塑料异型材挤出模的尺寸设计和计算一
塑料异型材挤出模改进设计
,
往塑
料 门 窗是 在 挤 出 成 型 异 型 材 空 腔 内 添 加 钢 衬 来 增 加 型 材 刚 度
泡 钢 塑 共 挤 模 具 则 是 钢 衬 与 型 材 同 时 出模 的
。
而 这 款创新设
计 的微 发
T he
[摘 要 ] : 逐 步创 新
出质 量 更 优 越
,
、
改 进 设 计 塑 料 异 型 材 挤 出模
,
,
稳 定 地 提 高挤 出模 的 设 计 水 平
。
,
生产
价格 更低 廉 的产 品
,
更 好 地 推 广 塑 料 门 窗 的使 用
,
: [关 键 词 】 设 计 开 发
微 发 泡钢 塑共挤模 具
改进设计
,
降低 成 本
,
推广
,
塑料 门 窗
口 许 月强
概 述
微发泡钢塑共 挤模具
料 门窗亦称 P
v c 门窗
,
,
在 模 头 中建 立
好
。
尽 管 塑 料 门 窗 有 很 多优 点
。
但 塑料
挤 出模的 设 计要 解 决 模 塑料流动 的
非牛 顿 特性 以及 模 塑 型材 离 模膨胀
、
挤 出成 型 压 力
整
一 一
与 钢 衬 同时 出模形 成 完
这 就要 求我们必 须设 计
因 为钢 衬 不 能折 弯
一
门窗 还 没 有 被 普 遍 接 受
我们考
而 我 们开 发 的钢 塑 共
热性 好
达到的
其 耐 腐蚀 能 力是 其它 门窗无 法
塑 料 门窗造 型 美 观
,
挤塑配模

挤塑配模工艺配模的理论公式(1)模芯D=d+e(2)模套D=D+2δ+2△+e式中:D――模芯出线口内径(mm);D――模套出线口内径(mm);d ――生产前半制品最大直径(mm);δ――模芯嘴壁厚(mm);△――工艺规定的产品塑料层厚度(mm);e――模芯放大值(mm);e――模套放大值(mm)。
(3)放大值e或e的说明。
1)绝缘线芯模芯e的放大值为~3mm;2)绝缘线芯模套e的放大值为1~3mm;3)生产外护套电缆用模芯e的放大值、铠装电缆为2~6mm,非铠装为2~4mm;4)生产外护套电缆用模套e的放大值为2~5mm。
4.举例说明模具的选配1)生产绝缘线芯3×185mm的实心铝导体扇形电缆,其扇形(标称)宽度为(其最大宽度允许值),绝缘层标称厚度为。
(其最小厚度允许值为×90%-=,模芯嘴壁厚为,选用模具。
模芯D=d+e=+=(mm)考虑到实体扇形及最大宽度,选取D=24mm。
模套孔径D=D+2δ+2△+e=24+2×1+2×2+3=33(mm)2)生产电缆外护套,其型号为VLV,规格为1×240mm,电压为1kV,选用模具。
该电缆成缆后直径为,护套标称厚度为,取模芯嘴壁厚为。
模芯孔径D=d+e=+3=≈27mm模套孔径D=D+2δ+2△+e=27+2×+2×2+4=38mm3)在实际生产过程中,模具的选配往往在操作规程或生产工艺卡中给出一定的经验公式,如某厂φ65挤塑机给出的模具选配公式(△为塑料挤包层的标称厚度)。
挤压式模芯(mm)模套(mm)单线绞线导线直径+(~)绞线外径+(~)导线直径+2△+(~)绞线外径+2△+(~)挤管式模芯(mm)模套(mm)绝缘护套线芯外径+(~)缆芯最大外径+(2~6)模芯外径+2△+(~)模套外径+2△+(~)线芯或缆芯外径不均时,放大值取上限;反之取下限。
在保证质量及工艺要求的前提下,要提高产量,一般模套放大值取上限。
塑料异型材挤出模具设计分析

·产品与市场·收稿日期:2010-11-23基金项目:高等学校博士学科点专项科研基金(2009);东北林业大学研究生论文资助项目(gram09)作者简介:王培剑(1986-),男,浙江人,硕士研究生;徐凯宏(1969-),男,哈尔滨人,教授,硕士生导师。
