱除鳞后送往粗轧机进行轧制。
图1 步进式加热炉炉子的步进机械采用双层框架、双轮斜轨式结构,框架设有提升和平移定心机构。
步进机械提升框架采用并联4支液压缸驱动,提升框架沿11°斜轨道运行。
步进机械平移水平框架采用1支液压缸驱动,水平框架沿水平方向运行。
大跨距布局连接成支撑轮组,提升框架装有两列20对上下装有SKF轴承的滚轮,运行过程中机械式刮渣、自动排放干渣的水封槽清渣机构,定期排运清渣。
步进式加热炉跑偏原因分析及解决方法

中国科技期刊数据库 工业C2015年17期 63步进式加热炉跑偏原因分析及解决方法马 跃 杨 壮天津钢管集团股份有限公司,天津 300301摘要:随着工业自动化技术的不断发展,现代化的热连轧机应该配置大型化的、高度自动化的步进梁式加热炉,其生产应符合高产、优质、低耗、节能、无公害以及生产操作自动化的工艺要求,以提高其产品的质量,增强产品的市场竞争力。
但是步进梁式加热炉炉内的钢坯在从装料端向出料端输送过程中,可能会发生跑偏,这将直接影响到步进梁式加热炉乃至整条生产线的正常生产。
因此,针对步进式加热炉跑偏原因进行了分析,同时也提出了相应的解决方法。
关键词:步进式加热炉;跑偏原因;解决方法 中图分类号:TG307 文献标识码:A 文章编号:1671-5810(2015)17-0063-0220世纪30年代以来,自动化控制技术获得了惊人的成就,已在工业生产和科学发展中起着关键作用。
当前,自动化控制装置已成为大型设备不可分割的重要组成部分,生产过程自动化的程度已成为衡量工业企业现代化水平的一个重要标志。
现代化的高产量热轧带钢轧机,由于对轧制带钢的厚度尺寸公差,带钢表面质量和板型控制的要求日益严格,因而对板坯加热温度均匀性和热板坯表面的质量要求也不断提高,加热炉是热轧带钢轧机必须配备的热处理设备。
因此,对步进式加热炉跑偏原因分析及解决方法进行研究,具有非常重要的意义。
1 步进式加热炉的概述步进式加热炉是一种靠炉底或水冷金属梁的上升、前进、下降、后退的动作把料坯一步一步地移送前进的连续加热炉。
炉子有固定炉底和步进炉底,或者有固定梁和步进梁。
前者叫做步进底式炉,后者叫做步进梁式炉。
轧钢用加热炉的步进梁通常由水冷管组成。
步进梁式炉可对料坯实现上下双面加热。
同推钢式炉相比,它的优点是:运料灵活,必要时可将炉料全部排出炉外;料坯在炉底或梁上有间隔地摆开,可较快地均匀加热;完全消除了推钢式炉的拱钢和粘钢故障,因而使炉的长度不受这些因素的限制。
步进梁式加热炉板坯跑偏的影响因素分析及解决方案

步进梁式加 热炉 板坯跑偏 的影 响 因素分 析及解 决方案
熊 邦 耀
( 重庆赛迪 热工 环保工程技术有 限公司 , 重庆 4 0 1 1 2 2 )
摘要 : 步进梁式加热炉的板坯跑偏量是一项非常重要的加热炉考核指标 。 通过对步进梁式加热炉 的机械设备 、 液压 系统及 电气控制等
进行 为期一个 多月 的调试和排查 , 并从 制造 、 安装和调试三个方面对步进梁式加 热炉板坯 跑偏的影响因素进行分析 , 为快速准确地解
板坯尺寸/ mm
宽: 8 5 O ~1 6 5 0 长: 9 0 0 0  ̄1 1 0 0 0 ( 单) ;
决板坯跑偏 问题提 出了解决方案 。
关键词 : 步进梁式加热炉 ; 板 坯跑偏 ; 影 响因素 ; 制造 ; 安装 ; 调试 ; 解决方案
