塞规校验规程
塞规校验规程
塞规校验规程1.0目的为确保检验﹑测量和试验用的计量器具能溯源至国家标准,保持其量值的准确可靠,规范内校操作,特制订本内校操作规范。
2.0范围本公司范围内使用塞规均适用。
3.0校验设备千分尺。
大理石平台。
工业酒精。
棉花棒。
棉纱手套、碎布。
使用时必须保证手、机工件的清洁。
所用装置应有CNAS认可的计量机构进行校准合格,每年需校准一次。
并在校准有效期内使用。
4.0环境条件常温常湿。
温度:(20±5)℃湿度(30~80)%5.0校验方法5.1准备工作:5.1.1平台清洁,将待校件放置于平台上。
5.1.2用棉花棒沾上工业酒精将塞规擦净。
5.1.3清洁完毕后,将塞规放在平台上放置1.5小时以上,保证塞规、千分尺与校正环境同温。
5.2塞规校正:5.2.1外观校正:5.2.1.校正前应先戴纱手套,以碎布擦拭塞规,目视检查塞规外表面有无损坏、生锈等现象。
5.2.2精度校正:5.2.2.1将塞规测量端置于千分尺的测量面,测量读数。
5.2.2.2用以上方法依此校正每个塞规。
5.2.2.3将测量数据真实记录填写于【检测仪器校正报告书】。
5.3注意事项:5.3.1校正完成应于塞规适当位置贴上【校正标签】。
5.3.2校正结果如为参考使用或暂使用,应于塞规盒上粘贴标签并通知其使用部门。
5.3.3校正的结果应填写于【检测仪器校正报告书】,交使用单位以利使用者加以补正其误差。
5.3.4送修完成的塞规应再实施校正,确定允收后才可发放使用。
5.4允收标准5.4.1塞规允收标准:塞规规格允收标准0.01~0.06以下±0.0050.06~0.1以下±0.0060.1~0.35以下±0.0080.35~0.65以下±0.0100.65~3.0以下±0.0155.4.2被校塞规各项要求均符合本指导书中相应项目的要求,则说明该塞规校准合格,否则为校准不合格。
合格的贴上绿色合格标签,不合格的注明不合格项,并贴上蓝色限用标签。
螺纹塞规、环规校验规范

3。6校验判定合格标准:±0.01mm
4、相关文件:
无
5、相关记录:
5。1《仪器校验报告》ATI-4—MF2-015-01
6、本规范自总经理批准之日起实施,修改亦同。
合一(惠州)电子科技有限公司
标题
螺纹塞规、环规校验规范
文件编号
ATI-3-QA3—018
版本
A0
页次
1of3
部门
总经理
管理者代表
行政部
机构工程部
电子工程部
业务部
资材部
品管部
制造部
资讯ห้องสมุดไป่ตู้理
文控中心
会签
发布
份数
原稿
修订履历
项次
修订日期
前版
本
修订
页次
修订内容
修订人
制订日期
核准
审核
制订
发行管制章
2010—12—20
3.4。2校验周期:1年。
合一(惠州)电子科技有限公司
标题
螺纹塞规、环规校验规范
文件编号
ATI—3-QA3—018
版本
A0。
页次
3of3
3。5校验后
3。5。1将标准值减去测量值计算出误差值,并确认误差值是否在允许误差内,并将结果记录于《仪器校验报告内》。
3。5.2判定合格者在盒上贴上校验合格标签,并标示校验日期.