0引言挤出成型是聚合物加工中的一种重要的成型工艺,迄今已发展到用塑料与橡胶、钢材、木材、纤维、无机材料等复合挤出成型技术,是塑料成型加工的重要成型方法之一。
1挤出成型设计过程挤出成型时将塑料在旋转的螺杆与料筒之间进行传送、压缩、熔融塑化、定量地通过处于挤塑机头部的口模和定型装置、生产出连续型材,如图1所示。
2塑料异型材截面设计原则塑料异型材是指具有不规则截面形状的塑料挤出成型制品。
塑料型材种类繁多,型材截面较为复杂。
在设计异型材挤出模具之前,首先要对型材进行设计,设计原则有一下几点:(1)异型材结构简单为宜、壁厚尽量相等、呈对称布置。
(2)塑料异型材断面转角处圆弧过渡。
外侧转角圆弧至少为0.4mm 或壁厚的1/2。
同一部位的内处侧转角圆弧,以取同心圆弧过渡为好。
(3)塑料异型材表面很难达到高精度。
在满足使用要求的前提下,以选用低精度为宜。
具体可选用国家标准GB/T-14486-93中的MT5或MT6级,最低为MT7级。
(4)塑料异型材表面粗糙度,主要取决于模具流道机电产品开发与创新Development &Innovation of M achinery &E lectrical P roductsVol.24,No.1Jan .,2011第24卷第1期2011年1月The Design and Analysis of the Plastics Extrusion DieWANG Pei-Jian ,JIAO Guo-Chang ,XU Kai-Hong(Northeast Forestry University ,Harbin Heilongjiang 150040,China )Abstract:This article summarizes the design method of the plastics extrusion molding.Analyzing the three aspects :the design principle of the profile sectiont ,he design of the extrusion die head ,the design of the shaper.Elaborated the design process should be noticed,in order to better improve the design of the plastics extrusion die.Key words:plastic profile ;die orifice ;shaper塑料异型材挤出模具设计分析王培剑,焦国昌,徐凯宏(东北林业大学,黑龙江哈尔滨150040)摘要:概述了塑料异型材挤出成型设计方法。
塑料异型材挤出模具的开发与设计

型 腔尺 寸设计 方 面 、 构设计 方 面 以及结 构标准 化 、 结 系列 化 、 用 方 面等 。 通
3 1 选材 方 面 .
料 异 型材生 产线 达 到 3 0 条 , 30余 年生 产 能 力达 10 3 万t 。但 由于市场 的承受 能力 , 行业 间 的竞争 也相 当
塑料异 型材 挤 出模具 市场 发展 在不 同的 国家 和 区域 日趋个 性化 , 就要 求 业 内模 具企 业 加 速 新 品 开 发 这
中易释放 出化学腐 蚀 性 物 质 , 因此 可 以选 择价 格 低 廉 的易切 削 钢 , 面进 行 防腐 耐 磨处理 , 可 以直接 表 也
