免烧粉煤灰制砖机液压系统的设计_陈秀梅
应用PLC技术对免烧压砖机系统进行的设计
应用PL C技术对免烧压砖机系统进行的设计洪焕凤(威海职业学院,山东威海264210)产品与应用摘要本文提出一种免烧砌压砖机的设计方案,并具体介绍其机械结构、工作过程和基于cP M l A系列PL c的免烧压砖机监控系统,该系统可以实现压砖过程的压力和电动机电流的在线监视,保证压砖机的正常运行,且能自动累积压砖数量,为免烧砖的自动化生产提供保证。
关键词:免烧压砖机;PL c;监控;设计方案D es i gn f or N on—bur nt B r i ck M a chi ne w i t h PL C T echnol ogyH ong H um啦ng(W ei ha i vocat i onal C ol l eg e,W ei hai,Shandong264210)A bs t r act I n t hi s pa pe r,t he des i gn pr o posal f br non—bur nt bri ck m ach i ne i s proV i de d,a nd one ki n dof m oni t o r i ng Sys t em t h at based on t he C PM1A PL C is i nt r oduced.7I’11i s m oni t o r i ng s ys t em canf eal—t i m e m oni t or f or m e m ot O r c u r r ent and pre ss ure i n t he pr o c e s s t0e n s ur e t he m n of t he bri ckm ach i ne.A nd t he f unc t i on of t he aut o—ca l c ul a t i ng f or t he num ber of t he bri ck provi des t he guar a n t e e t ot he aut o—p r oduc t i on.K ey w or ds:non-bum t B r i ck m ac hi ne;PL C;m oni t or;desi gn pr o posal1引言免烧压砖已成为现代建筑业中用以代替实心黏土砖的重要产品,随着国家保护和节约耕地措施的实施,已明令禁止生产和使用实心黏土砖,免烧砖已得到了广泛的应用。
基于Simulink的全自动液压压砖机液压元件库研究_张柏清
文章编号:1000-2278(2008)01-0036-04基于Simulink的全自动液压压砖机液压元件库研究张柏清1匡伟春1张传才2(1.景德镇陶瓷学院机电学院,333403;2.西安建筑科技大学机电学院,710055)摘要针对全自动液压压砖机液压系统的建模和仿真研究,提出了液压元件库的概念。
利用功率键合图建立液压元件的数学模型,基于Matlab/Simulink建立仿真模型,并将模型封装成子系统。
将各个元件的子系统归类整理得到液压元件库,为开发液压系统仿真基础平台软件奠定基础。
