塑胶模具配合公差
模具技术标准
----------------有限公司模具技术标准本标准规定了本公司注塑模具的设计公差要求、零件的枝术要求、总装技术要求、验收规则和标记、包装、运输、贮存。
本标准适用于本公司所有注塑模的设计、制造和验收。
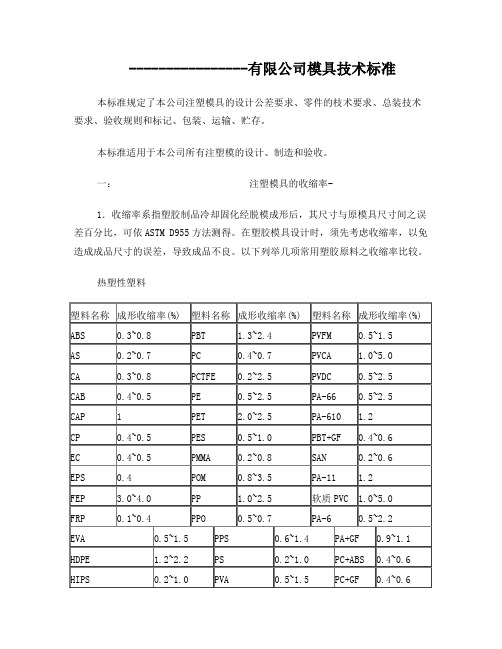
一:注塑模具的收缩率-1.收缩率系指塑胶制品冷却固化经脱模成形后,其尺寸与原模具尺寸间之误差百分比,可依ASTM D955方法测得。
在塑胶模具设计时,须先考虑收缩率,以免造成成品尺寸的误差,导致成品不良。
以下列举几项常用塑胶原料之收缩率比较。
热塑性塑料2.收缩率与塑料的材质,填充剂,产品壁厚,塑机料温、模温、保压压力、保压时间,模具进胶位置、进胶数量、进胶形式,冷却效果等有关。
常用塑料在壁厚为2.5mm时, 参考值二: 产品的公差要求模具制造时会根据客户的不同要求对产品的关键尺寸给予公差要求以满足塑胶制品的公差要求。
本公司设计时是以下表所示的公差标准执行。
根据本公司对空调壳体配合间隙及公差标准的执行。
三: 模具的总体要求参考模具协会的标准,本公司依照以下要求。
大量生产模(250,000— 1,000,000模或以上),具体要求如下:1.要有详细模具结构图。
2.精确的散件图。
3. 用Mold-flow软件模拟模具注塑过程、注射分析、压力分布及温度分布,以确定最好的入水位置、流道尺寸、疏气位置等。
4.模胚的A、B板及通腔背板均用28Hrc硬度的钢材;(内采用镶嵌模腔)。
5.上、下模及镶件使用硬度为48Hrc或以上的钢料,所有移动的零件应使用硬钢,而且必须有限位及定位锁。
6.模具尽可能自动断水口。
如可能,尽量使用潜水、细水口、香蕉型水口、并要考虑热流道的可行性。
7.模具设计应具备最大限度的冷却,上、下模肉高温度点应该个别地冷却。
8.顶出方法应尽可能使流道与产品自动掉下,避免运用多次顶出方法。
9.模具应能够全自动生产,大的零件应能够轻松取出。
10.顶针板必须有导向柱,顶出限位,以及模具支撑柱。
11.安装浇口定位环应与塑机尺寸匹配12.非天侧处有油缸装置,必须有油缸立柱。
模具尺寸和制造公差

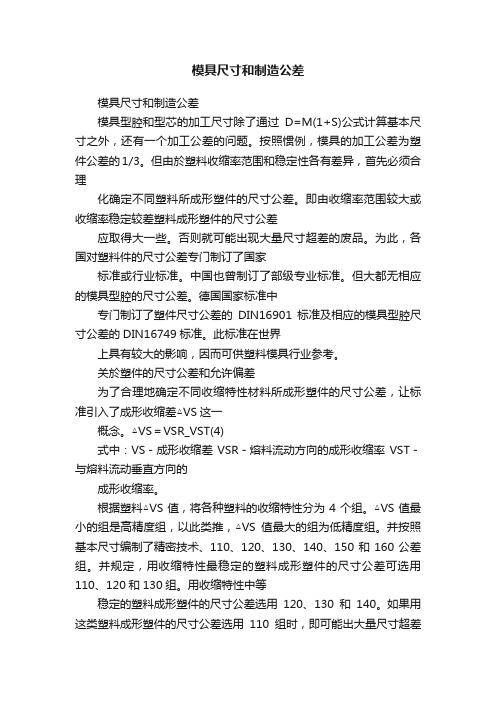
模具尺寸和制造公差模具型腔和型芯的加工尺寸除了通过D=M(1+S)公式计算基本尺寸之外,还有一个加工公差的问题。
按照惯例,模具的加工公差为塑件公差的1/3。
但由於塑料收缩率范围和稳定性各有差异,首先必须合理化确定不同塑料所成形塑件的尺寸公差。
即由收缩率范围较大或收缩率稳定较差塑料成形塑件的尺寸公差应取得大一些。
否则就可能出现大量尺寸超差的废品。
为此,各国对塑料件的尺寸公差专门制订了国家标准或行业标准。
中国也曾制订了部级专业标准。
但大都无相应的模具型腔的尺寸公差。
德国国家标准中专门制订了塑件尺寸公差的DIN16901标准及相应的模具型腔尺寸公差的DIN16749标准。