选 择 1 r3、C 1 、C 1 、C 1 不锈 钢 材 料 。前 l 2 r3 3 r3 9 r8等 C 者 材料成 本 低 , 具 表 面粗 糙 度 能 达 到 , 对 设 模 但
具 、 塑复合 共挤 模具 等 。 木. 3 塑料 异型 材挤 出模 具 的设计 塑料异 型材 挤 出模具 不 仅 充分 考 虑 制 品截 面 、
下 , 构应 尽量 简 单 , 形 尺 寸应 尽 量 小 , 尽 量 采 结 外 应 用标 准件 、 通用 件 , 样 可 以达 到 降低成 本 目的。 图 这 1 图 2是笔 者 曾设计 过 的两套 截 面外形 尺寸 相 同 的 、
进 程 , 高 企 业 竞 争 力 。一 些 企 业 借 助 于 C D 提 A/
C E C M、 ຫໍສະໝຸດ / A 快速 成 形 、 向 工程 、 逆 并行 工 程 、 捷 制 敏 造 、 拟技 术等 与 电子信 息结 合 , 模具 新 品开发 和 虚 使 制 造发 生 了革命 性 变革 , 开发 周期 大大 缩短 。
塑料异型材挤出工艺参数设定、控制依据与标准
塑料异型材挤出工艺参数设定、控制依据与标准绪言塑料异型材是在挤出机一定温度和螺杆摩擦、压延、剪切作用下均衡塑化加工成型的。
挤出机各项工艺参数,即挤出温度,螺杆温度,给料速度,挤出速度,牵引速度,熔体压力,扭矩,口模熔压,型材密实度,口模与定型模真空度,定型冷却温度,牵引压力等项参数技术指标的设定和控制对挤出型材塑化的外观和内在质量十分重要。
正确设定和控制以上工艺参数是每一个型材生产操作者应具备的技术技能。
现根据笔者十几年工作经验,将以什么为基准,正确设定和控制各项工艺参数以及出现一些非常情况的应对措施,谈一点自已的看法和意见,与行业各位行家交流,共勉,以共同促进塑料异型材质量水平提高。
不当之处请批评、指正。
塑料异型材工艺参数设定和控制依据与标准1、挤出温度的设定和控制由于PVC-U物料对温度比较敏感,塑料异型材挤出成型是在塑化温度和降解温度之间相对狭窄的温度区域进行的。
因锥形双螺杆机挤出型材供物料塑化,并抑制物料降解,分别对应有两个热源与冷源:一个热源是电加热圈提供给机筒的外热。
外热温控系统大致由10个温控点组成。
依据物料在挤出过程各个阶段的形态,承担热量供应工作。
因此可归纳为加温、恒温、保温三个区域。
其中加温与恒温区主要在挤出机内进行,以排气孔为界划分为两个相对独立又互为关联的部分。
所供热量由仪表电器进行控制。
依据挤出型材工艺要求,设定温度值,启动机筒各段电加热圈工作,当机筒加热达到设定温度值时,则通过温度传感器给模块数据,自动切断加热电源,加热停止,此时螺筒处于保温状态;当显示温度达不到设定温度指标参数时,加热圈就一直不间断工作。
另一个热源是由螺筒和螺杆产生的摩擦、压延、剪切热(简称剪切热),是不能自控的,主要由给料速度和螺杆结构形式所决定;一个冷源是安装在螺筒熔融段与计量段位置上的风机实施的。
当螺筒加热时,风机不工作,当显示温度达到或超过设定温度指标参数,螺筒加热圈加热停止的同时,温控系统自动启动冷却风机,进行强制冷却;另一个冷源是螺杆内部调温装置,通过预先设定一个温度指标,启动螺杆芯温电机、调温装置的加热器对油箱导热介质(硅油)加热,当螺杆物料温度高于设定温度时,通过温度控制元件控制水冷却装置对油箱内导热介质(硅油)进行冷却。
适合挤出模具加工的塑料异型材截面设计
笔 者 主要 讨 论 上述 设 计 原 则 的第 4点 , 即如 何
使塑料异型材截面设计符合挤 出成 型工艺要求 、 适 合模具的设计加工。下面就笔者在工作 中碰到的几