关键词全自动液压压砖机,液压元件库,功率键合图,Simulink中图分类号:TQ174.5文献标识码:A1引言全自动液压压砖机主要用于陶瓷墙地砖的压制成形,是陶瓷墙地砖生产线中的关键机械设备,也是集机、电、液为一体化的高技术、高精度的现代化陶瓷机械设备。
它可以满足不同墙地砖压制成形工艺的要求,因此在陶瓷墙地砖生产中得到了广泛的应用。
随着陶瓷工业技术的不断进步和蓬勃发展,对陶瓷墙地砖全自动液压压砖机液压系统的稳定性、可靠性、精确性及易操作性提出了越来越高的要求[1]。
随着机电液一体化在现代设备中的应用,液压装置在一台工程机械设备中的造价通常达到20%-30%,有的甚至超过50%[2],因此在对液压系统进行设计和分析时,运用计算机仿真技术就具有重大的价值,而对液压系统进行动态特性分析和采用动态设计方法,已成为设计中非常有必要和方便可行的重要手段和步骤[3]。
获得液压系统动态特性,需先对系统中的液压元件进行研究并建立液压元件模型。
常见的液压系统元件一般都需要有可靠且能反复使用的模型。
液压系统具有模块化的结构,可以通过把通用的液压元件装配和相互连接而组成[4]。
因此,开发液压系统基础平台,建立液压元件子系统、得到液压元件库,实现简单快速的液压系统仿真,为液压系统的设计提供理论依据,具有重大的现实意义。
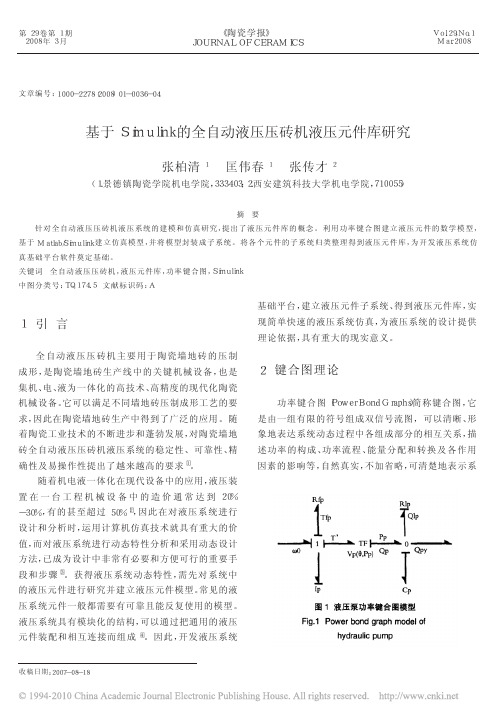
2键合图理论功率键合图(PowerBondGraphs)简称键合图,它是由一组有限的符号组成双信号流图,可以清晰、形象地表达系统动态过程中各组成部分的相互关系,描述功率的构成、功率流程、能量分配和转换及各作用因素的影响等,自然真实,不加省略,可清楚地表示系收稿日期:2007-08-18《陶瓷学报》JOURNALOFCERAMICS第29卷第1期2008年3月Vol.29,No.1Mar.2008《陶瓷学报》2008年第1期统的数学及物理本质[5]。
新型粉煤灰全自动压砖机液压控制系统_周晓亭
新型粉煤灰全自动压砖机液压控制系统周晓亭,杨兵卫(天津欧陆重工机械制造有限公司,天津300310)收稿日期:2012-07-25作者简介:周晓亭(1958-),男,浙江湖州人,高工,学士,研究方向为液压控制系统及液压伺服比例控制系统。
摘要:从国外的发展与应用的现状出发,介绍了新型粉煤灰全自动压砖机液压系统中先导控制系统的最新理念及理论分析。
关键词:先导控制系统;液压半桥;液阻中图分类号:TH137文献标识码:A文章编号:1008-0813(2012)11-0042-04New Hydraulic System for Brick Pressing Machine of Fly Coal AshZHOUXiao-ting ,YANGBing-wei(Tianjin European Heavy Industry Machine Manufacturing Co.,Ltd.,Tianjin 300310,China )Abstract :The development and application of from abroad the status quo ,intruced new automatic pressure of fly ash brick machine in hydraulic system to control system of the first new design concept and theory analysis.Key words :pilot control system ;hydraulic half bridge ;fluid resistance引言近年来,我国逐渐用粉煤灰砖代替粘土砖的生产。