此标准在世界上具有较大的影响,因而可供塑料模具行业参考。
关於塑件的尺寸公差和允许偏差为了合理地确定不同收缩特性材料所成形塑件的尺寸公差,让标准引入了成形收缩差△VS这一概念。
△VS=VSR_VST(4)式中:VS-成形收缩差VSR-熔料流动方向的成形收缩率VST-与熔料流动垂直方向的成形收缩率。
根据塑料△VS值,将各种塑料的收缩特性分为4个组。
△VS值最小的组是高精度组,以此类推,△VS值最大的组为低精度组。
并按照基本尺寸编制了精密技术、110、120、130、140、150和160公差组。
并规定,用收缩特性最稳定的塑料成形塑件的尺寸公差可选用110、120和130组。
用收缩特性中等稳定的塑料成形塑件的尺寸公差选用120、130和140。
如果用这类塑料成形塑件的尺寸公差选用110组时,即可能出大量尺寸超差塑件。
用收缩特性较差的塑料成形塑件的尺寸公差选用130、140和150组。
用收缩特性最差的塑料成形塑件的尺寸公差选用140、150和160组。
在使用此公差表时,还需注意以下各点。
表中的一般公差用於不注明公差的尺寸公差。
直接标注偏差的公差是用於对塑件尺寸标注公差的公差带。
其上、下偏差可设计人员自行确定。
例如公差带为0.8mm,则可以选用以下各种上、下偏差构成。
模具尺寸和制造公差
模具尺寸和制造公差模具尺寸和制造公差模具型腔和型芯的加工尺寸除了通过D=M(1+S)公式计算基本尺寸之外,还有一个加工公差的问题。
按照惯例,模具的加工公差为塑件公差的1/3。
但由於塑料收缩率范围和稳定性各有差异,首先必须合理化确定不同塑料所成形塑件的尺寸公差。
即由收缩率范围较大或收缩率稳定较差塑料成形塑件的尺寸公差应取得大一些。
否则就可能出现大量尺寸超差的废品。
为此,各国对塑料件的尺寸公差专门制订了国家标准或行业标准。
中国也曾制订了部级专业标准。
但大都无相应的模具型腔的尺寸公差。
德国国家标准中专门制订了塑件尺寸公差的DIN16901标准及相应的模具型腔尺寸公差的DIN16749标准。
此标准在世界上具有较大的影响,因而可供塑料模具行业参考。
关於塑件的尺寸公差和允许偏差为了合理地确定不同收缩特性材料所成形塑件的尺寸公差,让标准引入了成形收缩差△VS这一概念。
△VS=VSR_VST(4)式中:VS-成形收缩差VSR-熔料流动方向的成形收缩率VST-与熔料流动垂直方向的成形收缩率。
根据塑料△VS值,将各种塑料的收缩特性分为4个组。
△VS值最小的组是高精度组,以此类推,△VS值最大的组为低精度组。
并按照基本尺寸编制了精密技术、110、120、130、140、150和160公差组。
并规定,用收缩特性最稳定的塑料成形塑件的尺寸公差可选用110、120和130组。
用收缩特性中等稳定的塑料成形塑件的尺寸公差选用120、130和140。
如果用这类塑料成形塑件的尺寸公差选用110组时,即可能出大量尺寸超差塑件。
