基于现场总线的小料自动配料控制系统
现场总线在配料系统中的应用
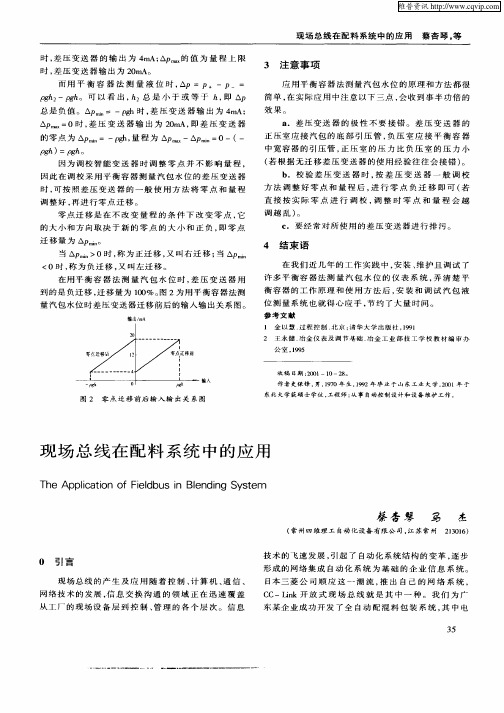
总 是 负 值 。 △ m : 一0h时 , 压 变 送 器 输 出 为 4 A; pi n g 差 m
△p =0时 , 压 变 送 器 输 出 为 2 m 即 差 压 变 送 器 一 差 0 A,
的 零 点 为 △ = 一oh 量 程 为 △ 一 一△ =0一 ( pi m g, p pi m 一
的 大 小 和 方 向 取 决 于 新 的 零 点 的 大 小 和 正 负 , 零 点 即 迁 移 量 为 △p i m。
方 法 调 整 好 零点 和 量 程 后 , 行 零 点 负 迁 移 即 可 ( 进 若
直 接 按 实 际 零 点 进 行 调 校 , 整 时 零 点 和 量 程 会 越 调 调 越 乱 ) 。
参 考 文 献
1 金 以 慧 . 程 控 制 . 京 : 华 大 学 出 版 社 ,9 1 过 北 清 19 2 王 永 健 . 金 仪 表 及 调 节 基 础 . 金 工 业 部 技 工 学 校 教 材 编 审 办 冶 冶
公 室.9 5 19
收 稿 日期 :0 1—1 20 0—2 8。
维普资讯
现场 总 线在 配 料 系统 中的应 用
时 , 压 变 送 器 的 输 出 为 4 A; p 的 值 为 量 程 上 限 差 m A一
时 , 压 变 送 器 输 出 为 2 mA。 差 0 而用 平 衡 容 器 法 测 量 液 位 时 , △p= P+ 一P一 =
b. 校 验 差 压 变 送 器 时 , 差 压 变 送 器 一 般 调 校 按
时 , 按 照 差 压 变 送 器 的 一 般 使 用 方 法 将 零 点 和 量 程 可 调整 好 , 进 行零 点 迁移 。 再 零点迁 移 是 在不 改 变 量 程 的 条 件 下 改 变 零 点 , 它
自动配料控制系统的设计
题目:自动配料控制系统的设计内容摘要自动配料系统是一种在线测量动态计量系统,集输送、计量、配料、定量等功能于一体,在冶金、建材、化工、饲料加工等行业中得到广泛应用。
设计开发自动配料优化控制系统,对于改善劳动条件、提高产品质量和生产效率具有十分重要的现实意义。
本文首先对自动配料系统的应用背景、发展趋势进行了综述,针对当前配料生产企业工艺水平相对落后、自动化水平低、生产效率低等不足,设计了一个自动配料优化控制系统,系统能够工作在全自动、远程手动以及本地手动三种模式下。
在硬件设计上,采用工控机与PLC相结合的总体控制结构,由工控制机实现系统的管理和远程监控,PLC完成设备级的动作控制及相关信号的处理,通过以太网及RS-485总线实现系统的联接与通信;改进了配料车定位系统,利用设计的定位盒实现位置编码方案,提高了定位精度。
在软件设计上,设计开发了画面实时监控和数据库管理(SCADA)等上位机应用软件,能够保存产品配方、料仓数据、实时数据等,并能够实现历史数据查询、报表打印、实时数据及状态显示、远程控制等功能,两台上位机数掘库能够有效地保持同步。
设计了下位机PLC主控程序以及通信、配料精度控制和配料车行走子程序。
针对配料系统普遍存在的配料落差控制问题,采用了一种基于模糊自适应结合PID的复合型预测控制算法,算法将模糊自适应控制宽范围快速调节和PID精确调节的特点有机结合起来,当系统的偏差大于某一设定值时,采用结合了人的经验的模糊自适应规则控制,当系统偏差小于设定值时采用PID控制,模糊控制器的两个输入分别为系统期望值和偏差,通过不同的期望值,预测不同的空中落差,并通过仿真实验证明了该方法的有效性;针对批量生产时的工作效率问题,通过对两台配料车工作时序的认真分析,建立了系统的数学模型,并利用遗传算法进行寻优,精心设计了遗传算子,求解出了最大工作效率所需的两台配料车的最佳行走路径,解决了配料车行走路径的优化问题。