我国电厂的粉煤灰每年排出量约为1.2亿t ,利用量约为0.7亿t ,尚未利用约为0.5亿t ,因此,生产粉煤灰砖是处理发电厂粉煤灰的一条有效途径,既可以解决发电厂环保问题,又可以生产出优质环保的新型建材。
液压压砖机设计原理郑州德亿重工

液压压砖机设计原理郑州德亿重工液压压砖机是根据帕斯卡原理制成,是一种利用液体压力能来传递能量的机器。
液压压砖机一般由本体(主机)、操纵系统及泵站三大部分组成,泵站为动力源,供给液压压砖机各执行机构及控制机构以高压工作液体。
操纵系统属于控制机构,它通过控制工作液体的流向来使各执行机构按照工艺要求完成应有的动作。
本体为液压压砖机的执行机构。
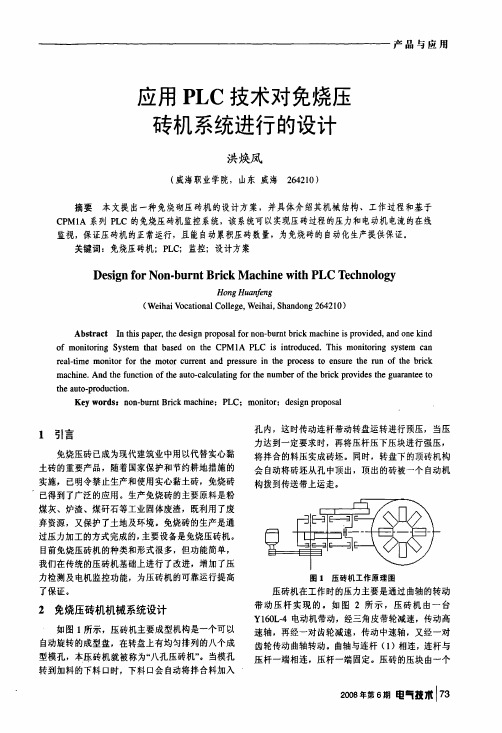
最常见的液压压砖机本体结构型式如图1一1 所示,它由上横梁3 、下横梁5 、四个立柱4和十六个内外螺母组成一个封闭框架,框架承受全部工作载荷。
工作缸1 固定在上横梁3上,工作缸内装有工作柱塞2,与活动横梁6相连接。
活动横梁以四根立桂为导向,在上、下横梁之间往复运动。
活动横梁下面固定有上砧11,而下砧12则固定于下横梁上的工作台上。
当高压液体进入工作缸后,对柱塞产生很大的压力,推动柱塞、活动横梁及上砧向下运动,使工件在上、下砧间产生塑性变形。
上横梁的两侧还固定有回程缸7,当高压液体进入回程缸时,推动回程柱塞8向上,通过顶部小横梁9及拉杆10,带动活动横梁实现回程运动。
此时,工作缸应通低压。
液压压砖机操纵系统的示意图如图1一2。
液压压砖机的工作循环一般包括停止、充液行程、工作行程及回程,现分述如下。
1)充液行程操纵手把由“停止”位置移到“充液位置,分配器摇杆轴逆时针方向转动(左视),回程缸排水阀2打开,活动横梁靠自重下降,回程缸中液体排入充液罐或水泵站的水箱。
此时工作缸内液体压力下降,在工作缸和充液罐中液体压力差的作用下,充液阀自动打开,充液罐内的低压液体大量流入工作缸内,实现动粱空程向下的充液行程。
动梁下行到上砧接触工件时,动梁运动停止,工作缸和充液罐中液体压力差消失,充液阀在弹簧作用下自动关闭。
为使充液行程平稳,在接近充液行程终点时,应降低排水阀2的开启高度,使动梁减速,以减少撞击与振动。
2 )工作行程充液行程结束后,充液阀应完全关闭,回程缸仍通低压。
操纵手把被移到“工作行程”位置,摇杆轴继续作逆时针转动,工作缸进水阀3打开,高压液体经充液阀腔进入工作缸,作用于柱塞上,并通过动梁对工件进行压力加工。
HZY_18新型环保全自动液压制砖机的研制_孙红旗
16.
(编辑 浩 然)
≤≤≤≤≤≤≤≤≤≤
作者简介:孙红旗(1964-),男,硕士,教授,主要研究方向为工程力学、
机械振动等。
收稿日期:2012-11-19
日前,齐重数控装备股份有限公司的高精度数 控重型曲轴复合加工机床(一拖二)研制成功,该机 床由两套车刀架与一套旋风刀架复合组成一台完 整的一拖二机床,产品长 57.6 米、宽10.5 米、高 7 米、重达 580 吨,加工精度误差不超过0.02 毫米。