用收缩特性较差的塑料成形塑件的尺寸公差选用130、140和150组。
用收缩特性最差的塑料成形塑件的尺寸公差选用140、150和160组。
在使用此公差表时,还需注意以下各点。
表中的一般公差用於不注明公差的尺寸公差。
直接标注偏差的公差是用於对塑件尺寸标注公差的公差带。
其上、下偏差可设计人员自行确定。
例如公差带为0.8mm,则可以选用以下各种上、下偏差构成。
注塑模具装配图“公差”规范
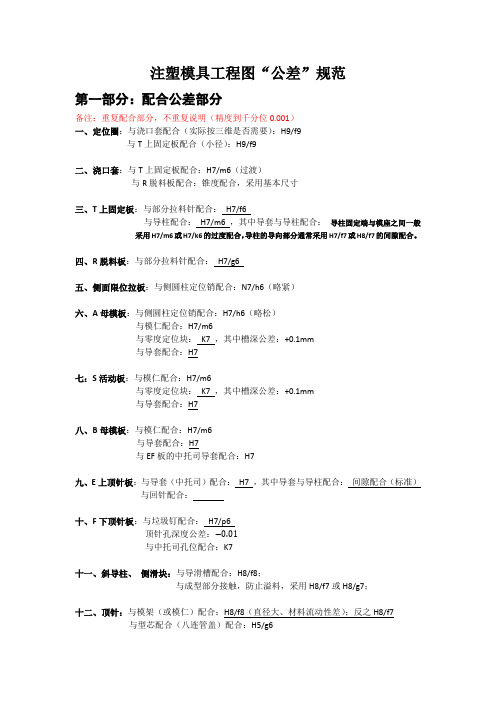
注塑模具工程图“公差”规范第一部分:配合公差部分备注:重复配合部分,不重复说明(精度到千分位0.001)一、定位圈:与浇口套配合(实际按三维是否需要):H9/f9与T上固定板配合(小径):H9/f9二、浇口套:与T上固定板配合:H7/m6(过渡)与R脱料板配合:锥度配合,采用基本尺寸三、T上固定板:与部分拉料针配合:H7/f6与导柱配合:H7/m6,其中导套与导柱配合:导柱固定端与模座之间一般采用H7/m6或H7/k6的过度配合,导柱的导向部分通常采用H7/f7或H8/f7的间隙配合。
四、R脱料板:与部分拉料针配合:H7/g6五、侧面限位拉板:与侧圆柱定位销配合:N7/h6(略紧)六、A母模板:与侧圆柱定位销配合:H7/h6(略松)与模仁配合:H7/m6与零度定位块:K7,其中槽深公差:+0.1mm与导套配合:H7七:S活动板:与模仁配合:H7/m6与零度定位块:K7,其中槽深公差:+0.1mm与导套配合:H7八、B母模板:与模仁配合:H7/m6与导套配合:H7与EF板的中托司导套配合:H7九、E上顶针板:与导套(中托司)配合:H7,其中导套与导柱配合:间隙配合(标准)与回针配合:十、F下顶针板:与垃圾钉配合:H7/p6顶针孔深度公差:−0.01与中托司孔位配合:K7十一、斜导柱、侧滑块:与导滑槽配合:H8/f8;与成型部分接触,防止溢料,采用H8/f7或H8/g7;十二、顶针:与模架(或模仁)配合:H8/f8(直径大、材料流动性差);反之H8/f7与型芯配合(八连管盖)配合:H5/g6十三、尼龙拉钉:与之相配合的孔位,均给配合:H7十四、键:键公差:h8与键槽轴的配合:H9(松)/N9(正常)/P9(紧)与毂(gu)的配合:JS9十五、轴承:与模架配合:M7与轴配合:k6第二部分:几何公差部分一、各块模板:平面度:0.015mm侧边与平面垂直度:0.01mm上下平行度:0.01mm模仁配合侧边与平面垂直度:0.01mm孔:位置度0.015mm二、顶针、复位杆等长轴类:直线度:0.01mm圆度:0.01mm同轴度:0.015mm三、定位圈:面轮廓度:0.01mm四、带锥度型芯:面轮廓度:0.01mm,2个锥度标注一个直径尺寸同轴度:0.015mm第三部分:技术要求部分模仁的技术要求:1.工件除模具成型部位外,其余锐边均须倒圆角:R1;2.