基于现场总线的小麦粉生产过程控制系统
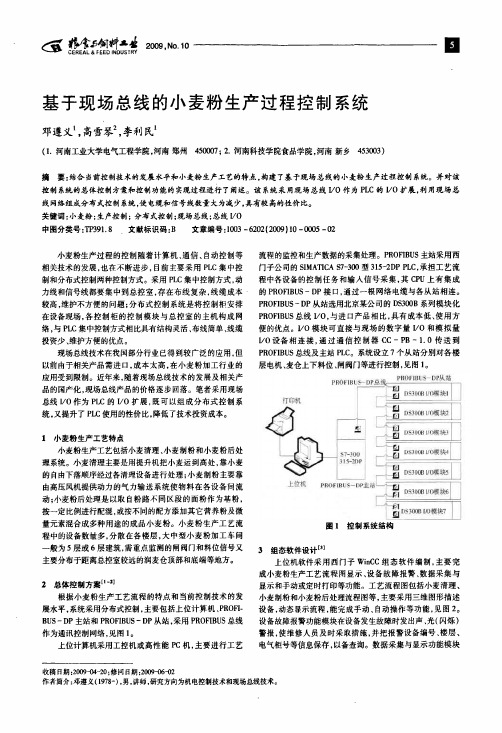
商C搏ERE铷AL&F饲EED料iND工USTORY2009,N o.1o基于现场总线的小麦粉生产过程控制系统邓遵义1,高雪琴2,李利民1(1.河南工业大学电气工程学院,河南郑州450007;2.河南科技学院食品学院,河南新乡453003)摘要:结合当前控制技术的发展水平和小麦粉生产工艺的特点,构建了基于现场总线的小麦粉生产过程控制系统。
并对该控制系统的总体控制方案和控制功能的实现过程进行了阐述。
该系统采用现场总线I/O作为PL C的I/O扩展,利用现场总线网络组成分布式控制系统。
使电缆和信号线数量大为减少,具有较高的性价比。
关键词:小麦粉;生产控制;分布式控制;现场总线;总线I/O中图分类号:TP391一文献标识码:B文章编号:1003—6202(2009)10—0005—02小麦粉生产过程的控制随着计算机、通信、自动控制等相关技术的发展,也在不断进步,目前主要采用PLC集中控制和分布式控制两种控制方式。
采用PLC集中控制方式,动力线和信号线都要集中到总控室,存在布线复杂,线缆成本较高,维护不方便的问题;分布式控制系统是将控制柜安排在设备现场,各控制柜的控制模块与总控室的主机构成网络,与P LC集中控制方式相比具有结构灵活、布线简单、线缆投资少、维护方便的优点。
现场总线技术在我国部分行业已得到较广泛的应用,但以前由于相关产品需进口,成本太高,在小麦粉加工行业的应用受到限制。
近年来,随着现场总线技术的发展及相关产品的国产化,现场总线产品的价格逐步回落。
笔者采用现场总线11'0作为PL C的V O扩展,既可以组成分布式控制系统,又提升了PLC使用的性价比,降低了技术投资成本。
1小麦粉生产工艺特点小麦粉生产工艺包括小麦清理、小麦制粉和小麦粉后处理系统。
小麦清理主要是用提升机把小麦运到高处,靠小麦的自由下落顺序经过各清理设备进行处理;小麦制粉主要靠由高压风机提供动力的气力输送系统使物料在各设备间流动;小麦粉后处理是以取自粉路不同区段的面粉作为基粉,按一定比例进行配混,或按不同的配方添加其它营养粉及微量元素混合成多种用途的成品小麦粉。
基于PROFIBUS-DP现场总线的自动配料系统设计
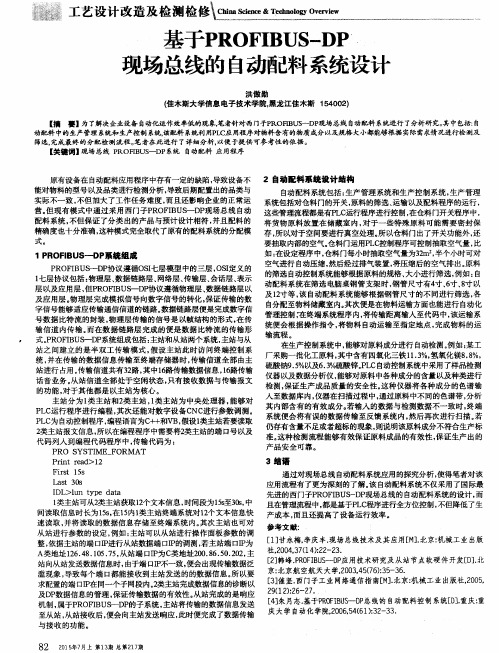
1 P R 0 F 旧US —oP 系统组成
P R OF I BU S -D P 协议遵循O S I 七层模型 中的三层 , OS I 定义 的 1 七层协议包 括 : 物理层 、 数据链路层 、 网络层 、 传输层 、 会话层 、 表示 层以及应用层 , 但P R0 F I B us -D P 协议遵循物理层、 数据链路层以 及应用层 。 物理层完 成模 拟信 号向数字信号的转化 , 保证 传输的数 字信号能够适应传输通信信道的链路 。 数据链路层便是完成数字信 号数据 比特流 的封装 。 物理层传输 的信号是 以帧结构 的形 式, 在传 输信道 内传输 。 而在数据链 路层完成 的便 是数据 比特 流的传输形
工艺 设 计 改 造 及 检 测 检 修
基于P R OF I B US - D P’
现场总线的 自动配料系统设计
