JISH53022006铝合金压铸件中文
JIS铝合金压铸件中文

J I S铝合金压铸件中文 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】前言本标准是参照工业标准化法第14条,以批准的第12条第1项的规定为基准,由社团法人日本压铸件协会(JDCA)/财团法人日本标准协会(JSA)提出申请,备齐工业标准草案,与应修订的日本工业标准的提议一起,经过日本工业标准调查会的审议,由经济产业大臣批准的日本工业标准。
因此,JIS H 5302∶2000被修订,并被置换为本标准。
按照修订,对比日本工业标准和国际标准,为了易于制定与国际标准一致的日本工业标准,以及以日本工业标准为基础的国际标准草案提案,将ISO/FDIS 3522∶2006,铝及铝合金压铸件—化学合成物及机械性能作为基础使用。
作为本标准的一部分,提请读者注意有可能出现与具备了技术特性的专利权,申请公开后的专利请求,实用新型权力,以及申请公开后的实用新型呈请注册等相抵触的情况。
经济产业大臣和日本工业标准调查会对于与有这样技术特性的专利权,申请公开后的专利请求,实用新型权力,以及申请公开后的实用新型呈请注册有关的确认,没有责任。
JIS H 5302有如下所示的附件。
附件1(参考)使用部件例附件2(参考)与JIS对应的国际标准的对照表目录1.适用范围…………………………………………………………………………………22.引用标准…………………………………………………………………………………23.种类及记号………………………………………………………………………………34.材料………………………………………………………………………………………35.质量………………………………………………………………………………………46.形状、尺寸………………………………………………………………………………47.试验………………………………………………………………………………………47.1 分析试验 (4)7.2 机械试验 (4)8.检查 (4)9.表示 (4)10.报告 (4)附件1(参考)使用部件例 (6)附件2(参考)与JIS对应的国际标准的对照表 (8)日本工业标准(内部翻译,仅供参考)铝合金压铸件JIS H 5302∶2006序言本标准是翻译了2006年发行的ISO/FDIS 3522,铝及铝合金压铸件—化学合成物及机械性能,变更了技术内容后作成的日本工业标准。
JIS-H5302-2006铝合金压铸件(中文)

前言本标准是参照工业标准化法第14条,以批准的第12条第1项的规定为基准,由社团法人日本压铸件协会(JDCA)/财团法人日本标准协会(JSA)提出申请,备齐工业标准草案,与应修订的日本工业标准的提议一起,经过日本工业标准调查会的审议,由经济产业大臣批准的日本工业标准。
因此,JIS H 5302∶2000被修订,并被置换为本标准。
按照修订,对比日本工业标准和国际标准,为了易于制定与国际标准一致的日本工业标准,以及以日本工业标准为基础的国际标准草案提案,将ISO/FDIS 3522∶2006,铝及铝合金压铸件—化学合成物及机械性能作为基础使用。
作为本标准的一部分,提请读者注意有可能出现与具备了技术特性的专利权,申请公开后的专利请求,实用新型权力,以及申请公开后的实用新型呈请注册等相抵触的情况。
经济产业大臣和日本工业标准调查会对于与有这样技术特性的专利权,申请公开后的专利请求,实用新型权力,以及申请公开后的实用新型呈请注册有关的确认,没有责任。
JIS H 5302有如下所示的附件。
附件1(参考)使用部件例附件2(参考)与JIS对应的国际标准的对照表目录1.适用范围 (2)2.引用标准 (2)3.种类及记号 (3)4.材料 (3)5.质量 (4)6.形状、尺寸 (4)7.试验 (4)7.1 分析试验 (4)7.2 机械试验 (4)8.检查 (4)9.表示 (4)10.报告 (4)附件1(参考)使用部件例 (6)附件2(参考)与JIS对应的国际标准的对照表 (8)日本工业标准(内部翻译,仅供参考)铝合金压铸件JIS H 5302∶2006序言本标准是翻译了2006年发行的ISO/FDIS 3522,铝及铝合金压铸件—化学合成物及机械性能,变更了技术内容后作成的日本工业标准。
然而,在本标准中,有边线或虚线下划线的地方,是变更原国际标准的地方。