异 型材仅 增重 004k/ 可 以忽 略不 计 。 .0 gm,
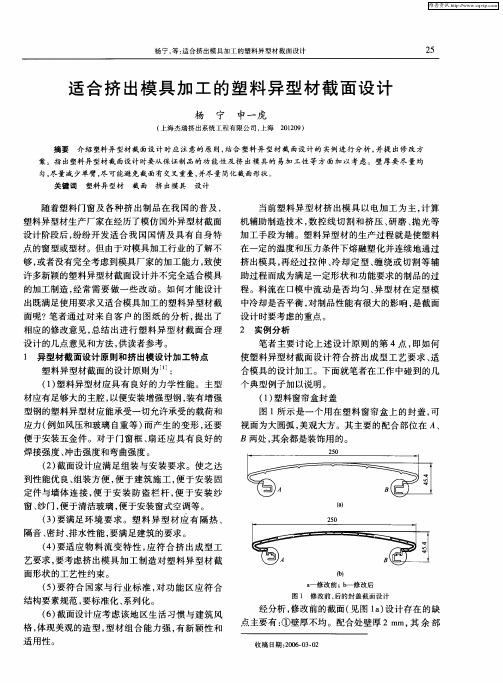
() 3 塑料 推拉 门扇
修改后 的截面见图 1 。主要改动为 : b ①采用空 腔结构 , 腔 内部 增 加 内筋 , 空 以提 高 异 型材 的强 度 。 ②保证 A 配合处尺寸不动 , 、 其余壁厚采用 和 A 、 处相同的壁厚 ( m) 2m 。截面修改后 , 料流在 口模 中
26
工程塑料应用
20 0 6年 , 3 第 4卷 , 6期 第
分壁 厚 6mm。在 挤 出模 具 设计 中 , 壁厚 不均 会 导致
保 留装 密封 条 的胶 条 口, 把单 臂 和腔 室连接 起来 , 减 少单 臂个 数 , 改动 后 对其 功 能 区 和其 它 装 配 关 系都
料流在 口模中紊乱 , 在定型模中冷却不平衡 , 薄壁处 先冷 , 厚壁处后冷, 最终导致制 品成 型后 内应力大 ,
隔音 、 密封 、 性 能 , 满 足建筑 的要 求 。 排水 要 () 4 要适 应 物 料 流 变 特 性 , 应符 合 挤 出成 型 工
艺要求 , 要考虑挤出模具加工制造对塑料 异型材截 面形状 的工艺性 约 束 。
( ) 符 合 国 家 与 行 业 标 准 , 功 能 区应 符 合 5要 对 结构要 素 规范 , 要标 准化 、 系列化 。 ( ) 面设计 应 考虑 该 地 区 生 活 习惯 与建 筑 风 6截 格 , 现美 观 的造 型 , 材组 合 能力 强 , 新 颖 性 和 体 型 有
模具计算公式
模具计算公式模具计算公式是根据模具设计的要求和具体形状,通过一些数学公式来计算出模具各个部分的尺寸和形状。
模具计算公式是模具设计的基础,它能够确保模具的准确性和合理性。
下面是我个人设计的一些常用模具计算公式,供参考:1.挤压模具计算公式:挤出口宽度=Z/D挤出口长度=0.4*D胚料浮头高度=0.7*W(其中,W为挤出口宽度)浮腔流道长度=K*H(其中,K为系数,H为胚料浮头高度)浮腔面积=W*H模腔面积=(W+2*P)*(H+2*L)(其中,P为模孔周围距离,L为模孔到模腔边缘的距离)模孔面积=W*H2.注塑模具计算公式:注射腔面积=W*H模腔面积=(W+2*P)*(H+2*L)(其中,P为模孔周围距离,L为模孔到模腔边缘的距离)模孔面积=W*H冷却时间=w*V^0.3(其中,w为材料热导率,V为注塑物体体积)流道长度=K*H(其中,K为系数,H为注射腔高度)流道面积=W*H流道截面积=(W+H)*H3.压铸模具计算公式:冷却时间=w*V^0.3(其中,w为材料热导率,V为铸件体积)浇注系统长度=K*H(其中,K为系数,H为铸件高度)浇注系统面积=W*H型腔面积=(W+2*P)*(H+2*L)(其中,P为型腔周围距离,L为型腔到模孔边缘的距离)模孔面积=W*H4.塑料模具计算公式:型腔面积=(W+2*P)*(H+2*L)(其中,P为型腔周围距离,L为型腔到模孔边缘的距离)模孔面积=W*H冷却时间=w*V^0.3(其中,w为材料热导率流道长度=(W+H)*L(其中,L为流道长度与平均厚度的比例系数)流道面积=W*H流道截面积=(W+H)*H。
塑料异型材挤出成型模具AutoUTOCAD设计
工业设计之模具工艺原创塑料异型材挤出成型模具AutoUTOCAD设计李辉塑料异型材大多采用PVC—U塑料,其配方成分复杂,制品的结构和形状复杂,且配合尺寸和精度要求高,故而影响挤出成型的因素较多,模具设计难度也较大。