洪 傲 勋 ( 佳木斯大学信息 电子技术学院, 黑龙江佳木斯 1 5 4 0 0 2 )
【 摘 要l为了解决企业设备 自 动化运作效率低 的现氛笔者针对西门子P R oF mI P 现场总线 自 动配料 系统进行 了分析研究。 其中包括: 自 动配料中的生产管理系统和生产控制系统, 该配料 系统利用P L C 应用程序对物料含有的物质成分以及规格大小都能够根据实际需求情况进行检测及 筛选, 完成最终的分配检测流程。 笔者在此进行 了详细分析, 以便于提供可参考性的依据。
3结语
通过对现场总线 自动配料系统应用的探究分析 , 使得笔者对该 应用流程有了更为深刻的了解 。 该 自动配料系统 不仅采用 了国际最 I DL>l u n t y p e d a t a 先进 的西 门子P R OF I B US — D P 现场总线的 自动配料系统的设计 , 而 l 类主站可从2 类主站获取l 2 个文本信息 , 时间段为 1 5 s 至3 0 s , 中 且在管理流程 中, 都是基于P L C 程序进行全方位控制, 不但降低 了生 间读取信息时长为1 5 s , 在1 5 内l 类主站终端系统对1 2 个文本信息快 产成 本 , 而且还提高 了设备 运行效率 。 速读取 , 并将读取 的数据信息 存储 至终端系统 内。 其次主站也可对 参 考 文献 : 从站进行参 数的设定 , 例如 : 主站可 以从站进行操作面板参数的调 1 ] 甘永梅。 李庆 丰. 现场总线技术及其 应用[ H ] . 北 京: 机械工业 出版 整, 依据主站的端 C li p进行从站数据端 C l I P 的调测 , 若主站端 C lI P为 [ 社 . 2 0 0 4 。 3 7 ( 1 4 ) : 2 2 - 2 3 , A类地址 1 2 6 . 4 8 . 1 0 5 . 7 5 , 从站端 E I I P 为C 类地址2 0 0 . 8 6 . 5 0 . 2 0 2 , 主 2 ] 韩峰. P R O F I B U S -D P 应用技术研究及从站节点软硬件 开发[ D ] . 北 站向从站发送数据信息时, 由于端 I : I P不一致 , I 便会 出现传输数据泛 [ 京: 北京航 空航天大学, 2 0 0 3 . 4 5 ( 7 6 ) : 3 5 — 3 6 . 滥现象 , 导致每个端 口都能接收到主站发送 的的数据信息 。 所以要 3 ] 催坚. 西门子工业 网络通信指 南[ H ] . 北京: 机械 工业出版社, 2 0 0 5 。 求配置 的端 C lI P在 同一个子 网段内。 2 类主站完成数据信息的诊断以 [ 2 9 ( 1 2 ) : 2 6 -2 7 . 及D P 数据信息的管理 , 保证传输数据 的有效性 。 从站完成 的是响应 [ 4 ] 朱月志. 基于P R O F I B U S -D P 总线的 自动配料控制 系统[ D ] . 重庆: 重 机 制, 属于P R OF I B US -D P 的子系统 , 主站将传输的数据信息发送 庆大 学 自动化学院, 2 0 0 6 ; 5 4 ( 6 1 ) : 3 2 — 3 3 . 至从站, 从站接收后, 便会 向主站发送 响应 , 此时便完成 了数据传输 与接收的功能 。 8 2 2 0 1 5 年7 月上第1 3 期总第2 1 7 期
自动配料控制系统的设计

0 引言随着计算机技术和自动化技术的发展,自动配料系统的相关技术也日益成熟,并以其计量准确、安全可靠、自动化程度高,广泛应用于化工、矿山、建材、食品、冶金、港口、电力等多种行业。