将变更一览表附带其说明如附件2(参考)所示。
1.适用范围本标准是对使用铝合金的压铸件(以下称压铸件)进行了规定。
铝合金压铸技术要求内容
1、围本标准规定了铝合金压铸件的技术要求、试验方法、检验规则、交货条件等。
本标准适用于汽车发电机铝合金端盖压铸件。
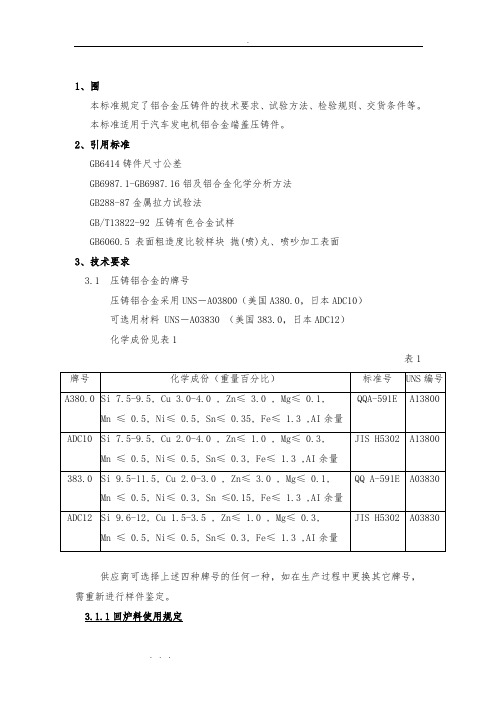
2、引用标准GB6414铸件尺寸公差GB6987.1-GB6987.16铝及铝合金化学分析方法GB288-87金属拉力试验法GB/T13822-92 压铸有色合金试样GB6060.5 表面粗造度比较样块抛(喷)丸、喷吵加工表面3、技术要求3.1 压铸铝合金的牌号压铸铝合金采用UNS-A03800(美国A380.0,日本ADC10)可选用材料 UNS-A03830 (美国383.0,日本ADC12)化学成份见表1表1供应商可选择上述四种牌号的任何一种,如在生产过程中更换其它牌号,需重新进行样件鉴定。
3.1.1回炉料使用规定3.1.1.1回炉料分类一级回炉料:浇道、化学成份合格的废铸件,后加工次品等不含水分和油污。
二级回炉料:集渣包、坩埚底部剩料、退货废品、存放时间长(超过10天)的一级回炉料。
三级回炉料:飞边、溅屑、细小的碎料、带有油污的渣料、因化学成份报废的铸件、从铝渣中捡出的铝粒。
3.1.1.2回炉料使用比例使用单一某级回炉料:一级回炉料最大使用量50%,二级回炉料最大使用量40%。
一级、二级回炉料混合使用:回炉料总量不超过40%,其中二级回炉料最大使用量20%。
三级回炉料:不能直接使用,必须经过重熔、精炼且化学成份分析合格后才能使用,其最大使用量10%,仅与铝锭混合使用。
3.1.1.3加料循序3.2 力学性能采用单铸拉力试样检验,其力学性能应满足抗拉强度≥240Mpa,伸长率≥1%,HB85(5/250/30)。
试样尺寸及形状应符合GB/T 13822-92《压铸有色合金试样》的规定。
3.3 压铸件尺寸压铸件的几何形状和尺寸应符合铸件图的规定。
3.4 待加工表面用符号“”标明,尖头指向被加工面。
例: 0.5 表示该表面留有加工余量0.5mm3.5 表面质量3.5.1 铸件清理后的表面质量铸件的浇口、飞边、溢流口、隔皮等应清理干净,但允许留有清理痕迹。
JIS H5302

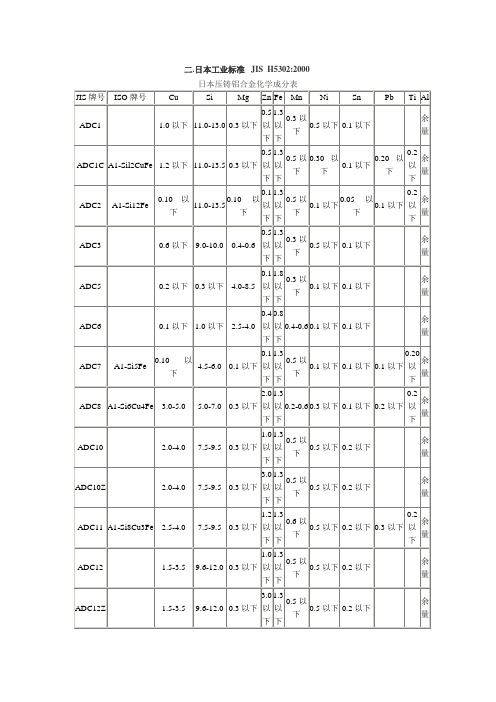
1.0 以下 11.0-13.0 0.3 以下 A1-Sil2CuFe 1.2 以下 11.0-13.5 0.3 以下 A1-Si12Fe 0.10 下 以 11.0-13.5 0.10 下 0.4-0.6 4.0-8.5 2.5-4.0 0.1 以下 0.3 以下 0.3 以下 0.3 以下 0.3 以下 0.3 以下 0.3 以下
0.5 1.3 0.3 以 以下 以下 以下 以下 以下 以下 以下 以下 以下 以下 0.4 0.8 以下 以下 以下 以下 2.0 1.3 以下 以下 以下 以下 以下 以下 以下 以下 以下 以下 以下 以下
0.5 以下 0.1 以下 以 0.1 以下
0.5 1.3 0.5 以 0.30 下
以 0.1 1.3 0.5 以 0.5 1.3 0.3 以 0.1 1.8 0.3 以
日本压铸铝合金机械性能表 抗拉试验 牌号 抗拉强度 MPa 平均 值 ADC1 ADC3 250 279
σ
硬度试验 延伸率% 平均 值
σ
耐力 MPa 平均 值
σ
HB
HRB ASTM 平均值 σ 72 76 36.2 5.5 36.7 2.2
ASTM
ASTM 130 170 190
ASTM 平均值 σ 3.5 3.5 71.2 3.5 71.4 1.8
0.1 1.3 0.5 以 下
0.2-0.6 0.3 以下 0.1 以下 0.2 以下 0.5 以下 0.2 以下 0.5 以下 0.2 以下 0.5 以下 0.2 以下 0.3 以下 0.5 以下 0.2 以下 0.5 以下 0.2 以下
1.0 1.3 0.5 以 下 下 下 下 下 3.0 1.3 0.5 以 1.2 1.3 0.6 以 1.0 1.3 0.5 以 3.0 1.3 0.5 以
日本工业标准JIS H5302 2006

-
AlSi9 (1)
0.1 以下 8.0~11.0 0.1 以下 0.15 以下 0.65 以下 0.5 以下
-
AlSi12(Fe) (2)