3。3。1外观
校验方法:目测
要求:检具测量面不应有锈蚀、磁性、碰伤、裂纹、毛刺、损坏等缺陷。使用中的检具允许存在不影响使用准确度的缺陷。标记应清晰、明白。
3。3。2特性尺寸校验方法。
3.3。2。1使用卡尺、千分尺校验。
塞规检定规程
塞规检定规程适用范围:这个塞规检定规程啊,适用于机械加工、制造等领域里使用的各种塞规。
不管是在小作坊里捣鼓些小零件,还是在大工厂里生产那些大型机械部件,只要用到塞规来检测尺寸,这规程就适用。
就好比一把万能钥匙,能打开所有跟塞规检定有关的门,只要你在这些生产制造的地盘上,要给塞规定个准儿,就得照着这个规程来。
引用标准:咱这规程可是有根有据的,参考了好多国家和行业的标准呢。
像《GB/T 1957 - 2006 光滑极限量规技术条件》这些标准,那就是咱的“老师”,告诉咱啥是规范的、权威的。
要是不按照这些标准来,就好比盖房子不打地基,迟早得塌喽。
术语和定义:塞规嘛,这东西大家可能都有个大概印象,但是在这儿咱得说清楚咯。
塞规就是一种用来测量孔的尺寸的量具,有通端和止端。
通端呢,就像一个随和的朋友,只要孔的尺寸合适,它就能轻松通过,就表示这个孔的下限尺寸合格啦。
止端呢,就比较“挑剔”,要是它能进去,那就说明这个孔太大喽,超过上限尺寸了。
这就跟坐火车似的,通端是那个宽松的行李限制,止端就是严格的车票检查,一点都不能含糊。
职责分工:在这塞规检定的事儿里啊,不同的人有不同的活儿。
质量部门就像是裁判,得负责整个检定流程的监督,保证公平公正。
检定人员呢,那就是场上的运动员,得实际操作那些检定工具,仔仔细细地给塞规做检查。
生产部门就像是后勤保障,得把塞规好好地送到检定人员手里,还得保证送来的塞规是干净、完好的。
要是哪一环出了问题,就像一条链子断了一环,整个检定工作就没法好好进行啦。
具体流程步骤:先得把塞规拿出来,就像从宝盒里拿出宝贝一样,要轻拿轻放。
然后看看塞规表面有没有损坏,这就跟挑水果一样,表面有疤有坑的可不行。
接下来呢,要把塞规放到专门的测量仪器上,这个仪器得是经过校准的,就像我们得用准的秤去称东西一样。
对塞规的通端和止端分别进行测量,测量的时候得精确到规定的小数位数,这就好比裁缝量尺寸,差一点衣服就不合身了。
测量完了要把数据记录下来,记录的数据得清清楚楚,不能像鬼画符一样让人看不懂。
塞规内校指导书

文件编号 核 准 审 查 制 作版 次页 次制订日期1.目的:为确保本公司所使用之塞规于执行校验时能有所依据,特制标准以权宜之。
2. 校正标准件:已校千分尺0~25mm,25~50mm 。
3. 校正温度:室温4. 校正周期:每半年一次。
5. 校正步骤:5.1 校验前5.1.1 检查仪器的外观及功能: 1) 活动头 2) 轴心是否调整正常5.1.2 用清洁纸清洁仪器及标准件。
5.1.3 校验过程中须戴手套。
5.2 执行校正5.2.1 对松下23mm 执行校正。
5.2.2 把千分尺活动头移至零位,然后用指定工具把轴心移至轴心零位。
5.2.3 在塞规上分别取五点,在每个点上分别测其四个值。
如下图所示; III III IV V1 - 12 - 23 - 34 - 4 5.2.4 把五个点上的四个值分别记录在检验矫正报告上。
5.2.5 同样方法可量度"内,外校判定标准指导书"中的3.13~3.23之塞规,并把结果记录在检验 校正报告上。
5.3 把所得读数与规格比较,及作出判决。
5.4 校验结果判定5.4.1 如果所得读数超出规格所需,结果便为"不接受"在仪器上贴上"暂停使用"标签,并通知 维修部门修护,仪器于修护后须重复5.2之步骤。
5.4.2 如果所得读数是合符规格,结果便为合格,在仪器上贴"不接受"标签,把结果记在测量仪器履历表上。
6. 判定标准:依据"内,外校判定标准指导书"有关规定作出判决。
7 记录保存:校验记录须保存至该仪器报废。
塞规内校指导书12341234I II III (塞规示意图)IV V。
塞规校验规程

塞规校验规程
一. 目的
1 塞规是用于检测波纹管柔韧性能的工具。
2 校验方法的编写依据:JT/T529-2004的相关要求。
二.技术要求
1 塞规外观平整光滑。
2 塞规:a.d=90mm dp=85.50mm。
b.d=70mm dp=66.50mm。
c.d=50mm dp=47.50mm。