中图分类号 : T G1 5 5 . 1 2 文献标 志码 : A 文章编号 :1 0 0 2 . 1 6 3 9 ( 2 0 1 7 ) 0 6 . 0 0 2 1 . 0 5
步进梁式加热炉的板坯跑偏, 是指板坯在加热炉内 通过 步进 式 运动 , 从装 炉 辊道 运 行至 出炉辊 道后 , 板 坯 在加热炉宽度方向以及长度方向上发生的偏移。 理想的 工作 状况 是 , 板坯 从 装炉 辊道 运 行 至 出炉辊 道 , 无论 在 在加热炉宽度以及长度方 向上都不发生偏移 , 但在实际 生产中 , 由于 在制 造 、 安 装 和调 试 过 程 中 出现 的偏 差 , 往往无法避免出现跑偏的情况 , 一旦板坯在长度方向发 生跑偏 , 就有可能擦伤炉墙 , 在宽度方 向发生跑偏 , 就
2 0 1 7年 第 4 6卷 第 6期
De c.46 NO.6 2O1 7
步进式加热炉钢坯跑偏测试
步进式加热炉钢坯跑偏测试【摘要】钢坯在炉内的横向跑偏和纵向跑偏位移量,是步进式加热炉设备的重要性能之一。
重点介绍了八钢1750热连轧生产线步进式加热炉钢坯跑偏测试的应用技术。
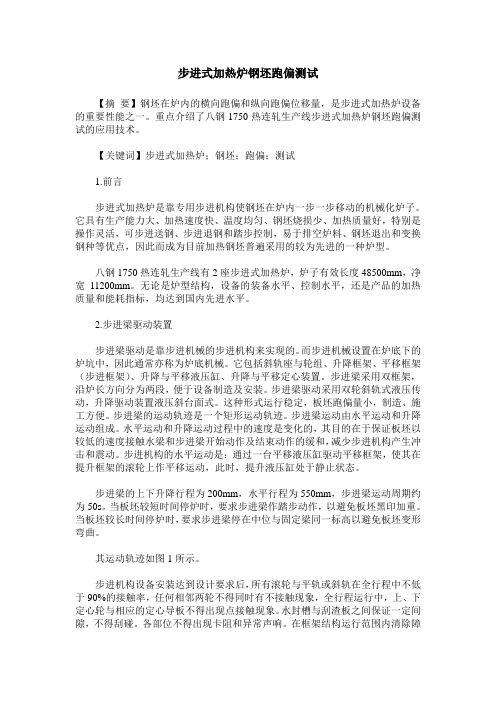
【关键词】步进式加热炉;钢坯;跑偏;测试1.前言步进式加热炉是靠专用步进机构使钢坯在炉内一步一步移动的机械化炉子。
它具有生产能力大、加热速度快、温度均匀、钢坯烧损少、加热质量好,特别是操作灵活,可步进送钢、步进退钢和踏步控制,易于排空炉料、钢坯退出和变换钢种等优点,因此而成为目前加热钢坯普遍采用的较为先进的一种炉型。
八钢1750热连轧生产线有2座步进式加热炉,炉子有效长度48500mm,净宽11200mm。
无论是炉型结构,设备的装备水平、控制水平,还是产品的加热质量和能耗指标,均达到国内先进水平。
2.步进梁驱动装置步进梁驱动是靠步进机械的步进机构来实现的。
而步进机械设置在炉底下的炉坑中,因此通常亦称为炉底机械。
它包括斜轨座与轮组、升降框架、平移框架(步进框架)、升降与平移液压缸、升降与平移定心装置。
步进梁采用双框架,沿炉长方向分为两段,便于设备制造及安装。
步进梁驱动采用双轮斜轨式液压传动,升降驱动装置液压斜台面式。
这种形式运行稳定,板坯跑偏量小,制造、施工方便。
步进梁的运动轨迹是一个矩形运动轨迹。
步进梁运动由水平运动和升降运动组成。
水平运动和升降运动过程中的速度是变化的,其目的在于保证板坯以较低的速度接触水梁和步进梁开始动作及结束动作的缓和,减少步进机构产生冲击和震动。
步进机构的水平运动是:通过一台平移液压缸驱动平移框架,使其在提升框架的滚轮上作平移运动,此时,提升液压缸处于静止状态。
步进梁的上下升降行程为200mm,水平行程为550mm,步进梁运动周期约为50s。
当板坯较短时间停炉时,要求步进梁作踏步动作,以避免板坯黑印加重。
当板坯较长时间停炉时,要求步进梁停在中位与固定梁同一标高以避免板坯变形弯曲。
其运动轨迹如图1所示。
步进梁式加热炉出钢控制系统及改进

粗轧就绪 和辊道 速度 信号 , 热 炉 出炉辊 加 道 转 动 , 时 不 居 中 的 出 炉 板 坯 就 撞 坏 辊 此 道 两 侧 护 板 或 者 严 重 顶 偏 , 成 生 产 事 造