3. 种类及记号 种类及记号根据其化学成分如表 1 所示。 另外,压铸件的使用例子,如附件 1(参考)所示。
根据著作权法,禁止未经许可的复制、转载等。
5
JIS H 5302:2006
表 1 种类及记号
种类
记号
合金系
参考 合金的特色
铝合金压铸件
ADC1
Al-Si 系 耐蚀性、铸造性好,强度稍低。
1类
在 JIS H 5302 中,有如下所示之附属文件(参考): 附件 1(参考):使用压铸件例子。 附件 2(参考):JIS 与对应的国际标准的对照表。
根据著作权法,禁止未经许可的复制、转载等。
3
JIS H 5302:2006
目录 页码
序 言……………………………………………………………………………………………5 1、 适用范围………………………………………………………………………………5 2、 引用标准………………………………………………………………………………5 3、 种类及其代号…………………………………………………………………………6 4、 材料……………………………………………………………………………………7 5、 质量……………………………………………………………………………………7 6、 形状、尺寸……………………………………………………………………………9 7、 试验……………………………………………………………………………………9 7.1、 分析试验…………………………………………………………………………9 7.2、 机械试验…………………………………………………………………………9 8、 检查……………………………………………………………………………………9 9、 表示……………………………………………………………………………………9 10、 报告…………………………………………………………………………………9
JIS H5302-2000日本压铸铝合金
ASTM
平均值
σ
ADC1
250
46
290
172
22
130
1.7
0.6
3.5
71.2
3.5
72
36.2
5.5
ADC3
279
48
3203.5
71.4
1.8
76
36.7
2.2
ADC5
(213)
65
310
(145)
26
190
5.0
(66.4)
2.4
74
(30.1)
3.7
ADC6
0.5以下
1.3以下
0.5以下
0.30以下
0.1以下
0.20以下
0.2以下
余量
ADC2
A1-Si12Fe
0.10以下
11.0-13.5
0.10以下
0.1以下
1.3以下
0.5以下
0.1以下
0.05以下
0.1以下
0.2以下
余量
ADC3
0.6以下
9.0-10.0
0.4-0.6
0.5以下
1.3以下
0.3以下
余量
ADC10Z
2.0-4.0
7.5-9.5
0.3以下
3.0以下
1.3以下
0.5以下
0.5以下
0.2以下
余量
ADC11
A1-Si8Cu3Fe
2.5-4.0
7.5-9.5
0.3以下
1.2以下
1.3以下
0.6以下
0.5以下
0.2以下
0.3以下
0.2以下
余量
jis h 5302-2000《铝合金压铸件》

jis h 5302-2000《铝合金压铸件》GB/T 5302-2000 "Aluminum alloy die castings" is a standard in China that specifies the requirements and test methods for aluminum alloy die castings. This standard is applicable to aluminum alloy die castings used in various industries such as aerospace, automotive, and engineering machinery. The following is an overview of the standard.The standard begins with the scope, which defines the application and limitations of the standard. It specifies that the standard is applicable to aluminum