的作用。通过比较免烧砖与传统红砖比较具有以下特点: (1)节约土地资源:传统的红砖主要原材料是土地,
表 2 矿砂混凝土多孔砖主要指标检测表
检测项目 孔洞率/% 密度等级/kg·m-3
强度等级/MPa
干燥收缩率/% 相对含水率/%
强度损失/% 抗冻性 D50
质量损失/% 碳化系数 软化系数
内照射系数 放射性
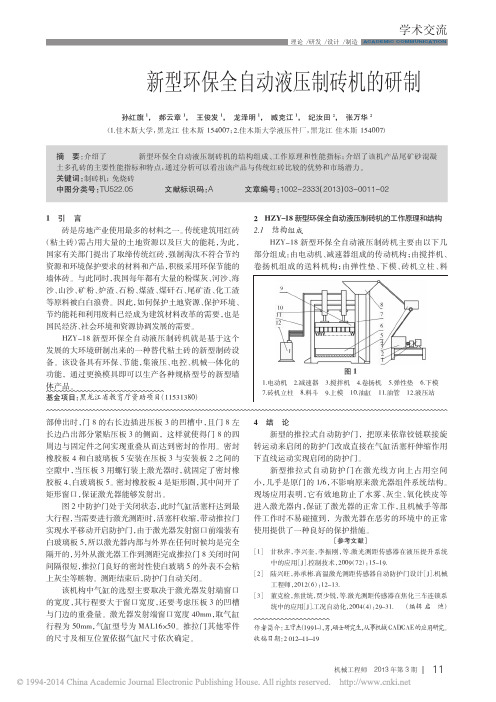
压制成所需要的尺寸厚度。压制完成后,通过液压机构使 得带有上模的横梁向上运动,恢复到起始位置。上模回到 最高位置后,往复驱动装置反向运动。到达出砖位置时, 由顶出机构将压制好的砖坯顶出,码垛晾干即可。 3 新型环保全自动液压制砖机主要技术指标
每次成型块数:24 块/模;每周期时间:35s;产量: 2400 块/h; 总 体 尺 寸 长 × 宽 × 高 :3600mm ×2100mm × 3000mm;整机重量:3.2t。 4 产品介绍
学术交流
理论 / 研发 /TION
HZY- 18 新型环保全自动液压制砖机的研制
孙红旗 1, 郝云章 1, 王俊发 1, 龙泽明 1, 臧克江 1, 纪汝田 2, 张万华 2 (1.佳木斯大学,黑龙江 佳木斯 154007;2.佳木斯大学液压件厂,黑龙江 佳木斯 154007)
液压压砖机毕业设计开题报告
本科毕业设计(论文)开题报告课题名称:3800T液压压砖机系统设计学院(系):机械工程学院年级专业:08级机电控制学生姓名:指导教师:完成日期:2012/3/13一、综述本课题国内外研究动态,说明选题的依据和意义我国每一年所耗用的粘土砖类墙材要毁掉上万亩公顷的良田,且烧制粘土砖能耗及其每一年采暖煤耗占全国能耗量的20%以上,由此可见,粘土类墙材的生产严峻破坏生态、污染环境、浪费资源和能源。
所以,国家提出要大力进展节能、节地、利废的保温隔热新型墙体材料,慢慢代替粘土实心砖的政策。
这是提高资源利用率、改善环境、增进循环经济进展的重要途径。
按照国家构建节约型社会、进展循环经济的要求,各地纷纷加速步伐,开展综合利废工程,推动墙材革新工作。
专门是加速进展以粉煤灰、煤矸石、建筑渣土、冶金和化工废渣等固体废弃物为原料的新型墙体材料[1]。
最近几年来国家将粉煤灰的治理和利用提到了显著位置,各地相关单位也纷纷增强对于粉煤灰综合利用技术的研究和开发,并取得了必然的成效。
利用粉煤灰制作蒸压砖不仅掺灰量大,而且成品质量高,符合利废、节土、节能、资源综合利用和保护环境等主要特征,是治理环境、进展循环经济的重要举措。
作为蒸压粉煤灰砖生产的关键设备,液压压砖机有以下长处①压砖机采用液压传动对砖坯施加静压力,工作平稳,有利于坯体压制成形;②采用液压传动可超级方便地实现对压制力、速度、时刻的调节控制,并维持稳固,使压机动作专门好地符合工艺要求;③容易实现压机的大型化和自动化;④坯体成形好,强度高[2]。
目前国内已掌握现代自动液压压砖机的设计和制造技术,具有设计、制造生产各类结构型式和各类吨位压机的能力和经验。
制造出的压机在技术性能上达到国外同类压机90年代初期水平,具有较好的靠得住性,可替代相同吨位的入口压机上线生产。