故 , 板 坯 温 度 高 达 10  ̄ 处 理 起 来 非 因 2 0C, 常 困难 和 费 时 , 重 影 响 生 产 ; 时 通 过 严 同 考 察 发 现 国 内不 少 钢 厂 步 进 梁 式 加 热 炉 出
钢控制系统 也存在 此类 问题 , 且 很 多钢 并
厂 一 直 没 有 解 决 。本 文 通 过 对 步 进 梁 式 加 热 炉 出钢 控 制 系 统 进 行 分 析 , 出 一 系 列 提 改 进 措 施 并 实 施 , 用 后 效 果 明 显 , 效 应 有
列改进措施 。
1 前言
25 2 0热 轧 板 厂 设 有 两 座 步 进 梁 蓄 热 式
是 偏 出辊道 两侧 , 撞在 出钢 机侧辊 道 护板 上 , 或 在炉 子侧 辊道 轴承 座上 , 自动 运行 时 , 热 加 炉 出完 钢把 出 钢 完成 信 号 发 给 轧 机 P C, L 轧 机 P C收 到 出 钢 完 成 信 号 后 发 给 加 热 炉 L
加热 炉 , 别 于 20 分 09年 和 2 1 相 继 竣 工 00年
投人使用 , 加热炉炉子本体 、 控制模型以及控 制 程序 均 由国 内设 计 院设 计 编 写 完 成 , 制 控
系统 采 用 西 门 子 s 4 0系 列 P C, 制 程 7— 0 L 控 序 投入 使 用 以 来 , 钢 事 故 不 断 , 重 影 响 出 严 25 20热轧 板 厂 生 产 的稳 定 性 , 其 原 因 。 就 一 是 经常 发 生 出钢 机 在 炉 内 抬升 的 过程 中 , 由 于 行程 偏小 , 坯直 接从 出钢 机上 掉 下来 , 板 砸 在 炉 内步进 梁活 动水 梁上 , 者行 程偏 大 。 或 直 接抬 起 两块 板 坯 , 面 一 块 被 挤 偏 或 从 出钢 后
步进加热炉炉内板坯跑偏原因分析
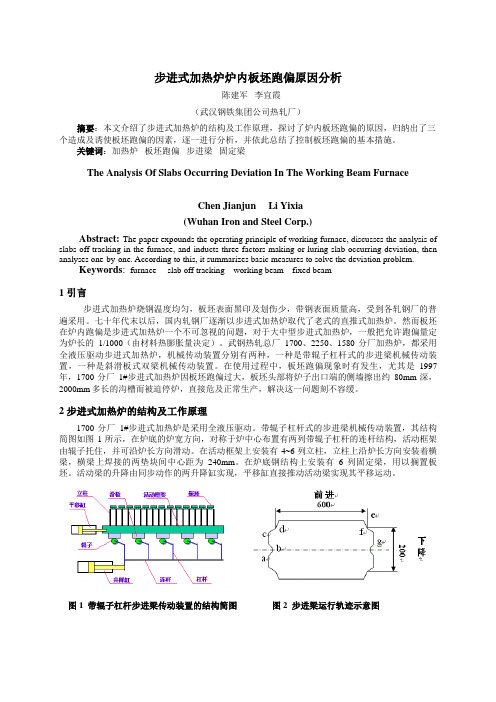
步进式加热炉炉内板坯跑偏原因分析陈建军李宜霞(武汉钢铁集团公司热轧厂)摘要:本文介绍了步进式加热炉的结构及工作原理,探讨了炉内板坯跑偏的原因,归纳出了三个造成及诱使板坯跑偏的因素,逐一进行分析,并依此总结了控制板坯跑偏的基本措施。
关键词:加热炉板坯跑偏步进梁固定梁The Analysis Of Slabs Occurring Deviation In The Working Beam FurnaceChen Jianjun Li Yixia(Wuhan Iron and Steel Corp.)Abstract: The paper expounds the operating principle of working furnace, discusses the analysis of slabs off tracking in the furnace, and inducts three factors making or luring slab occurring deviation, then analyses one-by-one. According to this, it summarizes basic measures to solve the deviation problem.Keywords: furnace slab off tracking working beam fixed beam1 引言步进式加热炉烧钢温度均匀,板坯表面黑印及划伤少,带钢表面质量高,受到各轧钢厂的普遍采用。