alloy die castings with a maximum thickness not exceeding 350 mm.The standard then provides classification and marking requirements for aluminum alloy die castings. It classifies the die castings into three grades based on their mechanical properties, namely HB, HC, and HD grades. Each grade has specific requirements for tensile strength, yield strength, and elongation. The standard also specifies the marking method for die castings to identify their grades.Next, the standard details the technical requirements for aluminum alloy die castings. It covers aspects such as chemical composition, mechanical properties, dimensional tolerances, surface quality, and machining allowances. For example, it specifies the acceptable limits for the major alloying elements present in the die castings and the required mechanical properties for each grade. It also sets the allowable deviations for dimensions and surface defects.The standard also provides test methods for aluminumalloy die castings. It includes methods for chemical analysis, tensile testing, hardness testing, and surface quality inspection. These test methods ensure that the die castings meet the specified requirements and are of high quality.In addition, the standard includes provisions for sample preparation, inspection rules, and acceptance criteria. It specifies the number of samples to be tested, the sampling locations, and the test methods to be used. It also sets the criteria for accepting or rejecting the die castings based on their test results.Overall, GB/T 5302-2000 "Aluminum alloy die castings" is an important standard in China that ensures the quality and performance of aluminum alloy die castings. By following this standard, manufacturers can produce die castings that meetthe specific requirements of different industries and applications.。
压铸铝合金标准解读
压铸铝合金标准解读我们目前的状态如人入暗室,寻找钱包。