而且国产压机在价钱上大大低于同类压机的价钱,而且成品质量高,符合利废、节土、节能、资源综合利用和保护环境等主要特征,是治理环境、进展循环经济的重要举措。
液压压砖机液压系统故障诊断技术
基于深度学习的故障诊断
强大的自学能力
01
深度学习技术具有强大的自学能力,可以通过学习大量的故障
数据,自动提取故障特征,并进行分类和识别。
适用于复杂故障
02
深度学习技术可以处理复杂的非线性关系,适用于液压系统中
复杂的故障诊断。
结合实际经验丰富
03
深度学习技术可以与实际经验相结合,通过对历史故障数据的
学习,形成有效的故障诊断模型,提高诊断的准确性。
基于大数据的故障预测和预防
1 2 3
数据挖掘
大数据技术可以对液压系统的各种运行数据进行 挖掘,发现潜在的故障规律和趋势,为故障预测 和预防提供依据。
预测模型建立
通过对历史故障数据的分析,可以建立故障预测 的模型,预测未来可能出现的故障,提前采取相 应的预防措施。
强化科研合作
加强企业、高校、科研院所之间的合作,共 同推动故障诊断技术的发展。
引进先进技术
积极引进国内外先进的故障诊断技术和设备 ,提高故障诊断的效率和准确性。
完善数据收集与分析
建立完善的数据收集与分析系统,为故障诊 断提供全面、准确的数据支持。
THANKS
感谢观看
未来发展趋势与研究方向
智能化诊断
结合人工智能、机器学习等技术,开发能够自主 学习、自我进化的智能故障诊断系统。
多源信息融合
融合多传感器信息、历史运行数据等,提高故障 诊断的准确性和全面性。
远程故障诊断
借助互联网技术,实现液压压砖机的远程监控和 故障诊断。
提高故障诊断技术的策略与建议
加强人才培养
培养专业的液压系统故障诊断人才,提高故 障诊断技术的专业水平。
数据采集
收集液压压砖机液压系统在运行 过程中的各种数据,如压力、流
IMG_D_200采煤机调高液压系统的改造
2
改造方案
参照不同工作温度下常 用泵与 油液的 粘度关 系 , 如 表 1 所示。 通过对比 可 以看 出 , 在 相同 工作 液 体和 温 度变 化 范 围 内 , 齿轮泵内的油液 粘度 变化较 小 , 而柱 塞泵 内的油 液粘 度 变化较大。也就是说在相同条件下 , 使用齿轮泵 能使油液 具 有较好的粘温特性 , 从而保持了液 压系统的 稳定性。因此 用 齿轮泵来代替柱塞泵的改造方案是可行的。
2. 2 结构改造
为了将齿轮泵与减速箱以及其他传 动部件相连 接 , 在 结 构上做了以下改造。 2. 2. 1 齿轮泵的安装 柱塞泵是用六个 M10 螺栓 固定 在固定 减速 箱内的。 首 先把 柱塞泵分解下来 ; 然后设 计一个 齿轮泵 盘 , 如 图 2, 把 齿 轮泵通过两个 M10 螺栓固定在泵盘上 ; 再用 六个 M10 螺栓把 泵盘固定在固定减速箱内。 2. 2. 2 齿轮泵和动力元件的连接 调高泵、 手动换 向阀、 溢流 阀等 元件都 布置 在固 定减 速 箱内 , 形成独立的调高泵箱。由于原 柱塞泵是 由固定减速 箱 内与 牵引部通轴相连的 内齿 轮上 的渐开 线花 键与传 动齿 轮 带动的 , 因此换成齿轮泵时需 设计一 个花键 套 , 用 它来连 接 齿轮 泵 和 动 力 元 件。齿 轮 泵 轴 头 直 径 是 20mm, 键 槽 宽 6mm, 花键套尺寸如图 3 所示。
油泵型式
5~ 40 !
40~ 80 !