d为波纹管直径;dp为波纹管直径的0.95倍;当0.94d≤dp≤0.96d时为合格符合规范要求。
三.校验方法
目测塞规外观是否平整光滑。
用游标卡尺量取塞规的各个部位的数据是否符合技术要求。
四.校验结果评定
使用中的塞规,其各项技术指标必须符合技术要求。
五.校验用仪器
游标卡尺:200mm,精确0.02mm。
六.校验周期
校验周期1年。
七.记录
塞规校验记录。
塞规校验记录。
塞规(塞尺)使用规范
XXXXX有限公司文件编号XX-WI-QC-13
版本A0
类别
塞规(塞尺)使用规范生效日期2019-03-07 工作文件页次Page 1 of 1
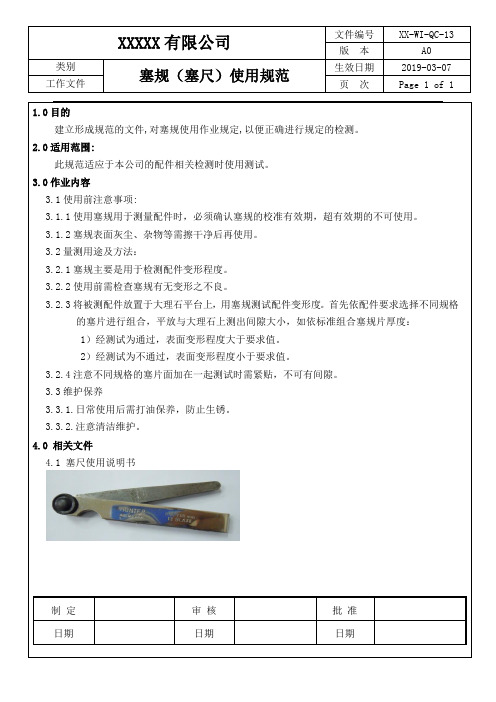
1.0目的
建立形成规范的文件,对塞规使用作业规定,以便正确进行规定的检测。
2.0适用范围:
此规范适应于本公司的配件相关检测时使用测试。
3.0作业内容
3.1使用前注意事项:
3.1.1使用塞规用于测量配件时,必须确认塞规的校准有效期,超有效期的不可使用。
3.1.2塞规表面灰尘、杂物等需擦干净后再使用。
3.2量测用途及方法:
3.2.1塞规主要是用于检测配件变形程度。
3.2.2使用前需检查塞规有无变形之不良。
3.2.3将被测配件放置于大理石平台上,用塞规测试配件变形度。
首先依配件要求选择不同规格
的塞片进行组合,平放与大理石上测出间隙大小,如依标准组合塞规片厚度:
1)经测试为通过,表面变形程度大于要求值。
2)经测试为不通过,表面变形程度小于要求值。
3.2.4注意不同规格的塞片面加在一起测试时需紧贴,不可有间隙。
3.3维护保养
3.3.1.日常使用后需打油保养,防止生锈。
3.3.2.注意清洁维护。
4.0 相关文件
4.1 塞尺使用说明书
制定审核批准
日期日期日期。
螺纹塞规校验作业指导书
纹基本尺寸及表1.8-2;《公差配合与技术测量国家标准汇编》P479表4、P487普通螺纹偏
差表。
7、结论:
7.1 对于6.1.1~6.1.4任一项不合格,则该螺纹塞规不合格。
8、校验记录与标识
填写校验仪器检定报告与检定履历表及计量仪器台帐, 制作合格、限用或停用标识卡。限用
时需指明范围与功能,并依检定结果贴附相应标识。
TD2:工件内螺纹的中径公差 ZPL:由通端螺纹塞规中径公差带的中心线到工件内螺纹中径下偏差之间的距离
6.1.6在6.1.5中的计算方法及偏差及应用的符号, 可通过查书《GB中国国家标准分类汇编》P564
页,普通螺纹量规P565表2、P568表3、P573表9;《机械加工工艺手册》P212页, 2普通螺
a'/2为牙形半角读数值; a/2为牙形半角标称值; 6.1.5通止规、外径、中径、小径计算方法:
作业指导书
编号:NO.025
标
自制螺纹塞规校验指导书
题
编号 QAWI15 版本
B
页次
2/2 生效日期
拟制
审核
批准
<1>通端基本尺寸:
外径(公制):D+EI+ZPL
(美制):D+EI
中径:D2+EI+ZPL 小径:D1+EI <2>止端基本尺寸:
测量其小径并读数,计算方法见6.1.5。 6.1.4牙型半角检测:
<1>要求:牙型半角误差在允许误差范围内。
<2>方法:将待校螺纹塞规放置于投影仪的滑块V形槽上,待在投影仪荧屏得到较清晰的像后,
测量其半角并读数a'/2,该读数值与公称牙形半角a/2之差,即为半角测量误差,即
△a/2=a'/2-a/2 式中:△a/2为牙形半角测量误差;
塞规校准作业指导书

B.计算公式:示值误差=校准读数-塞规尺寸-千分尺偏差值.
C.当被校塞规示值误差在精度要求范围内时,判为合格.
D.当被校塞规示值误差超出精度要求范围时,判为不合格.
5.5 标识
A.校准合格品贴"合格"标签,校准不合格贴"停用"标签.
B.合格证上应注明校准日期、有效日期,校准人等.
B.校准千分尺的精度,至少大于被检塞规精度的3倍。
C.校准千分尺包装盒上应注明“检定标准”字样。
5.2检校环境:
A.温度:20± 5℃,校准时,室内温度应稳定,每小时变化不应大于0.5℃。
B.相对湿度:(20~80)%
C.附近无强磁场
5.3检校方法
A.校准前将塞规在校准室内放置1小时,校准室温度应在5.2规定的环境要求内。
C.校准周期为一年,必要时,PQC部课长可根据实际情况而定.