工件中所有的公差孔以及公差尺寸边的粗糙度为Ra1.6;上下两面须磨加工;3.工件中外形定位面应保证其与基准C的相互垂直以及其对应边与基准A、B的相互平行;4.未注尺寸公差为IT13级,未注圆角为R1;5.模具成型部位及四周10度斜面须抛光,抛光后粗糙度为Ra0.4,抛光加工时请勿刮伤其余工件表面;6.材料粗加工单边须留0.8-1mm余量,粗加工后工件淬火热处理,硬度至48-52HRC,热处理后再精加工到图纸尺寸;7.其余未注尺寸请参照三维图或咨询设计人员。
注塑模具装配图公差规范
.注塑模具工程图“公差”规范第一部分:配合公差部分0.001备注:重复配合部分,不重复说明(精度到千分位)H9/f9 一、定位圈::与浇口套配合(实际按三维是否需要)H9/f9 上固定板配合(小径):与T/m6(过渡)二、浇口套:与T上固定板配合:H7 R脱料板配合:锥度配合,采用基本尺寸与H7/f6 T上固定板:与部分拉料针配合:三、/m6 ,其中导套与导柱配合:与导柱配合:H7导柱固定端与模座之间一般/f7的间隙配合。
/f7或H8H7采用H7/m6或/k6的过度配合,导柱的导向部分通常采用H7H7/g6 脱料板:与部分拉料针配合:四、R/h6(略紧)五、侧面限位拉板:与侧圆柱定位销配合:N7(略松)/h6母模板:与侧圆柱定位销配合:H7六、A/m6 H7 与模仁配合:+0.1mm ,其中槽深公差:与零度定位块:K7H7 与导套配合:/m6 H7S活动板:与模仁配合:七:+0.1mm ,其中槽深公差:与零度定位块:K7H7 与导套配合:/m6 H7母模板:与模仁配合:八、BH7 与导套配合:H7 板的中托司导套配合:与EF间隙配合(标准)H7 ,其中导套与导柱配合:上顶针板九、E:与导套(中托司)配合:与回针配合:/p6 :与垃圾钉配合:H7十、F下顶针板顶针孔深度公差:K7 与中托司孔位配合:;与导滑槽配合:H8/f8 十一、斜导柱、侧滑块:;/g7或与成型部分接触,防止溢料,采用H8/f7H8/f7/f8与模架(或模仁)配合:十二、顶针:H8(直径大、材料流动性差);反之H8.../g6H5与型芯配合(八连管盖)配合:十三、尼龙拉钉:与之相配合的孔位,均给配合:H7十四、键:键公差:h8与键槽轴的配合:H9(松)/N9(正常)/P9(紧)与毂(gu)的配合:JS9十五、轴承:与模架配合:M7与轴配合:k6...第二部分:几何公差部分一、各块模板:平面度:0.015mm侧边与平面垂直度:0.01mm上下平行度:0.01mm模仁配合侧边与平面垂直度:0.01mm孔:位置度0.015mm二、顶针、复位杆等长轴类:直线度:0.01mm圆度:0.01mm同轴度:0.015mm三、定位圈:面轮廓度:0.01mm四、带锥度型芯:面轮廓度:0.01mm,2个锥度标注一个直径尺寸同轴度:0.015mm...第三部分:技术要求部分模仁的技术要求:1.工件除模具成型部位外,其余锐边均须倒圆角:R1;2.