七十年代末以后,国内轧钢厂逐渐以步进式加热炉取代了老式的直推式加热炉。
然而板坯在炉内跑偏是步进式加热炉一个不可忽视的问题,对于大中型步进式加热炉,一般把允许跑偏量定为炉长的1/1000(由材料热膨胀量决定)。
武钢热轧总厂1700、2250、1580分厂加热炉,都采用全液压驱动步进式加热炉,机械传动装置分别有两种,一种是带辊子杠杆式的步进梁机械传动装置,一种是斜滑板式双梁机械传动装置。
研究步进式加热炉钢坯“跑偏”问题的研究与控制李诚

研究步进式加热炉钢坯“跑偏”问题的研究与控制李诚发布时间:2021-07-29T08:54:16.533Z 来源:《基层建设》2021年第14期作者:李诚[导读] 在步进式加热炉的实际运行过程中,还存在严重的钢坯“跑偏”问题,这对加热炉的实际运行质量产生了严重影响广西柳州钢铁集团有限公司棒线型材厂广西柳州 545002摘要:在步进式加热炉的实际运行过程中,还存在严重的钢坯“跑偏”问题,这对加热炉的实际运行质量产生了严重影响。
对此,相关工作人员需要深入分析和探讨钢坯“跑偏”问题的产生原因,并合理采取控制措施,以此来充分提升步进式加热炉运行水平。
本文针对步进式加热炉钢坯“跑偏”问题进行分析,探讨了步进式加热炉炉底机构,对导致钢坯出现“跑偏”问题的因素进行了分析,并提出具体的控制措施,希望能够为相关工作人员起到一些参考和借鉴。
关键词:步进式加热炉;钢坯“跑偏”;因素;控制措施步进式加热炉在具体运行过程中,主要通过专用步进机构使钢坯能够在加热炉当中逐渐发生移动,属于机械化炉子的一种,不仅具有较强的生产能力,而且温度十分均匀,有着极快的加热速度,可以有效降低钢坯烧损,全面提升加热质量。
与此同时,步进式加热炉还方便人员进行灵活操作,具有送钢、退钢以及踏步控制等功能,同时还方便将炉料排空和变换钢种。
所以,现如今在加热钢坯时,步进式加热炉是一种比较常见的炉型。
但在坯料移动过程中,容易发生钢坯“跑偏”问题,这不仅会导致炉墙被刮坏,严重情况下甚至造成钢坯掉道,进而导致停产事故发生。
对此,需要工作人员合理采取措施,有效控制钢坯的跑偏量,使其维持在可允许范围内,从而提升步进式加热炉的运行质量。
一、步进式加热炉炉底机构在步进式加热炉当中,步进梁驱动具体是通过步进机械运动提供,而此装置具体在炉底下炉坑中设置,将其称之为炉底机械。
而其具体包括升降与平移液压缸、升降和平移框架、定心装置以及液压缸等。
对于步进梁,其具体采用双框架,沿着炉长的方向共分为A、B两段,称之为A、B框架,在中间位置则由连接框架负责相连,这样可以更好的切换冷热钢坯,同时还能够快速装入热钢坯。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4300厚板分厂步进式加热炉坯料跑偏的分析与改进
摘要:本文主要针对江阴兴澄特种钢铁有限公司4300厚板分厂坯料在生产过程
中跑偏的问题,通过对步进炉炉底设备的深入研究与分析,提出造成跑偏的各种
因素,确定完善改进跑偏现象的措施,使得降低跑偏对生产造成影响,确保生产
安全高效稳定.