它既可以自成系统, 独立工作, 也可以接人DCS、FCS系统以下介绍的自动配料技术设计合理、精度高、运行可靠, 可完全替代进口产品。
本设计根据精细化工生产配料系统的功能要求,研究了变频调速技术在生产中的应用,根据原有的控制结构,基于PLC技术,提出了一个改进的系统控制结构,采用此体系结构实现一个自动配料系统,使之具有称重、配比、流量控制、故障检测报警及通讯功能,具有智能化程度高、控制稳定、可靠、操作维修方便等特点,对各种原料能进行精确的计量,保证化工产品准确的成分。
设计在对上述装置分析研究后在自动配料系统中进行相关应用,该系统的总体方案:自动配料控制由一个多输入,多输出,各条配料输送生产线严格协调控制,对料位、流量及时准确地进行监测和调节。
所以,系统由可编程控制器与电子皮带秤组成一个两级计算机控制系统,通过对现场总线连接现场仪器仪表、控制计算机、PLC、变频器等智能程度较高,处理速度快的设备。
1 绪论1.1 配料系统的发展情况目前, 称重配料系统的流程控制大多数由可编程控制器(PLC) 来实现, 上位计算机主要用于配方管理、屏幕人机对话和称重资料的存储打印等工作。
随着微处理器技术的发展, 配料系统中的称量仪表由最初的专用积木式仪表发展为智能化的工业控制终端以及专门的配料控制器。
配料控制器是用来控制一种或多种物料的配制的微电脑系统, 可以完全或部分取代可编程控制器, 实现配料的自动化。
称量仪表的功能也由最初的资料显示发展为具有自诊断、自动零位跟踪、置零去皮、预置点输出、动态称重、数据通信等多项功能。
近年来, 随着现场总线技术的推广, 将传统的配料控制系统改进为基于现场总线的控制系统成为科技进步的必然趋势。
目前, 许多用于配料的称重仪表已经有了Profibus、Modbus 等现场总线接口,使基于现场总线的配料控制系统成为可能, 基于现场总线的配料控制系统正在迅速推广。
基于CAN总线控制的自动烧结配料系统
基于CAN总线控制的自动烧结配料系统摘要:伴随着电子信息技术的发展进步,对制造业的工业生产信息集成需求在不断的增长。
工业现场总线是工厂自动化信息集成的重要技术。
近几年来随着现场总线技术不断地完善,现场应用效果较好,得到市场的认可。
配料系统是工业生产中十分常见的工艺环节。
本文介绍一种基于CAN现场总线控制的自动烧结配料监控系统。
关键词:CAN总线;系统;设计一、CAN总线系统的设计1.原理控制器局部网CAN(Controller Area Network)总线是当今广泛应用的总线。
CAN总线由德国Bosch公司首先提出来的,采用了ISO/OSI模型的物理层数、据链路层和应用层。
CAN通信协议的一个最大的特点是废除了传统的地址编码,代之以对通信数据库进行编码。
CAN总线面向数据而不是面向节点,其优点是可使网络内的节点个数在理论上不受限制,加入和减少设备不影响系统的工作。
CAN总线通信最高速率可达到1Mbps;传输速率为5kbps时,采用双绞线,传输距离可达10km左右,并且数据传输可靠性高。
从物理结构上看,CAN网络属于总线式通信网络,它与一般的网络区别在于:(1) 不同于以太网等管理及信息处理用网络,它是一种专门用于自动化领域的网络;(2) 其物理特性及网络协议特性更强调工业自动化底层检测和控制;(3)它采用了最新技术和独特的设计、可靠性和性能远高于已经陈旧的现场通信技术。
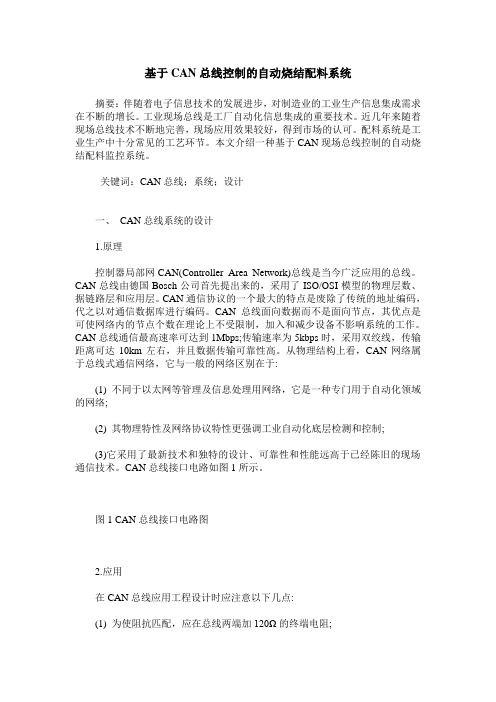
CAN总线接口电路如图1所示。