工件中所有的公差孔以及公差尺寸边的粗糙度为Ra1.6;上下两面须磨加工;3.工件中外形定位面应保证其与基准C的相互垂直以及其对应边与基准A、B的相互平行;4.未注尺寸公差为IT13级,未注圆角为R1;5.模具成型部位及四周10度斜面须抛光,抛光后粗糙度为Ra0.4,抛光加工时请勿刮伤其余工件表面;6.材料粗加工单边须留0.8-1mm余量,粗加工后工件淬火热处理,硬度至48-52HRC,热处理后再精加工到图纸尺寸;7.其余未注尺寸请参照三维图或咨询设计人员。
塑胶模具配合公差
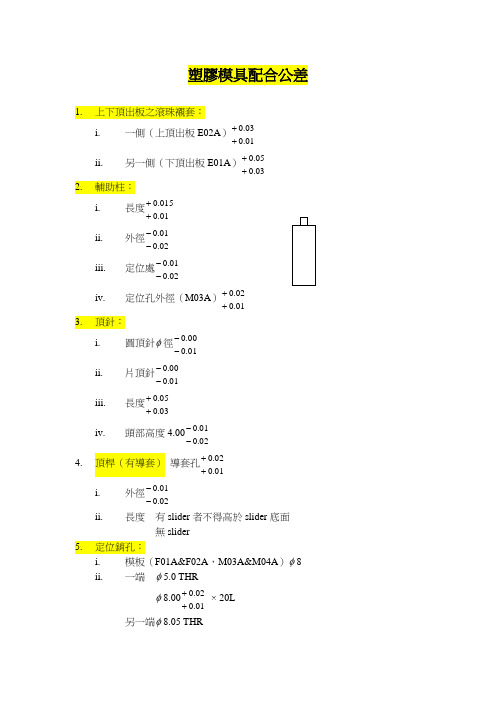
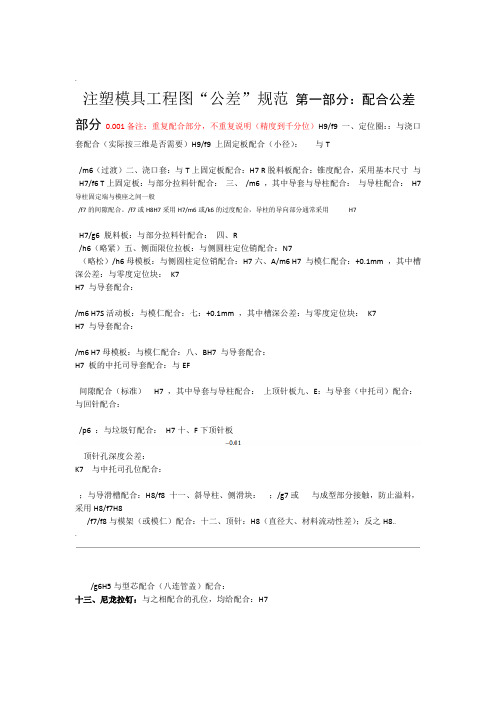
塑膠模具配合公差1. 上下頂出板之滾珠襯套:i.一側(上頂出板E02A )01.003.0++ ii. 另一側(下頂出板E01A )03.005.0++ 2. 輔助柱:i.長度01.0015.0++ii.外徑02.001.0-- iii.定位處02.001.0-- iv. 定位孔外徑(M03A )01.002.0++ 3. 頂針:i.圓頂針φ徑01.000.0-- ii.片頂針01.000.0-- iii.長度03.005.0++ iv. 頭部高度4.0002.001.0-- 4. 頂桿(有導套) 導套孔01.002.0++ i.外徑02.001.0-- ii. 長度 有slider 者不得高於slider 底面無slider5. 定位銷孔:i. 模板(F01A&F02A ,M03A&M04A )φ8ii. 一端 φ5.0 THRφ8.0001.002.0++ × 20L 另一端φ8.05 THRiii. block φ徑01.002.0++ 6. 導柱孔(M04A or F02A )015.0025.0++,加工公差單邊3μ 7. 導套孔(F02A or M04A )015.0025.0++8. 公母模板厚度(F02A&M04A )02.004.0++(規定) 9. 溝槽、圓孔015.0025.0++(常用於在頂針孔、鑲件及模仁對插處,長、寬、深度皆然)10. 配合件:i.挖槽件00.001.0++ 01.000.0-- ii. 搭配件01.000.0--00.001.0++ 11. 墊板搭配處:i.D 02.003.0++ ii.X 15.01.0-- iii.d 03.001.0-- iv. d’ 01.003.0++ 12. 模仁 堆疊公差(fine pitch 須嚴加控制厚度尺寸,可每十片加一定位件,定位件不小於0.08 mm )Ex. 10片堆疊公差005.0±對插處005.000.0--(or 01.000.0--) 13. 撥塊:長寬02.001.0-- 14. 回位銷:i.孔(M04A )02.003.0++ ii.銷02.001.0-- iii. 長15.01.0-- 15. 對插式模仁插破深度:i.對插深度各模板編號方式:。