机头设计机头设计理念:①支承板流道截面积为口模截面积的4倍以上,便于调节料流速度和异型材挤出形状。
②要有足够的压缩比和定型长度,以保证制品密实和消除熔接痕。
③异型材横截面厚的部位定型段长度要比薄的部位长,以均一流速,防止制品变形。
④模腔的流量与定型长度成反比,与口模间隙的三次方成正比。
⑤制品形状复杂部位,料流多,压缩角要大一些。
⑥平直段过长,则机头压力大,挤出速度慢,机头负荷大;⑦平直段过短,则物料不稳,型材内应力大,易变形,型材强度低。
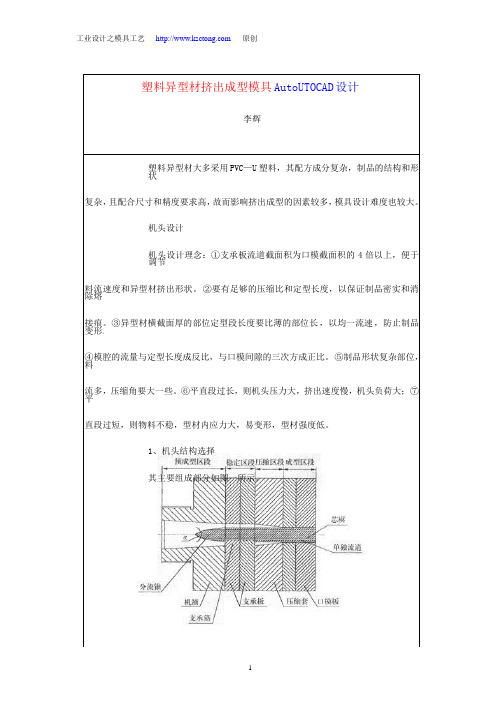
1、机头结构选择其主要组成部分如图一所示。
模具设计时一般采用此结构,尤其适用于塑料门窗的主型材等复杂断面形式。
其优点在于:①有利于对PVC—U料流进行加热塑化,使其内外温度趋于均匀。
②减少易引起紊流的压缩段的长度,使PVC—U料流尽可能地形成稳定流动,有利于减少离模膨胀(也称Barus效应)。
③分流锥是平直走向,有利于减少料流阻力,预防高聚物受热降解。
④型芯内开设了单独给内筋供料的流道腔,有利于减少PVC—U料流在模内的界面应力,有利于减少形变应力。
2、机头流道设计近几年,机头流道设计中开始运用塑料流变学原理,但PVC—U异型材,尤其是塑料门窗异型材机头内料流的特殊流动形式,国内外仍在研究之中,大多还是靠经验设计和试模修正的方法。
①塑料门窗异型材截面重心的位置坐标塑料门窗异型材截面重心必须位于挤出机的输出物料的中心轴线上,以确保熔融物料对复杂中空异型材截面有较均匀的分布。
用AutoCAD软件可以容易地求出截面重心的位置坐标。
先用region,Subtract等命令把截面图形组成一个面域,再用list命令可以方便地查出重心的X、Y值。
②口模横截面型腔尺寸对于异型材流道理论计算可参阅相关的书籍,一般可作为设计验证,本文拉伸比、成型收缩比。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
DC (1 ) DT 1.0045 DT
2、 考虑高分子材料中的自由体积。自由体积理论认为:当高分子材料收缩到自由体积已经没足够 的空间供链段运动时的临界温度就是高聚物的玻璃化温度。PVC 材料从模头进入定型模过程可以理 解为以下的状态转变过程 真正液体( l2 ) “固定流体“ ( l1 ) 玻璃态(g)
DC (1 ) DT 0.008 DT 1.0045DT 0.008DT 1.0125DT
第二、 模头与定型模的匹配。 要得到各项性能优异的产品,模头与定型模尺寸的匹配非常重要,如果模头尺寸与定型模尺寸 比例不合适则会导致产品畸形、表面质量差、型材有波浪、物理性能差等缺点。 1、 模头与定型模的型腔应该具有相似的形状。 因挤出成型的方法不同于注塑成型,注塑成型是将材料填充于一个固定的型腔,从而得到一定 形状的制品。而挤出成型则是材料经过一定形状的型腔,通过定型模的真空吸附定型并逐渐冷却下 来,从而得到相应的制品。因此,对于挤出成型而言,模头的形状如果与定型模的形状差异太大, 则最终不能得到与定型模或模头近似形状的产 品。 2、 离模膨胀。 模头与定型模的匹配必须要考虑到离模膨胀。 右图为熔体从毛细管口模挤出时其流动性质随剪 切速率变化的一般律,在低剪切速率时,挤出物 胀大比趋于 1.1,随着剪切速率的增大,挤出胀大 也增大。但对于异型材挤出成型不能简单地按此 规律进行计算,异型材挤出要区别对待宽度和高 度方向的离模膨胀。其宽度方向和高度方向的离 模膨胀不同,因为宽度方向和高度方向所受的剪 切应力不同、入口处所储存的弹性能也有差异。 