如人困惑,不知何去何从。
标准就是我们的明灯、人生导师。
不懂标准,我们就是盲修瞎练,胡搞乱搞!您知道哪几个压铸行业的靠山(标准)?• 国际标准• 美国标准• 德国标准• 英国标准• 欧盟标准• 日本标准• 中国标准您知道哪几个压铸行业的靠山(标准)?国际标准 (ISO 3522-2007)欧盟标准 DIN_EN_1706_2010-6德国标准英国标准美国铝业联盟美国材料与试验协会北美压铸协会(AA)(ASTM)(NADCA)日本 (JIS_H5302_2006)国际标准和欧盟标准90%以上是相同的。
如果我们是铸造合金标准的制定者,我们会制定哪些内容?第一部分我们常见的铸造方式有哪几种?• 砂型铸造• 金属型铸造• 压力铸造• 熔模铸造(消失模)压铸铝合金标准第二部分 热处理方式有哪几种?• F 级• T4 级• T5 级• T6 级• T7 级热处理T6级别热处理—T6级别1. 固溶热处理加热至490~540℃。
2. 直接在固溶热处理炉里进行淬火冷却。
3. 在150~200 ℃下进行时效处理。
为什么压铸件做热处理难度大?起泡!当经过固溶热处理后,铸件表面起泡。
起泡从哪里来?Source: Stephen P. Midson, Die CastingEngineering,Nov 2011压铸铝合金第三部分 铸造合金的化学成分比如A380(AlSi8Cu3、ADC10)合金成分含量SI7.5~9.5Fe 1.3Cu 3.0~4.0Mn0.5Mg0.3Cr-Ni0.3Zn 3.0Sn0.35第四部分 各种合金适合的铸造方式比如A380(AlSi8Cu3、ADC10)合金铸造方法是否适合沙型铸造是压铸是熔模铸造否第五部分 各种合金适合的热处理方式常用的压铸铝合金材料不做热处理。
砂型铸造铝合金材料有做热处理。
压铸铝合金第六部分 合金的铸造性能A380(AlSi8Cu3)合金铸造性能指标流动性B抗热裂性BA.非常好 B 良好 C一般 D. 不好 E. 不推荐. F. 不适合气密性B第七部分 合金的机械性能机械强度属性性能A380(AlSi8Cu3)合金抗拉强度(MPa)320屈服强度(MPa)160铸造方法:压铸。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
前言
本标准是参照工业标准化法第14条,以批准的第12条第1项的规定为基准,由社团法人日本压铸件协会(JDCA)/财团法人日本标准协会(JSA)提出申请,备齐工业标准草案,与应修订的日本工业标准的提议一起,经过日本工业标准调查会的审议,由经济产业大臣批准的日本工业标准。
因此,JIS H 5302∶2000被修订,并被置换为本标准。
按照修订,对比日本工业标准和国际标准,为了易于制定与国际标准一致的日本工业标准,以及以日本工业标准为基础的国际标准草案提案,将ISO/FDIS 3522∶2006,铝及铝合金压铸件—化学合成物及机械性能作为基础使用。
作为本标准的一部分,提请读者注意有可能出现与具备了技术特性的专利权,申请公开后的专利请求,实用新型权力,以及申请公开后的实用新型呈请注册等相抵触的情况。
经济产业大臣和日本工业标准调查会对于与有这样技术特性的专利权,申请公开后的专利请求,实用新型权力,以及申请公开后的实用新型呈请注册有关的确认,没有责任。
JIS H 5302有如下所示的附件。
附件1(参考)使用部件例
附件2(参考)与JIS对应的国际标准的对照表
目录
1.适用范围 (2)
2.引用标准 (2)
3.种类及记号 (3)
4.材料 (3)
5.质量 (4)
6.形状、尺寸 (4)
7.试验 (4)
7.1 分析试验 (4)
7.2 机械试验 (4)
8.检查 (4)
9.表示 (4)
10.报告 (4)
附件1(参考)使用部件例 (6)
附件2(参考)与JIS对应的国际标准的对照表 (8)
日本工业标准
(内部翻译,仅供参考)
铝合金压铸件
JIS H 5302∶2006
序言
本标准是翻译了2006年发行的ISO/FDIS 3522,铝及铝合金压铸件—化学合成物及机械性能,变更了技术内容后作成的日本工业标准。
然而,在本标准中,有边线或虚线下划线的地方,是变更原国际标准的地方。
将变更一览表附带其说明如附件2(参考)所示。
1.适用范围
本标准是对使用铝合金的压铸件(以下称压铸件)进行了规定。
备注本标准对应的国际标准如下所示。