塑胶模具设计规范

模具设计规范(此规范主要应用于手机模具)一、模具排位1、根据产品大小、结构、产量、精密程度、材料或客户要求等因素确定模穴,如1X1、1X2等。
2、当几个产品出在同一套模具中时,考虑进胶的均匀性,应将大的产品排在中间位置,小的产品置于两边。
确保冲胶平衡,保证产品尺寸的精确性。
3、当几个分型面不规则的产品在同一模具中时,排位必须充分考虑其分型面连接的顺畅,且容易加工。
4、一模多穴模具中,当有镶拼,行位等结构时,不得使其发生干涉。
5、排位多时应综合模具每一方面,对流道,是否镶拼,行位,顶出,运水等结构要有一个全局性思考。
6、排位时产品在模上的定位基准要和产品图的基准一致,当一模出一件时,可以考虑以产品对称方向处分中。
7、内模钢料和模胚的大小尺寸如下图所示。
8.产品大小和胶位厚度有较大相差时尽量不要出在同一套模具中。
9.模具方铁高度尽量订做标准高度。
10.模胚型号和中托司使用情况一定要写清楚(细水口需注明SP长度)11.必要时需注明模胚吊模孔移位情况12.考虑需不需开精框及内模料材料和规格(确定后模要不要镶大呵,如需要则一起订料,此为粗料.)二、模具系统设计一)、行位系统当塑胶产品确定前后模开模方向后,有下列情况时一般会采用行位或斜顶等结构:1)、相对出模方向塑胶产品上有倒扣或零度面;2)、产品的出模斜度不够蚀纹的角度;3)、保证特殊的外观面不能有夹线。
1、后模行位:1)、后模行位统一做镶件压块,行位压块用螺丝固定,行位压块材料为油钢淬火至HRC48-52°。
2)、所有与行位相对运动的零部件的滑动面(包括行位底耐磨片,压条,铲基斜面)须锣(磨)油坑,油坑可为平行四边行、V形或圆环形。
3)、行位铲机钢材整体采用738H,在铲机斜面上镶耐磨片,耐磨片可突出斜面0.5mm,耐磨片厚度为6mm(如下图),材料为油钢,淬硬至HRC48-52°。
康铨公司的铲基采用国产S136淬硬至HRC46-50°。
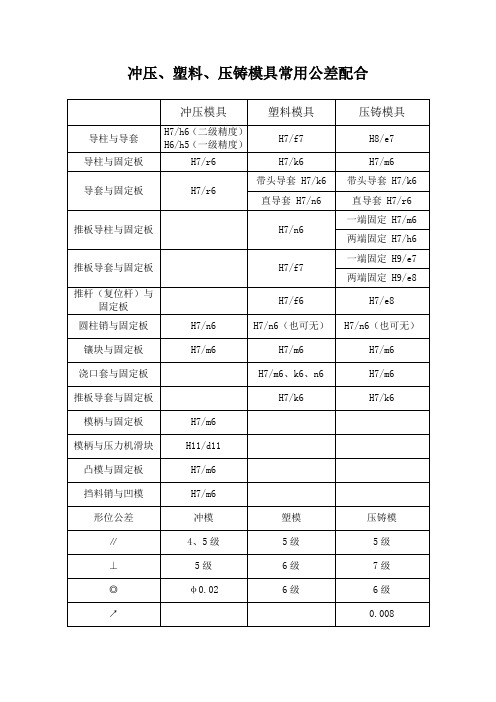
冲压、塑料、压铸模具常用公差配合
5级
⊥
5级
6级
7级
◎
φ0.02
6级
6级
↗
0.008
H7/n6
H7/n6(也可无)
H7/n6(也可无)
镶块与固定板
H7/m6
H7/m6
H7/m6
浇口套与固定板
H7/m6、k6、n6
H7/m6
推板导套与固定板
H7/k6
H7/k6
模柄与固定板
H7/m6
模柄与压力机滑块
H11/d11
凸模与固定板
H7/m6
挡料销与凹模
H7/m6
形位公差
冲模
塑模
压铸模
∥
4、5级
H7/r6
H7/k6
H7/m6
导套与固定板
H7/r6
带头导套H7/k6
带头导套H7/k6
直导套H7/n6
直导套H7/r6
推板导柱与固定板
H7/n6
一端固定H7/m6
两端固定H7/h6
推板导套与固定板
H7/f7
一端固定H9/e7