图1 CAN总线接口电路图2.应用在CAN总线应用工程设计时应注意以下几点:(1) 为使阻抗匹配,应在总线两端加120Ω的终端电阻;(2)CAN总线适配卡可使PC机很方便地与CAN总线进行连接,CAN总线适配卡上配有光电隔离,可增强系统在恶劣环境下使用。
二、工业配料工艺流程本案自动配料监控系统是将混合料、生石灰、高镁粉、燃料、冷返矿由料仓给料机输送给皮带输送机,当物料流经配料皮带秤时,由配料皮带秤进行计量。
基于现场总线技术的控制系统在制漆行业中的应用
1、安装在现场的分布式站点最大限度地减少控制信号传输电缆的数 量和布线距离,降低系统安装成本,缩短安装调试周期。 2、来自不同厂商的执行器件均可以通过总线连接,方便地构成分布 式控制系统。 3、各设备作为控制系统的一个组成部分,与整个控制系统只通过一 根电缆相连,设备的增减对系统只需极少电缆连接的改动和控制程序 的少量修改。 4、控制器件的选择充分考虑开放性软件设计的主流,提高控制软件的 可重用性和对维护人员的开放性。 5、编程设备可从总线上的任一节点接人,系统维护方便,降低了系 统调试强度。
系统主要优点有:
1、现场通讯网络 传统的DCS项目中,通讯网络的终点是控制站或者IO站,现场仪表仍 是采用4-20mA.DC模拟信号送进控制系统。而现场总线技术可使用一条通 信电缆将现场设备(智能化、带有通信接口)连接,用数字化通信代替420mA/24VDC信号,完成现场设备控制、监测、远程参数化等功能,实现 了真正意义上的现场通讯网络,把数字化通讯线一直延伸到了生产现场或 者生产设备。 2、开放式、互操作性、互换性、可集成性好 不同厂商制造的设备,只要支持相同的总线通讯协议,就可以集成在 一个系统内,互相通讯,运用同一个组态软件进行组态工作,以实现系统 组态策略。 3、系统可靠性高,可维护性好 在FCS系统中,将传统输入/输出IO控制站的一些功能分散地分配给了 现场智能执行器、智能变送器、智能控制仪表、智能马达控制器等,提高 了智能化和数字化的水平,大大提高了系统的可靠性。
五、大醇酸脂生产线自动计量控制系统简介
大醇酸树脂生产线计量控制系统中,共包括豆油/辛油重量计量控 制子系统、二甲苯计量控制子系统、200#溶剂计量控制子系统、反应 釜温度计量控制子系统以及相应的执行机构等部分组成。如下图所示。
基于现场总线的干粉配料柔性控制系统
Jne 20 2 u . 0
文 章 编 号 :6 1—3 5 ( 0 2 0 17 5 9 2 0 ) 2—0 5 19—0 3
基 于 现 场 总 线 的 干 粉 配 料 柔 性 控 制 系 统
艾 长胜 , 董 学仁 , 孙 选 , 王 新 华
( I 济 朽火 - L i 院 ,l 济 南 2 0 2 ) ’ ̄ 械 - E fJ ' '学 F lI 尔 5 0 2
维普资讯
第 1 6卷 2j】 9
2 0 I6 J 0 2‘ 】
济 南ห้องสมุดไป่ตู้大 学 学 报 ( 然科 学版 ) 自
J OURNAI ) I 【F J NAN UNI , I VEP TY( c .& Te h ) S Si c .
Vo , 6. l l No.2
高 的 水 平 , 有 2 0多 种 干 粉 料 品 种 的 技 术 配 比 。 已 0 生 产 高 质 量 的 干 粉 料 产 品 的保 证 是 严 格 按 配方 要 求
准 确 配 料 , 且 提 高 混 合 的 均 匀 性 , 比控 制 已成 为 并 配
保 证 目标 产 品 使 用 性  ̄ f 关 键 。 g' l j ,
中 图 分 类 号 :'3 I P 9 9 I
文献 标 识码 : A
1 现场 总线 系统 F S C
1 1 现 场 总 线 的 概 述 .