推荐油液品种
40 ! 运动粘度( cSt) 叶片泵 < 6. 3MPa > 6. 3MPa 28~ 46 49~ 70 39~ 72 56~ 90 普通液压油及其代用 油品抗磨液压油 中低压用普通液压油 中高压用抗磨液压油 中低压用普通液压油 中高压用抗磨液压油
全自动模压式制瓦机液压系统的设计
液压与 气动
15 0
全 自动 模 压 式 制 瓦 机 液 压 系 统 的 设 计
江 君, 孙 明 T e d sg fh d a lc s se fr mo d p e s d tp h e i n o y r u i y t m o l — r s e y e
难度 。 关 键词 : 辊卷 板机 ; 压 系统 ; 三 液 改造设 计
中图分 类 号 : H17 文 献标 识码 : 文 章编 号 :0 0 5 ( 0 2 0 -17( T 3 B 10 48 8 2 1 ) 1( O -3 ) )
1 前 言
免 了模 架在 打 瓦之前 的相 对移 动 。
进 油路 回油路
阀一 单 向 阀 1 0液压 缸 C 腔 。 O— 上
阀 B 回油箱 。 一
进 油路
回油路
油 箱一 液压 缸 C 腔 。 下
无。
6 )主缸上 升
2 )模 框卸 压 、 主缸 下降
主缸 由 5 0液 压 缸 a带 动 快 进 , 电磁 铁 1 T 3 T D 、D ,
这 步 动作也 是 这个 液 压 过 程 中的关 键 , 在第 三步
动 作— — 主缸加 压 、 框 卸压 时 , 了能使模 框产 生压 模 为
1 1 1 1 、 1单 向 阀 、0、2、5 2 . 2 9 1 、2 节 流 阀 、 、32 . 35 . 0液 压 缸
合 力 , 制 御模框 的液 压 缸 C的下 腔 产 生 了 一个 负压 在 真 空 。这个 真空 在第 三步 动 作 时 是很 必 要 的 , 在 成 但 型后 , 框 与上模 在 上升 时 , 个真 空势 必会 让缺 少 了 模 这
免烧粉煤灰制砖机液压驱动系统
+
+
7 缸2 2停 ,布料 箱停在右位
8 缸2 2退 回 ,将 原 料 布 到 模 箱 9 缸 2 左 运 动 ,布 料 箱 退 回 3向
lH C 2 X
+ 2 X HC
+
+ + + +
l 缸 2 0 3停 ,布料箱停 在左位
l 缸 l 、l 行 ,压 头 快 速 下 行 l 2 3下 l 缸 l 压 头 减 速 并 压 制 2 3和
该制 砖机 为全 自动 型 设 备 ,可 以 实现 上 料 、供 板 、成 型 、脱模 至 出砖 的 全过 程 自动生 产 工 作 过 程 中 的各 元件 的 驱动均 采用液 压驱动 方式 。 2 液压驱 动及控 制 系统 的原 理 该制砖 机 的液压 系 统 原理 图如 图 所示 ,图 中各 液 压缸 的动 作顺 序如表 所示 。
Ce u i h nXime ,W a gJf g a gJn i n i n a ,F iq n
( e i steo Mahnr ) B in I tu f ciey jg ni
Ab ta t Ths atce e p u d id o da i Drvn sr c : i ri l x o n s a kn fHy ru e— i ig— S se , I r e o p tfr r h e eo me to rb k— ma u a t e. l y tm n o d rt u o wad te d v lp n fou Hc n fcur
2 O托 板 活塞缸
2 l二位三 通 电磁 换 向阀 2 2送 布料 箱活 塞缸 2 3回布 料箱 活塞 缸
液 压 系统 原 理 图
维普资讯
《 床 与 液 压 》 20 . o4 机 0 2 N .