D.新购入的标准塞规,必须经校准合格后方可使用.
6.质量记录:
6.1《塞规校准记录表》
1. 目的:
为确保标准塞规满足规定的使用要求,特制定本塞规检校指南。
2. 范围:
适用于本司用于测量的标准塞规的检校方法。
3. 职责:
PQC技术担当负责(1次/每年)对本司检测用的塞规测量精度进行检校并记录数据。
4. 相关资料
该工具使用操作说明书
5. 校验程序
5.1 标准量具:
A.校准设备采用经国家授权检定部门检定合格的外径千分尺。
B.将校准千分尺安装在千分尺座上,并对零。
C.用清洁的布去塞规表面的防锈油。
D.被校准塞尺应无影响使用性能的外观缺陷(如锈蚀、毛刺、黑斑、划痕等)。
E.用千分尺测量塞规的左、中、右三处位置,每处测量两个方向,取最大偏差值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塞规校验规程
1.0目的
为确保检验﹑测量和试验用的计量器具能溯源至国家标准,保持其量值的准确可靠,规范内校操作,特制订本内校操作规范。
2.0范围
本公司范围内使用塞规均适用。
3.0校验设备
千分尺。
大理石平台。
工业酒精。
棉花棒。
棉纱手套、碎布。
使用时必须保证手、机工件的清洁。
所用装置应有CNAS认可的计量机构进行校准合格,每年需校准一次。
并在校准有效期内使用。
4.0环境条件
常温常湿。
温度:(20±5)℃
湿度(30~80)%
5.0校验方法
5.1准备工作:
5.1.1平台清洁,将待校件放置于平台上。
5.1.2用棉花棒沾上工业酒精将塞规擦净。
5.1.3清洁完毕后,将塞规放在平台上放置1.5小时以上,保证塞规、千分尺与校正环境同温。
5.2塞规校正:
5.2.1外观校正:
5.2.1.校正前应先戴纱手套,以碎布擦拭塞规,目视检查塞规外表面有无损坏、生锈等现象。
5.2.2精度校正:
5.2.2.1将塞规测量端置于千分尺的测量面,测量读数。
5.2.2.2用以上方法依此校正每个塞规。
5.2.2.3将测量数据真实记录填写于【检测仪器校正报告书】。
5.3注意事项:
5.3.1校正完成应于塞规适当位置贴上【校正标签】。
5.3.2校正结果如为参考使用或暂使用,应于塞规盒上粘贴标签并通知其使用部门。
5.3.3校正的结果应填写于【检测仪器校正报告书】,交使用单位以利使用者加以补正其误差。
5.3.4送修完成的塞规应再实施校正,确定允收后才可发放使用。
5.4允收标准
5.4.1塞规允收标准:
塞规规格允收标准
0.01~0.06以下±0.005
0.06~0.1以下±0.006
0.1~0.35以下±0.008
0.35~0.65以下±0.010
0.65~3.0以下±0.015
5.4.2被校塞规各项要求均符合本指导书中相应项目的要求,则说明该塞规校准合格,否则为校准不合格。
合格的贴上绿色合格标签,不合格的注明不合格项,并贴上蓝色限用标签。
5.4.2计量校准不合格的允许降级处理或限制使用。
5.4.3校准证书及其原始记录资料至少保存3年。
6.0校准周期
塞规校准周期根据使用情况,一般不超过一年。
新购塞规需经校准验收,合格后方能提供使用。
7.0参考文件
JJG62-2007塞尺检定规程
JJF1071国家计量校准规范编写规则
JJF1001通用计量术语及定义
GBT/T8170数值修约规则与极限数值的表示和判定
8.0记录表格
内校合格证
塞规校验记录表
内校合格证
内校合格证
仪器编号
校准日期
复效日期
校准人
塞规校验记录表
被检器
名称型号规格分度值/
制造厂出厂编号
标准器
名称型号规格仪器编号技术特征证书编号数显千分尺0-25mm 090296685
校准地点校正周期
校准员核验员/ 校正项目
受检点(mm) 校正日期0.05 0.06 0.07 0.08 0.09 0.10 0.15 0.20 0.30 0.30 0.50 0.75 1.00
综合
判定
偏差(um)
温度:℃
湿度:%
外观无生锈、弯曲、变形
温度:℃
湿度:%外观无生锈、弯曲、变形
温度:℃
湿度:%
外观无生锈、弯曲、变形
温度:℃
湿度:%
外观无生锈、弯曲、变形备注:。