关键词:步进式加热炉跑偏控制
1.工程概况
随着工业技术的不断发展,现代化的热连轧机应配备大型化,高度自动化的
加热炉,其生产应符合高产、优质、低耗、节能、无公害以及生产操作自动化的
工艺要求,以提高产品质量,增强产品的市场竞争力。
4300厚板分厂步进式加热炉由配套建设板坯连铸机供料,根据热装要求的不同,坯料分为热装和冷装坯两种,当加热冷料时,步进式加热炉产量为220t/(碳
结板、代表规格200×1900×3400).步进式加热炉的燃料为高炉煤气,采用空煤气双蓄热的蓄热式烧嘴供热,炉内水梁采用强制循环的汽化冷却方式。
如图1所示,
坯料在加热炉内的运动是通过炉内步进梁实现的,步进梁的步距是600mm,板坯一步一步地由装料端步向出料端。
在输送过程中,根据加热工艺的要求,采用蓄
热式燃烧系统对板坯进行加热到工艺温度。
板坯到达出料端,被出料端的激光检
测点检测到后停止,等待出钢命令。
得到出钢指令时,加热炉炉门打开,出钢机
根据PLC计算的进程进入炉内,到达指定行程后上升,托起板坯后退,板坯出炉,并将板坯放置在加热炉出料辊道上。
出炉的板坯由炉外辊道输送,经除磷后送往
主轧机进行轧制。
2.加热炉钢坯跑偏的表现及为危害
步进式加热炉的钢坯跑偏问题,是指坯料在步进梁式加热炉内从输入辊道运
送至输出辊道的理想工作位置的偏差。
横向跑偏现象在步进梁和加热炉生产中普
遍存在,横向跑偏过大时会损坏炉墙,可能导致钢坯在出料侧无法出炉,有时还
会使坯料从水梁脱落造成停产事故。
3.炉底机械的运行轨迹
正常情况下步进加热炉在炉底液压升降液压缸和横移钢的作用下实现炉底机械的
循环动作。
上升-前进-下降-后退,详见下图:
4.加热炉跑偏的原因分析以及解决方法
4.1坯料不规则,扭曲严重,坯料落在固定梁上,下表面活动梁接触时,由于接触面积不同,受力不均匀产生偏斜,位移。
在选择坯料时,应尽可能的选在规
定的坯料尺寸公差范围之内。
4.2 步进梁与固定梁的钢坯表面支撑面不平整,造成坯料在升降过程中产生滑
动位移,使钢坯在炉内发生不规则的偏移。
所以应该定期检查支撑面,如超出技
术标准尺寸,要做出相应的对策,做好使用周期台账以及确定更换频率。
4.3 步进机构的升降,平移运动轨迹与炉子中心线不平行,造成坯料在炉子内
跑偏,由于运动轨迹与炉子中心线有夹角,造成坯料在炉内跑偏与炉子尺寸,步
长有直接关系。
4.4 升降缸对跑偏的影响,如果两个升降的伸出量不一致,升降框架的左右两
边就会偏斜,与水平面产生一定的角度,在钢坯步进循环前进的过程中就会向低
的一面跑偏。
所以升降缸的不同步主要是液压系统的原因。
为了尽量避免此类现
象发生,设备维护人员应常检查液压油缸是否存在内泄漏,油管接头是否存在跑
冒滴漏现象,确定完整的保压。
无杆腔上的溢流阀是否溢流,如溢流,应及时调
整溢流压力。
溢流回路应畅通,否则排油不畅会导致2个升降油缸运行时抖动,
影响炉底机械同步。