另一方面,离模膨胀与口模的长径比有很大关系,挤出物胀大随着口模长径比的增加而减小。 这主要是由于熔体在口模入口处产生的拉伸弹性形变依赖于它在毛细管中的停留时间,随着毛细管 长径比的增大,停留时间延长,这部分形变可以回复。但不能无限增大长径比,否则会造成挤出压 力过大,并且过长的长径比对减小离模膨胀没有益处,一般 L/D 达到 20 后,离模膨胀达到一个相 对稳定值。对于壁厚与主壁厚相差较大的局部爪口处,因其平直段较短而导致离模膨胀可能较大, 但却不宜通过减小其口模板的尺寸来控制物料离开口模板后的型胚大小。因为,当将其口模板尺寸 减小后,要使该处的物料尽量填满定型模的型腔,就必须提高该处的物料流动速度,这会导致该局 部区域的物料从模头进入定型模入口的过渡状态与主体区域不一致,生产不稳定、易产生波浪等缺 陷。如下图所示:
塑料异型材挤出模的成型尺寸设计和优化一
安徽耐科挤出科技股份有限公司 周传恩 随着塑料异型材行业的成熟和发展,各型材生产企业对于制品的要求也随之提高,特别是对于 产品尺寸和形状要求提高尤为明显。要提高挤出制品的尺寸和形状性能,模具设计极为重要,只有 尺寸设计合理的模具才能获得性能良好的制品。 第一、 成型过程中的尺寸初步计算。 对于 U-PVC 的挤出成型其加工状态应为粘流态,材料从模头进入定型模的过程也是 PVC 材料从 粘流态向高弹态转变的过程,在定型模中再进一步冷却,PVC 材料逐渐向玻璃态转变。因此,在整 个挤出成型过程中的物态转变过程基本是这样:在模头中为粘流态;在定型模中从入口到出口逐渐 由粘流态向高弹态转变;在水箱中则从高弹态逐渐向玻璃态转变。这其中的每个过程中,由于冷却 不同步或内外温差的影响,也可能部分区域处于混合状态,即同时存在玻璃态与高弹态或高弹态与 粘流态。但从整个主体的变化过程来看还是以上述的状态变化过程为主。例如,在水箱入口处表面 则形成一玻璃态薄层,但内部可以还是以高弹态存在。 要确定模具的设计尺寸,则需从玻璃态向高弹态逆向计算。首先,玻璃态的尺寸可以按制品尺 寸添加收缩率计算。由于材料在水箱末端以玻璃态存在,因此牵引机及成型阻力对其产生的拉伸则 很小,因此可以按以下尺寸计算水箱末端定型块的型腔尺寸。
DT DP * T * DP
注:这其中不考虑 PVC 材料在挤出过程中的分子取向及忽略高分子材料的各向异性的特点,按各向 同性进行计算;
DT :定型块中的型胚尺寸; DP :要求的制品尺寸; :PVC 材料的线性收缩率;
T :温差,即玻璃态的温度与室温的温差。可按(80-20)℃计算。
根据上式计算可得 DT ,那么要进一步计算定型模中的型胚尺寸 DC ,则需要考虑以下几个方面。 1、 成型过程中产生的牵引拉伸,并根据 PVC 材料的泊松比 计算 DC ; 牵引过程中的拉伸比,可以根据定型模入口处的速度与牵引机的牵引速度的比值计算。例如, 定型模入口处的速度为 Vin 2m / min ,牵引机的速度 Vhaul 2.03m / min ,通常 PVC 材料的 按 0.3 计算。 拉伸比 =(2.03-2)/2=0.015;横向的应变 * 0.0045 。 因此 DC 可按自由体积状态,而 Willianx-Landel-Ferry 从很多的聚合
物实验中得到 Tg 时的自由体积分数为一常数,自由体积分数为 f g =0.025。再减去 PVC 在常温下的 自由体积,大致取 PVC 的成型收缩率大约在 0.5%~0.8%之间。这根据不同配方略有差异,详细可以 根据实验测定或由模具调试结果进行反向精确计算。取 PVC 的成型收缩率为 0.7%,综合 1、2 进行 计算 DC