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
主机·应用
免烧粉煤灰制砖机液压系统的设计
陈秀梅,杨庆东,王红军,方金奇
The Hydraulic System of Non -burned Brick -manufacture -machine
Chen Xiu -mei ,Yang Qing -dong ,Wang Hong -jun ,Fang Jin -qi
(北京机械工业学院机械系,北京市清河小营东路12号 100085 电话:(010)62939170)
摘 要:为了推动我国制砖业的发展,提出了一种免烧粉煤灰制砖机的设计方案。
该方案利用液压作为驱动力,使得该结构输出力大,动作灵敏,可实现远程无级调控;再加上工作台的振动,使被压制成型的砖结构密实,性能可靠,质量好。
关键词:免烧;液压驱动;制砖机
中图分类号:TH137 文献标识码:B 文章编号:1000-4858(2002)08-0025-02
收稿日期:2002-01-09
作者简介:陈秀梅(1970—),女,河北沧州人,讲师,硕士,主要从事流体传动及控制方面的科研和教学工作。
0 引言
免烧制砖机是近年来发展较快的一种新型设备,目前,该技术在先进国家的应用已很普遍。
其基本原理是采用压振成形,国内近年来也开展了这方面的研究工作,重点是利用粉煤灰进行制砖设备的研制。
鉴于以上情况,本文提出了一种免烧粉煤灰制砖机的结构设计方案,其特点是利用工业废料代替粘土制砖,且成形后不需烧蒸处理,经自然养护后即可使用,因此可充分利用废料,节省土地又不产生二次污染,是一项非常符合现代环保及建材行业发展政策的新兴技术。
1 免烧粉煤灰制砖机的结构
免烧粉煤灰制砖机的主要结构由以下几部分组成:
(1)机架 主要用来支撑设备的各部件以及承受砖成形时的压制力;
(2)压头 主要用来为设备的成形加压,另外还在工作中起脱模作用;
(3)升降工作台 主要是拖砖和振动的作用,上升时用于砖的成形,下降时用于将成形砖托出;
(4)供板机构 主要用来托板的的传送,分前供板和侧供板两部分,该部分还配有刮板和涂油机构;(5)布料机构 主要用来将料仓中的料送入成形模具内;
(6)料仓 主要用来储存物料;(7)出砖传送架 主要用来将工作台上的成形砖送出;
(8)控制柜 主要用来安装设备的控制系统。
图1为免烧粉煤灰制砖机的结构示意图。
2 免烧粉煤灰制砖机的工作过程
将托板送到模箱下部的工作台上,工作台上升至模箱底部,布料箱通过往复运动将混合好的料送入模箱。
模箱振动,上压头压下,将模箱中的料在振动的同时压实成形;然后工作台带动托板和成形砖下降至最底部;再将托板和成形砖一起推出,完成制砖工作。
该制砖机为全自动设备,可以实现上料、供板、成形、脱模至出砖的全过程自动生产。
工作过程中各元件的驱动均采用液压驱动方式。
3 免烧粉煤灰制砖机的液压系统原理
制砖机液压系统的工作原理是:(1)首先托板缸20的活塞杆伸出,将托板推动至工作台上后活塞杆缩回;(2)工作台活塞缸14的活塞杆伸出,推动工作台上升至模箱底部,工作台被缩紧;(3)布料箱活塞缸22的活塞杆前进至模箱的顶部,实现送料,然后活塞杆退回;(4)上压头柱塞缸12(2个)带动活塞缸13和上压头快速下降至模箱顶部,然后上压头活塞缸13加压使砖成形;(5)工作台活塞缸14和上压头下降脱模;(6)上压头活塞缸13的活塞杆退回并带动两柱塞缸返回
25
2002年第8期液压与气动
图1 免烧粉煤灰制砖机的结构示意图
上位;(7)工作台活塞缸14的活塞杆缩回下位;(8)出砖活塞缸18的活塞杆伸出,将成形砖和托板一起推出;(9)出砖活塞缸18的活塞杆缩回原位,完成制砖工作的一个循环。
图2为该制砖机的液压系统原理图。
4 结束语
我国是一个产煤大国,同时也是耗煤大国,每年因燃煤而产生的粉煤灰是一个巨大的数字。
处理这种废料,减少对环境的污染,正是研制粉煤灰制砖机的目的。
相信随着这一新兴设备的不断普及和推广,我们所期望的“无烟时代”将会更加快速地到来。
1.电机
2.限压式变量叶片泵
3.过滤器
4.油箱
5.溢流阀
6.单向阀
7.二位三通电磁换向阀8、19.三位四通电液换向阀 9.二位二通电磁换向阀 10.同步阀 11.调速阀 12.柱塞缸 13.活塞缸
14.工作台活塞缸 15.蓄能器 16.减压阀 17.三位四通电磁换向阀 18.出砖活塞缸20.托板活塞缸 21.二位三通电磁换向阀 22.送布料箱活塞缸 23.回布料箱活塞缸
图2 液压系统原理图
参考文献:
[1] 俞新陆.液压机[M ].北京:机械工业出版社,1988.[2] 雷天觉.液压工程手册[M ].北京:北京理工大学出版
社,1998.
26液压与气动2002年第8期。