查看油缸的活塞杆杠头螺纹是否有松脱现象,销子的磨损情况,底板固定的螺栓等紧固状况,避免松脱,定期点检,检测。
4.5水平定心轮在安装时必须保证与定心板间距在0.2-0.5mm之间,如果间隙
过小,则会导致前行阻力过大甚至卡死,间隙如果过大则会导致框架运行过程中
偏斜范围过大,或者框架无法按照定心板导向运行,最终导致跑偏,因此在设备
调试前一定要测量好定心板与定心轮的间隙,之后最好把定心轮的螺栓拧紧,挡
块电焊,确保定心导向轮的作用。
同样,水平定心板的安装误差导致水平定心板的偏斜。
而且偏斜方式多种形式,分析起来较为复杂,本文主要对以下几种偏斜加以分析。
如图2图3所示:
图2 偏斜方式示意图
定心板顺行偏斜时,水平缸前进过程中就会将水平框架沿斜线导向,但水平框架
中心不产生偏斜角度,这样就产生了横向跑偏;而八字形偏斜时,水平框架中心
线在前进的过程中产生偏斜角度,导致纵向跑偏。
图3跑偏偏转量示意图
横向跑偏调整定心板偏转量:
△y=横向跑偏量×水平定心板长度/跑偏步数/步距
纵向跑偏调整定心板偏转量:
△y=纵向跑偏量×水平定心板长度/跑偏步数/2步距
4.6步进式加热炉的整个步进框架是靠液压缸带动滚轮动作的,在日常点检时,应该周期性的测量记录每个轮子的外径和轨道板磨损情况,由于步进梁的负荷大,承载重,步进框架行走走轮与滑板接触面会有磨损,加上炉底漏水比较严重,各
行走轮轮面均有不同程度的腐蚀和磨损,尤其是紧贴装料端和出料端的平移框架
的四组行走走轮的轮面更是磨损严重,轮面出现很深的压痕,其深度都在1mm
以上,根据使用周期更换轨道滑板。
周期性的给每个轮子轴承加油,防止缺油卡
死现象,导致摩擦阻力增大,框架本体产生振动,钢板不规则发生位移。
4.7炉底设备的执行机构就是液压缸,对于液压油的要求相当严格,若液压油污染度超过NAS7级,就会导致系统运行部稳定,严重时污染物会堵塞升降液压
缸安全阀上的液控单向阀的阻尼孔,造成工作时液控单向阀控制的插装阀打开及
关闭不一致,使两边液压缸的动作不一致,造成系统跑偏,此类故障在处理时需
要打开液压缸安全阀块的液控单向阀及插装阀,用四氧化碳或煤油仔细清洗液压
阀的各个部位,在回装,故障基本可以解除。
4.8水封槽的影响也是存在的,应当利用好计划检修时间对水封槽内进行人工清扫检查,尽快恢复炉底水封槽刮渣板系统的工作。
5.结论
造成加热炉钢坯跑偏的原因是多方面的,我们只有在实际生产时进一步的跟
踪好运行情况,及时更换磨损件,保证润滑,在理论知识和实际维修工作经验的
积累相结合,有效的控制跑偏,满足生产需要。
参考文献:
(1)王秉铨.工业炉设计手册【M】.3版.北京:机械工业出版社.2010
(2)毕仕辉.步进梁式加热炉坯料跑偏原因的探讨与控制【J】.鞍钢技
术.2006(4):36-38
(3)马毅,王红云.步进梁式加热炉跑偏分析【J】.江苏冶金,2000(4):66-68。