表示对应程度的记号是以ISO/IEC手册21为基准,IDT(一致),MOD(修订),NEQ(不等同)。
ISO/FDIS 3522∶2006,铝及铝合金压铸件—化学合成物及机械性能(MOD)
2.引用标准
由于下面列出的标准已被本标准引用,所以构成了本标准规定的一部分。
这些引用标准适用于其最新版本(含追加补充部分)。
JIS B 0403 铸造品—尺寸公差方式及加工余量
JIS H 0321 有色金属材料的检查通则
JIS H 1305 铝及铝合金的发光光谱分析法
JIS H 1306 铝及铝合金的原子吸光分析法
JIS H 1307 铝及铝合金的电感藕合等离子发光光谱分析法
JIS H 1352 铝及铝合金中的硅(Si)定量方法
JIS H 1353 铝及铝合金中的铁(Fe)定量方法
JIS H 1354 铝及铝合金中的铜(Cu)定量方法
JIS H 1355 铝及铝合金中的锰(Mn)定量方法
JIS H 1356 铝及铝合金中的锌(Zn)定量方法
JIS H 1357 铝及铝合金中的镁(Mg)定量方法
JIS H 1358 铝及铝合金中的铬(Cr)定量方法
JIS H 1359 铝及铝合金中的钛(Ti)定量方法
JIS H 1360 铝及铝合金中的镍(Ni)定量方法
JIS H 1361 铝及铝合金中的锡(Sn)定量方法
JIS H 1366 铝及铝合金中的铅(Pb)定量方法
JIS H 2118 压铸件用铝合金基体
JIS H 2211 铸造物用铝合金基体
3.种类和记号
种类和记号如表1所示。
压铸件的使用例如附件1(参考)所示。
4.材料
材料按照JIS H 2118的规定。
根据当事者之间的协定,也可以使用JIS H 2211规定的铸件用铝合金基体。
5.质量
压铸件的质量如下。
a) 压铸件的外观应表面平滑,不得有有害的裂纹、铸件气孔等缺陷。
b) 压铸件不得因镶铸金属、焊接等造成修补。
但是,若缺陷部分小得连用户都认为在使用上不妨碍时,可以修补。
得到用户的确认,可以进行密封处理。
c) 化学成分参照表2。
对于表2中没规定的化学成分,可由当事者之间协商确定。
使用JIS H 2211规定的材料时,可由当事者之间协商确定。
d) 机械性能由当事者之间协商确定。
6.形状、尺寸
a) 压铸件的形状参照图纸或样品。
b) 压铸件的尺寸参照图纸。
尺寸的容许误差由订货者指定。
无特别指定时,尺寸的容许误差适用于JIS B 0403的规定。
7.试验
7.1 分析试验化学成分的分析试验如下。
a) 化学成分的分析方法如下。
JIS H 1305,JIS H 1306,JIS H 1307,JIS H 1352,JIS H 1353,JIS H 1354,JIS H 1355,JIS H 1356,JIS H 1357,JIS H 1358,JIS H 1359,JIS H 1360,JIS H 1361,JIS H 1366
b) 表2中没规定的化学成分的分析方法由当事者双方协商确定。
c) 分析试料按照JIS H 0321采集。
7.2 机械试验机械试验由当事者双方协商确定。
8.检查检查如下。
a) 一般事项参照JIS H 0321。
b) 检查外观、形状、尺寸的同时,按照7.进行试验,必须满足5.及6.的规定。
9.表示压铸件或其包装箱上应以粘贴标签等适当的方法表示以下事项。
a) 标准编号和种类或其记号;
b) 制造编号;
c) 制造者名称或其略号。
10.报告订货者有要求时,制造者应出具化学分析试验的试验报告书。
注(1) 其他的化学成分,在表中用“—”表示,也包含没规定成分值的化学成分,各个成分是0.05%以下,合计是0.15%以下。
(2) 其他的化学成分,在表中用“—”表示,也包含没规定成分值的化学成分,各个成分是0.05%以下,合计是0.15%以下。
附件1(参考)使用部件例本附件是表示铝合金压铸件的使用部件例,不是规定的一部分。
附件1表1 使用部件例
附件1表2 使用部件例
备注1。
每个项目评价栏记号的意义如以下所述。
IDT…………………………无技术上的差异。
MOD/删除…………………删除国际标准规定的项目或内容。
MOD/追加…………………追加国际标准中没有规定的项目或内容。
MOD/变更…………………变更国际标准的规定内容。
2.JIS与国际标准对照程度的全部评价栏的记号意义如下。
MOD………………………修改国际标准。