两端固定H9/e8ຫໍສະໝຸດ 推杆(复位杆)与固定板H7/f6
H7/e8
圆柱销与固定板
两端固定H7/h6
推板导套与固定板
H7/f7
一端固定H9/e7
两端固定H9/e8
推杆(复位杆)与固定板
H7/f6
H7/e8
圆柱销与固定板
H7/n6
H7/n6(也可无)
H7/n6(也可无)
镶块与固定板
H7/m6
H7/m6
H7/m6
浇口套与固定板
H7/m6、k6、n6
H7/m6
推板导套与固定板
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑膠模具配合公差
1. 上下頂出板之滾珠襯套:
i.
一側(上頂出板E02A )01.003.0++ ii. 另一側(下頂出板E01A )03
.005.0++ 2. 輔助柱:
i.
長度01.0015.0++
ii.
外徑02.001.0-- iii.
定位處02.001.0-- iv. 定位孔外徑(M03A )01
.002.0++ 3. 頂針:
i.
圓頂針φ徑01.000.0-- ii.
片頂針01.000.0-- iii.
長度03.005.0++ iv. 頭部高度4.0002
.001.0-- 4. 頂桿(有導套)導套孔01
.002.0++ i.
外徑02.001.0-- ii. 長度 有slider 者不得高於slider 底面
無slider
5. 定位銷孔:
i. 模板(F01A&F02A ,M03A&M04A )φ8
ii. 一端 φ5.0 THR
φ8.0001
.002.0++ × 20L 另一端φ8.05 THR
iii. block φ徑01
.002.0++ 6. 導柱孔(M04A or F02A )015
.0025.0++,加工公差單邊3μ 7. 導套孔(F02A or M04A )015.0025.0++
8. 公母模板厚度(F02A&M04A )02
.004.0++(規定) 9. 溝槽、圓孔015
.0025.0++(常用於在頂針孔、鑲件及模仁對插處,長、寬、深度皆然)
10. 配合件:
i.
挖槽件00.001.0++ 01.000.0-- ii. 搭配件01.000.0--
00.001.0++ 11. 墊板搭配處:
i.
D 02.003.0++ ii.
X 15.01.0-- iii.
d 03.001.0-- iv. d’ 01
.003.0++ 12. 模仁堆疊公差(fine pitch 須嚴加控制厚度尺寸,可每十片加一定位件,定位
件不小於0.08 mm )
Ex. 10片堆疊公差005.0±
對插處005.000.0--(or 01
.000.0--) 13. 撥塊:
長寬02
.001.0-- 14. 回位銷:
i.
孔(M04A )02.003.0++ ii.
銷02.001.0-- iii. 長15
.01.0-- 15. 對插式模仁插破深度:
i.
對插深度
各模板編號方式:。