干 粉 料 ()y x 又 称 = 料 、 拌 料 。 是 一 种 I1mi ) ‘ r混 千
将 干 粉 状 的 建 筑 骨 料 、 结 剂 、 添 加 剂 等 均 匀 混 粘 与
控 制 中心 是整 个水 泥干粉 料 生产 系统 的核心 ,
需 要 灵 活 、 靠 和 高 性 能 , 用 现代 先 进 的控 制设 备 可 利
基于PLC的自动配料控制系统设计
基于PLC的自动配料控制系统设计自动配料控制系统是指通过计算机控制和监测设备,实现自动配料过程的控制和管理。
这样可以提高生产效率,减少人工操作和误差。
其中,基于PLC(可编程逻辑控制器)的自动配料控制系统被广泛应用于各个行业,如化工、冶金、食品等。
本文将从硬件设备、软件功能和系统设计等方面,对基于PLC的自动配料控制系统进行具体设计和说明。
首先,我们需要明确自动配料控制系统的硬件设备。
一般情况下,该系统由PLC、触摸屏、传感器、执行元件和通信模块等组成。
PLC作为核心控制器,负责接收和处理各个设备的信号,然后通过输出端口对执行元件进行控制,从而实现自动配料过程。
同时,触摸屏作为人机交互界面,提供可视化和直观的操作界面,方便用户设置和监控各个参数。
传感器主要负责采集环境温度、压力、液位等信息,并将其信号传输给PLC进行处理。
执行元件可以是电机、气缸等,通过接收PLC的控制信号,实现对物料、阀门等的开关控制。
通信模块一般采用以太网或Modbus等协议,用于与其他设备进行数据交互。
其次,我们需要规划自动配料控制系统的软件功能。
PLC编程是实现系统功能的关键,主要包括以下几个方面:首先,用户需要设置配料的种类、比例和目标重量等参数,并将其输入到PLC中。
其次,PLC需要根据用户设置的参数,从称重传感器中采集当前实际的物料重量,并与目标重量进行比较,计算出所需添加的物料量。
然后,PLC通过控制执行元件的开关,向配料系统中添加或减少物料。
同时,PLC会监测传感器的信号,以确保配料过程的安全和稳定。
最后,PLC会根据配料过程中的数据,生成报表并存储数据,以供用户参考和分析。
最后,我们需要进行系统的整体设计。
首先,根据具体需求,选择合适的PLC型号和配置。
其次,根据工艺流程和设备布局,设计配料系统的结构和连接方式。
确定传感器的类型和位置,以满足读取环境信息的需求。
然后,编写PLC程序和触摸屏界面,实现用户设置和参数输入的功能。
基于现场总线的小料自动配料控制系统
本 小 料 称 量 系 统 具 有 1 个 需 要 通 信 的称 重 仪 1 表 ,需 要 采 用 计 算 机 进 行 在线 监 控 、管 理 ,对 称 量
速 度 、称 量 精 度 、系 统 的兼 容性 、可 扩 展 性 有 较 高
线 之 一 ,也 是 目前 数 据 传 输 率 最 快 的一 种 现 场 总 线 ( 输 率 最 高 可 达 1 M i ) 因此 在 很 多 领 域 内广 泛 传 2bt , 应 用 。它 是 不 依 赖 于生 产 厂 家 的现 场 总 线 ,各 种 各 样 的 自动 化 设 备 均 可 通 过 同 样 的 接 口交 换 信 息 。
要 从 通 信 方 式 及 通 信 协 议 的采 用 、硬 件 架 构 、控 制
策 略 以及 软件 实 现 等 方 面 进 行 综 合 考 虑 。
22 P 0F B — P 场 总 线 技 术 。 R l US D 现
循 环 利 用 。其 操 作 界 面信 息 与 历 史 记 录 不 完 善 ,管
摘 要 :针 对 现 有 的 小 料 称 量 系 统 中存 在 的 称 量 精 度 不 高 、由 于 数 据 传 输 过 程 中 的 干扰 而 出 现 误 动 作 、超
重 小 料 不 易 处 理 等 问 题 ,采 用 简 易适 用 的 控 制 算 法 ,高 速 可靠 的 数 据 传 输 方 式 。上 位 机 所 记 录 的 生 产 数 据 显 示 ,精 度 和 速 度 都 达 到 了 预 期 的效 果 ,对 超 重小 料 的 操 作 处 理 也 简 单 易 行 。该 系 统 性 能 稳 定 、运 行 可 靠 、 控 制 系 统 与 上 位 机 操作 界 面 功 能 完 善 ,在 调 试 生 产 过 程 中 出现 的 具 体 问题 和 上 位 机 存 储 的 生 产 数 据 也 为 进
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于现场总线的小料自动配料控制系统徐峰1,马铁军1,2,翁家雄2(1.华南理工大学工业装备与控制工程学院,广州 510640;2.华工百川自控科技有限公司,广州 510640)摘要:针对现有的小料称量系统中存在的称量精度不高、由于数据传输过程中的干扰而出现误动作、超重小料不易处理等问题,采用简易适用的控制算法,高速可靠的数据传输方式。
上位机所记录的生产数据显示,精度和速度都达到了预期的效果,对超重小料的操作处理也简单易行。
该系统性能稳定、运行可靠、控制系统与上位机操作界面功能完善,在调试生产过程中出现的具体问题和上位机存储的生产数据也为进一步优化称量系统提供了素材和依据,很有市场推广价值。
关键词:自动控制技术;现场总线;设计;小料称量;自动控制中图分类号:TP273+.5 文献标识码:A 文章编号:1003─188X(2007)05─0133─030 引言配料工序是橡胶、印钞、油墨、水泥、化工、食品等工农业生产中的一个重要环节,也是橡胶、印钞、油、水泥、化工、食品等生产的源头工序[1],其配料质量控制的优劣直接关系着下游生产能否顺利进行。
如果配料质量达不到要求,轻则造成原料、能源的浪费,重则会影响产品的质量和产率,并且有些重要生产的配料失误甚至会给整个生产酿成事故[2]。
目前使用的小料称量系统存在称量精度与称量速度的互相限制,有的精度不够高,有的速度不够快;且对于排料口的粉尘都作为废料处理,没有循环利用。
其操作界面信息与历史记录不完善,管理人员不能很好地查询称量的过程以及出现的异常状况,给工艺管理反馈带来不便,数据传输也因为干扰而出现误动作。
出于对以上不足的考虑,采用基于现场总线的配料控制系统。
系统具有配料精度高、速度快、数据传输抗干扰性能好等优点。
1 配料系统的组成1) 给料设备:本系统根据物料特性采用电磁振动给料机、螺旋给料机两种给料设备。
2) 称量设备:由传感器、称料斗以及梅特勒—托利多的PANTHER(磐狮)称重显示仪表组成。
3) 排料设备:安装在称量设备下方,由卸料阀,气压缸组成。
4) 接料设备:由步进电机控制的两个旋转的接料筐构成。
5) 控制系统:主要由工控机(IPC)、称量仪表、西门子315-2DP CPU 以及输入输出模块构成。
2 系统的硬件组成和数据传输2.1 控制系统的要求本小料称量系统具有11个需要通信的称重仪表,需要采用计算机进行在线监控、管理,对称量速度、称量精度、系统的兼容性、可扩展性有较高的要求。
因此,在进行系统设计及其实现的时候需要从通信方式及通信协议的采用、硬件架构、控制策略以及软件实现等方面进行综合考虑。
2.2 PROFIBUS-DP现场总线技术PROFIBUS是近年来国际上最为流行的现场总线之一,也是目前数据传输率最快的一种现场总线(传输率最高可达12Mbit),因此在很多领域内广泛应用。
它是不依赖于生产厂家的现场总线,各种各样的自动化设备均可通过同样的接口交换信息。
PROFIBUS-DP (Distributed I/ O S -分布系统)是一种经过优化的模块,有比较高的数据传输率,适用于系统和外部设备之间的通信,远程I/O系统尤为适合。
它允许高速度周期性的小批量数据通信,适用于对时间要求比较高的自动化场合[3]。
由于PROFIBUS现场总线是一种数字通信网络。
在系统中间层或不同层的总线设备之间均采用数字信号进行通信,而可实现一对电线上传输多个信号(包括多个运行参数值、多个设备状态、故障信息),大量减少了导线和连接附件,提高了系统的可靠性和抗干扰能力。
基于包括校验秤在内的11个称量仪表的通信收稿日期:2006-08-21作者简介:徐峰(1984-),男,南昌人,硕士研究生,(E-mail) xfzmcy@。
考虑,在PLC 的选取上采用含有DP/MPI 接口的西门子S7 300系列315-2DP CPU 模块,系统利用PROFIBUS– DP 网实现称量仪表与PLC 的CPU 之间的数据传输。
每个仪表上自带DP 通讯接口,通过总线把PLC 的CPU 与11个称量仪表连接,在STEP7编程软件中对每个仪表在PROFIBUS–DP 网的地址进行分配,各个仪表的实时称量量即可直接读取。
2.3 系统的硬件组成 该系统包括上位工控机,控制器组成:西门子S7-300系列315-2DP CPU 模块、4块SM321数字输入模块、7块SM322数字、继电器输出模块、电源模块、128k 的存储卡、2块接口模块IM365;现场仪表:11个PANTHER (磐狮)称重显示仪表;现场执行机构包括异步电机、电磁振动给料机、螺旋给料机等。
控制系统的硬件结构如图1所示。
图1 系统硬件结构图上位工控机发送生产数据、进行配方管理、实时监控生产过程、出现异常情况进行报警处理,并在上位机内装有西门子STEP7编程软件,对PLC 进行编程。
控制器与上位工控机、现场仪表分别相连,读取上位机发送的配方数据并返回实时数据、采集现场仪表发送的现场称量数据、控制现场执行机构进行称量动作。
现场仪表把压力传感器的信号转换成标准信号,通过仪表自带的总线接口连入总线把称量数据传入PLC ,PLC 根据收到的数据进行相应的控制。
现场执行机构受控制器控制,按指令进行工作,实现喂料、卸料、接料、转盘旋转等功能。
3 系统实现3.1 PLC 程序实现本控制系统的PLC 程序是采用西门子S7PLC 的编程软件STEP7 V5.2 设计而成。
PLC 程序流程图如图2所示。
当CPU 接收到工控机发送的配方数据,就开始自动的称量过程,现场称量仪表不断的通过总线把数据传入PLC ,根据实时的称量量决定是高速加料还是慢速加料,是否进行超重处理。
配方中设定接料顺序,按设定好的顺序排料,当一份料称好并且顺序字符合的时候发送给PLC 称好的信号,PLC 再去控制接料筐去接相应的料;称量下料结束后接料筐继续随着转盘旋转等待接下一份料;当一个配方里的所有料都已经接好,转盘自动转到装卸袋区域,换上新袋继续以上过程。
图2 PLC程序流程图3.2 上位软件的设计与工作流程上位机软件是与PLC 程序配套设计的。
基于WINDOWS 的上位机软件具有实时过程监控、超重/超时报警、报警处理、自动保存数据、查询历史数据、打印配方与历史数据等功能。
软件的工作流程如图PROFIBUS-MPIU7U8 U9 U10U11U12U13U14U15U16 U17 工控机 CP5611CPU315-2DP模块IM365 接口模块PROFIBUS-D1#秤2#秤3#秤4#秤5#秤6#秤7#秤8#秤9#秤10#秤PS 307电源模块校验秤0#槽I/O SM 321IM365接口模块1#槽I/O SM 3212#槽I/O SM 3213#槽I/O SM 3214#槽I/O SM 3225#槽I/O SM 3226#槽I/O SM 3227#槽I/O SM 3228#槽I/O SM 3229#槽I/O SM 32210#槽I/O SM 322MMC-128KDIN 导轨-DIN 导轨二3所示。
首先进入工作界面,读取PLC信息;若正在工作中,则显示正在工作的信息;如不在工作中则进入配方输入与选择,软件把配方数据发送到PLC,PLC根据收到的数据工作。
图3 上位软件程序流程图4 系统特点4.1 接料本系统采用两个安装在转盘上的接料筐旋转方式接料,有效地解决了一字排开的配料系统用小车接料方案中接料时间在整个生产时间占的比重过大的问题。
从发出接料信号到旋转至接料位置最长时间仅为2个料筐的间距时间,这比小车接料速度提高很多,有利于提高整个系统的效率。
顺序接料方式,使每种配方的小料按设定顺序层叠,使得工艺人员能够方便辨认所称小料以及对故障并行排查。
4.2 粉尘处理由于小料的物料中有许多料容易发生破碎,特别是在喂料和卸料的过程中产生大量的粉尘,对工作环境、操作人员的健康有很大的影响,且长时间的粉尘也浪费了大量的原材料。
本系统采用一秤一除尘风管的设计,提高物料利用效率,降低了环境污染。
4.3 超重处理由于在称量过程中存在着过冲量(物料已经落在半空,还没有完全落下)。
超重在一定程度上是不能完全杜绝的(在对速度有一定要求的情况下)。
如何处理超重的物料也就是一个配料系统设计过程中必须考虑的问题。
本系统在称量过程中利用相对简单、易于实现的方式来进行超重部分的处理。
5 结论本控制系统在调试中的数据显示旋转接料式的配料系统从速度和精度上均符合或超过生产工艺要求,控制精度可达到0.5%,合理的超重处理功能提高了操作人员的工作效率。
基于PROFIBUS的分布式网络控制提高了系统的可靠性、可维护性、和可扩展性。
参考文献:[1] 贺洪江,黄尔烈.水泥生产配料的微机控制系统[J].自动化仪表,2002(4):42.[2] 张中明,葛金华,诸葛芬.铬铁合金精炼炉计算机配料系统[J].冶金自动化,2000(2):37-40.[3] 阳宪惠.现场总线技术及其应用[M].北京:清华大学出版社,2002.Automatic Batching Control System Based on Field BusXU Feng1, MA Tie-jun1, 2, WENG Jia-xiong2(1.College of Industry Equipment and Control Engineering, South China University of Technology, Guangzhou 510640, China;2.Guangzhou SCUT BESTRY Auto-control Technology Corporation Ltd, Guangzhou 510640, China)Abstract:The automatic batching control system exist now have inadequate precision, the disturber of the transmission may conduce error manipulate. Aim at these disadvantages, this system adopts facility arithmetic, high-speed and reliable transmission mode. The manufacture record indicates the precision and the speed accomplish the anticipation; the manipulation of the overweight is feasible. This system has stable capability, dependable function. The control system and the interface are improved. The difficulty during the debugging and the manufacture data storage provide gist for the improvement. The market popularize is valuable.Key words:auto-control technology;field bus; design; batching; automatic control。